
Приспособления для электроэрозионных станков
Содержание:
Обработка дерева и металла
Приспособления для рихтовки электродной проволоки. Точность электроэрозионной обработки и форма отверстий во многом определяется точностью и правильностью геометрической формы проволоки, из которой изготовлен электрод, а также режимами обработки. Электродная проволока поставляется, как правило, навитой в бобины. Для изготовления электродов ее режут на отрезки определенной длины и подвергают рихтовке. Для обеспечения повышенной жесткости проволоку также подвергают нагар-товке. Однако механическая рихтовка не всегда обеспечивает требуемую правильность формы, поэтому применяют правку с нагреванием.
На рис. 1, а показана схема устройства для рихтовки проволоки с нагреванием. Проволоку зажимают между подпружиненным роликом и зажимной скобой. При нажатии на кнопку замыкается электрическая цепь, и к проволоке через понижающий трансформатор подается напряжение, величина которого регулируется переключателем. Проволока нагревается и под действием приложенного продольного усилия пружины растягивается и выпрямляется. Для предотвращения окисления проволоки при ее нагревании рихтовку производят в защитной среде, например в аргоне. На рис. 1, б изображено приспособление для рихтовки проволоки в защитной среде.
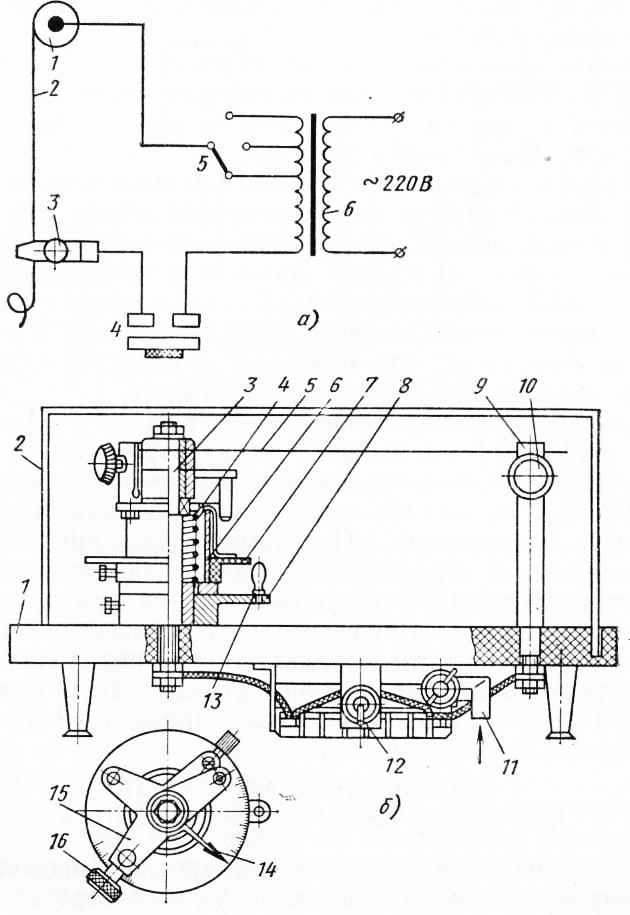
На электроизоляционной плите под герметичным кожухом расположена стойка с зажимным винтом. Для натяжения проволоки служит приспособление, состоящее из оси, на которой под действием пружины вращается рычаг с винтом для зажима проволоки. Рычаг может быть закреплен относительно стакана в любом положении. Стрелка связана с рычагом и служит для указания положения. Указательный и установочный диски закреплены на стакане. Для поворота диска имеется рукоятка. На указательном диске нанесены деления, по которым можно оценивать величину натяжения проволоки. При включении тумблера через ось и стойку проходит ток, нагревая электродную проволоку. Для подачи инертного газа под герметичный кожух предусмотрен патрубок.
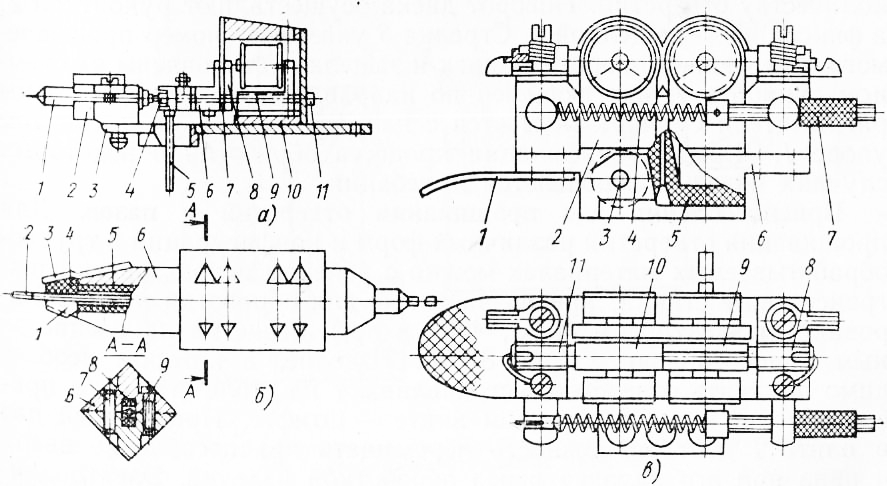
Приспособления для подачи электродной проволоки в зону обработки. Для обеспечения подачи, правильного направления и прямолинейности оси электрода при прошивании отверстий используют приспособление, схема которого показана на рис. 2, а.
Отрихтованная электродная проволока через направляющую втулку подается к роликам, которые приводятся во вращение от электродвигателя-регулятора через тонкий вал. Ролики укреплены в корпусе и получают вибрацию от вибратора, состоящего из. сердечника с катушкой, якоря, корпуса и консольно закрепленной мембраны. После роликов электродная проволока попадает в заборную воронку кондуктора, установленного в призме, закрепленной на пластине. Дальнейшее направление проволоки осуществляется кондуктором (рис. 2, б), состоящим из двух металлических наладок, соединенных винтами и фиксированных от относительного смещения штифтами. Предварительное направление электрода осуществляется через отверстие, образованное эбонитовыми пластинами. Окончательное направление осуществляется алмазной призмой, состоящей из двух неподвижных камней, образующих собственно призму, и рубинового камня, поджимаемого сверху пружиной.
Имеются приспособления, в которых подача электрода осуществляется с помощью токопроводящих (медных) роликов с изолированными осями вращения (рис. 2, в). Направляющий ролик, получающий вращение от электродвигателя-регулятора, имеет треугольную канавку, которая направляет электрод. Прижим электрода осуществляется роликом. Сила прижатия роликов друг к другу регулируется пружиной с помощью гайки. Поджимной ролик укреплен в качающейся на оси серьге. Приспособление смонтировано в корпусе. Подвод тока осуществляется одновременно к обоим роликам с помощью шёток. Электрод к роликам подается через направляющую изоляционную втулку. Для отжатия прижимного ролика при смене электрода предусмотрена рукоятка.

Приспособления для установки и закрепления изделий. Важным условием получения отверстий правильных по форме и размерам является обеспечение точной и надежной базировки и фиксации обрабатываемых изделий относительно подаваемого электрода-инструмента. Обычно приспособление создается применительно к конкретному изделию или группе подобных изделий. На рис. 3 представлена схема приспособления для последовательного электроэрозионного прошивания нескольких отверстий в распылителе форсунки. Приспособление основанием устанавливают на суппорте электроэрозионного станка. Распылитель гайкой закрепляют на направляющей игле, которая расположена на поворотном диске, имеющем количество пазов, соответствующее количеству отверстий. Поворот диска осуществляют рукояткой на фиксацию — защелкой. Стрелка указывает номер прошиваемого отверстия. Поворотный диск и защелка установлены на съемном суппорте, двигающемся по направляющим. Для смены распылителя суппорт снимается с направляющих при откинутом упоре. Для интенсификации процесса обработки в некоторых случаях изделию сообщаются колебания.
Приспособления для прошивания отверстий и пазов. Для прошивания отверстий различных форм и конфигураций в труднообрабатываемых материалах можно с успехом использовать электроискровые станки, предназначенные для обработки непрофили-рованным электродом (4531, 4532 и др.), оснастив их специальным приспособлением. Изделие, в котором необходимо получить отверстие, устанавливают на столе станка, а приспособление — на посадочном винте — штифте. Продольный паз. в плите дает возможность перемещать приспособление вверх и вниз при его наладке перед обработкой изделий. Электродвигатель переменного тока, предназначенный для сообщения вращения электроду-инструменту, крепят к плите винтами и соединяют изоляционной муфтой с осью приспособления, на которую насажен патрон или цанга с электродом. Ось опирается на два шариковых подшипника, запрессованных в корпусе, который, в свою очередь, крепят к плите хомутиком. Питание к электроду подводится через клеммовое соединение. При прошивании фигурного отверстия профилированным электродом электродвигатель не включается, и вращение электрода-инструмента не осуществляется.
Для обработки отверстий в зажимных цангах с твердосплавными вставками служит приспособление. Оно состоит из обоймы с гнездами, выполненными по форме цанги и зажимной гайки. Обрабатываемую цангу вставляют в гнездо и зажимают гайкой. Электрод-инструмент соответствующего диаметра, зажатый в электрододержателе станка, выставляют строго по оси цанги. Обработку детали производят, перемещая электрод вниз.
Для выполнения узких прорезей в цанге используют приспособление, состоящее из призмы, прижимного винта, прижима, крепежного винта. Цангу укладывают цилиндрической частью в паз, предусмотренный в призме, и зажимают. Тонкую плдстину-электрод закрепляют в электрододержателе станка. Узкие прорези получают при перемещении электрода вниз.
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Зависи»ое от явт. -hèëåråëüñrâ;! №вЂ”
Заявлено 06.ХII.!97! (№ 1721260 25-8) >, !i, В 23р 1,02 с присоединением заявки ¹â€”
Опубликовано 15.V.!973. Бюллетень № 2! УДК 621.9.048,4(088.8)
Дата опубликования описания 6.VI.1973
Комитет по делам изобретений и открытий при Соеете Министраз
Ю. А. Васильев и В. В. Никулин
Ижевский завод тяжелых бумагоделательных машин
ПРИСПОСОБЛЕНИЕ К ЭЛЕКТРОЭРОЗИОННОМУ СТАНКУ
Изобретение относится к технике электроэрозионной обработки и может найти применение в промышленности для извлечения сломанного инструмента и деталей крепления, а также прошивки отверстий при разли гной ориентации обрабатываемых поверхностей крупногабаритных деталей.
Известно приспособление к электроэрозионному станку с механизмом подачи электрода, устройством для прокачки раоочсй жидкости и накладной ванной.
Предлагаемое приспособление отличается от известного тем, что опо выполнено в виде быстросъемного основания, соединяемого байонетным зажимом с корпусом B нижней части которого расположена напорная камера с кольцевым соплом, через центр сопла проходит электрод, закрепленный в электродержателе, связанном гибким тросиком со шпинделем станка. Это позволяет расширить технологические возможности копировально-Ilpoшивочных станков.
На фиг. 1 изображено предлагаемое приспособление; па фиг. 2 — схема установки приспособления.
В корпусе 1 приспособления помещен подвижный электрододержатель 2 со сменным электродом 8 и токоподводящей шиной 4.
Электрододержатель изолируется втулками 5 и б, пробкой 7 и поршнем 8 и перемещается под действием пружины 9 и тросика 10, заключенного в оболочку 11. Корпус, втулка 12 и крышка 18 образуют напорную камеру. Корпус имеет байонстпый замок для соединения
5 с основанием 14.
Приспособление работает следующим of)разом.
Приспособление ориентируется путем совмещения осп технологической втулки, закрепляемой вместо корпуса в байонетном замке основания с осью сломанного инструмента, детали крепления плп прошпваемого отверстия. После ориентировки основания и закрепления его ва детали 15 любым общеизвестным способом вместо тсхнологпчсской втулки устанавливается корпус приспособления.
Байонетный замок позволяет менять электрод без разорпентпровкп основания, а тросик и оболочка тросика, связанные со шпинделем 16 и корпусом инструментальной головки 17 станка 18, позволяюг устанавливатв приспособление при различной ориентации обрабатываемых поверхностей крупногабаритных деталей без перемещения станка или его
Диэлектрик подводится в рабочую зону под давлением от насосной станции 19 станка гибким шлангом 20 через напорную камеру и кольцевую щель между втулкой и крышкой.
30 Получаемая струя диэлектрика омывает элект380419
Составитель Г. Ермаков
Редактор С. Титова Текред Г. Дворина Корректор Е. Сапунова
Заказ 467 Изд. ¹ 524 Тираж 888 Подписное
ЦНИИПИ Комитета по делам изобретений и открытий при Совете Министров СССР
Москва, Ж-35, Раушокая наб., д. 4/5
Типография № 24 Союзполиграфпрома, Москва, 121019, ул. Маркса — Энгельса, 14 род и спп ае: огпап, .ение с,шла ме/кду осью !!pi!crioсcоо.-;ei!! ÿ !!;= pTi. ал ьпой ли ни е1п Сток диэл с;-. Изобретение относится к области машиностроения и может быть использовано в металлообрабатывающих станках при конструировании двухкоординатных суппортов, преимущественно, электрохимических и электрофизических станков
Электроэрозионная обработка обеспечивает высокую точность формообразования и получения заданных размеров, а также высокую воспроиз¬водимость качества изготовления. Поскольку можно обрабатывать заготовки после их термообработки, устраняется коробление деталей. Отпадают также операции по удалению заусенцев.
Широкие возможности формообразования при электроэрозионной обработке нередко позволяют получить решения, недостижимые при других технологических процессах или осуществимые лишь с очень большими затратами.
Особенность электроэрозионных станков заключается в том, что в одной установке сочетаются самые современные конструктивные решения, гидравлическое оборудование, сильноточная электро-ника и сложное программное и электронное управление.
Развитие технологии электроэрозионной обработки
Появление мощных планарных транзисторов привело к созданию в 1960-65 годах статических импульсных генераторов, обеспечивших более высокие скорости съема, малый износ электрода-инструмента, увеличение площади обработки. Выпуск микросхем и устройств ЧПУ обусловило в 1965-1975 гг. разработку вырезанных ЭС с ЧПУ типа CNC и копировально-прошивочных ЭС с программно-управляемой планетарной обработкой, которые обеспечивают, так называемую конусную обработку матриц и пресс-форм.
Влияние CNC на развитие электроэрозионной обработки было поистине революционным. Освоение выпуска микропроцессоров позволило в 1975-1985 гг. создать полностью программируемые электроэрозионных станков с диалоговым программированием, автоматической сменой фасонных электрода-инструмента и автоматической заправкой проволочного ЭИ, которые обеспечивают гибкость применения и обладают программируемой автономией.
Наконец, появление микросхем запоминающих устройств с большим объемом памяти обеспечило возможность разработки с 1985 г. обрабатывающих центров (многоцелевых станков) и ГПС для электроэрозионной обработки, встраиваемых в интегрированные производственные системы с управлением. До 1984 г. выпуск копировально-прошивочных электроэрозионных станков превосходил выпуск вырезных станков, однако в последние годы фокус исследований, разработок и маркетинга сместился в область последних.
За последние 5-7 лет технологические характеристики электроэрозионных станков улучшились революционно. В первую очередь это относится к вырезным станкам с проволочным электродом-инструментом. В настоящем разделе рассмотрены достижения в области важнейших тех-нологических характеристик: производительности, шероховатости обработанной поверхности и точности обработки, а также новые возможности формообразовании при электроэрозионной обработке, достигнутые благодаря многокоординатному управлению, и высокоскоростной обработке отверстий и стержней малого и сверхмалого диаметров.
Производительность электроэрозионной обработки
Стремительную динамику увеличения скорости вырезания проиллюстрируем на примере станков японских фирм, лидирующих в этой области. Численные данные в этом разделе относятся к обработке заготовок из инструментальных сталей, удельный вес которых в номенклатуре обрабатываемых на вырезных электроэрозионных станках деталей доминирует.
Скорость вырезания на вырезных станках фирмы Джапакс увеличилась за десятилетие с 20 до 300 мм3/мин, на станках фирмы Мицубиси с 70 до 250 мм^/мин, на станках фирмы Хитати с 60 до 300 мм^/мин. На увеличение скорости электроэрозионного вырезания проволочным электрод-инструментом влияют следующие основные факторы: параметры импульсов разрядного тока, условия подвода рабочей жидкости и характеристики ее потока, материал и качество электрод-инструмента, способ защиты проволоки от обрывов.
При вырезании проволочным ЭИ (диаметр 0,05.. .0,3 мм) используют импульсы микросекундного диапазона и прямую полярность включения электродов (деталь-анод). Эта длительность обусловлена тем, что через несколько наносекунд после пробоя ионный компонент разрядного тока увеличивается во времени по экспоненте, резко увеличивая вероятность обрыва проволоки.
Точность электроэрозионной обработки
Точность обработки зависит от множества факторов и характеристик. К одной группе относятся характеристики станка: жесткость конструкции, точность и повторяемость позиционирования по различным осям, динамические характеристики приводов, определяющие точность управления контурной обработкой, уровень температурных деформаций, стабильность параметров импульсов генератора, устойчивость устройства ЧПУ к помехам, особенно от разрядов, чувствительность и качество серворегулирования, параметры рабочей жидкости й т.д. и т.п.
К другой группе относятся технологические характеристики и приемы, а также обстоятельства, зависящие от человека. Как указывалось в технологических инструкциях фирмы AGIE, ‘точность создается не приборами, а человеком, который понимает свое дело и способен измерять, наблюдать, думать и все время учиться’. Чрезвычайно важны тщательность и умение оператора, технолога и программиста, влияние окружающей среды на станок и обслуживающий персонал (колебания температуры, колебания напряжения питающей сети, атмосфера помещения, освещение, шум и др.), материал и способ термообработки заготовки и т.д. Допускаемая максимальная высота неровностей Rmax .поверхности не должна превышать половины поля допуска, а допускаемая неточность измерения не должна быть более 1/5 поля допуска. Таким образом, точность обработки прямо зависит от величины шероховатости обработанной поверхности.
Проиллюстрируем связь точности вырезания контура проволочным ЭИ с шероховатостью поверхности по режимам многопроходной обработки, приведенным в работе [14]. После первого реза с шероховатостью поверхности 18-20 мкм Rmax точность контура составила ±0,02 мм, после второго прохода с шероховатостью поверхности 8-10 мкм Rmax точность составила *±0,01 мм, после третьего прохода с шероховатостью 5—6 мкм Rmax точность достигла ± 0,007 Мм, после четвертого прохода с шероховатостью 2-3 мкм Rmax была получена точность ±0,005 мм.
Для повышения точности обработки конструкции современных электроэрозионных станков созда  ют на основе моделирования жесткости, вибрационной стойкости и температурных деформаций во времени. Например, в станках фирмы Мицубиси используется обдув Станины и колонны, что повышает точность шариковых винтов и сохранение ее в течение длительного времени. Нагнетаемый воздух фильтруется, чтобы исключить абразивный износ винтов от пыли.
ют на основе моделирования жесткости, вибрационной стойкости и температурных деформаций во времени. Например, в станках фирмы Мицубиси используется обдув Станины и колонны, что повышает точность шариковых винтов и сохранение ее в течение длительного времени. Нагнетаемый воздух фильтруется, чтобы исключить абразивный износ винтов от пыли.
В станках фирмы Фанук (Япония) при компенсации с помощью устройства ЧПУ шаговой ошибки винтов суммарная ошибка позиционирования на 300 мм хода составляет 1- 1,5 мкм, при этом повторяемость отработки перемещений составляет 1 мкм , За 4 часа работы станка рабочая жидкость нагревается с 26 до 40°С, при этом точность позиционирования изменяется на 300 мм хода на 45 мкм. При стабилизации температуры рабочей жидкости (суммарный нагрев не превышает 1
С) точность позиционирования составила через 4 часа работы станка 2 Мкм на 300 мм хода.
Обработка отверстий и стержней малых размеров
В процессе электроэрозионной обработки отсутствуют механические силы, характерные для обработки резанием, что позволяет использовать маложесткий инструмент для изготовления отверстий, пазов, канавок и т.п. или обрабатывать маложесткие детали типа плоских пружин, мембран, стержней малых размеров.
Последнее время электроэрозионной обработки отверстий малого диаметра шире используется при перфорации турбинных лопаток для их охлаждения, прошивки микроотверстий в фильерах для химической, кабельной промышленности, изготовления начальных отверстий в заготовках, подлежащих обработке на вырезных электроэрозионных станках, а также отверстий в деталях из поликристаллического алмаза и композиционного материала.
Технологические возможности и характеристики современных вырезных станков
Области применения вырезных электроэрозионных станков с проволочным электрод-инструментом, по данным фирмы Мицубиси, можно охарактеризовать следующим образом:
- Штампы с двух координатными профилями — Детали вырубных штампов, штампов для прессования металлокерамики, вытяжные штампы, экструзионные матрицы
- Штампы с трехкоординатными профилями — Вырубные штампы пресс- форм для пластмассовых деталей
- Электроды-инструменты для копировально-прошивочных станков — ЭИ для сквозного прошивания, ЭИ для обработки полостей, ЭИ для обработки конусных полостей.
- Опытные детали и партии — Изготовление прототипов, кулачков, небольших партий деталей, деталей из специальных материалов
- Профили и шаблоны — Различные шаблонные плиты, копиры для копировальных станков
- Трудновыполнимая обработка — Фильеры для синтетического волокна, щели специальной формы, стандартные разрезы.
Возможности формообразования и применение вырезных станков расширены путем получения линейчатых профилей с отличающимися по форме контурами верхнего и нижнего торца детали. Это позволяет изготавливать пресс-формы для деталей с трехмерными профилями. Такие профили имеют крыльчатки вентиляторов, решетчатые элементы фильтров, лопатки турбин, жидкостные сопла и другие детали, которые успешно изготавливаются на современных вырезных станках.
С использованием сменных плит-спутников стало возможным изготавливать детали основного производства, например, автомобильные детали с наклонными поверхностями, детали приборов и т.п.
Устройства для автоматической заправки проволоки позволяют эффективно  изготавливать штампы последовательного действия, сетки с фигурными ячейками, штампы для микро двигателей и т.п. В упомянутой работе приведен пример изготовления сетки, имеющей 61 шестиугольную ячейку, каждая размером 3,5 мм (диаметр начальных отверстий 2 мм, обработка осуществлена в несколько проходов).
изготавливать штампы последовательного действия, сетки с фигурными ячейками, штампы для микро двигателей и т.п. В упомянутой работе приведен пример изготовления сетки, имеющей 61 шестиугольную ячейку, каждая размером 3,5 мм (диаметр начальных отверстий 2 мм, обработка осуществлена в несколько проходов).
Другой пример относится к микрообработке — изготовление фильеры для волокна вольфрамовой проволокой диаметром 0,2 мм: центральное отверстие имеет диаметр 0,2 мм, ширина трех пазов, симметрично расходящихся из центрального отверстия, 0,035 мм, на концах пазов отверстия диаметром 0,1 ММ. Шероховатость обработанной поверхности
Новейшие технологические возможности современных электроэрозионных станков могут быть охарактеризованы следующим образом: точность обработки с применением многопроходной обработки достигает 2 мкм; максимальная скорость вырезания по стали достигает 260 ммЗ/МИц при толщине детали 40-70.мм, однако практически’ используемая производительность составляет 100-150 мм/мин; максимальная толщина обрабатываемых заготовок достигает 400 мм; углы обработки наклонной проволокой увеличены до 30° (необходимы, например, при изготовлении фасонных твердосплавных резцов, экструзионных матриц и т.п.)
ВЫВОДЫ
- Скорость вырезания стальных деталей на вырезных станках с проволочным ЭИ увеличилась многократно, составляя 250-320 мм^/мин, для чего амплитуда и фронты импульсов разрядного тока достигают соответственно 500. 1000 А и 500. 1000 А/мкс. Скорость съема на копировально-прошивочных станках может быть увеличена дополнительно в 1,5-2 раза путем автоматического регулирования рабочего тока в зависимости от текушей площади обработки, контурной обработки с ЧПУ электродами простой формы, использования рабочей жидкости на водной основе взамен углеродсодержащей, применения интенсивного отсоса продуктов обработки из межэлектродной полости.
- Шероховатость обработанной поверхности достигает на копировально-прошивочных операциях 0,04-0,2 мкм Ra* при этом площадь обработки ограничена эффектом межэлектродной емкости. Производительность финишных операций может быть многократно увеличена путем введения в рабочую жидкость порошков кремния, графита или алюминия.При вырезании проволочным электрод-инструментом и применении высокочастотных (до 10 МГЦ) импульсов переменной полярности достигается шероховатость поверхности 0,04-0,08 мкм Ra.
- Точность вырезания проволочным электрод-инструментом увеличена в среднем до ±5 мкм и может достигать ±2 мкм, при этом необходимо применять многопроходную обработку. Коррекция кинематических погрешностей винтов и подача электродов может осуществляться с дискретностью 0,1 мкм.Точность изготовления острых кромок на копировально-прошивочных операциях увеличена путем снижения износа медных ЭИ до 0,1. 0,01% вплоть до чистовых режимов.
- Благодаря одновременному программному управлению по нескольким координатам в копировально-прошивочных станках можно получать полости сложной формы с помощью электрод-инструмент простой формы, а в вырезных станках наклонным проволочным электрод-инструмент можно получать трехмерные линейчатые профили, в том числе с различными по форме контурами верхнего и нижнего торцов детали.
- С помощью прокачки с высоким давлением через трубчатые электрод-инструменты увеличена многократно (до 40 мм/мин по стали) скорость прошивания отверстий диаметром 0,3-3,0 мм, а отношение глубины отверстия к диаметру достигает 100.
- Схемотехника современных генераторов импульсов ориентирована на применение мощных полевых транзисторов в схемах без токоограничивающих сопротивлений (для увеличения амплитуды тока и КПД) с использованием микропроцессорного управления.
 Для использования электроэрозионных станков в малолюдной технологии они оснащаются роботизированными устройствами автоматической смены электрод-инструмента и загрузки деталей на плитах-спутниках, устройствами для автоматической смены и заправки проволочного электрод-инструмент, изготовления начальных отверстий и удаления вырезанных частей.
Для использования электроэрозионных станков в малолюдной технологии они оснащаются роботизированными устройствами автоматической смены электрод-инструмента и загрузки деталей на плитах-спутниках, устройствами для автоматической смены и заправки проволочного электрод-инструмент, изготовления начальных отверстий и удаления вырезанных частей.- С использованием банков данных из технологических рекомендаций ведущие фирмы разработали программное обеспечение, позволяющее автоматизировать технологию обработки на основе минимально необходимой информации (материалы заготовки и электрод-инструмент, геометрические характеристики обрабатываемых профилей, требуемая шероховатость поверхности).
- В конструкциях электроэрозионных станков, проектируемых с использованием моделирования на ЭВМ, для базовых деталей все шире применяется синтетический гранит и керамика, обладающие малым коэффициентом теплового расширения и высокой коррозионной стойкостью. В сервоприводах наряду с круговыми используются линейные фотоимпульсные датчики положения и стали применять двигатели переменного тока с цифровым управлением, обеспечивающие высокие динамические свойства.
- Автоматизированное программирование осуществляют не только на рабочем месте программиста, но и непосредственно на станке (в диалоговом режиме) без прерывания процесса обработки электроэрозионные станки ряда фирм имеют возможность управления от ЭВМ верхнего уровня.
- Электроэрозионные станки оснащаются для повышения надежности и точности обработки устройствами адаптивной защиты и управления, использующими результаты теоретических и экспериментальных работ по исследованию процесса обработки, характеристик разрядов и состава импульсов.


Отправить ответ