
Обозначение станков на плане цеха
Читайте также
ОГЛАВЛЕНИЕ ISBN © Оформление. УО «Белорусский государственный медицинский университет», 2013 УСЛОВНЫЕ ОБОЗНАЧЕНИЯ.. 6 ВВЕДЕНИЕ.. 7 Глава 1. ОРГАНИЗАЦИЯ И СОДЕрЖАНИЕ САНИТАРНО-ГИГИЕНИЧЕСКИХ МЕРОПРИЯТИЙ.. 8 1.1. Организация и планирование. [читать подробнее].
Приложение 3 Приложение 2 Относительная устойчивость главных породообразующих минералов при выветривании и характеристика растворимости Приложение 1 ПРИЛОЖЕНИЯ Устойчивость при выветривании Растворимость в воде . [читать подробнее].
Схематическая тектоническая карта мира(Подобина, Родыгин, 2000) Древние платформы: Геосинклинальные области: СА – Канадская 1,5 – Грампианская ВЕ – Русская 2 – Аппалачская С – Сибирская 3 – Кордильерская К – Китайская 4 – Андийская ЮА – Южно-Американская 6 –. [читать подробнее].
В текстовой части работы все слова должны быть написаны полностью, за исключением общепринятых сокращений слов и сочетаний. По всей работе необходимо выдерживать принцип единообразия сокращений, т.е. одно и то же слово везде сокращается одинаково, либо везде не. [читать подробнее].
В текстовой части работы все слова должны быть написаны полностью, за исключением общепринятых сокращений слов и сочетаний. По всей работе необходимо выдерживать принцип единообразия сокращений, т.е. одно и то же слово везде сокращается одинаково, либо везде не. [читать подробнее].
ОГЛАВЛЕНИЕ Перспективы и масштабы клонального микроразмножения древесных пород. Микроразмножение растений, начавшее распространяться в середине XXст., оформилось как мощное промышленное производство, быстро реагирующее на запросы рынка. К. [читать подробнее].
ОГЛАВЛЕНИЕ Перспективы и масштабы клонального микроразмножения древесных пород. Микроразмножение растений, начавшее распространяться в середине XXст., оформилось как мощное промышленное производство, быстро реагирующее на запросы рынка. К. [читать подробнее].
— Вопросы и задания текущего контроля — Требования к выступлению на семинаре 1. Продолжительность Вашей речи не должна превышать 5 минут, поэтому объём подготовленного текста должен находиться в пределах 450-500 слов. 2. При выступлении можно и нужно пользоваться. [читать подробнее].
урочища: т. 42 крупный моренный холм с дерново-подзолистыми слабо- и среднеоподзоленными супесчаными почвами, пашней т. 39 волнистая моренная равнина с дерново-подзолистыми средне- и сильнооподзоленными супесчано-суглинистыми почвами, пашней. [читать подробнее].
1. Плоскости проекций: – горизонтальная плоскость проекций; – фронтальная плоскость проекций; – профильная плоскость проекций. 2. Точки – прописные буквы латинского алфавита или арабские цифры (промежуточные точки): A, B, C… или 1, 2, 3… 3. Проекции точек: А1, В1, С1…11, 21, 31…. [читать подробнее].
Рис. 14. Примеры условных обозначений
Рис 15. Условные графические обозначения металлообрабатывающих станков
1 и 2 – токарно-винторезные с разным расположением электромоторов;
3 – токарный многорезцовый;
4 — револьверный автомат при прутковой работе и расположенный под углом; 5- карусельный малый;
6 – карусельный большой;
8 и 9 – вертикально-сверлильный;
11 – горизонтально- и вертикально-фрезерные;
14 –зубофрезерный (а), зубострогальный и зубодолбежный (б);
15 – продольно-строгальный одноколонный;
16 – продольно-строгальный двухколонный;
20 – плоскошлифовальный продольного типа;
21 – плоскошлифовальный карусельного типа;
9 . Выбор транспортных средств
9.1. Выбор и расчет параметров транспортных средств
Межоперационный транспорт в поточном производстве должен надежно обеспечивать бесперебойную работу потока и поддерживать заданный такт принудительным перемещением изделий от одной операции к другой. В качестве транспортных средств в поточном производстве применяются различного типа конвейеры, лотки, склизы, скаты, подвижная мерная тара, обычные средства внутрицехового транспорта.
При выборе транспортных средств необходимо учитывать организационную форму поточной линии, характер технологического процесса и уровень его синхронизации, конфигурацию, габаритные размеры и массу деталей (узлов), а так же размер транспортной партии. Общие рекомендации по выбору транспортных средств даны в таблице 8.
Области использования межоперационных транспортных средств поточных линий
Приводной толкающий конвейер и подвесной конвейер
Поштучная передача деталей массой 125 … 750 кг
ПЛ всех типов, программа выпуска свыше 30000 штук в год
Приводной напольный цепной транспортер (ленточный конвейер)
Поштучная передача деталей массой 1 … 30 кг. Применяются приемники – накопители
Для ПЛ с регламентированным ритмом
Приводной рольганг или приводной роликовый конвейер
В сочетании с отводными рольгангами для корпусных крупногабаритных деталей
ОНПЛ, МПЛ со свободным ритмом
Подвесной монорельс со свободнодвижущимися тележками
Подвески на группу деталей 3 … 6 штук
ПЛ со свободным ритмом. Тара для деталей, не допускающих соударения
Для деталей массой до 10 кг
ПЛ со свободным ритмом, программа выпуска до 50000 штук в год
Напольные механизированные транспортные средства
Грузоподъемность 1 … 10 тонн
ПЛ со свободным ритмом, детали значительной массы, программа выпуска до 30000 штук в год
На поточных линиях обработки крупных деталей сложной конфигурации обычно применяют поштучную передачу с помощью транспортных средств периодического действия. На линиях обработки средних деталей (плоских и тел вращения) используют бесприводные транспортные средства, а так же подвесные распределительные конвейеры цепного типа. Такие конвейеры применяют на линиях обработки мелких деталей при передаче их транспортными партиями.
Поточные линии сборки изделий оснащаются, как правило, механизированными транспортными устройствами непрерывного действия – рабочими и распределительными конвейерами. При сборке тяжелых изделий используют непрерывно действующие вертикально-замкнутые конвейеры тележечного типа.
Для выбора транспортного средства на поточной линии необходимо изучить соответствующую литературу, провести анализ технических условий и выбрать транспортное средство, удовлетворяющее требованиям конкретной поточной линии. Если выбран конвейер, произвести расчеты параметров конвейера по следующей методике.
9 .1.1. Расчет скорости движения конвейера
где l — шаг конвейера, равный расстоянию между двумя рабочими местами (берется из планировки поточной линии), м.
Целесообразной скоростью можно считать:
Для транспортеров с равномерным движением изделий, снимаемых в процессе работы – 2,00 … 2,5 м/мин, для ленточных транспортеров – до 5…6 м/мин;
Для подвесных конвейеров при ручном навешивании и снятии изделий – 8…10 м/мин;
Для транспортеров с равномерным движением, которые несут изделия значительных габаритов и веса, не снимаемые в процессе работы – 0,1…0,8 м/мин.
Если рассчитанная скорость больше нормативной, то необходимо рассчитать количество потоков деталей на конвейере.
9.1.2. Расчет длины рабочей зоны конвейера
9.1.3. Расчет общей длины конвейера
L общ = L р + L доп (25)
где L доп — дополнительная длина конвейера на размещение приводной станции (принимается 0,2 … 1 от шага конвейера), м.
9.2. Определение разметочных знаков
Наиболее часто на линиях механической обработки применяются ленточные, тележечные, подвесные конвейеры. Детали на конвейере распределяются по местам с помощью разметочных знаков.
Минимально необходимый комплект разметочных знаков на линии соответствует наименьшему кратному из числа рабочих мест по всем операциям и называется числом периода конвейера. Комплект разметочных знаков, наносимый на ленту конвейера, может повторяться на несущей части конвейера несколько раз.
Расстояние между разметочными знаками на распределительном конвейере должно быть равно шагу конвейера (расстоянию между смежными рабочими местами). Нарушение этого правила приводит к нарушению необходимого порядка подачи деталей к рабочим местам, что вызывает перебои в работе линии и необоснованный рост незавершенного производства.
Разметочные знаки конвейера закрепляются за каждым рабочим местом в соответствии с продолжительностью операции. За операциями с одним рабочим местом закрепляются все знаки, с двумя – половина их, чередующаяся через один знак, с тремя – треть знаков, чередующихся через два на третий, и т.д. (см. табл. 9).
Закрепление разметочных знаков за рабочими местами
Общее число рабочих мест по операциям
Номер рабочих мест по операциям
Количество закрепленных знаков
Последовательность закрепленных знаков для каждого рабочего места
Читайте также:
- Биологически активные добавки, применяемые при воспалительных и язвенных процессах ЖКТ.
- Виды титрования, применяемые в титриметрическом анализе.
- Договоры страхования финансовых рисков, применяемые в мировой практике.
- Изделия из стали, применяемые в строительстве
- ЛВ, применяемые при брадиаритмиях и блокадах сердца (чаще АВ-блок)
- Материалы, применяемые для изготовления инвентаря, оборудования, посуды, упаковки. Гигиенические требования к материалам. Достоинства и недостатки полимерных материалов.
- Металлы и сплавы, применяемые без покрытий.
- Методы и приемы, применяемые в учете таможенных организаций
- Обозначения, принятые в теории массового обслуживания
- Основные древесные породы, применяемые в строительстве
- Основные понятия и термины, применяемые в страховании
- Применяемые методы анализа качества
| Наименование обозначаемых элементов | Условные обозначения |
| Капитальная стена |












































Примеры планировок термических подразделений
 6000 3000 2600 2900 3200 2500 3300 3300 3000 3200
6000 3000 2600 2900 3200 2500 3300 3300 3000 3200
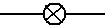
Рис. 2. Планировка термического цеха для обработки режущего инструмента:
1 — агрегат отпуска; 2— печи-ванны подогрева; 3—печи подогрева; 4 — печь-ванна нагрева; 5—баки; 6, 7—прессы для правки; 8— печь; 9— печи-ванны подогрева; 10— печи-ванны нагрева; 11 — бак; 12— ванны отпуска; 13— бак для кипячения;
14 — свинцовая печь-ванна; 15 — стеллаж; 16, 17 — прессы; 18— стол; 19 — металлорежущие станки; 20 — прессы; 21 — столы правки; 22 — стеллаж; 23— установки ТВЧ; 24 — очистные аппараты
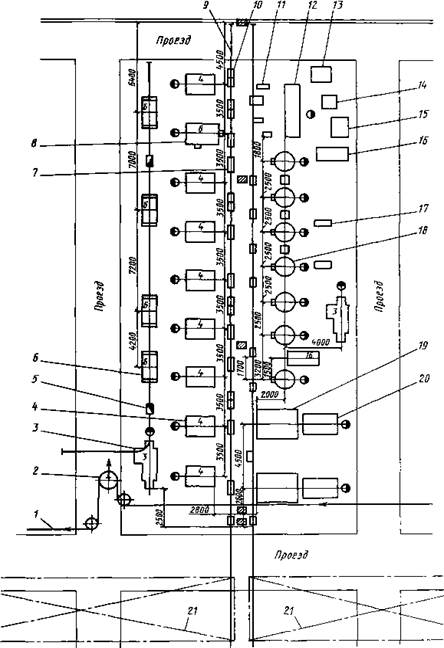
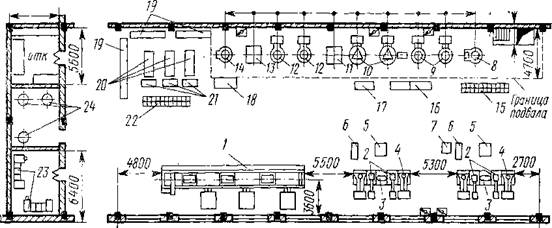
Рис. 1. Планировка термического участка механического цеха:
1 — цеховой подвесной конвейер; 2 — натяжная станция конвейера;
3 — моечная машина; 4 — камерная электропечь; 5 — электроталь; 6 —зака-лочный бак; 7 — трансформатор; 8 — камерная электропечь; 9 — подкрановый путь; 10 — щит управления; 11— трансформатор; 12 — четырехтигельная ванна; 13 — монтажный стол; 14 — закалочный пресс; 15— промывочный бак; 16 —закалочный бак; 17 — монтажный стол; 18 — электрованна; 19 — камерная электропечь; 20 — механизм загрузки и выгрузки;21 — мостовой кран
| | | следующая лекция ==> | |
| Расчет цеховой себестоимости термической обработки | | | Законы Ома и Кирхгофа в операторной форме. Правило составления операторных уравнений по I и II законам Кирхгофа точно такое, как для действительн |
Дата добавления: 2014-01-04 ; Просмотров: 11571 ; Нарушение авторских прав? ;
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет


Отправить ответ