
Работы выполняемые на токарно винторезных станках
Утверждаю
Ректор университета
__________О.Н. Федонин
«____» _________ 2017 г.
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОБРАБОТКИ ЗАГОТОВОК
НА ТОКАРНЫХ СТАНКАХ
Методические указания
К выполнению лабораторной работы № 8
Для студентов очной и заочной формы обучения
Всех направлений подготовки
Издание 4-е, переработанное и дополненное
Брянск 2017
Технология конструкционных материалов. Технологический процесс обработки заготовок на токарных станках. Методические указания к выполнению лабораторной работы № 8 для студентов очной и заочной формы обучения всех направлений подготовки. — 4-е изд., испр. и доп.- Брянск: БГТУ, 2017. — 16 с.
канд. техн. наук, доц.
Рекомендовано кафедрой "Триботехническое материаловедение и технологии материалов" БГТУ (протокол № 2 от 28.04.17г.)
Печатается по изданию: Технология конструкционных материалов. Обработка заготовок на токарных станках. Методические указания к выполнению лабораторной работы № 9 для студентов 1-го курса дневной формы обучения, 3-е изд., доп.- Брянск: БГТУ, 2009. — 14 с.
Методические указания публикуются в авторской редакции.
ЦЕЛЬ РАБОТЫ
Цель работы — ознакомление студентов с особенностью обработки заготовок на токарных станках, методикой настройки и наладки токарно-винторезного станка для выполнения заданной технологической операции, а также приобретение ими некоторых навыков работы на токарных станках.
Продолжительность работы — 4 часа.
КРАТКИЕ СВЕДЕНИЯ О ТОЧЕНИИ,
ТОКАРНО-ВИНТОРЕЗНЫХ СТАНКАХ И РАБОТЕ НА НИХ
Точение является основным способом обработки поверхностей тел вращения. Отличительной особенностью станков токарной группы, в которую входят токарно-винторезные станки, является вращательное главноедвижение обрабатываемой заготовки, поступательноедвижение подачи режущего инструмента. Движение подачи осуществляется:
- параллельно оси вращения заготовки (продольная);
- перпендикулярно оси вращения заготовки (поперечная);
- под углом к оси вращения заготовки (наклонная).
С помощью точения выполняют операции: обтачивание – обработка наружных поверхностей; растачивание – обработка внутренних поверхностей; подрезание – обработка торцевых поверхностей; резку – разрезание заготовки на части; резьбонарезание – нарезание резьбы.
По технологическим возможностям точение условно подразделяют на: черновое, получистовое, чистовое, тонкое.
Токарные станки обычно отличаются от токарно-винторезных отсутствием ходового винта для нарезания резьбы резцом.
Токарно-винторезный станок позволяет обтачивать различные наружные и внутренние поверхности заготовок из любых машиностроительных конструкционных материалов (торцовые плоскости, конусы, цилиндры, резьбовые поверхности). Кроме того, на этих станках можно сверлить, зенкеровать и развертывать отверстия, накатывать рифления, разрезать заготовки и т. п., т е. станки имеют широкие технологические возможности. Простота наладки и использование в процессе резания простых по конструкции режущих инструментов (резцов) привело к широкому использованию различных типов токарных станков, как в индивидуальном производстве, так и в массовом.
Токарно-винторезный станок используется главным образом в индивидуальном и мелкосерийном производствах.
Основные виды работ, выполняемых на токарно-винторезных станках, и типы используемых при этом инструментов
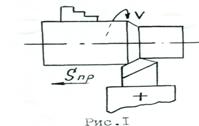
1. Точение наружных цилиндрических поверхностей (рис.1) проходными и проходными упорными резцами при продольной подаче Sпр
2. То же, но с одновременной подрезкой плоской торцевой поверхности на небольшом участке (рис.2) проходными упорными резцами при продольной подаче Sпр
3. Точение плоских торцевых поверхностей (рис.3) подрезными резцами при поперечной подаче Sп
4. Отрезка деталей, проточка канавок (рис.4) отрезными и канавочными резцами при поперечной подаче Sп
5. Нарезание резьбы (рис.5) резьбовыми резцами при продольной подаче Sп, равной шагу нарезаемой резьбы, а также при использовании специальных резьбонарезных инструментов.
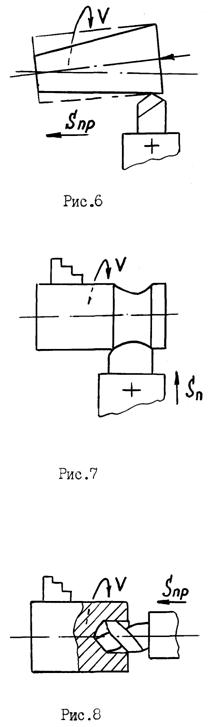 6. Точение конусных поверхностей может быть выполнено:
6. Точение конусных поверхностей может быть выполнено:
— проходными резцами при продольной подаче Sпр при смещении центра задней бабки в поперечном относительно оси шпинделя направлении (рис.6);
— проходными резцами с ручной подачей, параллельно образующей обрабатываемой конусной поверхности при повороте верхней каретки суппорта под соответствующим углом к оси шпинделя;
— проходными резцами при использовании специальных приспособлений: конусной линейки или гидрокопировального суппорта;
— широкими фасонными резцами при поперечной подаче.
7. Точение сложных фасонных поверхностей фасонными резцами (рис.7) при поперечной подаче» а также проходными резцами при использовании гидрокопировального суппорта по шаблону с продольной подачей.
8. Сверление отверстий в сплошном металле (рис.8) сверлами закрепленными, как правило, в задней бабке станка, при сообщении им осевой продольной подаче
9. Расточка внутренних поверхностей расточными резцами (рис.9).
Помимо этих, наиболее простых и часто встречающихся, видов работ на токарно-винторезных станках, могут выполняться и другие более сложные работы.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Да какие ж вы математики, если запаролиться нормально не можете. 8320 —  | 7260 —
| 7260 —  или читать все.
или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
На токарных станках можно выполнять весьма разнообразные работы: 1) наружную и внутреннюю обточку цилиндрических, конических и фасонных поверхностей; 2) нарезание резьбы; 3) сверление, зенкерование и развертывание отверстий.
Токарные станки, могут быть самых разнообразных конструкций; наиболее универсальным по разнообразию выполняемых работ является токарно-винторезный станок.
На металлообрабатывающих заводах с индивидуальным и мелкосерийным профилем производства токарные работы составляют до 50% и более всего объема станочных работ.
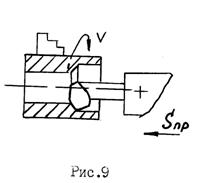
Устройство токарно-винторезного станка
На фиг. 444 показан токарно-винторезный станок, его главные узлы и детали.
Станина является основанием, на котором устанавливают и крепят вcе части станка. Станину отливают из чугуна. На станине имеются направляющие для установки задней бабки и перемещения супорта.
Передней бабкой называется часть станка, служащая для поддерживания и приведения во вращение обрабатываемой детали. В корпусе передней бабки на подшипниках вращается шпиндель, на конце которого укрепляется планшайба или патрон. Внутри передней бабки помещается механизм, служащий для изменения числа оборотов шпинделя (перебор, коробка скоростей).
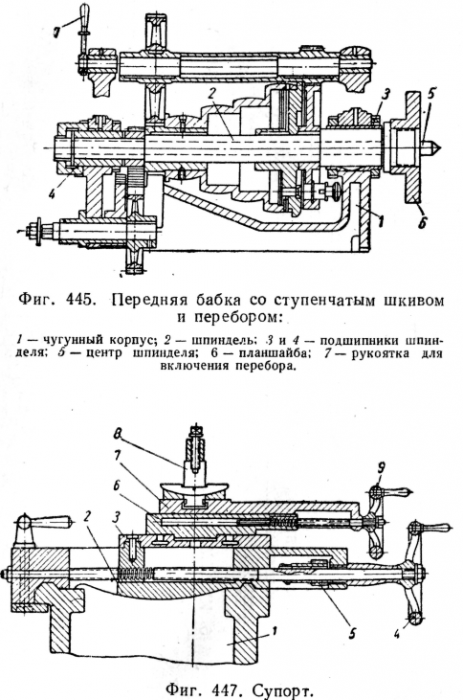
На фиг. 445 дан чертеж одной из конструкций передней бабки (с перебором).
Шпиндель имеет резьбу, на которую навернута планшайба. Для того чтобы можно было обрабатывать деталь из пруткового материала, не разрезая ее на заготовки, шпиндель делают пустотелым.
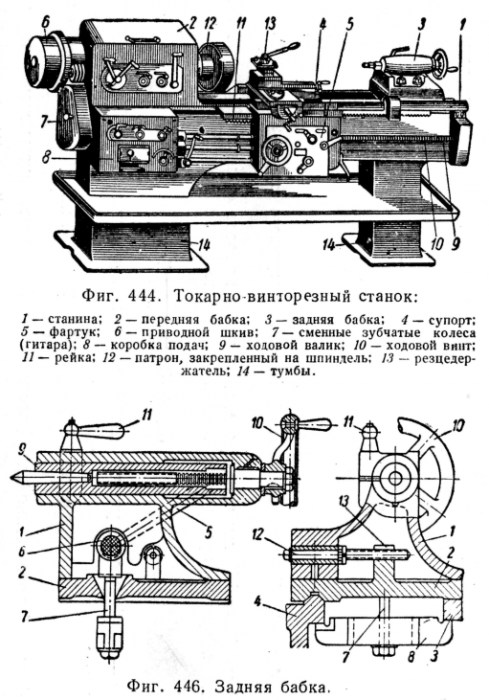
Задняя бабка служит опорой обтачиваемых деталей, в ней также закрепляют инструмент при выполнении на токарном станке сверлильных работ. Устройство задней бабки показано на фиг. 446. Чугунный корпус 1 устанавливается на плите 2; по направляющим 3—4 задняя бабка может перемещаться вдоль станины. Для закрепления задней бабки служит рукоятка 5, поворотом которой посредством эксцентрикового валика 6 и болта 7 к станине прижимается плита 8. В верхней части корпуса задней бабки имеется отверстие, в которое вставляется пустотелый шпиндель 9, который может перемещаться вдоль оси станка при помощи вращения маховичка 10. Для закрепления шпинделя служит рукоятка 11. В случае обработки конических поверхностей корпус задней бабки смещается относительно плиты 2, что достигается действием винта 12 и гайки 13.
Супорт служит для закрепления резца и перемещения его в продольном, поперечном и наклонном к оси станка направлениях. Устройство супорта показано на фиг. 447. По направляющим станины 1 могут перемещаться нижние салазки 2 при продольном перемещении супорта (продольная подача); для поперечного перемещения (поперечной подачи) служат поперечные салазки 3, которые могут скользить по направляющим, устроенным на нижних салазках. Поперечные салазки перемещаются вручную маховичком 4 или механически от ходового валика зубчатого колеса 5, На поперечных салазках сделана цилиндрическая выточка, в которой установлена поворотная плита 6, Поворотная плита может вращаться около вертикальной оси и закрепляться в любом положении. На поворотной плите помещаются верхние салазки 7 с резцедержателем 8. Верхние салазки перемещаются вручную маховичком 9.
Фартуком называется часть станка, внутри которой расположен механизм, преобразующий вращательное движение ходового валика или ходового винта в прямолинейное движение супорта.
Сменные зубчатые колеса крепятся на плите в кожухе; эту часть станка называют гитарой.
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера. КАК ТУТ СКАЧИВАТЬ
Ответ:
Токарно-винторезные станки являются высокопроизводительными и самыми распространенными станками. Станок предназначен для обработки различных металлов и неметаллических материалов. На станке выполняют все виды токарных работ: обтачивание наружных и растачивание внутренних цилиндрических и конических поверхностей, отрезание, сверление, зенкерование и развертывание отверстий, нарезание различных резьб и т.д.
Токарно-винторезные станки, согласно классификации металлорежущих станков, относятся к I группе, 6 типу (например, станок модели 16К20).
Обтачивание наружных цилиндрических поверхностей выполняют токарными проходными резцами. При отношении длины заготовки к диаметру менее 4 , заготовку крепят в кулачковом патроне; при отношении длины заготовки к диаметру 4 . 10 — заготовку устанавливают в центрах и используют поводковый патрон и хомутик; при отношении длины заготовки к диаметру более 10 — заготовку устанавливают в центрах и используют люнеты.


Отправить ответ