
Правка листового металла на вальцах
Содержание:
- 1 Гибка труб, листов и профилей из сплавов цветных металлов и стали
- 2 Правка металла вальцами и прессом
- 3 Когда и зачем проводится операция: наличие выпуклостей на заготовках и прочие причины
- 4 Что нужно править
- 5 Способы: вручную и механические, с нагревом и без
- 6 Оборудование и инструменты: на вальцах, прессах и не только
- 7 Где заказать
- 8 Область применения листовой вальцовки
- 9 Основные характеристики процесса
- 10 Машины для листовой вальцовки

Цеха металлообработки компании ООО «ЦветМетСнаб» в Москве и Красноярске выполняют заказы на гибку и правку металлов различного профиля: листов, профильных и круглых труб и стальной арматуры. Металлобработка осуществляется на качественных современных станках и прессах с соблюдением всех технических условий и норм, причем металлопрокат может быть изготовлен из сталей разных марок, меди, алюминия, нержавейки и других металлов с хорошей пластичностью.
Конечная цена на услуги по гибке и правке металла формируется исходя из общего объема работ по металлообработке, типа и сложности заказа и от необходимости доставки. Также возможен выезд нашего специалиста к Вам на объект для оценки объема работ и возможности правки металлоизделий или металлопрокатной продукции. За более подробной информацией рекомендуем обратиться к нашим менеджерам:
Гибка труб, листов и профилей из сплавов цветных металлов и стали
 Для создания многих металлических изделий и конструкции необходима гибка металла, позволяющая достигнуть необходимой формы заготовки без использования сварки, а соответственно и местного нагрева заготовки. В данном случае именно качество гибочных станков и прессов, а также квалификация сотрудника, выполняющего работу, напрямую определяют конечный результат.
Для создания многих металлических изделий и конструкции необходима гибка металла, позволяющая достигнуть необходимой формы заготовки без использования сварки, а соответственно и местного нагрева заготовки. В данном случае именно качество гибочных станков и прессов, а также квалификация сотрудника, выполняющего работу, напрямую определяют конечный результат.
В цехах ООО «ЦветМетСнаб» используется только новое и современное оборудование, тогда как при использовании устаревших станков велик риск возникновения деформации разрыва, что значительно снижает срок использования полученного изделия. Наше оборудование точно рассчитывает степень сжатия по всем осям, а в результате вы получаете продукцию неизменно высокого качества.
Значимым фактором в процессе получения качественной продукции является квалификация и опыт работника. Наши специалисты являются профессионалами высочайшего уровня с опытом работы на гибочном оборудовании от 5-ти лет. Кроме умения работать на современном оборудовании они имеют профильное образование и теоретические знания о структуре цветных и черных металлов.
Правка металла вальцами и прессом
 ООО «ЦветМетСнаб» предлагает правку металлопроката из цветных и черных металлов прессом или на вальцах (вальцовка). В наших цехах металлообработки выполняются работы по правке деформированных металлических листов, полос и фасонного проката, и подготовке их к дальнейшей обработке и использованию. На нашем современном оборудовании возможна вальцовка листового проката и труб в радиус, а также придание заготовкам любой другой необходимой геометрической формы.
ООО «ЦветМетСнаб» предлагает правку металлопроката из цветных и черных металлов прессом или на вальцах (вальцовка). В наших цехах металлообработки выполняются работы по правке деформированных металлических листов, полос и фасонного проката, и подготовке их к дальнейшей обработке и использованию. На нашем современном оборудовании возможна вальцовка листового проката и труб в радиус, а также придание заготовкам любой другой необходимой геометрической формы.
Еще к нам периодически обращаются клиенты сторонних металлообрабатывающих компаний Москвы и Красноярска с той целью, чтобы мы помогли выправить заготовки, которые были деформированы в процессе некачественной или неквалифицированной гибки. Мы стараемся сделать все, что в наших силах, чтобы выправить изделие без сопутствующих повреждений, однако некоторые изделия уже не поддаются правке.
Часто перед началом гибки или вальцовки металла требуется его раскрой или нарезка в размер. В металлообрабатывающих цехах компании ООО «ЦветМетСнаб» имеется современное оборудование для лазерной и плазменной резки металлов, и гильотина для рубки металлопроката.

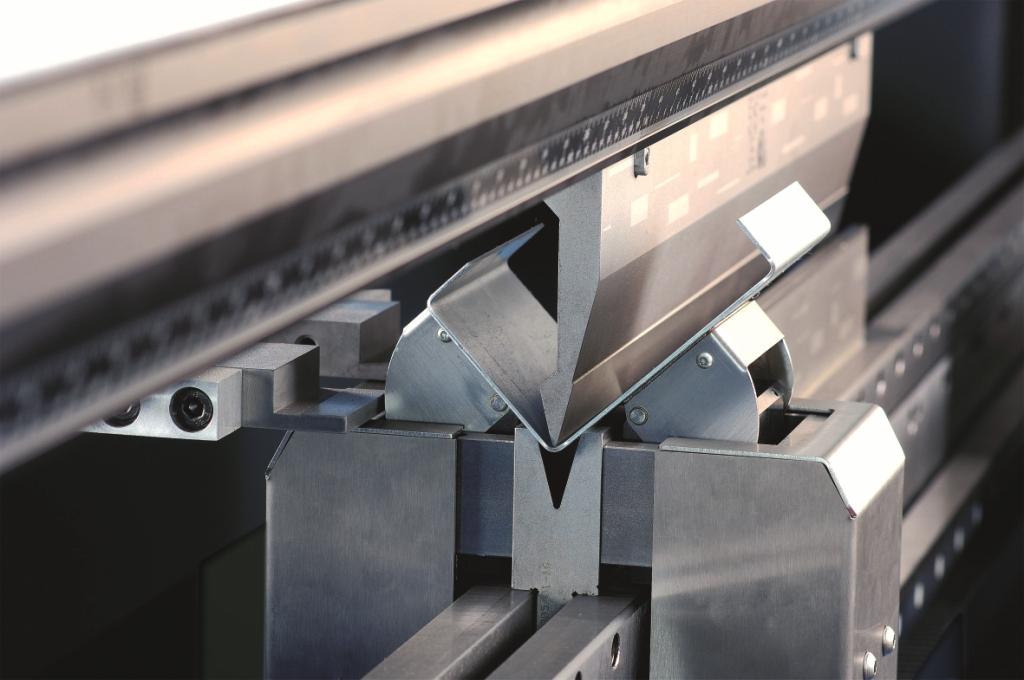
Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
Правка — технологическая операция, при помощи которой у заготовок устраняют отклонения от формы. Заготовки могут иметь как простую, так и сложную форму. В зависимости от этого применяется соответствующий инструмент и оснастка.
Когда и зачем проводится операция: наличие выпуклостей на заготовках и прочие причины
Заготовки должны иметь определенные параметры, чтобы с ними было возможно выполнить следующие технологические операции. Невозможно выполнить качественную слесарную разметку на волнистой поверхности, искривленная заготовка при выполнении штамповочной операции может привести к поломке пуансона и матрицы. Существует много подобных примеров, когда правка обеспечивает качественное изготовление изделий.
Что нужно править
Листовой металл: технология, в чем особенность и другие важные моменты
Наиболее распространенные поверхностные дефекты на листе, которые устраняются правильными операциями: волнистость, выпуклость или вогнутость. Причем на одном листе они могут находиться одновременно в разных местах — на краю и в середине.
Толстые и тонколистовые заготовки
Технология отличается инструментом, выбор которого регламентируется толщиной листа. Тонкие листы, толщина которых измеряется десятыми долями миллиметра, не стоит править с помощью молотков ударным способом. Высока вероятность пробить поверхность насквозь. Здесь следует воспользоваться специальными брусками, которыми проводят по поверхностям листа с обеих сторон.
При правке более толстых листов существуют определенный технологический порядок проведения работ. Наносить удары непосредственно по выпуклой части листа недопустимо. Возникающая большая концентрация напряжений может привести к образованию трещины и испортить заготовку. Если выпуклость находится в центре заготовки, следует начинать ее обстукивать с краев, уменьшая силу удара и увеличивая частоту по мере приближения к краям выпуклости.

Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
При имеющейся волнистости на краях следует наносить удары, наоборот, от центра к периферии. Возникающие при ударном воздействии растягивающие напряжения способны убрать ее, достигнув краев возникновения дефекта.
Полезное видео
Посмотрите, как операция выполняется вручную.
И как это делается с помощью промышленного оборудования.
Цветной и черный металл
Из всего многообразия черных и цветных металлов технологической операции правка могут подвергаться только металлы с хорошими пластическими свойствами. Среди черных металлов это прежде всего малоуглеродистые стали. Алюминий, медь, титан и некоторые их сплавы (латунь, дуралюмин и другие) также хорошо поддаются рихтовке.
Полосовая сталь
Дефекты, которые исправляются правкой, на полосовой стали:
- полоса, имеющая изгиб в плоскости;
- полоса, имеющая изгиб по ребру;
- скрученная полоса;
- в полосе имеются все виды дефектов.
Наиболее просто править изгиб в плоскости. Здесь следует вначале ударную нагрузку направить на края выпуклости. По мере выправления полосы осуществляется переход к центру. Сила ударов регламентируется кривизной выпуклости и толщиной полосы. В процессе правки следует переворачивать ее с одной стороны на другую.

Правка полосового металла на специальном оборудовании. Фото Подольский завод оборудования
Изгиб по ребру таким методом убрать не удастся. Удары по ребру будут создавать напряжения, изгибающие полосу в стороны и сминать кромку, прилегающую к плоскости. Здесь следует положить полосу на плоскость и распределять удары по всей длине, проходя по ней рядами от нижней кромки к верхней. Сила ударов с приближением к верхней кромке должна уменьшаться, а частота увеличиваться. Технология позволяет нижней части растягиваться больше, чем верхней и полоса выравнивается.
Скрученную заготовку зажимают в тисках и с помощью рычага раскручивают. Далее правка заканчивается выравниванием полосы по плоскости или по ребру.
Видео
А от так это делают на станке.
Профильный металл
Понятие «профильный металл» включает в себя различные виды проката. Это могут быть швеллера, двутавровые балки, профильные трубы и другие виды. При использовании профильные заготовки не должны быть изогнутыми и закрученными вдоль продольной оси. Такие дефекты устраняются технологической операцией правка.
Для большинства видов профильного проката для устранения дефектов требуются значительные усилия. В наличии имеется специальное оборудование на которых выполняется правка: роликовые правильные станки, горизонтальные гибочные прессы, растяжные станки.
Некоторые мелкие виды проката возможно править вручную, например, квадратные профильные трубы. Здесь существует много вариантов, один из них использует специальную оправку. Этот метод устраняет одновременно скручивание граней труб и искривление оси. Разжимная профильная оправка вставляется внутрь трубы и расклинивается до создания натяга внутренними подпружиненными элементами. Создаваемое оправкой усилие исправляет дефекты профиля.
Проволока из бухты
Удобная для проволоки упаковка в бухты, создает некоторые проблемы для ее применения в прямолинейном виде. Для этих целей используется оборудование, разматывающее проволоку с помощью роликов, или последовательным пропусканием через фильеры.

Правка прутка на роликовом станке. Фото Подольский завод оборудования
Для выполнения разовых работ и небольшой длины размотки можно применить следующее одно из многих приспособлений: пропускаете проволоку через согнутую U-образную трубку вращая ее, например, дрелью.
Детали круглого сечения
Некоторые круглые детали, прежде чем установить в токарный станок требуется выправить от грубых погрешностей формы. Выполняется эта технологическая операция слесарным путем с помощью молотка с мягкими вставками на плите или на призмах. При наличии оборудования в виде ручного пресса лучше правку осуществить на нем.
Уголок
Прокат в виде уголков изготавливается из малоуглеродистой стали, обладающей хорошими пластическими свойствами. Поэтому при правке на наковальне он легко поддается исправлению после нанесения ударов молотком. Здесь главное правильное местоприложение удара. Опытному слесарю не составит труда выправить уголок. Уголки больших типоразмеров правятся на оборудовании с применением метода холодной прокатки.
Способы: вручную и механические, с нагревом и без
В зависимости от размеров могут использоваться для маленьких заготовок — ручные методы правки, для габаритных и тяжелых — применяется специальное механическое оборудование.

Правка крупногабаритной заготовки на специальном механическом оборудовании. Фото Подольский завод оборудования
Свойства некоторых материалов не позволяют убрать дефект заготовки методом холодной деформации, так как возможна потеря ее целостности. В таком случае помогает нагрев заготовки, увеличивающий способность заготовки к растяжению.
Оборудование и инструменты: на вальцах, прессах и не только
Для ручной правки основными инструментами являются правильные плиты, наковальни, рихтовальные бабки, которые выступают в качестве базовой поверхности для заготовок.
Для приложения усилия к месту правки применяют различные виды молотков. Для листовой и полосовой стали с черновой обработкой поверхности применяют молотки из углеродистой стали с круглым бойком, который в отличие от квадратного, не оставляет вмятины на поверхности. Обработанные поверхности правятся деревянными киянками или молотками с мягкими вставками (из медных или алюминиевых сплавов). При праве тонколистового металла используются гладилки, изготовленные из твердых пород дерева.

Вальцы гидравлические STALEX
HER-2070×4.5. Фото Сталекс
В производственных условиях, где широко применяется прокат в виде листов, полосы, прутков и других разнообразных профилей, применяется оборудование для правки заготовок. В зависимости от размеров и формы заготовок можно выделить несколько видов.
- Правильные прессы с механическим или более мощным гидроприводом. На этом оборудовании правят крупный прокат: круглый, квадратный, швеллера и другой профиль, включая трубы диаметром до 300 мм. Правку толстых листов и полос выполняют на специализированных гидравлических прессах.
- Роликовые правильные машины, использующиеся для работы с мелким и средним профильным прокатом. Роликовые листоправильные машины исправляют дефекты листов и полос небольшой толщины.
- Растяжные правильные машины. Применяются для правки листов из специальных сплавов и цветных металлов.
- Ротационные косовалковые машины. Применяются для правки труб и прутков от простой формы профиля до сложной.
Где заказать
Необходимые оборудование, инструмент и оснастку для проведения правильных работ, можно заказать в отдельном разделе нашего сайта, где представлен широкий выбор компаний предлагающих такой вид продукции.
Кроме этого, в соответствующем разделе сайта собраны компании, сотрудники которых предлагают выполнение качественной правки метала.
Вальцовка листового металла (реже упоминается термин «вальцевание») относится к числу формоизменяющих операций холодной штамповки, которая производится вращающимся непрофилированным инструментом. Для вальцевания сплошного объемного проката используется предварительный нагрев заготовок, в остальных случаях деформирующей обработке подвергается холодный металл.
Область применения листовой вальцовки
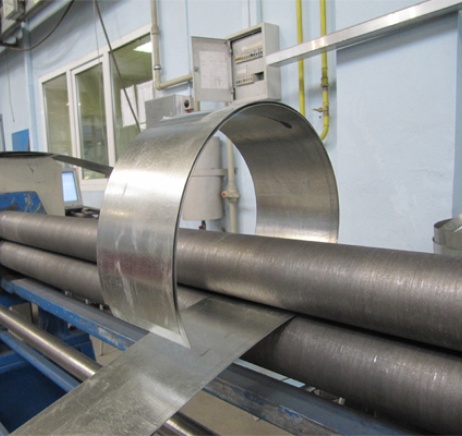
Вальцовка листовой стали — удобный и малоэнергоемкий способ получения пространственных изделий типа конусов или незамкнутых цилиндров из плоских исходных заготовок. По сравнению с иными технологиями производства изделий типа тел вращения (в частности, прессованием или вытяжкой) процессы вальцовки листового металла обеспечивают:
- Снижение эксплуатационных расходов на оборудование и оснастку.
- Повышение долговечности инструмента и станков.
- Сокращение времени на переналадку.
- Возможность эффективного использования в условиях мелкосерийного и единичного производства.
- Упрощение регламентных и ремонтных работ.
- Управление производительностью оборудования.
- Резкое снижение потерь от брака.
Внедрение процессов вальцовки металла с использованием в качестве исходных заготовок листа или полосы доступно не только небольшим производствам, но даже ремонтным мастерским, а также домашним мастерам. Как будет показано далее, кинематические схемы и конструкция вальцовочных станков для обработки листового материала весьма просты, а для их привода в некоторых случаях не требуется наличие внешних источников энергии.
Принципиальной особенностью вальцовки листового металла является то, что деформирование происходит не одновременно по всей контактной поверхности инструмента. Это хоть и вызывает некоторое снижение производительности оборудования, на самом деле способствует повышению стойкости рабочих прокатных валков. Дело в том, что во время вальцовки деформирующее усилие концентрируется не в точке или прямой (как, например, при вытяжке), а равномерно распространяется по всей поверхности соприкосновения валков с металлом. Поэтому удельные усилия процесса весьма невелики, а для изготовления инструмента не требуется применения дорогих инструментальных сталей.
Любая вальцовочная машина по стоимости существенно меньше гидравлического или механического пресса, а потому окупается уже в течение полугода своего активного использования. Одновременно увеличивается и долговечность: усилие вальцовки нарастает плавно и постепенно, по мере вхождения в зону деформации все новых и новых участков заготовки. Поэтому ударного характера возникновения рабочих нагрузок при вальцовке (даже в холодном состоянии) не наблюдается.
В практике эксплуатации вальцовочных станков никогда не возникает проблем с износом инструмента, поскольку поверхность валков имеет гладкий характер. Соответственно переналадка может сводиться лишь к замене валков на оснастку с иным значением диаметра.
Важно, что в процессе выполнения вальцовки оператор может изменять скорость деформирования металла, что не всегда возможно при других формовочных операциях листовой штамповки. Такое изменение снижает потери от брака.
Таким образом, вальцовка — это экономически выгодная технология обработки давлением листовых заготовок из высокопластичных металлов и сплавов.
Основные характеристики процесса
Вальцовка листа может выполняться в следующих вариантах:
- В продольном направлении подачи заготовки.
- В поперечном направлении подачи заготовки.
- При винтовой (спиральной) подаче.
Соответственно, в первом случае вальцовка металла применяется для получения длинных незамкнутых труб, а во втором — коротких. Результатом винтовой вальцовки является свертка труб, не требующих впоследствии сварной герметизации стыка.

Вальцовка стальных изделий исходной толщиной до 4…6 мм обычно производится без нагрева исходного металла. Однако при формообразовании деталей из толстолистового материала, а также сплавов с низкой пластичностью (в частности, на основе титана), применяется предварительный подогрев до температур 250…300 0 С. В таких случаях вальцовочная машина устанавливается рядом с нагревательной печью. Нагревательная атмосфера в таких печах — безокислительная, что снижает процессы образования поверхностной окалины. Впрочем, при малых радиусах вальцовки окалина частично осыпается уже в процессе деформирования на вальцовочном оборудовании.
Типовой процесс вальцовки листового металла включает в себя следующие переходы:
- Подачу листа в захватную зону рабочего инструмента.
- Выставление значений рабочего зазора между валками.
- Прокатку плоской заготовки между инструментом в заданном направлении деформирования.
- Извлечение полуфабриката из рабочих валков и закатку одной из кромок обрабатываемой заготовки (выполняется для того, чтобы значение радиуса кривизны детали было одинаковым по всему ее диаметру).
При деформации горячекатаного листового проката перед вальцовкой производится правка листа. Это связано с увеличенными значениями допусков на неплоскостность поверхности такого металлопроката, что специально оговаривается техническими требованиями ГОСТ 16523. Правка обязательна также для холоднокатаного проката, если его толщина превышает 4 мм.
Силовые характеристики процесса листовой вальцовки определяются следующими особенностями:
- Деформирование производится не усилием, а крутящим моментом, значения которого зависят от физико-механических характеристик обрабатываемого материала, диаметра рабочих валков и условий контактного трения;
- Скорость вальцовки практически не оказывает влияние на энергетические затраты при выполнении операции; более того, повышение скорости вращения валков даже несколько снижает рабочее усилие процесса.;
- Трение между валками зависит от состояния их поверхности: при снижении шероховатости оно также снижается. Поэтому при постоянной эксплуатации вальцовочных машин требуется периодическая шлифовка поверхности оснастки (особенно, если вальцуется горячекатаный прокат, либо толстолистовые изделия);
- Вальцевание высокоуглеродистых сталей, а также сплавов алюминия с марганцем часто сопровождается явлением упругого пружинения материала. Относительно вальцовки оно не так заметно, как при гибке, однако во многих случаях требует повторного деформирования.
Диапазон технологических возможностей листовой вальцовки следующий:
- Длина вальцуемого проката, мм — до 12000.
- Толщина, мм — до 60.
- Частота вращения рабочих валков (для приводного оборудования), мин -1 — до 40.
- Практически достигаемая скорость непрерывной вальцовки, м/мин — до 8…10.
- Диаметр рабочих валков, мм — до 500.
Возможности вальцовочных станков с ручным приводом скромнее, но также достаточны для единичного производства операций свертки листа по необходимым значениям радиусов готовых деталей.
Машины для листовой вальцовки
Практическое применение нашли два исполнения вальцовочного оборудования — станки с нажимным валком (он обычно располагается посредине) и с эксцентрично размещенным инструментом. Первый тип применяется для толстолистовой вальцовки, а второй — для ротационного деформирования заготовок толщиной не более 2…2,5 мм.
Конструктивно такие станки различаются также по количеству рабочих валков. Обычно они устанавливаются горизонтально, хотя в некоторых неприводных моделях для деформирования небольших по размеру заготовок возможны и вертикальные машины, не требующие много места для своей установки.
Существенным различием в рассматриваемом оборудовании является и взаимное расположение рабочих валков: оно может быть симметричным и асимметричным. Асимметричные вальцовочные машины считаются более универсальными, поскольку с их помощью можно получать не только свертку цилиндров, но и разнообразное оформление их кромок (в частности, изгиб краев у детали). Именно на листогибочных вальцах с симметрично размещенными валками деформируют толстолистовые заготовки. Тем не менее, схема с тремя симметрично расположенными валками более технологична при обслуживании, а потому на практике применяется чаще.
Такой вальцовочный станок с внешним приводом включает в себя следующие узлы:
- Электродвигатель (для особо мощных типоразмеров применяются приводы на основе двигателей постоянного тока).
- Редуктор или клиноременную передачу (применительно к вальцам с регулируемой скоростью вращения в схему дополнительно встраивается вариатор).
- Вал, на котором размещается основной (нажимной) валок.
- Боковые стойки с подшипниковыми узлами. Для мощного оборудования используются подшипники скольжения, а в быстроходных вальцах — качения.
- Два нижних приводных валка. При симметричной схеме их оси с торца образуют с осью нажимного валка равносторонний треугольник, при асимметричной схеме ось одного из нижних валков располагается с небольшим смещением относительно оси верхнего валка, а нижняя устанавливается на расстояние, несколько превышающее межосевое. Этим исключается прогиб заготовки при ее вальцевании.
- Станину, на которой устанавливаются две опорные стойки.
- Защитный кожух, который при работе станка выполняет также функцию приемки полуфабриката, выходящего из технологического зазора между валками.
- Систему управления вальцами.
Регулировка технологических параметров оборудования для вальцовки листов производится изменением величины зазора между валками. В автоматических станках это выполняется программно, в процессе предварительной настройке, а в ручных моделях — при помощи храпового или винтового механизма, смонтированного в одной из боковых стоек.
Любая вальцовочная машина отечественного производства, предназначенная для работ с листовым металлом, маркируется начальной буквой И, и четырьмя цифрами. Две первые указывают на тип привода подвижного валка (механический или гидравлический), а две вторых — на основные технологические параметры оборудования: ширину и толщину листа.
Основные технические характеристики некоторых типоразмеров данного оборудования сведены в таблицу:


Отправить ответ