
Приспособа для притирки клапанов
Содержание:

Притирка клапанов головки цилиндров пожалуй самый ответственный этап ремонта ГБЦ. Прежде чем начинать ремонт головки, не забудьте проверить плоскость головки и наличие трещин.
От того насколько качественно были притерты клапана ГБЦ при ремонте, зависит качество и срок их работы, а также и работа всего двигателя. Притирать клапана ГБЦ к клапанному гнезду необходимо в том случае, если вы меняете клапана или, и клапанные втулки.
Что понадобится нам для этой процедуры:
1. Стружка наждачного камня и немного моторного масла, для приготовления притирочной пасты аля колхоз привет из девяностых. Можно купить готовую, эффект тот же.
2. "Шарошка" для снятия небольшого выработонного слоя металла на клапанном гнезде.
3. Новые клапана.
4. Непосредственно сам инструмент для притирки клапанов.
С первым думаю все понятно, объяснять откуда берется и где раздобыть стружку наждачного камня думаю не стоит.
Второе "шарошка", с этим сложнее. Шарошка представляет из себя наставку для клапанного гнезда, сделанную по форме посадки клапана, в зоне соприкосновения с клапанным гнездом имеются зубья, которые и снимают выработку с клапанного гнезда. В наше время если хорошо постараться, можно подобрать шарошку практически к любой ГБЦ. Шарошку подобрали, теперь ставим ее на клапанное гнездо и начинаем вращать. Вращаем аккуратно до тех пор, пока на клапанном гнезде не образуется блестящий чистый круг по форме и размеру рабочей области нового клапана.
Новые клапана — от их качества зависит многое, а качество зависит от цены… думайте сами…
Приспособление для притирки клапанов.
Можно сделать самостоятельно за пол часа, если руки растут откуда надо. Для этого нам потребуется:
• трубка длиной 10-20 см, с отверстием внутри (диаметр отверстия должен быть на 2-3мм больше чем диаметр стержня вашего клапана).
• дрель, сверло на 8.5мм
• контактная или газовая сварка (автоген).
• гайка и болт 8мм.
Берем нашу трубку, берем дрель и почти около самого края (за 7-10мм) сверлим отверстие 8.5мм. Далее берем гайку и аккуратно, чтобы не испортить резьбу, привариваем ее над просверленным отверстием так, чтобы можно было закрутить болт и он мог достать до противоположного края трубки. Затем делаем рукоятку для нашего приспособления, загинаем ее прямым углом или же навариваем на другой конец поперечную трубку так, чтобы вам было удобно её держать и работать. К слову на сегодняшний интернет магазины инструментов пестрят всякими вариантами притирочных приспособлений, правда цена немного кусается.
После того как все готово можно приступить к притирке.
1. Берем новый клапан, вставляем в клапанную втулку.
2. стружку наждачного камня смешиваем с моторным маслом в пропорции примерно 21, чтобы смесь стала похожа по вязкости на шампунь.
3. готовым раствором смазываем края рабочей зоны клапана так, чтобы раствор попал на шарошенную часть клапанного гнезда (больше нигде мазать не нужно).
4. берем наше приспособление для притирки и одеваем на стоящий в клапанной втулке и смазанный притирочной пастой клапан, в гайку закручиваем болт и зажимаем клапан в приспособлении как можно крепче. Далее берем наше приспособление за рукоятку и методично, по ходу работы клапана начинаем его притирать: вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо. По мере трения притирочная паста будет стекать, выдавливаться, поэтому следите за тем, чтобы притирочное место было хорошо смазано притирочной пастой.
После нескольких минут этого адски неудобного и напрягающего процесса можно посмотреть что же там получается. Если среди грязного цвета смеси увидите блестящую непрерывающуюся полосу на клапанном гнезде, значит можно приступить к последнему этапу: насыпать сухой стружки дальше тереть уже на сухую. Когда придет время, клапан начнет скрипеть и издавать разные звуки, это и будет сигналом того что он хорошо притерся.
Проверить качество притирки клапанов можно так: полностью собранную головку положить на бок и в коллекторные отверстия залить воды или солярки, если вода не капает через клапаны, значит клапана притерты хорошо, если же капает то… сами знаете.
На клапан и седло наносится необходимое количество притирочной пасты, клапан устанавливается на свое место в ГБЦ.
Если используется присоска, ее устанавливают на тарелку клапана.
Инструмент должен работать на малых оборотах — предпочтение следует отдавать низкооборотной дрели или шуруповерту. Отпускайте курок дрели при соприкосновении клапана с седлом, касание должно производиться при сбросе. Не надо прикладывать никаких усилий, это значительно повышает риск неправильной притирки.
Это самый простой и доступный способ притереть клапан, он не требует никаких специальных навыков. Устройство само контролирует угол и частоту вращения, которые являются оптимальными. Скорость работы еще выше, чем у дрели — для притирки одного клапана достаточно всего нескольких минут.
Также отметим, что тестируемый нами набор для притирки клапанов имеет очень удобную для хранения упаковку — пластиковый противоударный кейс. Это может стать дополнительным плюсом, например, для применения в условиях автосервиса.
Главные преимущества: очень высокая скорость работы, простота и удобство использования, отсутствие требований к навыкам и гарантированно высокое качество.
Пневмомашинка для пристукивания имеет минимальные требования к навыкам использования. При отсутствии опыта обучение происходит прямо в работе, за первые же минуты. Также приспособление полностью исключает риски повредить детали и испортить что-либо.
Главные преимущества: заведомо гарантированное качество, самое точное притирание за счет имитации работы клапана в двигателе.
Мы отобрали шесть параметров, которые имеют наибольшее значение:
- Скорость.
- Удобство использования. Этот параметр также оказывает влияние и на общую скорость работы.
- Не требуется спец. навык. Чем выше оценка, тем легче пользователю провести правильную притирку клапана.
- Отсутствие рисков. Чем выше оценка, тем меньше вероятность что-то сделать неправильно или испортить детали.
- Качество. Чем выше оценка, тем точнее выполнена операция.
- Стоимость. Чем меньше расходов на тот или иной способ, тем выше бал.
Как видно из таблицы, специальные пневмо-приспособления для притирки значительно превосходят ручной способ и дрель. Если откинуть параметр стоимость и смотреть только на качественные показатели, то оба метода проигрывают пневматическим машинкам с разгромом.
Выдающиеся показатели и наибольший итоговый бал по результатам тестов у машинки для притирки клапанов вращением. Максимальное количество баллов не сумел набрать ни один из участников — что же, идеального во всем инструмента не существует. Места распределились следующим образом:
Последнее место, 22 балла — ручной способ, который прогнозируемо позади всех остальных. В настоящее время клапаны притираются ручным способом либо для получения удовольствия от процесса (да-да, бывает и такое), либо при полном отсутствии доступа к современному инструменту.
Предпоследнее место, 24 балла — дрель. Несмотря на высокую скорость работы, дрель опережает ручной метод всего на несколько пунктов. Прежде всего это связано с высокими рисками неправильной притирки и порчи деталей, а также с повышенными требованиями к специальным навыкам.
Второе место, 45 баллов — машинка для пристукивания. Несильно уступает первому месту, зато обеспечивает самую точную и правильную притирку клапана.
Первое место, 48 баллов — машинка для вращения. Лидирует практически по всем показателям и является оптимальным решением для притирки.
Для испытаний использовалось следующее оборудование:
- Приспособление для ручной притирки клапанов Licota ATA-0003A
- Электрическая дрель Hitachi D10VC2
- Пневматическая машинка для притирки клапанов вращениемLicota ATA-1100
- Пневматическое приспособление для притирки клапанов пристукиваниемLicota ATA-1401
В ГаражТулс вы можете купить профессиональное оборудование для притирки клапанов. Цены и подробные характеристики смотрите в нашем каталоге.

Такая операция, как притирка клапанов входит в перечень работ по капитальному ремонту двигателя. Направлена она на обеспечение как можно плотной посадки тарелки клапана к седлу, тем самым по максимуму снижая возможность пропускания топлива в цилиндры или прорыв выхлопных газов.
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.
В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
- При подгорании клапана или седла;
- При прогорании тарелки клапана;
- При замене их в случае повреждения, в общем, всегда, когда возникли проблемы с данными элементами.
Требуемый инструмент для притирки клапанов
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.
Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.
Приспособления для выполнения работ, пасты для притирки
Пройдемся по приспособлениям для клапанов.
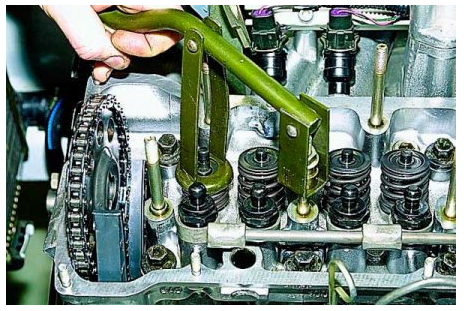
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.
Этим приспособлением пружины клапана сжимаются, тарелка крепления клапана опускается вниз, высвобождая сухари, и они извлекаются.


Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.

При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.

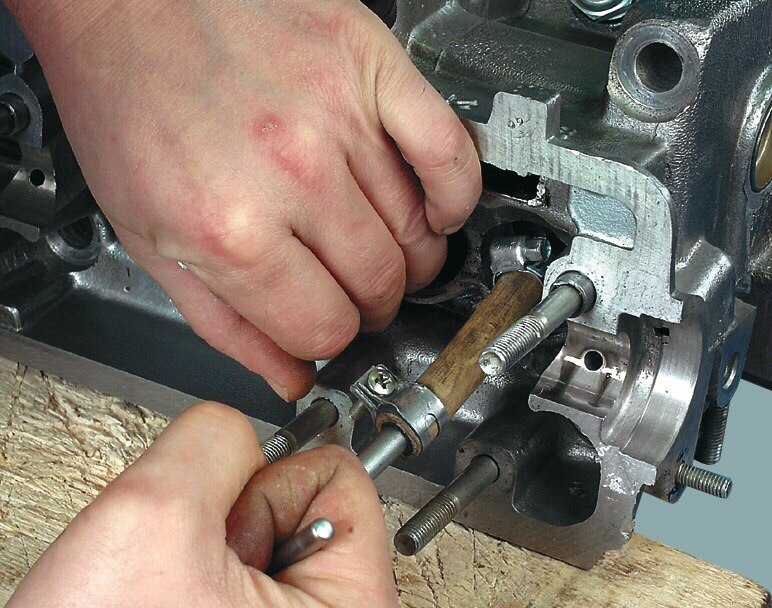
Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.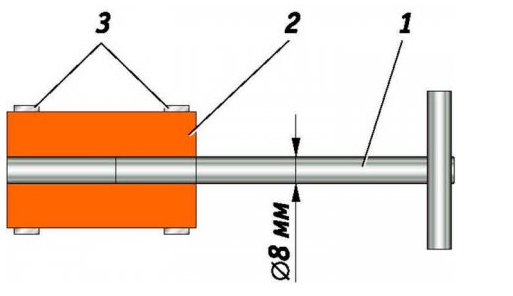
1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Для притирки клапанов своими руками одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.
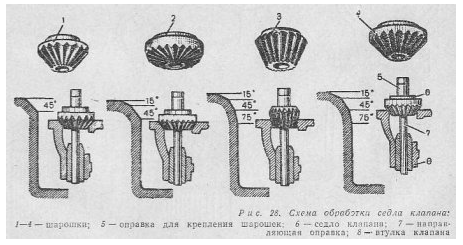
Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.



Используют ее для того, чтобы обработать поврежденную поверхность седла.
Процесс притирки клапанов
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
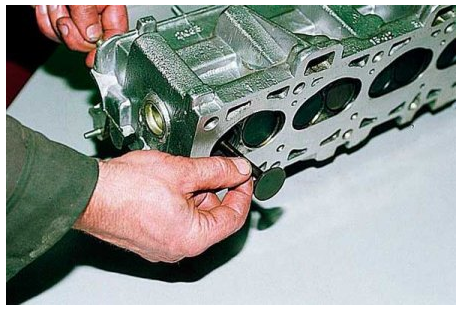
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.
После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.

Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.
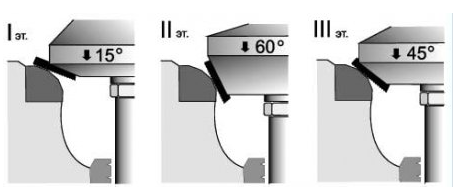


После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.

Для этого на фаску клапана наносится немного пасты для первичной обработки.
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.


Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.
На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.

Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.

Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.

Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Как обычно, для закрепление нашего материала мы предлагаем вам посмотреть видео о ток, как притереть клапана своими руками подручными средствами.


Отправить ответ