
Нормы изоляции сварочного трансформатора тс 500
Содержание:
Время чтения: 3 минуты
Сварочный трансформатор — это один из самых стабильных и надежных сварочных аппаратов. Он неприхотлив к хранению, без проблем работает в самых трудных условиях и при этом служит долгие годы. Один из таких трансформаторов — сварочный аппарат ТД 500.

В этой статье мы расскажем, каковы технические характеристики и основные особенности модели ТД 500.
Общая информация
Существует с десяток моделей сварочных трансформаторов, которые используются уже на протяжении нескольких десятилетий. К ним относится сварочный аппарат ТДМ 500, сварочный аппарат ТДМ 505, сварочный трансформатор ТДМ 250, сварочный трансформатор ТДМ 305, сварочный трансформатор ТДМ 317, сварочный трансформатор ТДМ 503, ТДМ 303, ТДМ 402 и, конечно, герой на шей статьи — сварочный трансформатор ТД 500.
Сразу отметим, что модель ТД 500 предназначена скорее для профессиональной сварки, чем для любительской. Но, это не значит, что вы не можете купить этот аппарат для сварки дома. ТД 500 хоть и предназначен для промышленного применения, но стоит очень недорого и может стать универсальным помощником в быту. Однако, учтите, что аппарат очень мощный и потребует соответствующего питания.
![]()
Что касается профессионального применения, то может ТД 500 может похвастаться достаточной производительностью. Аппарат выдает от 100 до 500 Ампер. Этого достаточно для выполнения большинства сварочных операций.
Модель ТД 500 оснащена удобным регулятором сварочного тока. Сварочный ток регулируется с помощью специального винта, который нужно вручную прокрутить для передвижения обмотки. Также здесь доступно рассеивание магнитного поля. Чтобы добиться рассеивания, достаточно передвинуть одну из трансформаторных обмоток с помощью винта.
Особенности
Модель ТД 500 отличается простотой конструкции. Поэтому вы можете не беспокоиться о надежности аппарата и его техническом обслуживании. Ремонт так же не доставит проблем. Все запчасти стоят недорого и легко находятся в продаже.
С помощью этого аппарата можно не только варить с применением покрытых электродов, но еще и резать металл. Все благодаря высокой мощности аппарата. Металл режется быстро и просто, без особых затруднений.
ТД 500 лишен эффекта магнитного дутья, что крайне важно. Это значит, что сварочная дуга не будет блуждать по поверхности металла во время сварки, и вы сможете сформировать более аккуратный шов. К тому же, многие регулировки выставляются с помощью ручек на корпусе аппарата, что так же упрощает работу.
Вместо заключения
Трансформатор ТД 500 — это отличный выбор как для бытовой, так и для профессиональной сварки. Аппарат достаточно мощный и способен выдавать более 400 Ампер, что существенно расширяет ваши возможности. ТД 500 надежен и ремонтопригоден. Его можно недорого обслуживать своими руками в домашних условиях.

![]() Сварочные трансформаторы являются агрегатами переменного тока, и предназначены для преобразования тока от исходной линии электропередачи в ток более низкого напряжения, но той же частоты во вторичной обмотке. Поскольку ток во вторичной обмотке при этом резко возрастает, то данный эффект применяется для обеспечения скоростного нагрева поверхности заготовки. Поэтому сварочные трансформаторы, как и сварочные выпрямители, широко используются для контактной и дуговой электросварки.
Сварочные трансформаторы являются агрегатами переменного тока, и предназначены для преобразования тока от исходной линии электропередачи в ток более низкого напряжения, но той же частоты во вторичной обмотке. Поскольку ток во вторичной обмотке при этом резко возрастает, то данный эффект применяется для обеспечения скоростного нагрева поверхности заготовки. Поэтому сварочные трансформаторы, как и сварочные выпрямители, широко используются для контактной и дуговой электросварки.
Устройство и принцип работы
Основной параметр сварочного трансформатора — его реактивная мощность, которая измеряется в киловольт-амперах. Она определяет количество энергии, которое трансформатор может обеспечить за некоторое время (обычно одну минуту), без превышения его номинальной температуры.
Принцип действия трансформатора заключается в использовании явления взаимной индуктивности между двумя цепями, которые связаны общим магнитным потоком. Основной трансформатор состоит из двух катушек, которые являются электрически раздельными, но связанными магнитно посредством стального сердечника. Эти катушки образуют первичные и вторичные обмотки и имеют высокую взаимную индуктивность. Слои сердечника соединяются в виде полосок, между которыми имеются узкие щели, проходящие прямо через поперечное сечение сердечника.
![]()
Взаимная электродвижущая сила (ЭДС) индуцируется в трансформаторе из переменного потока, который устанавливается в ламинированном сердечнике катушкой, связанной с источником переменного напряжения. Преобладающая часть переменного потока, создаваемого этой катушкой, связана с другой катушкой и, таким образом, создаёт взаимно индуцированную электромоторную силу. На основании законов Фарадея об электромагнитной индукции ЭДС сварочного трансформатора определяется по зависимости Е = — ΔВ/Δt, где ΔВ – изменение магнитного потока, Δt – промежуток времени, в течение которого происходит это изменение.
Если вторая катушка замкнута, в ней течёт ток, и, следовательно, электрическая энергия передаётся магнитно от первой ко второй катушке. Подача переменного тока подаётся на первую катушку, поэтому её именуют первичной обмоткой. Энергия же создаётся второй катушкой, которая является вторичной обмоткой трансформатора.
В результате данных операций сварочный трансформатор производит:
- Передачу электроэнергии из одной цепи в другую.
- Передачу электроэнергии без изменения частоты.
- Передачу с использованием принципа электромагнитной индукции.
Конструктивные элементы сварочного трансформатора
Обе катушки изолируются друг от друга и от стального сердечника. Поскольку сварочный трансформатор должен обладать большой мощностью, то он также нуждается в подходящем корпусе для собранного сердечника и обмоток, среды, с помощью которой можно изолировать сердечник и его обмотки, а также в устройстве интенсивного охлаждения обмоток. Чтобы изолировать и вывести клеммы обмотки из корпуса, используются втулки, изготовленные из сильного диэлектрика.
Во всех промышленных моделях сварочных трансформаторов сердечник изготовлен из пластин листовой трансформаторной стали. Этот материал представляет собой фактически чистое железо с повышенным содержанием кремния, что обеспечивает непрерывность магнитного потока при минимально допустимых значениях включённым минимумом воздушного зазора. Трансформаторная сталь обладает также высокой магнитной проницаемостью и малыми потерями на гистерезис. Для обеспечения надлежащей прочности, пластины сердечника после штамповки подвергают термической обработке.

Обмотки трансформатора представляют собой диски, уложенные изоляционными пространствами между катушками. Эти изоляционные пространства образуют горизонтальные охлаждающие и изоляционные каналы. Для сердечников и катушек сварочных трансформаторов должна быть предусмотрена жёсткая механическая фиксация. Это поможет минимизировать вибрации агрегата, и уменьшить уровень шума, создаваемого при его работе. Качество, долговечность и эффективность управления основными функциями сварочного трансформатора определяют срок его службы.
Все выводы трансформатора выводятся из корпусов через соответствующие втулки. Их конструкция и размеры устанавливаются в зависимости от передаваемой мощности.
Выбор между ядром и типом оболочки производится путём сравнения стоимости, поскольку аналогичные характеристики могут быть получены разными способами. Например, для увеличения пределов регулировки напряжения на сварочной дуге оболочки имеют увеличенную длину поворота катушки. Другими параметрами, которые сравниваются при выборе, считаются энергетические характеристики устройства, масса, условия пробоя изоляции, распределение тепла.
Схема и расчёт трансформатора
В ходе расчёта подлежат определению такие параметры:
- Эксплуатационные показатели: тип питающей сети, диапазон регулировки, фактическая мощность, продолжительность непрерывного действия.
- Размеры сварочного электрода.
- Условия непрерывной работы.
- КПД устройства.
Некоторые из перечисленных параметров взаимосвязаны, например, фазность и напряжение сети.
Ток сварки определяет функциональные возможности трансформатора, а именно, толщину свариваемого металла. Кроме того, с ростом тока увеличиваются диаметр проволоки в обмотках, масса агрегата и его размеры, что обусловлено необходимостью более эффективного охлаждения обмоток.
![]()
Соотношения между основными эксплуатационными характеристиками сварочных трансформаторов приведены ниже:
- При толщине обрабатываемой заготовки 1…2 мм, номинальный диаметр электрода составляет 1,6 мм, а рекомендуемое значение тока – не более 50 А.
- При толщине обрабатываемой заготовки 2…3 мм, номинальный диаметр электрода составляет 2…2,5 мм, а рекомендуемое значение тока – не более 100 А.
- При толщине обрабатываемой заготовки 3…4 мм, номинальный диаметр электрода составляет 3 мм, а рекомендуемое значение тока – не более 160 А.
- При толщине обрабатываемой заготовки 4…6 мм, номинальный диаметр электрода составляет 4 мм, а рекомендуемое значение тока – не более 200 А.
- При толщине обрабатываемой заготовки 6…8 мм, номинальный диаметр электрода составляет 5 мм, а рекомендуемое значение тока – не более 250 А.
- При толщине обрабатываемой заготовки 10…24 мм, номинальный диаметр электрода составляет 6…8 мм, а рекомендуемое значение тока – не более 320 А.
- При толщине обрабатываемой заготовки более 24 мм, номинальный диаметр электрода составляет 8…10 мм, а рекомендуемое значение тока – не более 630 А.
Более детальный расчёт параметров сварочного трансформатора ведут обычно при изготовлении агрегата своими руками.

Модели сварочных трансформаторов
Модель ТС-500. Представляет собой агрегат для производства сварки в промышленных условиях. Рассчитан на работу в однофазных сетях, регулировка мощности производится механически. Конструкция проста, но обеспечивает необходимое качество работ лишь при использовании сравнительно больших токов, а потому малопригодна для сварки или резки тонколистового металла. Минусом считается массивность устройства. Цена – от 15500 руб.
Модель ТД-500. Характерная особенность конструкции – наличие подвижных обмоток, что обеспечивает увеличенное магнитное рассеивание. Большинство технических характеристик сходно с моделью ТС-500, однако масса агрегата снижена на 40 кг. Цена – от 18000 руб.
Модель ТДМ-305. Устройство переносного типа с естественным охлаждением обмоток. Может использоваться как на производстве, так и в быту. Наиболее эффективен при средних значениях сварочного тока, но при длительном применении стабильность работы понижается. Цена – от 8000 руб.
Модель ТДМ-401. Предназначена для выполнения ручной дуговой сварки средне- и толстолистовых деталей, и применяется преимущественно в производственных условиях. Прост в конструкции и управлении, для перемещения в пределах рабочего участка оснащён колёсами. При длительном применении нуждается в дополнительной вентиляции, а также в тщательном подборе сечения питающих кабелей. Цена – от 17000 руб.
Модель ТДМ-503. Рассчитана для применения в трёхфазных сетях, используется главным образом для сварки металла средней толщины. Вентиляция – естественная, что ограничивает длительность непрерывной работы. Трансформатор прост в обслуживании, однако не отличается стабильностью работы при значительных скачках напряжения в сети. Цена – от 24000 руб.




§ 4. Устройство сварочного трансформатора
Сварочный трансформатор преобразует переменный ток одного напряжения в переменный ток другого напряжения той же частоты и служит для питания сварочной дуги. Трансформатор имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обметка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию, — вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60 — 65 В; напряжение дуги при ручной сварке обычно не превышает 20 — 30 В.
Одним из наиболее распространенных источников питания переменного тока является сварочный трансформатор ТСК-500 (рис. 7). В нижней части сердечника 1 находится первичная обмотка 3, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены, неподвижно. Вторичная обмотка 2, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и может перемещаться по сердечнику при помощи винта 5, с которым она связана, и рукоятки 6, находящейся на крышке кожуха трансформатора.
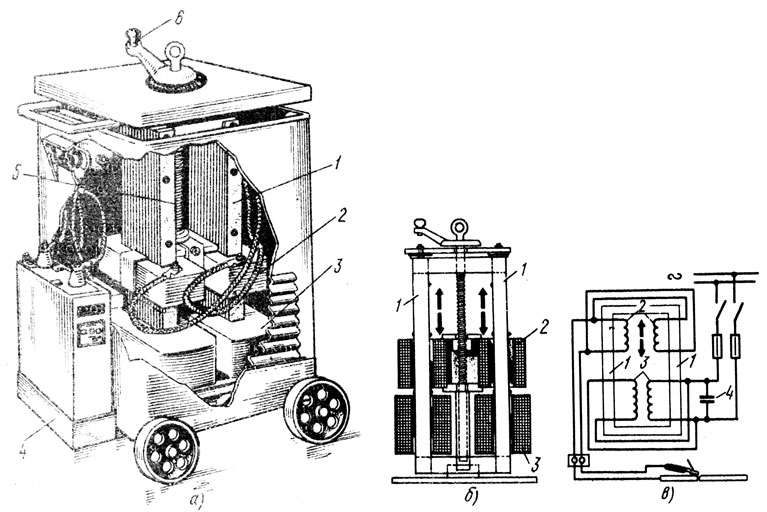
Рис. 7. Сварочный трансформатор ТСК-500: а — вид без кожуха, б — схема регулирования сварочного тока, в — электрическая схема
Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 6 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет (индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока — 165 — 650 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40 — 165 А.
Для приближенной установки силы сварочного тока на верхней крышке кожуха расположена шкала с делениями. Более точно сила тока определяется по амперметру.
Сварочный трансформатор ТСК-500 в отличие от ТС-500 имеет в первичной цепи батарею конденсаторов 4. Конденсатор включается параллельно первичной обмотке и предназначен для повышения коэффициента мощности (косинуса "фи").
Однотипными, но меньшей мощности, являются трансформаторы ТС-300 и ТСК-300. Трансформаторы ТД-500 и ТД-300 работают по такому же принципу, но для переключения обмоток с параллельного на последовательное соединение снабжены переключателями барабанного типа.


Отправить ответ