
Обработка отверстий на токарно винторезном станке
Содержание:
Обтачивание наружных цилиндрических поверхностей выполняют проходными резцами с продольной подачей, гладкие валы, — при установке заготовки в центрах.
Центровые отверстия обрабатывают на токарных, револьверных, сверлильных и двусторонних центровальных станках. Для центрования применяют типовые наборы инструмента — комбинированные центровочные сверла, а также спиральные сверла и конические зенковки.
Центровые отверстия являются, как правило, установочными базами, и поэтому от точности их исполнения зависит и точность обработки остальных поверхностей заготовки.
В полые заготовки после подрезки торца и обработки отверстия с двух сторон вводят пробки или оправки с зацентрованными отверстиями или на кромке отверстия снимают конические фаски, используемые в качестве технологических баз с последующим удалением их при отделочной обработке.



Ступенчатые валы обтачивают по схемам деления припуска на части или деления длины заготовки на части. В первом случае обрабатывают заготовки с меньшей глубиной резания, однако общий путь резца получается большим и резко возрастает То.

Во втором случае припуск с каждой ступени срезается сразу за счет обработки заготовки с большой глубиной резания. При этом Т уменьшается, но требуется большая мощность привода станка.


Нежесткие валы рекомендуется обрабатывать упорными проходными резцами, с главным углом в плане j = 90°. При обработке заготовок валов такими резцами радиальная составляющая силы резания Ру = 0, что снижает деформацию заготовок.

Подрезание торцов заготовки выполняют перед обтачиванием наружных поверхностей. Торцы подрезают подрезными резцами с поперечной подачей к центру или от центра заготовки. При подрезании от центра к периферии поверхность торца получается менее шероховатой.

Обтачивание скруглений между ступенями валов — галтелей выполняют проходными резцами с закруглением между режущими кромками по соответствующему радиусу с продольной или поперечной подачей.
Точение канавок выполняют с поперечной подачей канавочными или фасонными резцами, у которых длина главной режущей кромки равна ширине протачиваемой канавки. Широкие канавки протачивают теми же резцами сначала с поперечной, а затем с продольной подачей.

Обработку отверстий в валах выполняют соответствующими инструментами, закрепляемыми в пиноли задней бабки. На рисунке слева показана схема сверления в заготовке цилиндрического отверстия.

Растачивание внутренних цилиндрических поверхностей выполняют расточными резцами, закрепленными в резцедержателе станка, с продольной подачей.

Гладкие сквозные отверстия растачивают проходными резцами; ступенчатые и глухие — упорными расточными резцами.


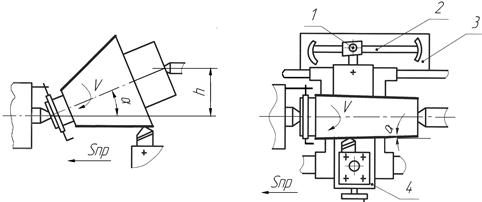
Отрезку обработанных деталей выполняют отрезными резцами с поперечной подачей. При отрезке детали резцом с прямой главной режущей кромкой (рисунок слева) разрушается образующаяся шейка и приходится дополнительно подрезать торец готовой детали.

При отрезке детали резцом с наклонной режущей кромкой (рисунок справа) торец получается чистым.
Обтачивание наружных конических поверхностей заготовок осуществляют на токарно-винторезных станках одним из следующих способов.
1. Широкими токарными резцами.

Обтачивают короткие конические поверхности с длиной образующей до 30 мм токарными проходными резцами. Обтачивают с поперечной или продольной подачей. Этот способ можно использовать при снятии фасок с обработанных цилиндрических поверхностей.
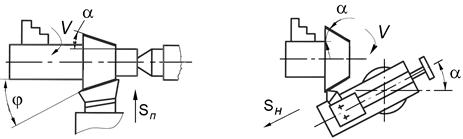
2. Поворотом каретки верхнего суппорта.

При обработке конических поверхностей каретку верхнего суппорта повертывают на угол, равный половине угла при вершине обрабатываемого конуса. Обрабатывают с ручной подачей верхнего суппорта под углом к линии центров станка ( a ). Таким способом обтачивают конические поверхности, длина образующей которых не превышает величины хода каретки верхнего суппорта. Угол конуса обтачиваемой поверхности любой.
3. Смещением корпуса задней бабки в поперечном направлении.

Обрабатываемую заготовку устанавливают на шариковые центры. Корпус задней бабки смещают относительно её основания в направлении, перпендикулярном к линии центров станка. При этом ось вращения заготовки располагается под углом к линии центров станка, а образующая конической поверхности — параллельно линии центров станка. Таким образом обтачивают длинные конические поверхности с небольшим углом конуса (2 a
Токарно-винторезные станки.Какие работы выполняются на токарно-винторезных станках?
Токарно винторезный станок – оборудование, которое используется для обработки заготовок из металлов и других материалов точением (резанием). С помощью токарных станков осуществляют расточку и обточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование, развертывание отверстий и другие работы. http://bmstu.ru/departments/content/materials/mt13/files/638_1965883031.pdf
Какими способами можно получить коническую поверхность?Обработка конических поверхностей точением на токарно-винторезных станках обеспечивается вращением заготовки (главное движение резания Dr) и перемещением инструмента (движение подачи DS). В зависимости от способа подача может быть продольной, поперечной, наклонной (табл. 3.1). При одновременном равномерном движении резца параллельно и перпендикулярно оси вращения заготовки также будет формироваться коническая поверхность. Этот способ используют на токарных станках с числовым программным управлением (ЧПУ). http://bmstu.ru/departments/content/materials/mt13/files/638_1965883031.pdf
Как резцом нарезают одно и многозаходные резьбы?
Показать на схеме цепь главного движения.
Показать на схеме цепь подач
Компановки токарно-винторезных станковЗаготовка устанавливается в патрон шпинделя и поддерживается центром задней бабки. Для вращения заготовки служат электродвигатель и механизм привода главного движения, размещенные в передней бабке. Привод главного движения может сообщать заготовке различную частоту вращения. Резцы закрепляют в резцедержателе верхнего суппорта, который может поворачиваться вокруг вертикальной оси. В верхнем суппорте размещен механизм ручного перемещения верхних салазок, который может использоваться для точения конусных поверхностей.
Суппорт перемещается в продольном направлении по направляющим станины с помощью ходового валика или рейки, с которой шестерня механизма продольной подачи соединена с помощью ходового винта или разъемной гайки. В суппорте имеется также механизм поперечной подачи, передающий движение от ходового валика к винту поперечных салазок суппорта.
Различные величины подач получают с помощью переключения зубчатых колес с разным числом зубьев, размещенных в коробке подач и связанных передачей со шпинделем. К выходному валику коробки подач подключается ходовой валик или ходовой винт, используемый для нарезания резьбы. Таким образом в токарно-винторезных станках осуществляется кинематическая связь механизма продольного и поперечного перемещения со шпинделем станка.
Переборная группа в цепи главного движения токарно-винторезного станка.
Станки гидрообразивной обработки.
Токарно-карусельные станки.Токарно–карусельные станки предназначены для обработки поверхностей (наружных, внутренних) цилиндрической и конической формы, а также канавок, отрезки, обработки торцевых поверхностей, нарезания резьбы. При использовании дополнительного приспособления можно выполнять такие операции, как фасонное точение, фрезерную и шлифовальную обработки. Обычно на таких станках обрабатывают заготовки с малой высотой большого диаметра и веса. Токарно–карусельные станки применяются для черновой обработки стальных изделий, а также цветной стали.
Лобовые токарные станки.Назначение принцип работы.
Для обработки коротких заготовок большого диаметра в единичном производстве и в ремонтных мастерских применяют лобовые токарные станки. На них обтачивают наружные цилиндрические и конические поверхности, подрезают торцы, протачивают канавки, растачивают внутренние отверстия и др. У лобовых станков сравнительно малая длина и большой (до 4 м) диаметр планшайбы. Лобовой станок 1А693 Краматорского станкостроительного завода показан на рис. 8.1.
Принцип работы станка
Затылуемый инструмент закрепляют на оправке в центрах станка. Инструмент получает вращательное движение со скоростью резания. Режущий инструмент устанавливают в затыловочном суппорте, которому сообщается возвратно-поступательное движение в направлении, перпендикулярном к оси центров (затыловочное движение, согласованное с вращением заготовки), и продольное перемещение по направляющим станины (рис. 1).
При затыловании цилиндрических фрез продольное перемещение суппорту сообщается от ходового вала, а при затыловании червячных фрез — от ходового винта. При затыловании дисковых фрез продольное перемещение суппорта отсутствует.
Сверлильные станки.Сверлильный станок – это тип промышленного оборудования, предназначенный для выполнения операций сверления, зенкерования, рассверливания и растачивания отверстий. Данный тип техники позволяет также нарезать резьбы, вырезать детали из листового материала. В процессе обработки изделий используют специальные рабочие инструменты (сверло, метчик, зенкер, развертка и др.).
Вертикально-сверлильные станки. Принцип работы. Кинематическая схема. Назначение.Вертикально-сверлильное оборудование является одним из самых распространенных на производстве предприятий, занимающихся обработкой различных материалов. Машины этого типа используются для обработки отверстий в малогабаритных заготовках. В процессе работы с целью совмещения осей рабочего инструмента и отверстия заготовка передвигается относительно неподвижного сверла (или зенкера, развертки). Основное движение в станке – это вращение шпинделя (происходит от вертикального электродвигателя через зубчатую передачу). Движение подачи происходит от шпинделя к гильзе.
Горизонтально-сверлильные станки. Назначение. Принцип работы. Этот тип оборудования предназначен для горизонтальной обработки различных деталей и заготовок. Сверлильный блок располагается в торцевой части относительно конструкции, а также имеет функцию смещения по высоте. Для этого в станке присутствует вертикально расположенные направляющие.
Специфика работы подобных моделей заключается в возможности обработки массивных деталей. Для этого конструкция оборудования должна включать в себя относительно большой рабочий стол. Для надежной фиксации деталей рекомендуется использовать магнитное основание. Чаще всего горизонтально-сверлильные установки применяются для комплектации больших производственных линий.
Специфика эксплуатации оборудования:
· наличие устройств для точного позиционирования сверла;
· поворотный механизм рабочего стола. С его помощью происходит смещение детали, что повышает производительность комплекса;
· сверлильный блок рассчитан на максимально возможные механические нагрузки. Это позволяет обрабатывать детали из специальных инструментальных сортов стали.
Основным недостатком данных моделей является высокая стоимость. Также следует учитывать трудоемкость обслуживания из-за сложности конструкции.
Многошпиндельные сверлильные станки.Для одновременного формирования нескольких отверстий необходимо использовать многошпиндельные модели. Особенностью их конструкции является наличие нескольких обрабатывающих блоков. Они могут иметь горизонтальное или вертикальное расположение.
Данный тип оборудования применяется только для массового производства, эксплуатация его в домашних условиях или небольших частных мастерских нецелесообразна. Несмотря на множество положительных качеств, многошпиндельные станки отличаются сложностью в настройке, характеризуются большими размерами.
Особенности конструкции многошпиндельных станков:
· требователен к компоновке рабочего стола. Зачастую этот тип оборудования устанавливается в потоковом производстве. Поэтому подача заготовки должна выполняться автоматически;
· схема настройки параметров сверлильных шпинделей. Каждый из них может выполнять различные типы операций, что усложняет настройку.
Сверлильное оборудование этого типа не является особо популярным. Чаще всего их разрабатывают для конкретного производственного процесса.
Заточные станки, универсально- заточные станки для заточки сверл.станок для заточки и переточки металлорежущего инструмента.
Преимущественное применение имеют заточные станки имеющие абразивные шлифовальные круги.
Станки подразделяются на универсальные, предназначенные для заточки режущих инструментов различных видов, и специализированные, для заточки инструментов только одного вида.
Универсальные станки комплектуются нормальными и специальными приспособлениями служащими для установки и закрепления разнообразных режущих инструментов: зенкеров, развёрток, метчиков, плашек, фрез, фрезерных головок, свёрл, фасонных резцов. Универсальные заточные станки предназначены для заточки и доводки основных видов инструмента из инструментальной стали, твердого сплава и минералокерамики абразивными, алмазными, шлифовальными и эльборовыми кругами.
Многоцелевые станки этого типа применяются для шлифования, заточки и переточки, доводки слесарного, металлорежущего и дереворежущего инструмента: ленточных, дисковых и круглых сегментных пил, кромок правых и левых сверл, фасонных острозаточенных и торцовых фрез, пильных цепей бензопил, фасонных плоских строгальных и фуговальных ножей, токарных резцов.
Универсальный заточной станок — технические параметры:
- точность доводки, заточки и шлифовки инструмента;
- диапазон регулирования скорости вращения круга;
- скорость подачи инструмента;
- диапазон угла заточки;
- скорость выполнения операции;
- с охлаждением затачиваемой поверхности и без него;
- наличие вентиляции и отсоса пыли, бесшумность работы.
По компоновке многоцелевые заточные станки бывают настольного и напольного исполнения. Традиционно привод осуществляется с помощью электродвигателя через клиноременную передачу.
Станки для заточки ленточных пил, сверл и другого инструмента комплектуются специальными приспособлениями и оснасткой: системой водяного охлаждения (СОЖ), синусной линейкой, оптическими устройствами, приспособлениями для заточки конкретных видов инструмента.
Расточные станкипредназначены для растачивания, сверления, зенкерования, нарезания внутренней и наружной резьб, обтачивания цилиндрических поверхностей, подрезки торцов, цилиндрического и торцового фрезерования крупноразмерных заготовок в условиях индивидуального и серийного производства. Иногда на расточных станках можно производить окончательную обработку заготовки корпусной детали без перестановки ее на другие станки.
Горизонтально-расточные станки. Назначение. Конструкция.Горизонтально-расточный станок имеет горизонтальный шпиндель, расположенный в бабке. Несмотря на эту особенность, данный вид является наиболее распространенным в использовании. Стол позволяет совершать перемещения, как в продольном, так и в поперечном направлении, существует возможность в ручном и автоматизированном повороте стола. Главное движение в данном виде станков – это вращение шпинделя. Существуют тяжелые, малые и средние горизонтально-расточные станки, в зависимости от диаметра шпинделя. У среднего стол перемещается в продольном и поперечном, у тяжелого стол отсутствует, а заготовку устанавливают на станине.
Малые и средние станки имеют основные узлы:
Обработка глубоких отверстий. Назначение планетарного механизма.
Координатно-расточные станки. Назначение. Конструкция.Наиболее точными являются координатно-расточные станки, в процессе производства они совершают меньше погрешностей благодаря возможности задавать координаты. В целом работа данного вида оборудования не отличается от других видов. Такие станки получили применение в машиностроении и металлургии при расточке деталей средних размеров, контрольно-измерительных инструментов и эталонных образцов. Разделяют одностоечные и двухстоечные станки. В одностоечных перемещение стола осуществляется в продольном и поперечном направлении и вертикальное перемещение шпиндельной бабки. В двухстоечных стол имеет только продольное перемещение и поперечное перемещение шпиндельной бабки. Также последними изменениями являются модели с автоматизированным программным управлением, что значительно упрощает работу и повышает производительность на предприятии.
Гильотины по металлу, прессножницы. Конструкция. Назначение.Гильотина, гильотинные ножницы (фр. guillotine) — механическое устройство для резки материалов, имеющие в своей конструкции косой подвижный нож, двигающийся в одной плоскости без изменения угла наклона. Предназначены для прямой продольной и поперечной резки листового и полосового материала из стали, цветных металлов и их сплавов на начальном этапе производства. Основное преимущество ножниц гильотинного типа состоит в том, что в момент реза, давление на разрезаемый материал производится не по всей длине реза, что снижает требуемое усилие. Чем больше угол наклона, тем меньше усилие и хуже качество реза [1] [2] . Гильотина — это общее название механизмов [источник не указан 1493 дня] , служащих для обрубания кабелей, резки металлических листов, бумаги и других операций, связанных с рубящим движением.
Основное назначение механической гильотины — рубка листового материала на заготовительном производстве. Ножницы предназначены для выполнения прямолинейных резов, вырезы таким инструментом не выполняются. Для удержания материала во время реза, некоторые гильотины имеют в своём составе прижим — пресс с механическим или гидравлическим приводом [3] . Пресс снижает эффект вытягивания материала из под ножа и рез получается ровнее. Кроме того, наличие прижима позволяет с успехом резать стопки материала. В типографиях гильотины с прижимом применяются для форматирования (нарезки) больших кип бумаги.
Тот же принцип применяется в механизмах для резки листового (прокатного) металла (станки гильотинного типа, гильотинные ножницы), а также для обрубки кабелей в аварийных ситуациях, например, в случае необходимости сброса испытываемого на подвесе двигателя с летающей лаборатории, все связанные с этим двигателем провода обрубаются гильотиной, а не отключаются. В мясоперерабатывающей промышленности имеются дробилки гильотинного типа. Приспособление для обрезки кончиков сигар устроено по тому же принципу и называется гильотинкой.
Хонинговальные станки.Хонинговальный станок
шлифовально-притирочный металлорежущий станок дляхонингования (См. Хонингование). Различают Х. с.: вертикальные, горизонтльные и наклонные, одно- имногошпиндельные, для внешнего и внутреннего хонингования, универсальные, полуавтоматические иавтоматические. В шпинделе Х. с. закрепляется режущий инструмент — хонинговальная головка (хон), оснащенная мелкозернистыми абразивными брусками. Главное движение инструмента Х. с. (вращательное.) создаётся отдельным электродвигателем или гидротурбиной, а движение подачи (прямолинейное, возвратно-поступательное) — обычно гидроприводом. Кроме того, имеется механизм радиальной подачи абразивныхбрусков в хонинговальной головке, который обеспечивает быстрый подвод брусков к обрабатываемойповерхности, а также автоматическую компенсацию их износа во время работы. Наиболее распространеныполуавтоматические Х. с. для хонингования сквозных и глухих отверстий.
механическая ножовка,трезной ножовочный станок (механическая ножовка) модели Н-1, предназначенный для резания проката например круглого, квадратного, двутаврового) в плоскости, перпендикулярной оси заготовки.ленточнопильные станкитанок, рабочим органом которого является ленточная пила (пила в виде замкнутой ленты, натянутой на шкивы и непрерывно обращающейся вокруг них). По расположению этой пилы станки подразделяются на горизонтальные и вертикальные [1] . Предназначен для резки дерева или металла [2] . Есть также специализированные ленточнопильные станки для резки пищевых замороженных продуктов..На станке используется в качестве рабочего инструмента ленточная пила.
Различают станки маятникового типа, работающие на одной опоре по принципу качения маятника (одноколонные), двухколонные- с гидравлическим приводом регулирования скорости подачи, а также гильотина (или ножницы), с опускающейся пильной рамой.
Также различают станки с ручным управлением, полуавтоматические станки с автоматическим возвратом рамы и автоматические станки, позволяющие автоматизировать цикл по программе, включая рез и подачу на определенную длину материала.
По применению в пилении различных материалов различают использование ленточных пил в зависимости от материала изготовления: биметаллические ленточные пилы и ленточные пилы с твердосплавными напайками, применяемые для пиления сложных материалов.
Круглопи́льныйстано́к (устаревшее название: стационарная циркулярная пила) — станок, предназначенный для продольной, поперечной распиловки и распиловки под углом древесины и других материалов. Режущим инструментом в данном станке является круглая пила.
Конструкция[править | править вики-текст]
Основные элементы круглопильного станка: станина, пильный вал, механизм подачи, приводы пильного вала. Круглопильные станки могут быть однодисковыми и многодисковыми. По способу подачи распиливаемого материала различают станки с ручной и автоматической подачей.
Алмазно-расточные станки.
Зубострогальный станок для нарезания конических колес. ( на примере станка 526) . Конструкция. Принцип работы.
Расточные станки.
Горизонтально-расточные станки. Назначение. Конструкция. Обработка глубоких отверстий. Назначение планетарного механизма.
Токарно-винторезные станки.Какие работы выполняются на токарно-винторезных станках?
Токарно винторезный станок – оборудование, которое используется для обработки заготовок из металлов и других материалов точением (резанием). С помощью токарных станков осуществляют расточку и обточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование, развертывание отверстий и другие работы. http://bmstu.ru/departments/content/materials/mt13/files/638_1965883031.pdf
Какими способами можно получить коническую поверхность?Обработка конических поверхностей точением на токарно-винторезных станках обеспечивается вращением заготовки (главное движение резания Dr) и перемещением инструмента (движение подачи DS). В зависимости от способа подача может быть продольной, поперечной, наклонной (табл. 3.1). При одновременном равномерном движении резца параллельно и перпендикулярно оси вращения заготовки также будет формироваться коническая поверхность. Этот способ используют на токарных станках с числовым программным управлением (ЧПУ). http://bmstu.ru/departments/content/materials/mt13/files/638_1965883031.pdf


Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.
Токарная обработка
План лекции
Лекция 2. Обработка на токарных станках
1. Токарная обработка
2. Обработка заготовок на токарно-винторезных станках
3. Обработка заготовок на токарно-револьверных станках
4 Обработка заготовок на токарно-карусельных станках
5. Обработка на одношпиндельных токарных автоматах и полуавтоматах
6. Обработка на многошпиндельных токарных полуавтоматах и автоматах
Основные методы механической обработки резанием, сопровождающиеся снятием стружки, могут быть реализованы на металлорежущих станках определенных групп: 1) точение; 2) растачивание; 3) сверление, зенкерование, развертывание; 4) фрезерование; 5) строгание, долбление; 6) протягивание, прошивание; 7) зубонарезание; 8) шлифование, доводка, полирование.
Токарная обработка – это наиболее распространенный метод обработки деталей типа тел вращения (валов, осей, цапф, дисков, фланцев, муфт, колец, втулок, гаек и т.п.). На токарных станках можно производить черновое, получистовое и чистовое точение и растачивание цилиндрических, конических, сферических и фасонных поверхностей; подрезание плоских торцовых поверхностей, точение наружных и внутренних канавок, нарезание наружной и внутренней резьбы, сверление, зенкерование, развертывание отверстий и др.
Токарная обработка поверхностей осуществляется при вращательном главном движении заготовки и поступательном (продольном, поперечном или наклонном по отношению к оси заготовки) движении подачи инструмента. Формообразование поверхностей при резании с продольной подачей — по методу следов, при поперечной подаче инструмента — по методу копирования.
В токарную группу входят токарно-винторезные, токарно-револьверные, токарно-карусельные станки; токарные полуавтоматы и автоматы.
Токарно-винторезные станки предназначены для наружной и внутренней обработки, включая нарезание резьбы в условиях единичного и мелкосерийного производства. Компоновка токарно-винторезного станка представлена на рис. 2.1.
Главное вращательное движение (ось вращения горизонтальна) совершает шпиндель 4 с заготовкой. Движение подачи осуществляет продольный 6 или поперечный 5 суппорт; ряд работ можно производить при ручной осевой подаче с установкой инструмента в пиноль 8 задней бабки 9.
Установка и закрепление заготовки на токарном станке, зависят от типа станка, вида обрабатываемой поверхности, типоразмера заготовки, требований к точности обработки и др. факторов. На токарно-винторезных станках для базирования и закрепления заготовок широко используются трехкулачковые самоцентрирующие патроны (рис.2.2,а), которые применяют для закрепления заготовок при отношении их длины к диаметру l/d 10 для уменьшения деформации заготовки при резании применяют люнеты (рис. 2.2,и).
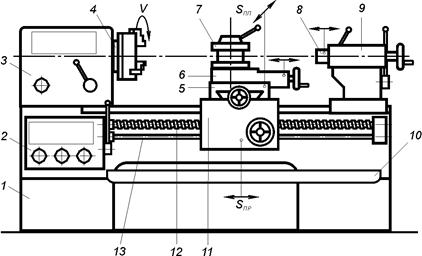
Рис.2.1. Общий вид токарно-винторезного станка: 1 – станина; 2 – коробка подач; 3 – коробка скоростей; 4 – шпиндель; 5 – поперечный суппорт; 6 – продольный суппорт; 7 – верхний суппорт; 8 – пиноль; 9 – задняя бабка; 10 – поддон; 11 – салазки; 12 – ходовой винт; 13 – ходовой валик
Для установки полых заготовок типа колец, втулок, стаканов применяют: конические, цанговые или упругие оправки (рис. 2.2,л, м, н).
 |
 |
 |
|
| а | е | к | |
 |
 |
 |
 |
| б | л | ||
 |
 |
||
| в | ж | з | м |
 |
 |
 |
|
| г | |||
 |
|||
| д | и | н |
Рис. 2.2. Приспособления к токарным станкам
Многообразие видов поверхностей, обрабатываемых на токарных станках, привело к созданию большого числа конструкций токарных резцов. Главный принцип их классификации – технологическое назначение.
Согласно типовым схемам обработки на универсальных токарно-винторезных станках, обработку наружных цилиндрических поверхностей осуществляют проходными резцами с продольной подачей (рис.2.3,а); подрезание торцов – подрезными или отогнутыми резцами с поперечной подачей (рис.2.3,б).
 |
 |
 |
| а | б | в |
 |
 |
 |
| г | д | е |
 |
 |
 |
| ж | з | и |
Рис.2.3. Схемы обработки на токарно-винторезном станке
Короткие фасонные поверхности на токарно-винторезных станках обычно обтачивают с поперечной подачей фасонными резцами; длинные фасонные поверхности – проходными резцами с помощью копира – детали, устанавливаемой на станке и благодаря фасонному рабочему профилю изменяющей нужным образом траекторию перемещения инструмента.
Наружные резьбовые поверхности получают точением резцами, резцовыми головками, гребенками, плашками. Наиболее широко применяется способ нарезания одно- и многозаходных резьб резцами, форма режущих кромок которых определяется профилем нарезаемой резьбы. Этот способ пригоден для нарезания как наружных, так и внутренних резьб. В некоторых случаях для повышения производительности обработки за счет уменьшения числа рабочих ходов в качестве режущего инструмента используют резьбонарезные гребенки. Для нарезания наружной резьбы на винтах, болтах, шпильках и других подобных деталях применяют плашки; при этом участок детали, на котором нарезается резьба, должен иметь несколько меньший диаметр, чем наружный диаметр нарезаемой резьбы, что достигается предварительной обработкой. Внутренняя метрическая резьба диаметром до 50 мм может нарезаться метчиками.
Точение кольцевых канавок и отрезание готовой детали производят с поперечной подачей соответственно прорезными (канавочными) — рис.2.3, в, г и отрезными резцами (рис.2.3, з, и).
Обработку отверстий на токарно-винторезных станках выполняют с продольной подачей режущего инструмента (сверла, зенкера или развертки), который устанавливается в пиноль задней бабки (рис.2.3,д).
Конические поверхности на токарных станках обтачивают следующими способами: а — широкими резцами (рис.2.4,а), при этом длина образующей обычно не превышает 30 мм; б — с поворотом и ручной подачей каретки верхнего суппорта (рис.2.4,б), когда длина образующей не может быть больше величины хода каретки; в — со смещением корпуса задней бабки в поперечном направлении (рис.2.4,в), этот способ используют для обработки длинных поверхностей с небольшой конусностью (a £ 4°); г — с помощью конусной линейки (рис.2.4,г) — устройства, устанавливаемого на станине станка и обеспечивающего перемещение резца вдоль образующей конуса. Способы "а", "б" и "г" пригодны и для растачивания внутренних конических поверхностей.
В серийном производстве широко используются станки с числовым программным управлением (ЧПУ), построенные на базе универсальных токарно-винторезных станков.
 |
|
| а | б |
 |
|
| в | г |
Рис.2.4. Схемы обработки конических поверхностей на токарно-винторезном станке
Не нашли то, что искали? Воспользуйтесь поиском:


Отправить ответ