
Припой серебряный с флюсом для пайки
Содержание:
 Всем привет! Сегодня немного расскажу как паять серебро оловом своими руками. Такой вопрос часто возникает, когда женская половина просит спаять серебряное кольцо, цепочку или серьги. Для любого радиолюбителя это вызов и повод достать баночки с флюсами.
Всем привет! Сегодня немного расскажу как паять серебро оловом своими руками. Такой вопрос часто возникает, когда женская половина просит спаять серебряное кольцо, цепочку или серьги. Для любого радиолюбителя это вызов и повод достать баночки с флюсами.
Когда можно паять серебро?
Серебро является достаточно мягким металлом, поэтому изделия из него часто ломаются. Например, порвавшуюся цепочку, серьги или треснувшее серебряное кольцо просто относят в ювелирную мастерскую. Но при определенных навыках пайки вполне можно починить изделие в домашних условиях.

Украшения из серебра оловом нужно паять очень осторожно, чтобы не испортить их. Серебро имеет свои особенности и работа с ним происходит несколько иначе, чем, например, с привычным для ремонтников оловом.
Инструменты для пайки серебра
Виды припоя для серебра
Крайне важно выбрать подходящий припой для серебра. В качестве припоя нельзя использовать лом серебра, так как припой должен обладать меньшей температурой плавления, чем материал, который предполагается спаять.
Температура плавления серебра составляет +960 градусов по Цельсию.
Для такого тугоплавкого металла необходим особый припой. Как правило, это сплавы серебра с другими металлами. Такие сплавы приближаются к серебру по надежности, прочности и устойчивости паяного соединения к коррозии.
Чем больше процентное содержание серебра, тем более прочным считается припой. В зависимости от изменения доли серебра меняются и температура плавления, плотность, удельное сопротивление.

В связи с этим чаще всего используют ПСР-3, ПСР-10, ПСР-15, ПСР-25 (число означает содержание серебра в процентах). Если необходима особая прочность соединения и высокая защита от коррозии, то можно взять ПСР-72.

В продаже существует порошкообразные припои, а также состоящие из отдельных кусочков размером в 2-3 мм. Иногда встречаются припои, имеющие форму проволоки или листов. В таком случае подготовить куски нужного размера нужно будет самостоятельно с помощью кусачек.
Для качественной пайки необходимо обеспечить в месте соединения удаление окислов с помощью флюса. Проще всего сделать флюс своими руками из порошковой буры (декагидрат тетрабората натрия) и поташа (карбонат натрия). Компоненты следует смешать в равных частях, предварительно растерев кристаллики буры в мелкий порошок.

Также можно использовать более эффективный магазинный флюс ПВ-209, имеющий повышенную активность. Он состоит из борного ангидрида (до 35%), фтористого калия (до 42%) и тетрабората калия (до 23%). Для получения необходимой консистенции данный флюс следует развести водой либо глицерином.
Одним из самых распространенных готовых флюсов считается канифольный. Это вещество представляет собой особую смолу, образующую пленку на месте пайки, которая препятствует контакту с окружающим кислородом.
Паяльник
При пайке необходимо создать надежное соединение деталей. Если мощность паяльника окажется недостаточной, то образуется холодная пайка и соединение будет не прочнее клея. Как правило, с помощью паяльника можно соединить лишь мелкие детали, используя малое количество серебряного припоя. Пример в следующем видеоролике.
Газовая горелка
Для полноценного расплавления серебряного припоя лучше использовать компактную газовую горелку, имеющую температуру пламени до 1300 градусов Цельсия.

Чаще всего такие горелки заправляют пропаном, но также допускается бутан-пропановая смесь. Для получения более высоких температур используют газовые смеси на основе ацетилена, которые дают пламя с температурой около 2000 градусов Цельсия. Чтобы спаять серебряные изделия, достаточно обычного пропана.
Часто пропан продается в баллончике. На горелке существует специальная система регулировки и наконечник горелки, чтобы пламя подавалось направленно и равномерно. Также регулировать пламя можно при помощи насадок. Для пайки можно установить насадку с плоским носиком.
Способы пайки серебра
Сам процесс пайки серебра мало чем отличается от пайки других металлов, однако существуют некоторые нюансы при работе с паяльником в отличие от газовой горелки.
Пайка серебра паяльником
Предварительно необходимо установить на паяльник тонкое жало. Если мощность паяльника 40 — 60 Вт, то рекомендуется использовать припой ПСР-3, температура плавления которого составляет 315 градусов Цельсия. Этот припой также удобен тем, что внутри него находится смола, исполняющая функции флюса и защищающая сплав от окисления.
Не стоит при починке серебряного изделия в домашних условиях использовать оловянно-свинцовый припой (например ПОС-60 ). Такое соединение может оказаться непрочным, поэтому прибегать к этому припою следует лишь в крайнем случае. Тем более свинец быстро окисляется и дает темный матовый цвет.

Приступая к пайке серебра в домашних условиях, необходимо осуществить следующие действия:
- Тщательно очистить поверхности соединяемых деталей из серебра от различных загрязнений и окислов, обезжирить;
- Нагреть место соединения так, чтобы температура в точке пайки серебра стала выше температуры плавления припоя;
- Подать на место соединения припой вместе с флюсом , удобнее иметь трубчатый серебрянный припой;
- Прогреть образовавшийся стык паяльником, добиваясь расплавления припоя и его распределения между серебряными деталями;
- Дождаться остывания изделия и полировать место соединения, чтобы не было видно следов пайки.
Пайка газовой горелкой

Пайка газовой горелкой с оловом дает более надежное соединение, но требует большего внимания и навыков:
- Необходимо зачистить поверхности соединяемых деталей от черноты, загрязнений и окислов;
- Нанести на место соединения флюс, который может быть как покупным, так и приготовленным самостоятельно;
- Уложить на место спаивания кусочек припоя необходимого размера;
- Аккуратно прогревать изделие вокруг места пайки, следя за положением припоя, чтобы не допустить его сдувания пламенем;
- Когда припой начнет расплавляться, следует увеличить пламя до тех пор, пока припой не образует равномерный шов с блестящей поверхностью;
- После завершения пайки дать остыть и почистить место соединения, чтобы убрать следы флюса . Далее можно заполировать излишки олова.
Прочность паяного соединения
Стоит отметить, что припои из сплавов серебра с медью и цинком достаточно универсальны и могут паять любые металлы. Серебряный припой имеет достоинства в виде высокой прочности, скорости растекания, смачиваемости и устойчивости к коррозии. Паяное соединение с оловом, содержащим серебро получается прочнее свинцового. Недостатком серебряного припоя являются высокая температура плавления и значительная стоимость, поскольку серебро – драгоценный металл.
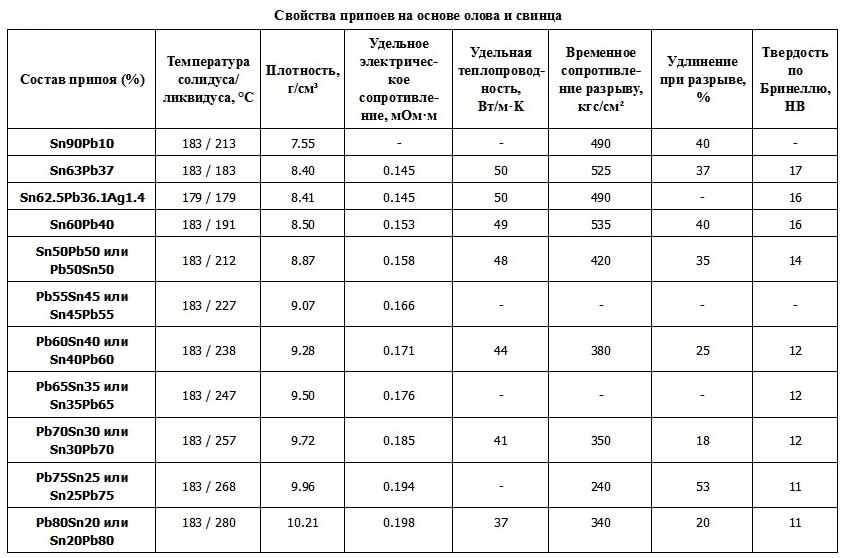
Прочностные характеристики припоя ПСР-1,4 в сравнении с другими припоями показаны в таблице ниже. Даже содержание серебра 1,4 % в припое заметно повышает временное сопротивление разрыву при сохранении низкой температуры плавления.
Число в названии припоя обозначает процентное содержание серебра в нем. Так, сплавы ПСР-2.5, ПСР-15 и ПСР-25 можно использовать при пайке изделий, которые не испытывают значительных нагрузок на шов. Для получения высокопрочного соединения используют припой ПСР-45, состоящий из 45% серебра, 30% меди и 25% цинка. Он обладает высокой вязкостью, ковкостью и текучестью. Паяное соединение будет обладать устойчивостью к коррозии, растяжениям, вибрации и ударам. Припои ПСР-65 или ПСР-80 обладают еще более высокими прочностными свойствами, однако имеют высокую стоимость.
Надо сказать, что серебряный припой весьма сложно найти в продаже, но его можно сделать самостоятельно. Как сделать серебряный припой самостоятельно и как паять газовой горелкой можно посмотреть в видеоролике.
Результатом процесса паяния должно стать образование шва, прочного соединяющего детали и имеющего хорошие физические свойства, в частности, электропроводность.
Достичь такого эффекта позволяют припои на основе серебра. Существует много доступных составов, постоянно применяемых на практике.
Достоинства
 Благородный металл в чистом виде имеет высокую пластичность и температуру плавления. Серебро без добавок применять в качестве припоя невозможно и нецелесообразно. Вкладывать энергию для достижения при 962 ℃ расплавленного состояния и получать в результате мягкий шов не имеет смысла.
Благородный металл в чистом виде имеет высокую пластичность и температуру плавления. Серебро без добавок применять в качестве припоя невозможно и нецелесообразно. Вкладывать энергию для достижения при 962 ℃ расплавленного состояния и получать в результате мягкий шов не имеет смысла.
Выгодно и удобно использовать сплав серебра с другими металлами. Чаще всего добавляют медь. Во многих составах присутствует цинк. В мизерных количествах, не превышающих доли процентов, в металлические композиты вводят железо, свинец, висмут.
Температура плавления серебряных припоев уменьшается пропорционально сокращению массовой доли благородного компонента. Следовательно, уменьшаются затраты энергии и времени на пайку.
Сплавы из группы серебряных припоев хорошо обволакивают рабочие детали, способствуя образованию прочных швов. Места соединений не окисляются; выдерживают механические и вибрационные нагрузки.
Серебросодержащий сплав может применяться для пайки металлических изделий самых разнообразных составов. Для каждой практической ситуации в имеющемся ассортименте можно найти подходящие марки серебряных припоев.
Они имеют разное соотношение компонентов; отличающиеся показатели плотности и удельного электрического сопротивления; могут содержать легирующие добавки, улучшающие технические характеристики.
Процентное содержание серебра
Состав всех применяемых для пайки серебряных сплавов регламентирует ГОСТ.

В маркировках рядом с понятным сокращением ПСр всегда присутствуют числа. Они указывают на процентное содержание серебра.
В целом наблюдается следующая тенденция: сплавы с большой концентрацией благородного металла (50%, 72%) имеют маленькие значения удельного сопротивления. Их используют для формирования соединений с большой электропроводностью.
Серебряные припои с относительно невысокой концентрацией серебра (40-62%) применяют для пайки деталей, которые не будут сильно нагреваться.
Характеристики серебряных припоев в таблицах:



Недорогие металлические сплавы с содержанием серебра от 10% до 45% широко используются в машиностроении. Металлические композиты с низкой концентрацией серебра позволяют получить твердый шов.
Практически все серебряные припои имеют в сплаве железо, свинец, висмут. Суммарное количество добавок составляет чуть более 0,1%.
Многие радиолюбители используют в работе оловянно-серебряные припойные составы, содержащие всего 2% дорогого металла, 62 % олова и 36% свинца. Сплав легко переходит из жидкого состояния в твердое, хорошо проводит электрический ток.
Помимо отечественных материалов поставщиками предлагается большое количество импортных серебряных припоев. Цена на них, естественно, выше, а качество вполне сравнимо с российской продукцией.
Применения недорогих марок
Самое низкое содержание серебра и высокую температуру плавления, равную 830 ℃, имеет припой ПСр-10. Помимо 10% серебра в сплаве содержится 53% меди и около 73% свинца.
Указанное содержание благородного металла является минимально возможным в средствах для твердого спаивания. Образующийся шов выдерживает нагревание до 800 ℃.

Данный серебряный материал предназначен для пайки стальных сплавов, композиций из цветных металлов. Им можно паять латунь с большой концентрацией меди (более 58%).
Важно помнить, что температура эксплуатации спаянных деталей, не должна быть больше температуры плавления данного серебряного припоя.
Сплав, содержащий 12 % серебра, рекомендуют применять для меди; латуни с содержанием меди, достигающем 58 %.
 Пайка недорогим серебряным припоем ПСр-25 позволяет получить особо чистый шов. Содержание серебра, равное 25%, обуславливает не очень высокие прочностные характеристики соединения. В припое также присутствует 40% меди, около 35% цинка.
Пайка недорогим серебряным припоем ПСр-25 позволяет получить особо чистый шов. Содержание серебра, равное 25%, обуславливает не очень высокие прочностные характеристики соединения. В припое также присутствует 40% меди, около 35% цинка.
Для тонкой работы имеющихся показателей стойкости к ударам бывает достаточно. Если предстоит прочно припаять крупные детали, следует выбрать другой состав.
Средний процент серебра
Серебряный припой марки ПСр 40 образует швы с хорошей прочностью и пластичностью. Его рекомендуют применять для работы с подвижными деталями. После застывания соединение может деформироваться без нарушения целостности и прочности.
Невысокая температура плавления позволяет проводить работу дома. Для спайки указанным серебряным припоем пригодны медно-никелевые, нержавеющие, жаропрочные сплавы, бронза, латунь, ковар.

Состав ПСр-45 позволяет прочно припаивать толстые стыки (до 3 мм включительно). Швы выдерживают удары, вибрацию, влияние окислительной среды, не образуют трещин.
Результат во многом обусловлен тем, что расплавленный серебряный припой хорошо обволакивает рабочую зону. Сплав используют для пайки деталей из меди, никеля, стали, бронзы.
Высокий процент серебра
Припой ПСр-65, содержащий помимо обозначенного в маркировке количества серебра, 20% меди и около 15% цинка, имеет узконаправленное применение. Им спаивают полотна ленточных пил.

Серебряный сплав ПСр-70 имеет большую цену. Концентрация благородного металла в нем составляет 70%. Помимо этого в состав входит около 26% меди, приблизительно 3% цинка 0,1% железа, по 0,005 % свинца и висмута.
Этот серебряный припой имеет хорошую электропроводность, применяется при спаивании электрических узлов. Место соединения проводов, полученное данным методом, существенно не уменьшает способность всей системы проводить ток.
 Близки по элементному составу сплавы ПСр-71 и ПСр 72. Они содержат 71% и 72%, соответственно, серебра. Чуть более 0,1% составляют железо, свинец и висмут. В припое ПСр-71 имеется 1% фосфора.
Близки по элементному составу сплавы ПСр-71 и ПСр 72. Они содержат 71% и 72%, соответственно, серебра. Чуть более 0,1% составляют железо, свинец и висмут. В припое ПСр-71 имеется 1% фосфора.
Состав с концентрацией серебра 70-80% применяются для ремонта ювелирных украшений. Другие направления использования ограничивает высокая стоимость припойных материалов с большим количеством благородного металла.
Какие флюсы подходят
Для образования качественного шва при пайке детали предварительно обрабатывают флюсами. Они убирают слой грязи, оксидов с рабочей поверхности; препятствует процессам окисления расплава; уменьшают поверхностную напряженность жидкого металла.
Благодаря флюсам припойная масса полностью обволакивает необходимые для пайки части деталей, способствует их прочному соединению.

В качестве флюсовой добавки часто применяют насыщенный раствор буры. Готовят его просто:
- В сухой порошок вливают тонкой струйкой дистиллированную воду и греют смесь до прозрачного состояния.
- После остывания из насыщенного раствора выкристаллизовывается осадок.
- Если жидкости над осадком получилось много, ее сливают.
- Остальную массу растирают до состояния густой сметаны.
Полученный таким методом флюс можно использовать в диапазоне температур от 500 до 900 ℃.
 Альтернативный вариант – готовое средство, содержащее около 35% ангидрида борной кислоты, 42% фторида калия, около 23% тетрабората калия.
Альтернативный вариант – готовое средство, содержащее около 35% ангидрида борной кислоты, 42% фторида калия, около 23% тетрабората калия.
При желании подобный флюс можно сделать самостоятельно. Сначала следует прокалить фторид калия на обычном противне. Для этого достаточно прогревания при температуре 250 ℃ на протяжении 4 часов.
Все компоненты нужно аккуратно взвесить, перемешать, расплавить, охладить.
Застывший сплав, расколов на куски, следует тщательно измельчить. Можно взять для этого мельницу. В конечном итоге должен образоваться мелкий порошок, типа пудры.
Для получения однородного флюса порошок нужно просеять и быстро закрыть герметично. Он может поглотить влагу из воздуха, потерять свойства.
При необходимости особо тщательного заполнения всех микрополостей в рабочей зоне применяют флюсы с тетрафторборатом калия, для приготовления которого нужна плавиковая кислота. Получение такого флюса требует специальных условий и навыков. Лучше приобрести готовую смесь.
Следующие образцы эксклюзивной линейки сварочных, наплавочных материалов и припоев производства Castolin-Eutectic являются идеальными для ремонта и увеличения срока службы промышленного оборудования. Если вам требуются материалы, не упомянутые ниже, пожалуйста, свяжитесь с нами.


Отправить ответ