
Непровары в сварных швах
Содержание:
- 1 Трещины: разновидности, причины их образования
- 2 Поры: их форма, места расположения и причины появления
- 3 Виды твердых включений в сварном шве
- 4 Несплавление и непровар: причины возникновения
- 5 Виды отклонений формы наружной поверхности шва от заданных значений
- 6 Прочие дефекты сварных швов
- 7 Вы здесь
- 8 Наружные дефекты сварочных швов
- 9 Внутренние дефекты сварочных швов
Нарушение требований, установленных нормативными документами, при сварке плавлением приводит к образованию брака. Дефекты сварных соединений ГОСТ 30242-97 разделяет на шесть групп. Их нужно знать так же хорошо, как и то, как варить металл правильно.
Трещины: разновидности, причины их образования
Трещиной называют несплошность, которая вызывается резким охлаждением или воздействием нагрузок. Разновидность этого дефекта, которую можно обнаружить только оптическими приборами с увеличением, не менее пятидесятикратного, называют микротрещиной.
Продольные трещины располагаются вдоль сварного соединения и могут располагаться:
- в металле шва;
- в основном материале;
- на границе сплавления;
- в области температурного влияния.
 Продольная трещина
Продольная трещина
Трещины в основном металле, причиной которых являются высокие напряжения, называют скрытыми. Внешне они напоминают ступеньки. Этот дефект присущ сварным соединениям значительной толщины. Высокие напряжения вызываются слишком жесткими соединениями или некорректным выбором сварочной технологии. Уменьшение сварочных напряжений снижает вероятность образования скрытых продольных трещин.
Конфигурация продольных трещин определяется линиями сплавления шва и основного металла.
Эти трещины разделяют на:
- горячие, их причиной является высокотемпературная хрупкость сплавов;
- холодные – возникают при медленном разрушении металла.
Поперечные трещины ориентированы перпендикулярно оси сварного шва. Они могут возникать, как в основном материале и металле сварного соединения, так и в зоне температурного влияния.
Радиальные трещины расходятся из одной точки и иначе называются звездообразными. Места их расположения аналогичны локализациям поперечных трещин. Причины образования поперечных и радиальных трещин такие же, как и у продольных.
В месте отрыва дуги на поверхности шва образуется углубление. Дефекты, которые возникают в этом месте, называют трещинами в кратере. Они разделяются на продольные, поперечные, звездоподобные. Конфигурацию этого дефекта определяют: микроструктура зоны сварного соединения, фазовые, термические и механические напряжения.
Если возникает группа не связанных друг с другом трещин, то они называются раздельными. Места и причины их возникновения аналогичны этим характеристикам поперечных и радиальных трещин.
Если из одной трещины образуется группа трещин, то такой брак носит название разветвленных трещин. Места их расположения – основной материал, металл шва, область термического влияния. Причины возникновения такие же, как и у продольных трещин.
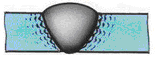
Поры: их форма, места расположения и причины появления
Дефекты сварных соединений и соединений в виде полостей в сварном соединении называют порами. Эти полости заполнены газом, который не успел выделиться наружу.
Различают следующие разновидности пор:
- Газовая полость – это образование произвольной формы, не имеющее углов, причиной появления которого явились газы, не успевшие покинуть расплавленный материал.
- Газовой порой называют газовую полость, имеющую сферическую форму.
- Группа газовых пор, которая располагается в металле сварного соединения, называется равномерно распределенной пористостью.
- Скопление пор – это три или более газовых полостей, расположенных кучно на расстоянии между собой, не превышающем тройной диаметр максимальной поры.
- Цепочкой пор называют ряд газовых полостей, которые располагаются линией вдоль сварного соединения с расстоянием между ними, не превышающем трех диаметров наибольшей из пор.
- Если дефектом является несплошность, вытянутая вдоль оси сварного шва и имеющая высоту, которая гораздо меньше длины, то она называется продолговатой полостью.
- Свищом называют трубчатую полость, которая располагается в металле сварного шва. Свищ вызывается выделением газа. Его форма и положение определяются источником газа и режимом твердения. Как правило, свищи образуют скопления в форме елочек.
- Газовая полость, нарушающая целостность поверхности сварного соединения, называется поверхностной порой.
- Если во время затвердевания вследствие усадки образуется полость – она носит название усадочной раковины. А усадочная раковина, расположенная в конце валика и не заваренная при последующих проходах, называется кратером.
Поры – дефекты сварных соединений, фото которых приведено ниже, появляются из-за наличия вредных примесей, как в основном металле, так и в присадочном. Поры могут образовываться из-за ржавчины и прочих загрязнений, которые не были удалены перед проведением сварки с кромок материала, повышенного содержания углерода, высокой скорости сварочного процесса, нарушений защиты сварочной ванны. Самой частой причиной возникновения пор является отсыревшее покрытие плавящегося электрода.
Наличие одиночных пор не представляет опасности, а вот их цепочка может негативно сказаться на прочностных характеристиках сварного соединения. Участок сварочного шва, пораженный этими дефектами, переваривают, предварительно механически его зачистив.  Поры и шлаковые включения
Поры и шлаковые включения
Виды твердых включений в сварном шве
Твердые инородные включения, как металлического, так и неметаллического характера, имеющие в своей конфигурации хотя бы один острый угол, являются недопустимым дефектами в сварном соединении, поскольку играют роль концентраторов напряжений. Дополнительная опасность этих дефектов заключается в том, что они не видимы снаружи. Обнаружить их можно только методами неразрушающего контроля.  Шлаковые включения в сварном соединении
Шлаковые включения в сварном соединении
Твердые включения разделяются на следующие виды:
- Шлаковые включения – это шлаки, попавшие в сварочный шов. В зависимости от того, в каких условиях они были образованы, они бывают линейными, разобщенными, прочими. Причины их образования – большие скорости сварочного процесса, загрязненные кромки, многослойная сварка, если швы между слоями очищены некачественно. Форма этих бракованных включений очень разнообразна, поэтому они могут быть гораздо опаснее округлых пор.
- Флюсы, служащие для защиты металла от окисления, являются причиной образования флюсовых включений. Также, как и шлаковые, флюсовые включения делят на линейные, разобщенные и прочие.
- Причинами образования оксидных включений могут быть: недостаточно чистая поверхность основного или присадочного металлов, вытаскивание горячего сварочного прутка из области газовой защиты, неправильная подготовка кромок – слишком сильное их затупление.
- Частицы сторонних металлов – вольфрама, меди или других образуют металлические включения. Причиной их образования может стать эрозия вольфрамового электрода или случайное попадание металлических частиц снаружи, а также при использовании для поджига медной стружки.
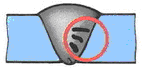
Несплавление и непровар: причины возникновения
Дефекты – несплавление и непровар – это отсутствие соединения основного материала и металла сварного соединения.
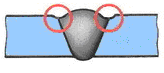
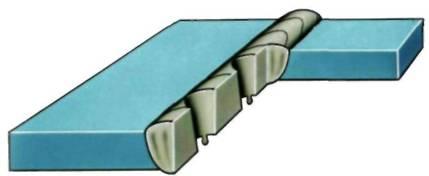
Несплавление возникает при высоких скоростях сварочного процесса и силе тока более 15000С. Для предотвращения несплавлений необходимо уменьшить скорость сварки, снизить временной разрыв между образованием и заполнением канавки, тщательно очищать сварочную зону от масел и загрязнений. Несплавления могут располагаться:
- в корне сварного шва;
- на боковой стороне;
- между валиками.
Непровар возникает по причине невозможности расплавленного металла достичь корня шва. Причин непровара может быть несколько:
- недостаточный сварочный ток;
- слишком высокая скорость перемещения электрода;
- увеличенная длина дуги;
- слишком маленький угол скоса кромок;
- перекос свариваемых кромок;
- недостаточный зазор между кромками;
- неправильно выбранный – увеличенный – диаметр электрода.
- попадание шлака в зазоры между кромками;
- неадекватный выбор полярности для данного типа электродов.
Непровар – очень опасный и недопустимый сварочный дефект.
Если вы часто делаете шашлыки, то вам будет полезен мангал, который можно сделать своими руками. Подробная инструкция в этой статье.
Не знаете, что нужно для газовой сварки? Подробный список необходимых материалов по https://elsvarkin.ru/materialy/materialy-dlya-gazovoj-svarki/ ссылке.
Виды отклонений формы наружной поверхности шва от заданных значений
К нарушениям формы сварочного шва относят следующие дефекты:
- Подрезы непрерывные – представляют собой непрерывные углубления, расположенные на наружной части валика шва. Если подрезы располагаются со стороны корня одностороннего шва и образуются по причине усадки вдоль границы, их называют усадочными канавками. Подрезы являются широко распространенными поверхностными дефектами, которые возникают из-за слишком высокого напряжения дуги при сваривании угловых швов или по причине неточного ведения электрода. В этом случае одна из кромок проплавлена более глубоко, что приводит к стеканию металла на находящуюся в горизонтальном положении деталь. Для заполнения канавки металла не хватает. При сварке стыковых швов подрезы образуются редко. При слишком высоких значениях скорости сварки и напряжения дуги, как правило, возникают двухсторонние подрезы. Такого же типа дефект получается и при автоматической сварке в случае повышения угла разделки.
- Превышения выпуклостей стыкового или углового шва представляют собой избыток наплавленного металла с лицевой стороны швов сверх положенного значения.
- Если избыток наплавленного металла сверх установленного значения располагается на обратной стороне стыкового шва, то такой дефект называют превышением проплава. Разновидность – местный избыточный проплав.
- Если избыток наплавляемого металла натекает на основной металл, но не сплавляется с ним, то такой дефект называют наплавом.
- Линейное смещение возникает, если свариваемые поверхности расположены параллельно, но не на одном уровне.
- Угловым называют смещение между двумя поверхностями при их расположении под углом, который отличается от необходимого.
- Натек образуется из металла сварного шва который оседает под воздействием силы тяжести. Натек образуется при горизонтальном, потолочном, нижнем положениях сварки, в угловом соединении и шве нахлесточного соединения.
- При прожоге металл сварочной ванны вытекает, образуя сквозное отверстие. Причинами прожога могут стать загрязненность поверхности основного металла или электрода.
- Неполное заполнение разделки кромок возникает из-за недостаточного количества присадочного материала.
- Если в угловом соединении один катет значительно превышает другой, то возникает дефект чрезмерной асимметрии.
- Неравномерная ширина сварного шва.
- Неровная поверхность – это неравномерность формы усиления шва по его протяженности.
- Вогнутость корня шва представляет собой неглубокую канавку со стороны корня шва, которая образовалась по причине усадки.
- Из-за возникновения пузырьков в период затвердевания металла образуется пористость в корне шва.
- Возобновление. Этот дефект представляет собой местную неровность поверхности в зоне возобновления сварочного процесса.
 Наплыв и подрез
Наплыв и подрез
Прочие дефекты сварных швов
Все дефекты сварных швов и соединений, которые не были перечислены выше, относятся к категории “прочие”. К ним принадлежат следующие типы дефектов:
- Случайная дуга. В результате возникновения случайного горения дуги возникает местное повреждение поверхностного слоя основного металла, который примыкает к области сварного шва.
- Брызги металла – капли, которые образовались от наплавляемого или присадочного металла во время сварочного процесса. Они прилипают к поверхности остывшего металла сварного шва или основного металла, расположенного в околошовной области.
- Вольфрамовые брызги – создаются частицами вольфрама, выброшенного из расплавленного электрода на основной металл или на сварной шов.
- Поверхностные задиры – это дефекты, которые возникают из-за удаления временно приваренного приспособления.
- Утонение металла образуется при механической обработке. При этом толщина металла имеет значение, которое меньше допустимой величины.
Допустимые дефекты сварных соединений – это отклонения, наличие которых не снижает эксплуатационные свойства сварного соединения и их присутствие разрешено нормативной документацией. Все остальные дефекты, как правило, исправляются с помощью подварки. Исправлять качество сварки более двух раз не разрешается, так как может произойти перегрев или пережог металла.
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
Дефекты сварных соединений образуются в результате неправильно назначенных режимов сварочного процесса и не соблюдения технологии выполнения сварки. Основные дефекты сварных соединений, приведены в табл. 3С
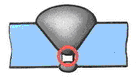
Подрез – дефект в виде углубления по линии сплавления сварного шва с основным металлом.
Причины возникновения дефекта:
— завышенное значение мощности источника теплоты (большой сварочный ток, высокая температура пламени);
— чрезмерное смещение электрода в сторону вертикальной стенки (при сварке угловых швов).
ПОРА В СВАРНОМ ШВЕ

Пора в сварном шве — дефект сварного шва в виде полости округлой формы, заполненной газом.
Причины возникновения дефекта:
— быстрое затвердевание газонасыщенного расплавленного металла, при котором выделяющиеся газы не успевают выйти в атмосферу (быстрое охлаждение сварного соединения);
— чрезмерная скорость сварки, нарушающая газовую защиту ванны жидкого металла;
— повышенное содержание влаги в покрытии электродов, флюсе, защитных газах;
— наличие загрязнений (окалина, ржавчина, масло, краска) на кромках основного металла и поверхности сварочной проволоки
СВИЩ В СВАРНОМ ШВЕ
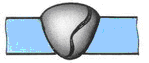
Свищ в сварном шве — дефект в виде воронкообразного углубления в сварном шве.
Причины возникновения дефекта:
— большая амплитуда колебаний электрода;
— перегрев основного металла;
— повышенное содержание влаги в покрытии электродов, флюсе, защитных газах.



Несплавление — отсутствие соединения между металлом шва и основным металлом либо между отдельными валиками сварного шва.
Причины возникновения дефекта:
— плохая очистка металла от загрязнений (окалины, ржавчины, масла, краски);
— большая длина дуги;
— недостаточная мощность источника теплоты (малое значение сварочного тока, низкая температура пламени);
— большая скорость сварки.
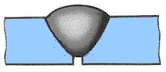
Непровар — дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва.
Причины возникновения дефекта:
— плохая очистка металла от загрязнений (окалины, ржавчины, масла, краски);
— недостаточная мощность источника теплоты (малое значение сварочного тока, низкая температура пламени);
— большая скорость сварки;
— большая длина дуги;
— малый угол скоса кромок;
— большая величина притупления;
— малая величина зазора между кромками;
— смещение и перекосы свариваемых кромок;
— неправильный выбор полярности для данной марки электродов.
ШЛАКОВОЕ ВКЛЮЧЕНИЕ СВАРНОГО ШВА
Шлаковое включение сварного шва — дефект в виде включения шлака в сварном шве
Причины возникновения дефекта:
— плохая очистка поверхности валиков от шлака при многослойной сварке;
— неравномерность плавления электродного покрытия;
— малый сварочный ток;
— большая скорость сварки.

Наплыв на сварном соединении — дефект в виде натекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним.
Наплывы образуются чаще всего при сварке горизонтальных швов на вертикальной плоскости и сварке в вертикальном положении.
Причины возникновения дефекта:
-завышенное значение мощности источника теплоты (большой сварочный ток, высокая температура пламени);
— неправильный наклон электрода к изделию при сварке «на подъем» и «на спуск» в вертикальном положении;
— неправильная подготовка кромок при сварке горизонтальных швов на вертикальной плоскости.

Трещина сварного соединения
— дефект сварного соединения в виде разрыва в сварном шве и (или) прилегающих к нему зонах.
Холодные трещины – хрупкое межкристаллическое разрушение в шве и околошовной зоне сварного соединения в области низких температур (как правило после полного остывания сварного соединения).
Причины возникновения дефекта:
— образование закалочных структур вследствие слишком больших скоростей охлаждения сварного соединения;
— повышенное содержание диффузионно-подвижного водорода в сварном шве вследствие некачественной очистки сварочных материалов от загрязнений и плохой защиты сварного соединения от влияния атмосферы;
— большие сварочные напряжения
Горячие трещины – хрупкое межкристаллическое разрушение металла шва и околошовной зоны, возникающее в твердо-жидком состоянии при завершении кристаллизации, а также в твердом состоянии при высоких температурах в результате межзеренных деформаций.
Причины возникновения дефекта:
— большое количество вредных примесей (серы и фосфора) в сварном шве и металле свариваемых заготовок;
— большие сварочные напряжения
ПЕРЕЖОГ И ПЕРЕГРЕВ
Пережог — окисление и оплавление границ зерен, что нарушает связь между ними. Является неисправимым видом брака.
Перегрев характеризуется резким ростом размеров зерна, обуславливающим снижение пластичности металла.
Причины возникновения дефекта:
— завышенное значение мощности источника теплоты (большой сварочный ток, высокая температура пламени);
— слишком медленное перемещение источника теплоты (низкая скорость сварки);
ПРОЖОГ СВАРНОГО ШВА

Прожог сварного шва — дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
Причины возникновения дефекта:
— завышенное значение мощности источника теплоты (большой сварочный ток, высокая температура пламени);
— слишком медленное перемещение источника теплоты (низкая скорость сварки);
— большой зазор между свариваемыми кромками;
— малая величина притупления кромок;
— плохое поджатие к корню шва флюсовой подушки или медной подкладки.
Контактная точечная и шовная сварка
Непровар – отсутствие или малый диаметр литого ядра.
Причины возникновения дефекта:
— падение напряжения в сети;
— шунтирование тока через соседние точки или случайные контакты;
— малое временя сварки.
Выплеск металла — выброс части расплавленного металла из зоны сварки
Причины возникновения дефекта:
— плохая очистка деталей или электродов;
— большая сила сварочного тока;
— большое время сварки.
Причины возникновения дефекта:
— значительное загрязнение поверхности;
— загрязнение поверхности электродов;
Причины возникновения дефекта:
— несвободное деформирование деталей;
— малое ковочное давление.
Раковины и пористость
Причины возникновения дефекта:
— загрязнение поверхности металла;
— выплеск при перегреве ядра.
Контактная стыковая сварка
Непровар, трещины, раковины
Причины возникновения дефекта:
— недостаточный разогрев при оплавлении;
— неустойчивое оплавление перед осадкой
Причины возникновения дефекта:
— малая скорость оплавления.
Контроль сварных соединений.
Сварные соединения подвергают проверке для определения возможных отклонений от технических условий, предъявляемых к данному виду изделий. Наружные дефекты выявляются внешним осмотром Внутренние – ультразвуковым или рентгеновским просвечиванием. Изделие считается качественным, если отклонения не превышают допустимые нормы.
Устранение дефектов сварки
Выявленные в процессе контроля дефекты сварки, которые не соответствуют техническим условиям, должны быть устранены, а если это невозможно, изделие бракуют.
В стальных конструкциях снятие бракованных сварных швов осуществляют плазменно-дуговой резкой или строжкой с последующей обработкой абразивными кругами. Затем дефекты завариваются. Все исправления сварных соединений должны выполняться по той же технологии и теми же материалами, что применялись при наложении основного шва.
Наплывы и другие неровности формы шва исправляют механической обработкой шва по всей длине, не допуская занижения общего сечения.
Исправленные швы подвергают повторному контролю, по методикам, соответствующим требованиям к данному виду сварного соединения.
Вы здесь
Все отклонения от технологических параметров, вызванные небрежностью в работе, нарушением режимов и внешними причинами, часто не зависящими от сварщика, могут привести к возникновению дефектов в сварочном шве и околшовной зоне, попадающей в область термического воздействия. К дефектам приводит и нарушение технологических приемов как самого процесса сварки, так и некачественная подготовка, неисправность оборудования, отклонения от норм качества сварочных материалов, влияние погодных условий, низкая квалификация сварщика.
Возникновение дефектов часто связано с металлургическими и тепловыми явлениями, возникающими в процессе образования сварочной ванны и ее кристаллизации (горячие и холодные трещины, поры, шлаковые включения и т.д.; Эти дефекты снижают прочность и надежность сварного соединения, его герметичность и коррозионную стойкость. Все это может оказать значительное влияние на эксплуатационные возможности всей конструкции и даже вызвать ее разрушение.
Дефекты сварочных швов могут быть наружными и внутренними.
Наружные дефекты сварочных швов
К наружным дефектам сварных швов (рис.1) относят нарушение размеров и формы шва, подрезы и другие отклонения, которые могут быть обнаружены при внешнем осмотре сварного соединения.
Нарушение формы и размеров сварного шва чаще всего вызваны колебаниями напряжения в электрической сети, небрежностью в работе или низкой квалификацией сварщика, проявляющейся в неправильном выборе режимов, неточном направлении электрода и методике его перемещения. Дефекты проявляются в неодинаковой ширине сварочного шва по его длине, в неравномерности катета угловых швов, чрезмерной выпуклости и резких переходах от основного металла к наплавленному. Отклонения от размеров и формы сварного соединения, проявляющиеся в угловых швах, связаны с неправильной подготовкой кромок, неравномерной скоростью сварки, а также с несвоевременным контрольным обмером шва. При автоматической и полуавтоматической сварке эти дефекты чаще всего связаны с колебаниями напряжения, проскальзыванием проволоки в подающих роликах, нарушениями режимов сварки.
Непровар — местное отсутствие сплавления между свариваемыми элементами, между основным и наплавленным металлом или отдельными слоями шва при многослойной сварке. Причинами непровара являются некачественная подготовка свариваемых кромок (окалина, ржавчина, малый зазор, излишнее притупление и т.д.), большая скорость сварки, смещение электрода с оси стыка, недостаточная сила тока. В результате непровара снижается сечение шва и возникает местная концентрация напряжений, что в конечном итоге снижает прочность сварного соединения. При вибрационных нагрузках даже мелкие непровары могут снижать прочность соединения до 40%. Большие непровары корня шва могут снизить прочность до 70%. Поэтому если непровар превышает допустимую величину, участок шва подлежит удалению с последующей переваркой.
Подрез — дефект, наиболее часто встречающийся при сварке. Он выражен в виде углубления по линии сплавления сварного шва с основным металлом. В результате подреза происходит местное уменьшение толщины основного металла, что приводит к снижению прочности. Особенно опасен подрез в случаях, когда он расположен перпендикулярно действующим рабочим напряжениям. Подрез возникает обычно при повышенном напряжении дуги с завышенной скоростью сварки, когда одна из кромок проплавляется глубже, жидкий металл стекает на горизонтальную плоскость и его не хватает для заполнения канавки. При сварке угловых швов подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев, плавление и стекание металла на горизонтальную полку. В стыковых швах подрезы образуются при сварке на больших токах и при неправильном положении присадочного материала. К подрезу могут привести увеличенные углы разделки кромок. Этот дефект обнаруживается визуально и при отклонениях выше установленной нормы полежит переварке с предварительной зачисткой. Подрезы небольшой протяженности, ослабляющие сечение шва не более чем на 5% в конструкциях, работающих под действием статических нагрузок можно считать допустимыми. В конструкциях, работающих на выносливость, подрезы недопустимы.
Наплыв — проявляется в виде натекания металла шва на поверхность основного металла без сплавления с ним. Наплывы резко изменяют очертания швов и тем самым снижают выносливость констукции. Причиной этого дефекта может стать пониженное напряжение дуги, наличие окалины на свариваемых кромках, медленная сварка, когда появляются излишки расплавленного присадочного металла. Чаще всего наплывы возникают при сварке горизонтальных швов на вертикальной плоскости. При сварке кольцевых поворотных стыков наплывы могут возникать при неправильном расположении электрода относительно оси шва. Наплывы большой протяженности недопустимы.
Прожог — сквозное проплавление обычно возникает из-за большого тока при малой скорости сварки. Проявляется он в виде сквозного отверстия в сварочном шве, которое возникает в результате утечки сварочной ванны. При многослойной сварке прожог возникает в процессе выполнения первого прохода шва. Причинами прожога могут стать — завышенный зазор между свариваемыми кромками, недостаточная толщина подкладки или неплотное ее прилегание к основному металлу, что создает предпосылку для утечки сварочной ванны. Прожог может образоваться при внезапной остановке подачи защитного газа. При сварке поворотных кольцевых стыков прожоги вызываются неправильным расположением электрода относительно зенита. Дефект обнаруживается визуально и переваривается после предварительной зачистки. Ожоги вызываются попаданием жидкого металла на участки, которые находятся вне сварного шва.
Незаваренный кратер — дефект сварного шва, который образуется в виде углублений в местах резкого отрыва дуги в конце сварки. В углублениях кратера могут появляться усадочные рыхлости, часто переходящие в трещины. Кратеры обычно появляются в результате неправильных действий сварщика. При автоматической сварке кратер может появляться в местах выводных планок, где обрывается сварочный шов. Кратеры часто являются причиной начала развития трещин и поэтому недопустимы. Их зачищают и заваривают.
Поверхностное окисление — окалина или пленка оксидов на поверхности сварного соединения. Поверхностное окисление зависит от плохой защиты сварочной ванны, качества подготовки свариваемых кромок, неправильной регулировки подачи защитного газа, его составом, большим вылетом электрода.
Свищ — воронкообразное углубление в сварочном шве, развивающееся из раковины или большой поры. Причиной развития свища чаще всего является некачественная подготовка поверхности и присадочной проволоки под сварку. Дефект обнаруживается визуально и подлежит переварке.
 |
 |
| Рис. 1 Наружные дефекты сварных швов, выявляемые внешним осмотром: А — подрез; Б — наплыв; В — прожог; Г — незаваренный кратер; Д —свищ. | Рис. 2. Трещины в сварном шве и околошовной зоне: А — продольная горячая трещина; Б — холодная трещина в околошовной зоне. |
Внутренние дефекты сварочных швов
Трещины бывают холодные и горячие (рис. 2). Трещины могут быть как наружными, так и внутренними. Это самые опасные дефекты сварного соединения, часто приводящие к его разрушению. Проявляются они в виде разрыва в сварном шве или в прилегающих к нему зонах. Сначала трещины образуются с очень малым раскрытием, но под действием напряжений их распространение может быть соизмеримо со скоростью звука, в результате чего происходит разрушение конструкции. Причинами образования трещин являются большие напряжения, возникающие при сварке. Чаще всего трещины проявляются при сварке высокоуглеродистых и легированных сталей в результате быстрого охлаждения сварочной ванны. Вероятность появления трещин увеличивается при жестком закреплении свариваемых деталей.
Горячие трещины — появляются в процессе кристаллизации металла при температурах 1100 —1300°С вследствие резкого снижения пластических свойств и развития растягивающих деформаций. Появляются горячие трещины на границах зерен кристаллической решетки. Появлению горячих трещин способствует повышенное содержание в металле шва углерода, кремния, водорода, никеля, серы и фосфора. Горячие трещины могут возникать как в массиве шва, так и в зоне термического влияния. Распространяться горячие трещины могут как вдоль, так и поперек шва. Они могут быть внутренними или выходить на поверхность.
Холодные трещины — возникают при температурах ниже 120°С, то есть сразу после остывания сварочного шва. Кроме того, холодные трещины могут возникнуть и через длительный промежуток времени. Причиной появления холодных трещин являются сварочные напряжения, возникающие во время фазовых превращений, приводящих к снижению прочностных свойств металла. Причиной появления холодных трещин может стать растворенный атомарный водород, не успевший выделиться во время сварки. Причинами попадания водорода могут служить непросушенные швы или сварочные материалы, нарушения защиты сварочной ванны.
Поры — представляют собой полости внутри шва, заполненные не успевшим выделиться газом (в первую очередь водородом). Они могут быть округлой или вытянутой формы, а их размеры зависят от размеров пузырьков образовавшихся газов. Поры могут быть одиночными или развиваться целой цепочкой вдоль сварочного шва. Основными причинами появления пор являются: присутствие вредных примесей в основном или присадочном металлах, ржавчина или другие загрязнения, не удаленные со свариваемых кромок перед сваркой. Повышенное содержание углерода также способствует появлению пор. Поры могут появляться при нарушениях защиты сварочной ванны, повышенной скорости сварки. Основной причиной появления пор при сварке плавящимся электродом является отсыревшее покрытие. Одиночные поры не опасны, но их цепочка влияет на прочность сварного соединения. Участок сварочного шва, в котором присутствуют поры, подлежит переварке предварительной механической зачисткой.
Шлаковые включения — это дефекты сварного шва, выраженные в наличии полостей, заполненных не успевшим всплыть шлаком. Образование шлаковых включений происходит при некачественной подготовке свариваемых кромок и присадочного материала, завышенной скорости сварки или плохой защите ванны. При сварке в защитных газах шлаковые включения встречаются редко. Шлаковые включения могут иметь размер до нескольких десятков миллиметров и поэтому являются очень опасными. Участок шва, на котором шлаковые включения превышают допустимые нормы, подлежит вырубке переварке.
Вольфрамовые включения — возникают при нарушении защиты сварочной ванны при сварке неплавящимся вольфрамовым электродом. Кроме этого вольфрамовые включения возникают при коротких замыканиях или завышенной плотности тока. Особенно часто встречаются вольфрамовые включения при сварке алюминия и его сплавов, в которых вольфрам нерастворим.
Оксидные включения — образуются в результате образования труднорастворимых тугоплавких пленок. Чаще всего они возникают вследствие значительных поверхностных загрязнений или при нарушениях защиты сварочной ванны. Являясь прослойкой в массиве шва, оксидные включения резко снижают прочность сварного соединения могут привести к его разрушению под приложенной в процессе эксплуатации нагрузкой.


Отправить ответ