
Преимущества автоматической сварки перед полуавтоматической
Содержание:
Время чтения: 6 минут
Сейчас для сварки металла может использоваться самое разнообразное сварочное оборудование. В магазинах представлены различные агрегаты: сварочные инверторы, трансформаторы, выпрямители, полуавтоматы и, конечно, автоматы. Все они существенно отличаются друг от друга. И если рядовой домашний сварщик знает, что инвертор и трансформатор — это две абсолютно разные вещи. То разница между полуавтоматом и автоматом не так очевидна, если не знать особенностей этих аппаратов.

В этой статье мы подробно расскажем, что такое сварка автомат и полуавтомат чем отличаются два этих сварочных аппарата и какими преимуществами обладает автомат.
Общая информация
Сварочный автомат — это разновидность сварочного оборудования. Автомат применяется при автоматической сварке. Автоматическая сварка не требует от сварщика даже навыков сварки. Все, что необходимо — это правильно настроить аппарат. Всю остальную работу он выполнит без посторонней помощи.
Сварочный автомат для сварки— это сложный агрегат, который, тем не менее, способен стабильно работать даже при существенных нагрузках. При этом качество швов во многом зависит от правильно подобранных настроек. Ну а поскольку при такой технологии сварщик не участвует в самом процессе сварки, то он называется оператором.
Сварочный автомат выполняет сразу целый комплекс задач. Он не только поджигает дугу и ведет шов, но и защищает зону сварки от кислорода (этим занимаются автоматы для сварки под флюсом), а также подает сварочную проволоку в сварочную ванну.
Достоинства сварочного автомата
У сварочного автомата множество достоинств. И связаны они именно с отсутствием человеческого фактора. Автомат способен беспрерывно работать на протяжении суток, выдавая один и тот же стабильный результат. Ни один человек не может похвастаться такой же работоспособностью и качеством.
При этом автомату все равно, какую именно сварку производить. Это могут быть маленькие детали с тонкими швами, или конструкции больших размеров. Автомат никогда не устает и не требует отпуска, перерыва или больничного.

Даже если оператор случайно выставит не те настройки, эту проблему можно легко и быстро исправить. А если сварщик из-за своего физического или психологического состояния выполнит работу некачественно, заготовка отправится в брак.
Также автомат может выполнять сварку в труднодоступном для человека положении. И даже больше: регулировать все настройки в автоматическом режиме, если это необходимо. Например, многие автоматы способны без проблем восстановить заданные настройки и продолжить работу после внезапного отключения электричества. И для этого не потребуется помощь оператора.
Автоматы равномерно используют расходные материалы, поэтому на производстве никогда не будет перерасхода или «внезапного» исчезновения газа из баллона, бухт с проволокой и т.п. Поэтому автоматические сварочные аппараты считаются одними из самых экономичных, хоть и требуют большого количества электроэнергии для стабильной работы.
Учтите, что во время автоматической сварки сам оператор не участвует в сварочном процессе, поэтому исключена угроза его здоровью и жизни. Это достоинство особенно важно на опасных производствах.
Отличие автомата от полуавтомата
Различия между автоматом и полуавтоматом очевидны, не смотря на похожие названия и технологию сварки. Но, обо всем по порядку.
Теперь вы знаете, что автоматическая сварка проводится непосредственно под руководством оператора. Оператор настраивает автомат, а тот затем выполняет весь сварочный процесс. В этой цепочке человек играет роль настройщика. Он не поджигает дугу, не ведет шов и не следит за сваркой. Его задача — подобрать режим сварки и дать «команду» автомату.
Полуавтоматическая сварка — это совершенно иная технология. Она так же использует присадочную проволоку, газ, флюс и прочие расходные материалы. Но при этом всю работу выполняет сварщик. При полуавтоматической сварке человек не только настраивает аппарат, но еще и сам выполняет всю работу. Проще говоря, ведет горелку и формирует шов. Единственное, что выполняется в автоматическом режиме — это подача сварочной проволоки. Отсюда и название «полуавтоматическая сварка».

Зачем нужна полуавтоматическая сварка, если есть автомат?
Многие новички, прочитав эту статью, могут задаться подобным вопросом. Ведь с первого взгляда автоматическая сварка выигрывает во всем. Она экономична, производительна и исключает человеческий фактор. Но, не все так просто.
В большинстве случаев применяется именно полуавтоматическая сварка. Автоматы оправданы только на крупномасштабном серийном производстве, где работы производятся практически без перерыва. Но такие производства составляют очень небольшой процент среди сфер, где применяется сварка. В большинстве случаев у предприятий и мастерских нет необходимости закупать такое дорогое оборудование. Им проще нанять сварщика и применять полуавтоматическую сварку, поскольку она оказывается более целесообразной при сварке в небольших объемах.

Именно поэтому не существует ответа на вопрос: «Что лучше —сварочный аппарат автомат или полуавтомат?». Все зависит от конкретной ситуации. Где-то полуавтомат будет недостаточно эффективен, а где-то автомат съест весь бюджет предприятия и не оправдает себя.
Также учтите, что для автоматической сварки необходимо создать оптимальные условия. Настройка автомата — это дело непростое. Им должен заниматься специалист, понимающий все тонкости и сложности процесса. Машина не обладает интеллектом и порой не способна избежать критичных ситуаций. К тому же, сварочный полуавтомат гораздо дешевле и компактнее автомата. В большинстве случаев его даже можно перевозить вместе с баллоном на специальной тележке. Автомат не может этим похвастаться.
В остальном же, автоматический и полуавтоматический сварочный процесс ничем не отличаются, кроме присутствия человека. И там, и там применяется защитный газ, порошковая проволока или флюс. И там, и там используется присадочный материал и горелка.
Вместо заключения
Сварочные автоматы и полуавтоматы во многом схожи. Единственное отличие заключается в полной автоматизации сварочного процесса. В полуавтоматической сварке мастер должен сам поджигать дугу и формировать шов. Без его участия подается лишь проволока в зону сварки. А при использовании автомата сварка выполняется в автоматическом режиме, сварщику необходимо лишь задать нужные параметры. С остальными процессами аппарат справится самостоятельно.
Теперь вы знаете, что такое полуавтоматическая и автоматическая сварка, чем отличается одна технология от другой и в каких случаях применение автоматической сварки невозможно. Не смотря на то, что все работы проводятся практически без участия сварщика.
Автоматическая и полуавтоматическая сварка под флюсом — один из основных способов выполнения сварочных работ в промышленности и строительстве. Обладая рядом важных преимуществ, она существенно изменила технологию изготовления сварных изделий, таких, как стальные конструкции, трубы большого диаметра, котлы, корпуса судов. Вследствие изменения технологии изготовления произошли изменения и самих сварных конструкций: широко применяются сварно-литые и свар — но-кованые изделия, дающие огромную экономию металла и труда. Однако многие сварочные операции, по технологической необходимости выполняют ручной дуговой сваркой. При ручной дуговой сварке непрерывность процесса обеспечивает сварщик, подавая электрод в зону дуги и перемещая дугу вдоль свариваемого шва. Процесс ручной сварки, обладая рядом преимуществ, имеет два недостатка—малую производительность й неоднородность шва, зависящих от квалификации сварщика. Кроме того, производительность ручной сварки ограничивается максимально допустимым значением сва! рочного тока для применяемых при ручной сварке диаметров электродов. При больших токах электрод длиной 350 . 450 мм сильно перегревается, что затрудняет нормальный процесс сварки.
Механизация движений электрода позволила автоматизировать процесс сварки. Для получения качественных сварных швов взамен электродных покрытий применяют гранулированное вещество, называемое флюсом. Основные принципы автоматической сварки под флюсом были разработаны Н. Г. Славяновым в 1892 г. В 1927 г. Д. А. Дульчевский разработал способ электродуговой сварки под слоем флюса и создал первую автоматическую установку для сварки металлов. Дальнейшее развитие автоматической сварки и внедрение ее в промышленность и строительство осуществлялось Институтом электросварки им. Е. О. Патона, ЦНИИТмашем, ВНИИ электросварочного оборудования и другими организациями.
Автоматическая сварка под флюсом производится с помощью автоматической установки (сварочная головка или сварочный трактор). Эта установка подает электродную проволоку и флюс в зону сварки, перемещает дугу вдоль свариваемого шва и поддерживает стабильное ее горение.
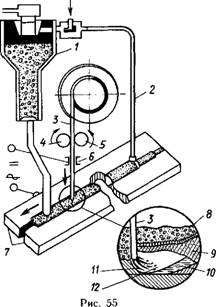
Принципиальная схема автоматической сварки под флюсом представлена на рис. 55. Электродная проволока 3 с помощью ведущего 5 и нажимного 4 роликов подается в зону сварки. Кромки свариваемого изделия 7 в зоне сварки покрываются слоем флюса, подаваемого из бункера 1. Толщина слоя флюса составляет
30 . 50 мм. Сварочный ток подводится от источника тока к электроду через токоподводящий мундштук 6, Находящийся на небольшом расстоянии (40. 60 мм) от конца электродной проволоки. Благодаря этому при автоматической сварке можно применять большие сварочные токи. Дуга 11 возбуждается между свариваемым изделием и электродной проволокой. При горении дуги образуется ванна расплавленного металла 10, Закрытая сверху расплавленным шлаком 9 и оставшимся нерасплавленным флюсом 8. Нерасплавившийся флюс отсасывается шлангом 2 обратно в бункер. Пары и газы, образующиеся в зоне дуги, создают вокруг дуги замкнутую газовую полость 12. Некоторое избыточное давление, возникающее при термическом расширении газов, оттесняет жидкий металл в сторону, противоположную направлению сварки. У основания дуги (в кратере) сохраняется лишь тонкий слой металла. В таких условиях обеспечивается глубокий провар основного металла. Так как дуга горит в газовой полости, закрытой расплавленным шлаком, то значительно уменьшаются потери теплоты и металла на угар и разбрызгивание.
По мере перемещения дуги вдоль разделки шва наплавленный металл остывает и образует сварной шов. Жидкий шлак, имея более низкую температуру плавления, чем металл, затвердевает несколько позже, замедляя охлаждение металла шва. Продолжительное пребывание металла шва в расплавленном состоянии и медленное остывание способствуют выходу на поверхность всех неметаллических включений и газов, получению чистого, плотного и однородного по химическому составу металла шва.
Автоматическая сварка под флюсом имеет следующие основные преимущества перед ручной сваркой:
Высокая производительность, превышающая производительность ручной сварки в 5 . 10 раз. Она обеспечивается применением больших токов, более концентрированным и полным использованием теплоты в закрытой зоне дуги, снижением трудоемкости за счет автоматизации процесса сварки;
Высокое качество сварного шва вследствие хорошей защиты металла сварочной ванны расплавленным шлаг ком от кислорода и азота воздуха, легирования металла шва, увеличения плотности металла при медленном охлаждении под слоем застывшего шлака;
Экономия электродного металла при значительном снижении потерь на угар, разбрызгивание металла и огарки. При ручной сварке эти потери достигают 20 . 30%, а при автоматической сварке под флюсом они не превышают 2 . 5%;
Экономия электроэнергии за счет более полного использования теплоты дуги. Затраты электроэнергии при автоматической сварке уменьшаются на 30 40%.
Кроме этих преимуществ, следует отметить, что при автоматической сварке условия труда значительно лучше, чем при ручной сварке: дуга закрыта слоем шлака и флюса, выделение вредных газов и пыли значительно снижено, нет необходимости в защите глаз и кожи лица сварщика от излучения дуги, а для вытяжки газов достаточно естественной вытяжной вентиляции. К квалификации оператора автоматической сварочной установки предъявляются менее высокие требования.
Однако автоматическая сварка имеет и недостатки: ограниченная маневренность сварочных автоматов, сварка выполняется главным образом в нижнем положении.
Широкое распространение механизированной сварки обусловлено хорошей производительностью и высоким качеством выполнения сварных соединений этим способом. В производстве механизированной (полуавтоматической) и автоматической сварки используются специальные аппараты, называемые автоматами и полуавтоматами. Последний состоит из сварочной горелки и устройства автоматизированной подачи сварочной проволоки. Передвижение горелки вдоль линии шва осуществляется производящим сварку вручную. То есть в полуавтоматической сварке только одна из операций механизирована – подача электродной проволоки.
Оборудование для полуавтоматической сварки
Сварочная установка обычно состоит из набора оборудования, который составляют аппарат для полуавтоматической сварки, источник для питания дуги и приспособление, предназначенное для передвижения заготовки либо оборудования. Последний включает подающие ролики, электрический мотор и коробку переключения скоростей. Подающее сварочную проволоку устройство бывает трех вариантов: толкающего, универсального тянуще-толкающего и тянущего.

Сварочная проволока для полуавтоматической сварки подается по внутренней полости специального шланга. Он, помимо этой резиновой оболочки, имеет еще проволочную спираль в особой оплетке. Устройство гибкого шланга позволяет раздельную подачу сварочных токов, защитного газа и охлаждающей воды. Для них и цепи управления внутри шланге предусмотрены отдельные провода. С учетом типа подающего устройства протяженность гибкого шланга варьируется в пределах 3,5 м. Большая длина нецелесообразна из-за возникающей неравномерности в подаче сварочной проволоки на свариваемый участок.

Главной при работе частью такого сварочного аппарата служит горелка для полуавтоматической сварки. При ее участии в зону проведения соединения подаются сварочная проволока с флюсами и защитные газы. Рукоятка горелки снабжена кнопкой пуска подающего устройства проволоки. Как правило, с ее же помощью открывается газовый клапан.
В ходе производства ручной полуавтоматической сварки важное место занимает вылет электродной проволоки. Под ним подразумевается промежуток от детали до точки подвода электротока. Если он больше, чем нужно, появляется эффект разбрызгивания металла, что нарушает сварочный процесс. В противном случае, если вылет проволоки слишком мал, может начать подгорать наконечник горелки. Постоянство вылета сварочной проволоки для надежной работы оборудования для полуавтоматической сварки обеспечивается специальными сапожками, которых с учетом формы наконечника может быть один (для изогнутого) или два (для прямого).

Сварочная установка при полуавтоматической сварке в защитном газе дополнительно оснащается комплектом газового оборудования. Оно обычно состоит из баллонов с используемыми газами, подогревателя, отсекателя, осушителя, смесителя газов, а также редукторов для их дозирования. Все газы находятся в баллонах с высоким давлением в сжатом состоянии. Не касается это только углекислого газа для полуавтоматической дуговой сварки, поставляемого в виде кислоты в жидком состоянии, заполняющей баллон. Осушитель газа необходим для устранения влажности углекислого газа. С этой целью в нем содержатся осушающие вещества: медный купорос либо силикагель. Кнопка пуска аппарата служит также управлением отсекателем газа. Технологией полуавтоматической сварки предусмотрена подача газа в таком режиме, чтобы обеспечивать защитную газовую среду до зажигания дуги с сохранением ее до окончательного остывания металла еще какое-то время после погашения пламени.
Технология полуавтоматической сварки
Процесс соединения в разных пространственных положениях возможен на различных режимах полуавтоматической сварки. Их изменение вручную продолжительно по времени и отвлекает от работы. Во избежание этого ряд моделей сварочных аппаратов оснащаются специальными приспособлениями для дистанционной корректировки режимов сварки. Они подходят и для выполнения операций, связанных с началом сварки и завершением процесса.
Отдельную группу полуавтоматов составляет универсальное оборудование, позволяющее осуществлять настройку полуавтоматической сварки как для работ в средах защитных газов, так и под флюсом. Например, есть аппараты, предназначенные для полуавтоматической сварки порошковыми проволоками, однако они легко перенастраиваются под газовую сварку обычной электродной проволокой.
Принцип полуавтоматической сварки с использованием флюса заключен в подаче сварочных проволок в область горения дуги особым устройством (сварочной головкой полуавтомата) и последующей сборке флюса для вторичного использования. По ходу ручного передвижения сварочной головки к месту проведения сварки поступает флюс, покрывающий слоем в 4-5 см поверхность детали со сварочной проволокой. Он подается из особой воронки, расположенной в сварочной головке, либо пневматической способом с использованием сжатого воздуха через шланг. Сварной шов, выполненный полуавтоматической сваркой под флюсом, приблизительно на треть составляется из материала присадок, а оставшиеся две трети заполняет расплав основного металла.

К преимуществам полуавтоматической сварки, помимо высокой производительности, относят стабильный сварочный процесс, способность соединять заготовки значительных толщин без скосов кромок, незначительность потерь от разбрызгивание металла и угара, надежная защита сварочной зоны от атмосферного воздействия. Этим способом возможно выполнение различных видов соединений, одно- или многопроходных, с одно- либо двусторонними швами.
Сварка полуавтоматом с применением флюса имеет несколько разновидностей: на весу, на флюсовой подушке, по ручной подварке либо на подкладках (из стали и меди, убирающихся и остающихся). К примеру, односторонняя инверторная полуавтоматическая сварка, выполняемая с неполным проваром без разделывания кромок, требует такого режима, который позволял бы не полностью расплавленному основному материалу удерживать сварочную ванну. А при необходимости полного провара, например, при полуавтоматической сварке труб, требуется обеспечение таких условий, чтобы расплав металла не вытекал через зазоры. С этой целью сварочный процесс ведут такими методами, как сварка на подкладке либо на флюсовой подушке.

Различные флюсы, используемые в этом способе сварки, оказывают существенное влияние на характеристики горения дуги, форму и химический состав металла получаемых швов. От выбора флюса также зависит надежность сцепления поверхности шва со шлаковой коркой. А его состав в значительной мере определяет устойчивость шва к образованию кристаллизационных трещин и пор.


Отправить ответ