
Обработка древесины на токарном станке по дереву
Содержание:
Работа на токарном станке по дереву, в принципе, несложная, но требует навыка и умения «чувствовать» обрабатываемую деталь. Именно тогда она становится настоящим искусством, в котором находят свое выражение воображение и творчество.
Токарный станок по дереву имеет одну ограниченную функцию: он только вращает деревянную заготовку. Столяр же из простого куска дерева постепенно вытачивает законченный предмет: ножки для мебели, корпус лампы, стойки перил, игрушки, коробочки, кубки, салатницы, вазы и т. д.
В отличие от прочих машин для обработки дерева, использующихся лишь на тех или иных промежуточных стадиях, токарный станок годится для всех операций — от черновой обработки до полирования. Требуемый инструмент — это желобчатые (цилиндрические или в форме буквы "V") и плоские стамески, резцы, скребки различных размеров и форм. Станок вращает заготовку, а рука контролирует движение резца. В зависимости от того, какой предмет надо изготовить, существует два способа крепления заготовки. В первом случае деревянная деталь зажимается горизонтально между центрами передней и задней бабок. Второй способ предусматривает установку заготовки исключительно в передней бабке с помощью патрона или планшайбы. Если вы новичок в работе на этом станке, будет логично начинать с первого способа.
Токарный станок с электронным регулированием

Принцип действия
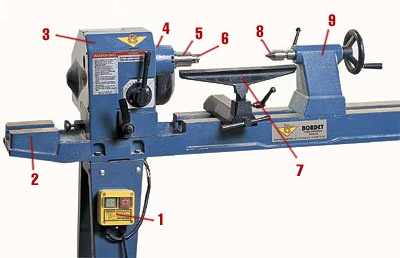
Весь механизм станка укреплен на станине, сделанной из двух стальных брусьев или из профильных чугунных либо алюминиевых балок. С одной стороны станины располагается передняя бабка, внутри которой размещен электрический двигатель вращающий шпиндель. Последний имеет конус Морзе, в него может вставляться поводковый центр (с двумя, тремя либо четырьмя ножами и одним острием), патрон или планшайба. С другой стороны станка находится задняя бабка, центр которой поджимает заготовку, удерживая ее в горизонтальном положении.
Поворачивающийся во все стороны подручник, располагающийся как можно ближе к заготовке, поддерживает и направляет резец.
На станках с ручной регулировкой скорость (частота) вращения может переключаться (от 450 до 2000 об/мин) рычагом коробки передач, в которой расположены шкивы с подшипниками. В более сложных моделях станков коробка передач заменена электронным вариатором, позволяющим плавно регулировать скорость на ходу.
Обработка заготовки, зажатой между центрами
Этот способ применяется для обработки деталей цилиндрической формы различной длины, укрепленных между центрами передней и задней бабок. Таким образом вы можете изготовить всякие детали: от миниатюрных шахматных фигур до ножек стола или стоек перил. Особенно опытным мастерам удается даже вытачивать бильярдные кии.
Первый шаг работы заключается в нахождении положения оси деревянной заготовки, чтобы зажать ее между поводковым центром и центром задней бабки. Следующая операция состоит в том, чтобы сделать заготовку (из бруска дерева квадратного сечения или просто из обрезка полена) цилиндрической. Это осуществляется на скорости При этом стружка снимается справа налево с помощью широкой вогнутой желобчатой стамески для черновой обработки — рейера. Если заготовка длинная, черновая обработка производится в несколько этапов; подручник придвигается к детали по мере ее обтачивания, не изменяя своего положения по высоте.
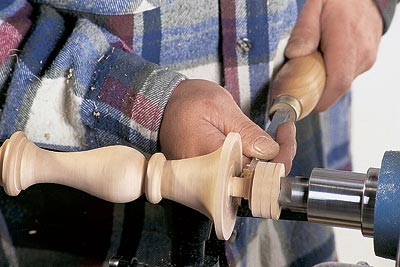
Для вытачивания деталей существуют инструменты разной формы: желобчатая стамеска для обработки фасонной поверхности, плоская стамеска, крючок, полукруглый резец, скошенная стамеска (косяк) и др. В зависимости от типа используемого инструмента и стадии работы следует периодически приближать подручник к заготовке. После завершения процесса, когда деталь уже выточена, производится окончательная отделка (шлифование, полирование, вощение, тонирование и др.) при снятом подручнике.

С помощью углового центроискателя проведите карандашом с обоих торцов заготовки по две-три линии, пересечение которых и будет центром торца.
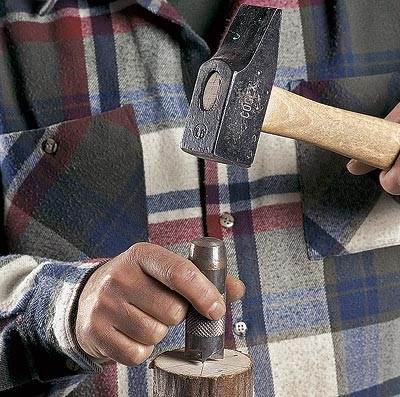
Сильно ударив молотком по разметочному керну, сделайте канавки и осевое углубление на торцах заготовки.
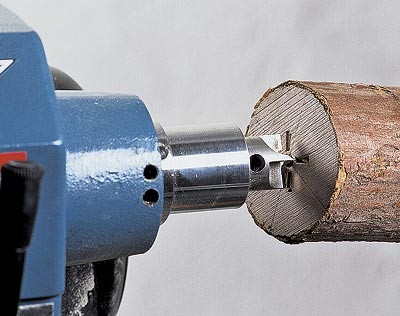
Наденьте заготовку на поводковый центр, подведите заднюю бабку к противоположному торцу и подожмите ею заготовку так, чтобы поводки хорошо врезались в канавки на торце, а затем отведите центр задней бабки — заготовка должна держаться сама.

Вновь подведите центр задней бабки к заготовке, чтобы зафиксировать ее по оси центров. Поверните маховик задней бабки на четверть оборота, если дерево мягкое, и на пол-оборота, если оно твердое. Заготовка должна быть закреплена так, чтобы ее можно было без сопротивления проворачивать рукой.

Черновая обработка

Для чернового точения цилиндра с помощью рейера установите частоту вращения 1000 или Чем точнее должна быть форма цилиндра, тем большую скорость надо устанавливать. Заготовки с малым припуском на обработку можно проточить с одного прохода по всей длине, с большим припуском — небольшими порциями, двигаясь от задней бабки к шпинделю.

Начинайте работу плавно, опираясь стержнем резца на подручник и держа лезвие так, чтобы пятка резца соприкасалась с деревом. Затем поднимайте ручку стамески до тех пор, пока кромка лезвия не начнет врезаться в дерево, снимая при этом ровную и хорошо скручивающуюся стружку.

Ведите резец в направлении снятия стружки таким образом: одна рука, держащая ручку, задает движение, а другая — лишь поддерживает лезвие (не нажимая на него).

При черновой обработке квадратной заготовки аккуратно срезайте стамеской углы, не слишком на нее налегая. Доведите заготовку до цилиндрической формы наибольшего диаметра, придвигая по мере стачивания припуска подручник по направлению к оси вращения.

В зависимости от того, какую форму вам нужно придать детали, проведите карандашом основные линии разметки выпуклых и вогнутых частей, поворачивая заготовку рукой. Размечайте заготовку так, чтобы наиболее широкие части детали всегда располагались со стороны передней бабки.

Проверка размера


Для того чтобы выточить полутор, воспользуйтесь желобчатой стамеской для обработки фасонной поверхности. Держа ее перпендикулярно оси, "спускайте" режущую кромку с внешней стороны внутрь заготовки, поднимая и слегка поворачивая ручку. Чтобы получить целый тор, произведите ту же операцию с обеих сторон.

Шейка (свод) вытачивается таким же резцом, что и тор. После черновой обработки донышка посередине шейки проточите правую полушейку, на этот раз ведя инструмент снизу вверх и вправо. Никогда не переводите резец сразу с одной стороны шейки на другую — их нужно вытачивать по очереди.

Листели (маленькие ободки, часто оставляемые с обеих сторон шейки) вытачиваются мейсель-резцом. У него нет задних углов на боковых гранях стержня, как у стамески, но зато есть тонкая канавка для выхода стружек.

Галтель представляет собой плавный переход от одной поверхности к другой — по сути, комбинацию тора и шейки. Поэтому вначале точите шейку, а затем тор, примыкающий к ней.
Деталь, зажатую с двух сторон, никогда не отрезают полностью. Выточите с двух краев канавки, оставляя перемычки маленького диаметра, и отпилите концы ножовкой, предварительно остановив станок.
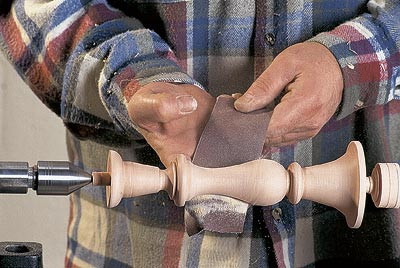
Чтобы завершить отделку детали, снимите резцедержатель и обработайте деталь снизу мелкой шкуркой (зернистостью от 16 до М63). Во время работы поворачивайте шкурку крест-накрест, чтобы избежать кольцевых царапин.

Высверливаем основание лампы

Обработка заготовки, зажатой с одного конца
При изготовлении коробочки деревянная заготовка закрепляется только с одного конца. В зависимости от формы и размеров детали используются разные средства крепления: патрон с тремя или четырьмя кулачками (некоторые зажимают в восьми точках), патрон «свиной хвост» (с установочными винтами, вкручивающимися в деталь), цанговый патрон или планшайба.
Эта работа требует немалого мастерства. Здесь надо проявить большую аккуратность при вытачивании уступа, чтобы диаметр не сделать меньше, чем нужно.
Надежно зажмите квадратную заготовку в патроне так, чтобы вручную добиться малого биения. Придавая заготовке цилиндрическую форму, вы можете для большей безопасности пользоваться подручником. Когда заготовка приобретет нужную форму, обработайте свободный торец стамеской.

Вначале подрезается буртик крышки, а затем полукруглым резцом выбирается ее внутренность. Подручник располагается со стороны свободного торца заготовки, при этом центр задней бабки снимается.


Из оставшейся в патроне заготовки предстоит сделать коробочку. Как и в предыдущем случае, стачивается торец, и на нем точно прочерчивается диаметр вхождения буртика крышки.

Вырезав по разметке слегка коническое углубление, вбейте в него киянкой крышку. Ее буртик должен быть высотой не менее 5 мм.

Соединение крышки с коробочкой довольно прочное, так что их можно обрабатывать совместно желобчатой стамеской. Работать надо плавными, равномерными движениями, снимая стружку в направлении от более выпуклых частей к более тонким.

Когда вы придадите коробочке нужную форму, вырежьте тонкие бороздки и обожгите их (сделайте темными) с помощью натянутой железной проволоки. Последнюю операцию следует прекращать с появлением дыма.

На готовую вращающуюся коробочку нанесите, распыляя из баллончика, нитролак, а затем обработайте ее стружками.

После этого изделие покройте воском и отполируйте пробкой.
Обработка древесины на токарных станках
Обработка деталей обтачиванием всегда применялась для изготовления деталей, украшающих мебель, а иногда и для изделия целиком. Так, табуреты, стулья или кресла изготовлялись из точеных деталей.
Кроме форм круглого сечения, на токарных станках можно изготовлять профильно-прямоугольные детали, овальные, витые, волнистые и т. п.
Токарный станок ТВ-200 состоит из станины, передней, неподвижной, бабки, задней, подвижной, бабки и подручника.
Передняя бабка вмонтирована в чугунный корпус с левой стороны станка, в нижней части которого расположен электродвигатель. В подшипниках, расположенных в верхней части корпуса передней бабки, проходит стальной вал (шпиндель), имеющий на правом конце нарезку для навинчивания сменных патронов. Привод шпинделя осуществляется электродвигателем через клиноременную передачу.
Задняя бабка, находящаяся с правой стороны станины, передвижная. Ее можно переместить по направляющим и закрепить винтом на любом расстоянии от передней бабки соответственно длине обрабатываемой детали. Задняя бабка имеет зажимный шпиндель, который можно перемещать в продольном направлении, действуя штурвальчнком. Шпиндель оканчивается центрирующим конусом. Оси шпинделя передней и задней бабок лежат на одной прямой.
Приспособления к токарным станкам
Для закрепления обрабатываемой детали на шпинделе токарного станка применяют различные патроны и планшайбы, имеющие отверстие с резьбой, точно соответствующей резьбе на конце шпинделя станка.
Трехкулачковый патрон является наиболее удобным и распространенным приспособлением. Он обеспечивает быстрое и прочное закрепление детали и центровку ее благодаря радиальному перемещению зажимных кулачков; все три кулачка при вращении ключа патрона равномерно и одновременно сжимаются или разжимаются.
Патрон-трезубец применяется для закрепления длинных и сравнительно тяжелых деталей. Средний зубец патрона совпадает с линией центров. Зубцы вдавливаются в торец детали и передают ей вращение от шпинделя.
Патрон с остриями служит для закрепления заготовок из мягких пород древесины.
Тисочный патрон применяется при обработке деталей с гранеными поверхностями.
Инструмент для токарных работ
Инструменты для токарных работ разделяют на обдирочные, отделочные и специальные. Их изготовляют из углеродистой стали (У8А и УЮА) и закаливают до требуемой твердости.
Стамеска с полукруглым лезвием, или рейер, является обдирочным инструментом, имеет вид полукруглой желобчатой пластинки с фаской, заточенной с выпуклой стороны и образующей лезвие полукруглой формы. Для основных работ применяется стамеска шириной 20—25 мм. Для различных выточек следует иметь набор стамесок шириной 3, 5, 10 и 15 мм.
Отделочные инструменты служат для чистовой обработки прямых и выпуклых поверхностей и для подрезки торцов и отрезания концов.
Стамеска с прямолинейным лезвием, или мейсель , имеет вид столярной стамески. Лезвие мей-селя имеет наклон к кромке железки в 30° и затачивается фасками с двух сторон. Угловая заточка лезвия позволяет работать серединой стамески при обточке прямых и выпуклых пОВерхНск стей, острым углом подрезать торцы и отрезать изделия, а тупой угол использовать при обточке закруглений.
Токарю следует иметь набор мейселей шириной 5, 10, 15, 20,. 25 и 50 мм.
Специальные инструменты служат для производства на токарных станках специальных работ: выточки узких углубленных мест, обработки внутренних поверхностей и т. п.
Плоская прямоугольная стамеска с заточенными боковыми лезвиями служит для выточки узких углубленных мест.
Крючок — плоский загнутый резец с односторонней или двухсторонней заточкой лезвия; применяется для расточки — обработки внутренних поверхностей.
Резцы-гребенки служат для нарезания резьбы.
Прочие резцы. Различные заостренные, гладкие и фигурные резцы имеют специальные лезвия и применяются для самых различных операций.
Работа на токарных станках
Заготовки для токарных изделий (болванки) изготовляют в виде брусков квадратного сечения с припусками по длине для закрепления в станке и припуском по сечению на обточку. Перед обработкой на токарном станке кромки квадратных брусков обтесывают топором, придавая брускам форму, близкую цилиндру требуемого диаметра. При заготовке болванок следует обращать внимание на то, чтобы в древесине не было гнили, сучков и трещин.
Подручник станка устанавливают на уровне 2/3 завернутой з станок болванки. Нельзя допускать расположения верхней плоскости подручника ниже уровня центров. Верхнюю часть (нож) подручника устанавливают как можно ближе к обрабатываемой болванке: с зазором 2—3 мм между наиболее выступающей частью болванки и подручником.
Черновая обточка цилиндрической детали. Черновая обработка цилиндрической болванки производится рейером. Она преследует цель придать заготовке форму цилиндра требуемого диаметра с возможно менее волнистой поверхностью и с припуском примерно в 3—4 мм на последующую обработку.
Передвигая постепенно рейер по длине подручника, снимают первую грубую стружку толщиной 1—2 мм на некоторой длине обрабатываемой болванки. Передвигая подручник по всей длине болванки, снимают с нее одну-две первые грубые стружки и придают поверхности цилиндрическую форму. Первую черновую стружку следует снимать серединой рейера (рис. 128, а). При следующих проходах рейер должен резать боковой частью лезвия, для чего его направляют попеременно в правую и левую стороны (рис. 128,6). При таком способе обточки получается более гладкая поверхность обтачиваемой болванки и лезвие рейера срабатывается более равномерно.
После снятия черновой и первой чистовой стружки следует проверить правильность геометрической формы полученного цилиндра и его размеры. Чтобы знать, сколько запаса осталось для снятия стружки и насколько правильна форма, приданная болванке, диаметр изделия измеряют кронциркулем. Прямолинейность поверхности обточенного изделия проверяют линейкой или угольником, прикладывая угольник к заготовке ребром вдоль цилиндра по его оси и просматривая на свет.
Чистовая-обточка цилиндрической детали. Как только припуск для чистовой обработки по диаметру детали останется около 3—4 мм, обточку рейером прекращают. Чистовую обточку производят мейселем с шириной фаски в 15—20 мм. При чистовой обточке удаляются следы обработки рейером (волнистость поверхности). Тупой угол стамески всегда должен быть обращен в сторону движения, а острый — кверху. Снимаемая стружка должна быть тем тоньше, чем ближе диаметр детали к окончательному размеру. Срезать стружку следует не всем лезвием, а серединой его и нижней частью.
При обточке прямолинейного изделия нужно предварительно проточить по краям его канавки до заданного диаметра и по ним ориентироваться во время снятия стружки.
Подрезка торцов. Когда обработка боковой поверхности цилиндра окончена, нужно наметить карандашом или острием мейселя черту, по которой следует торцевать конец. Для этого мейсель устанавливают на ребро острым углом вниз и, приближая его к детали, намечают неглубокую черту. Затем, отступая несколько вправо, подрезают торец. Подрезав древесину детали, отодвигают мейсель вправо и, придав ей наклон по отношению к горизонтальной плоскости, снова подрезают изделие. При этом получается выточка треугольной формы. Эта выточка позволяет торцевать до тех пор, пока диаметр стержня у торца не будет 10—12 мм. Торец изделия должен быть гладким и без уступов. Точно также торцуют второй конец детали. По форме торцы могут быть прямыми, выпуклыми и с внутренней подточкой.
Обточка криволинейных поверхностей. Обтачивать криволинейные поверхности значительно труднее, чем прямолинейные. Обработка фасонных деталей требует от токаря высокой квалификации. Вытачивание криволинейных поверхностей с переменным радиусом кривизны производится при помощи мейселя, начиная от части детали с наибольшим радиусом кривизны.
Закругление концов болванок. После обточки цилиндра рейером производят черновое закругление конца болванки, придавая ему шарообразную форму. Чистовую отделку производят отделочной стамеской. Чистота поверхности в данном случае зависит от того, насколько точно и крепко держит токарь инструмент. Необходимо внимательно следить, чтобы инструмент все время опирался на нож подручника, а не на изделие. Следует чаще передвигать и поворачивать подручник в нужном направлении, чтобы затем установить его как можно ближе к изделию и уменьшить вылет инструмента от опорной поверхности подручника.
Вытачивание валиков. Валиком в токарном деле называется фигура, образованная закруглением диска на половину окружности (рис. 132, а). Вытачивание валика начинают с изготовления диска. Затем по средней линии диска делают карандашом или отделочной стамеской отметку А—Б. От этой линии делают рейером закругление сначала в правую, а затем в левую сторону. После обработки рейером подручник подвигают ближе к болванке и поперечную планку устанавливают под углом к оси изделия. Это делают для того, чтобы обеспечить лучшую опору для отделочной стамески, которой производят чистовую обточку сначала одной, а затем после перестановки подручника, втопой половины валика. Отделочной стамеской обтачивают при движении ее сверху вниз, причем сначала работает середина лезвия, а затем по мере опускания стружку снимает часть лезвия, расположенного у тупого угла. Перемещая отделочную стамеску от высоких точек закругления валика к низким, необходимо, не отрьивая инструмента от кромки подручника, плавно поднимать его рукоятку вверх.
Вытачивание галтелей. После обточки цилиндра по диаметру острым концом отделочной стамески делают небольшие надрезы на расстоянии, равном ширине галтели, и затем рейером посередине галтели делают соответствующей ширины выточку, оставляя припуск на чистовую обработку.
Затем рейер подводят к одной из боковых поверхностей галтели, к ее верхней кромке. Направляя рейер сверху вниз по радиусу галтели и несколько поворачивая его при этом, производят чистовую обточку радиусной поверхности.
Вытачивание полуваликов. Полуваликом называется фигура, образованная закруглением угла на четверть окружности. В открытых полуваликах обработка аналогична операции закругления торцов и может выполняться отделочной стамеской. Вытачивание полуваликов, расположенных между другими фигурами, делают иначе. Обычную столярную стамеску кладут широкой гранью (плашмя) на подручник и лезвие ее подводят углом к точке, лежащей на наибольшей окружности полувалика. Не отрывая стамески от подручника описывают плавный полукруг и концом лезвия снимают тонкую стружку до получения желаемой фигуры.
Предложения новаторов, облегчающие работу на токарных станках
При проточке длинных деталей обыкновенный подручник приходится несколько раз переставлять вдоль станины. Токарь-модельщик П. В. Федосов удлинил простой подручник с помощью стальной линейки, прикрепленной к вставке подручника винтами, что позволяет работать без перестановок подручника.
Техника безопасности при работе на токарных станках
1. Перед установкой материал необходимо обтесать, чтобы придать ему форму, близкую к той, которую он должен получить на станке.
2. Детали, склеенные из нескольких частей, перед установкой должны быть проверены на правильность и точность склейки.
3. При обработке деталей длиной свыше 0,8 м необходимо пользоваться переставной подставкой.
4. При работе на токарньих станках следует пользоваться легко вентилируемыми защитными очками.
В статье дана информация о токарных станках, использующихся при создании различных изделий.
Разновидности станков для обработки дерева
- Универсальный. Используется для обдирки заготовок, нарезки, заточки, шлифовки, сверления, нанесения резьбы.

- Токарно-винтовой станок. Предназначен для обработки конусовидных заготовок, нанесения резьбы.

Для обработки древесины допустимо использовать металлорежущий станок. Предварительно следует убрать масляные подтеки, чтобы к ним не прилипали опилки, закрыть все щели, отверстия, ведущие к мотору (если таковые имеются).
Техника безопасности
- Приступать к выполнению работ можно только в защитной спецодежде.

- Нельзя подходить к инструменту с распущенными длинными волосами, висящими украшениями.
- Перед включением агрегата необходимо проверять заземление.
- Эксплуатация механизма возможна только после проверки состояния оборудования, тестирования холостого хода.
- Нужно надежно фиксировать заготовку для избежания ее срыва.
- Технология точения древесины на токарном станке не подразумевает силовых воздействий на деталь. Все движения должны быть плавными, осуществляться только на полном ходу вала.
- Нельзя передавать предметы через работающий станок.
- Нельзя прикасаться к работающим механизмам.
Технология обработки
Принцип работы — постепенное снятие стружки с заготовки с помощью станка и ручных инструментов.
Станина должна располагаться параллельно телу. Не следует нагибаться над рабочим местом, отходить от него далеко. Оптимальное расстояние — длина предплечья. Высота установки — на уровне локтя.

Нужно соблюдать время работы, делать перерывы через каждые 20–30 минут.
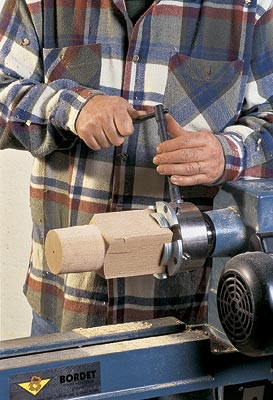
Первичная обработка болванки производится захватом инструмента сверху, сомкнув пальцы снизу. Так надежно удерживается грубое изделие при высоких оборотах токарного станка.
Обрабатывать обточенную деталь удобнее нижним захватом. Это положение обеспечивает более точное движение инструмента при финишной корректировке.
Этап 1: делаем заготовки
- Нужно взять брусок любой породы дерева. Его размеры должны незначительно отличаться от габаритов предполагаемого изделия.
- Топором заготовке придается форма цилиндра. Крепить к станку целиковый брусок не рекомендуется: велик риск получить травму от отлетевших крупных кусков древесины.
- Обозначается место, где будет произведено вытачивание формы (центр вращения).

Этап 2: выбор стамески
Для обработки болванки требуется 3 стамески:
- Желобчатая. Ее полукруглая форма подходит для снятия грубого верхнего слоя с заготовки.
- Желобчатая полукруглая вогнутая. Для подготовки изделия к финишной отделке.
- Косая. Помогает вытачивать конусы, подрезать торцы, производить чистовую обработку.

Этап 3: фиксация заготовки
На всех станках предусмотрено место для крепления обрабатываемой детали. Зачастую крепежом выступает шестигранник с шипами. Чтобы заготовка не выпала из механизма при работе, рекомендуется с помощью стамески сделать в ее торцах углубления в местах прилегания шипов.

Опорную скобу подручника (поддержку для руки) устанавливают на расстоянии 5 мм от болванки и немного выше оси вращения. По мере стачивания объема заготовки подручник приближают к поверхности изделия, подкручивают задний шпиндель станка через каждые 5–10 минут.
Этап 4: точение изделия
Сначала нужно запустить вал. Только после набора скорости можно начинать отделку.
При работе на станке необходимо поочередно использовать стамески, менять их по мере обточки грубой болванки.
Точение на токарном станке начинается с черновой обработки. Устанавливают скорость вращения 1000–1500 об/мин. Используют полукруглую стамеску, ее лезвие и боковые части. Держат инструмент обеими руками, опираясь на подручник. Вести приспособление необходимо в направлении снятия стружки одной рукой, второй нужно только придерживать ручку стамески. Нельзя давить на дерево.
Затем меняют обрабатывающий инструмент. Для создания контура выемок используется желобчатая полукруглая стамеска. Острый торец приспособления направляют под углом около 45° к детали, углубляя лезвие внутрь заготовки в отмеченных местах. На этом этапе осуществляется художественная резьба по дереву.
Выточенный элемент обрабатывается косой стамеской.

Правильно обработанное изделие имеет гладкую поверхность.

В видео объясняются тонкости процесса.


Отправить ответ