
Рад сварка что это
Содержание:
- 1 Что такое аргонодуговая сварка
- 2 Разновидность сварочных технологий
- 3 Оборудование аргонодуговой сварки неплавящимся электродом
- 4 Расходные материалы
- 5 Особенности сварки вольфрамовым электродом
- 6 Режимы аргонодуговой сварки
- 7 Как правильно варить аргонодуговой сваркой
- 8 Полезные советы
- 9 Заключение
- 10 Особенности и принципы
- 11 Влияние чистых газов на TIG, MAG
- 12 Технология и оборудование
- 13 Процедуры подготовки и проведения работ
- 14 Режимы
- 15 Особенности розжига дуги
- 16 Преимущества и недостатки
 Опубликовал: Антон Чураков
Опубликовал: Антон Чураков
Подсмотрев у зарубежных коллег, как ловко они манипулируют аргонодуговой горелкой, я решил найти подробное описание, как это делается. Но, к сожалению, на русскоязычных ресурсах я ничего подобного не нашел, как и в учебниках и пособиях. Решил пролистать зарубежные сайты. Результат моих поисков в переведенной статье ниже, мои комментарии даны в квадратных скобках. Также в конце подборка ссылок на видео для наглядности.
Ходьба соплом — это техника сварки, которая фактически эксклюзивна для РАД сварки трубы! [В оригинале Walking the cup, русского аналога словосочетания не найдено, сначала решил оставить все термины в оригинале, но позже, решил все-таки перевести с учетом контекста. «Ходьба соплом» показалось наиболее приемлемым переводом]
Эта техника является промышленным стандартом для ручной аргонодуговой сварки трубы. Многие компании, которые нанимают аргонщиков, не будут даже рассматривать кандидатов, если они не сварят трубу с помощью техники ходьбы соплом. Мой личный опыт показывает, что на каждом собеседовании, которое я проходил для аргонодуговой сварки труб, был вопрос в том, знаю ли я как ходить соплом.



Есть три способа как ходить соплом:

Первая — это техника трещотки, выполняется так же как и закручивается болт ключом-трещоткой. Трещотка обычно используется везде, где есть плоская поверхность для упора сопла аргонодуговой горелки.
Такое можно выполнить, поместив сопло на трубе, поворачивая рукоятку так же, как трещотку на болте. Поступательное движение создается небольшим подергиванием запястья в конце каждого разворота трещотки.
Это самая трудная техника ходьбы соплом, но и лучшая из всех, если дело касается качества сварки. Объясняется длиной дуги, чрезвычайно близкой к ванне, остающейся постоянной во время сварки.
Вихляние соплом

Вторым способом как ходить соплом является вихляние сопла из стороны в сторону, похожим на перемещение тяжелой бочки, которая стоит вертикально.
Такой способ обычно применяется при большом размере сопла и лучше всего исполняется на плоской поверхности или непосредственно на сварном шве. Этот метод намного проще трещотки, но и не такой точный! Это все потому, что длина дуги постоянно меняется при колебаниях сопла.
Этот способ по-прежнему лучше, чем сварка свободной рукой, и я до сих пор использую его в труднодоступных местах, где мне нужно варить левой рукой с зеркалом. Вихляние соплом является хорошим началом, для того чтобы учиться другим видам ходьбы соплом. После того, как вихляние соплом будет освоено, можно подняться на следующий уровень, осваивая трещотку. Это тот момент, когда вы научитесь совершенствовать свою аргонодуговую сварку труб.
Скольжение соплом



Скольжение соплом — ни больше и ни меньше! Сопло скользит, и вы буквально толкаете его, чтобы направлять электрод туда, где он должен быть. Скольжение соплом используется в том месте, где слишком неблагоприятная поверхность для ходьбы соплом.
Чаще скольжение соплом применяется в разделке толстостенных труб. У вас есть большая разделка кромок и такой размер сопла, который помещается между кромок. Просто установите необходимый вылет электрода и начинайте скольжение соплом из стороны в сторону и вперед, чтобы захватить дугой сварочную проволоку.
Скольжение соплом также используется для наложения корня шва и горячего прохода на толстостенных трубах. Эта техника никогда не упоминается в книгах по сварке, но, как правило, осваивается на стройплощадке.
Скольжение соплом также используется, когда стык почти заполнен и готов к наложению облицовочного шва. В этом случае поверхность сопла опирается на не достаточно плоское основание, чтобы ходить соплом и не достаточно глубокая разделка, чтобы скользить соплом. Компромисс, вот что нужно! Вы делаете все возможное, чтобы заполнить стык. Большую часть движения занимает скольжения соплом, а другая часть ходьбой. Это немного мудрено, но понадобится немного времени, чтобы привыкнуть к этому.
РАД сварка труб с зазором
Когда дело касается аргонодуговой сварки трубы с зазором, то подготовка кромок это более чем половина успеха! Кромки, а также вся поверхность трубы, должны быть чистыми. Окалина должна быть зачищена, по крайней мере, на 1 дюйм [25.4 мм] на внутренней и внешней поверхности трубы. Скос должен иметь притупление кромок, зазор должен быть между 1/16 [1.6 мм] до 1/8 [3.2 мм] дюйма в зависимости от используемого размера сварочной проволоки.
Для большинства студентов, занимающихся в техникуме, зазор может быть установлен при помощи проволоки, согнутой в виде буквы V. Просто положите проволоку на кромки одной катушки, а затем поместите другую катушку поверх первой. Удостоверьтесь, что соблюден соосность труб. Главное в чем вы нуждаетесь — зазор по всему периметру трубы, который достаточно мал, чтобы можно было положить сварочную проволоку в разделку без возможности ее проскальзывания внутрь трубы.



Прихватка трубы
Прихватка накладывается размещением сварочной проволоки в разделке и прохождением по ней дугой. Если вы будете использовать 1/8» [3.2 мм] проволоку, то установите зазор 1/8» [3.2 мм] проволокой. Чтобы прихватить трубу, найдите такое место, где сварочная проволока не проскальзывает в зазор. Далее просто поставьте прихватку.
После того, как первая прихватка поставлена, вам нужно довольно быстро вынуть распорку [проволоку из зазора]. Прихватка усядет, а затем вы установите другую прихватку на противоположной стороне трубы. После постановки двух первых прихваток вытяните распорку. Теперь проверьте зазор по всему периметру трубы и убедитесь, что он равномерный. Если нет, то внесите некоторые коррективы. В идеале прихватки должны быть длиной около ¾ дюйма [19 мм].
Техника, используемая для прихватки труб, похожа на пошатывание горелки. Вы помещаете сварочную проволоку в разделку и проходите по ней дугой, убедившись, что вы расплавили обе кромки трубы. Когда заканчиваете постановку прихватки, то гасите дугу и не вынимайте проволоку! Подождите немного для охлаждения прихватки, а затем отломите проволоку. Это делается, чтобы избежать создания замочной скважины, которая позже может стать причиной чрезмерного проплавления в корне при попытке сплавить корень и прихватку.
Как только все прихватки проставлены, вы должны снять с них концы прежде, чем наложить корень. Если прихватки не идеальны, то не волнуйтесь, потому что вы будете переплавлять их, накладывая корень. Когда вы переплавите их на корневом проходе, они сгладятся и будут едва заметными.
После постановки каждой прихватки убедитесь, что вы отрезали конец окисленной проволоки, чтобы избежать загрязнения.



Загрязненная проволока может вызвать проблемы со сваркой шва, а также сделать прихватку или сварку трудновыполнимой. Когда речь идет об аргонодуговой сварке, то фишка в том, чтобы всё было чистое. Это означает что стык, сварочная проволока и вольфрамовый электрод — всё должно быть очень чистым. Фотография ниже является прекрасным примером загрязненного электрода, который должен быть заново заточен!

Техники сварки корня труб
Если говорить о техниках, используемых для сварки корня шва — есть два способа сделать это. Это зависит от того, где вы научились варить. Сварка в южных штатах отличается от сварки в северных штатах. В северных штатах просто кладут присадочную проволоку в разделку и проходят по ней дугой. Это мы — Янки!
В южных штатах, в основном в Мексиканском заливе, используют меньший диаметр проволоки, чем зазор в стыке. Что они делают — подают проволоку с противоположной стороны трубы, опирая ее на прихватку. Сварочная проволока в буквальном смысле подается изнутри трубы! Это не просто сделать, но знать как это делается может очень пригодиться, если ваша труба плохо собрана. Лично для меня прохождение горелкой по прутку более предпочтительно, это намного проще, чем подача присадочного прутка изнутри!
Используемая техника сварки будет зависеть и от толщины трубы. На тонкостенных трубах можно либо трещоткой, либо вихлянием сопла. У вас будет неглубокая разделка, поэтому вы можете ходить соплом. Если это толстостенная труба, то вам нужен достаточно маленький размер сопла, чтобы поместить его между кромками и можно будет легко скользить.
Перед началом сварки необходимо отрезать вашу сварочную проволоку под углом, чтобы подогнать под заостренную прихватку. Затем поместите проволоку на заостренную прихватку и зажгите дугу в середине прихватки. Дождитесь, когда прихватка начнет плавиться, и медленно идите соплом в сторону присадочного прутка.
Когда вы приблизитесь к проволоке, вам надо держать проволоку прижатой к корню и медленно идите к ней. Перемещайте горелку достаточно медленно, чтобы сварочная проволока стала жидкой и всосалась в прихватку. В этот момент увеличивайте скорость перемещения и продолжайте идти соплом.
При ходьбе соплом не размазывайте корень слишком сильно по кромкам. Если сделаете так, то получите вогнутую поверхность корня или утяжину. После того, как сварной шов готов сплавиться со следующей прихваткой, начинайте замедлять скорость перемещения горелки. Подойдите к прихватке медленно, прижимая присадочный пруток к ней.
После того, как сварочная проволока упрется в прихватку, начинайте нажимать и поднимать ее, по крайней мере, на 45 градусов или больше, когда она сплавляется с прихваткой. Если вы не поднимите сварочную проволоку и сделаете острый угол, то вы, скорее всего, сделаете дыру до того как сплавите должным образом проволоку с прихваткой.
Гашение дуги на прихватке должно быть сделано за счет быстрого увеличения скорости перемещения горелки и удлинения дуги. Это делается чтобы предотвратить появление «рыбьего глаза». Законченный корень шва должен быть гладким со всех сторон. Сплавления должны быть едва заметными, а поверхность корня должна быть плоско-выпуклой. Плоская поверхность не имеет большого значения, потому что нужно будет подавать чуть больше проволоки на горячем проходе.



Разбор проблем РАД сварки корня
Что же касается сварки корня шва, есть некоторые общие проблемы, но все они легко исправляются. Аргонодуговая сварка — очень всепрощающий процесс! Вот некоторые наиболее часто встречающиеся проблемы при сварке корня и способы их решения:
Вогнутая поверхность корня или утяжина
- Увеличьте скорость движения
- Уменьшите силу тока
- Не размазывайте корень далеко на кромки
- Увеличьте угол горелки РАД
- Присадочная проволока слишком большого диаметра
- Недостаточная подача защитного газа
- Увеличьте угол присадочной проволоки
Техника сварки горячего прохода и заполняющих слоев

Если речь идет о технике сварки горячего прохода и заполняющих слоев, то она такая же как для корневого прохода, но требует большего тепловложения. Например, если вы свариваете трубу 2» 160 schedule [60.3х8.74 мм], то на корень шва потребуется около 90 А, а горячий проход 125 А. На толстостенных трубах используется техника скольжения сопла. На тонкостенных трубах используется техника ходьбы соплом. Это возможно потому, что разделка достаточно маленькая, чтобы позволить соплу идти по краям скоса кромок.
Общее правило для этих проходов сохраняется до 3/4 дюйма [19 мм] в ширину. После этого, начинайте делать несколько проходов. Горячий проход также необходим там, где необходимо протолкнуть корень, чтобы исправить плоскую или вогнутую поверхность корня.
На горячем и заполняющих проходах вам надо размазывать присадочную проволоку по кромкам очень хорошо. В отличие от корневого прохода, где вы фокусировались на подаче сварочной проволоки в разделку, здесь основной упор делается на размазывание сварочной проволоки на кромки.
Заполняющий проход действительно становится все сложнее, если вы заканчиваете заполнять толстостенную трубу. Это то место, которое потребует компромисса, если говорить о используемой технике сварки. Этот компромисс, как правило, представляет собой половину движения скольжения соплом, а другая половина — ходьба соплом.



При выборе размера сопла для толстостенных труб очень часто пользуются несколькими соплами в зависимости от толщины разделки. В большинстве случаев вы начинаете с меньшего сопла и работаете удобным способом до больших размеров сопла, в зависимости от заполнения разделки. Идея такова — использовать достаточно большое сопло, которое будет скользить в разделке, не касаясь шва. После того как шов почти заполнен, вы возвращаетесь к меньшему соплу, в этом случае вы можете сделать ровную поверхность сварного шва и начать переход к ходьбе соплом.
Техника сварки усиления трубы
Усиление на трубе ничем не отличается от ходьбы соплом на любой другой поверхности. В идеале нужно пользоваться способом трещотка, но если вы еще не освоили эту технику, то просто вихляйте соплом. Сварка усиления шва имеет некоторые общие проблемы, которые легко решаются.
Наиболее распространенная проблема с подрезом шва. Подрез обычно предотвращается путем очистки области сварного шва перед каждым проходом шлифовальной диском или напильником. Что происходит — каждый проход вашего шва создает зону термического влияния. Что должно быть очищено — поверхность трубы, которая будет сварена.
Эта область обычно имеет синий оттенок, который показывает вам область термического влияния. Просто удалите поверхность металла напильником или мелкозернистым шлифовальным диском! Это также относится ко всем возобновлениям сварки и ниточным валикам. После этого шов должен снова плавно растекаться. Когда речь заходит об аргонодуговой сварке труб или других конструкций, то ключом к хорошему качеству сварного шва будет являться чистота!
Ниже я подобрал видео, наглядно показывающие технику ходьбы соплом.
Техника ходьбы соплом при РАД сварке:
Техники сварки РАД — Ходить соплом vs Свободная рука и насадка на палец:
Как сваривать РАД сваркой техникой укладки проволоки:
Обучение РАД сварке может быть осуществлено в комфортных домашних условиях!:
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
Комментарии
Вы не можете оставлять комментарии
Сварка аргоном – технология, пользующаяся большой популярностью на данный момент. Это обусловлено ее доступностью, а также возможностью работы с высоко и низколегированными сталями и цветными металлами. Если существует необходимость сварить ответственную конструкцию или труднообрабатываемые металлы, вроде алюминия или титана, то вам не обойтись без аргоновой сварки.
Преимущества аргонно-дуговой сварки:
- Качественный шов;
- Долговечность соединений;
- Доступность;
- Разумная стоимость работ;
- Эстетичный вид шва.
Что такое аргонодуговая сварка
Аргонно-дуговая сварка — способ сварки применимый для сваривания металлов с использованием электрической дуги и газа (аргона). Электрическая дуга плавит металл свариваемой детали, а также присадочный пруток, формируя шов.
Аргон – инертный газ, играет роль изолятора, препятствующего попаданию кислорода и других газов, взаимодействующих со сварочной ванной. При попадании в место сваривания металлов кислород вызывает сильное окисление, влияя на качество шва, а некоторые металлы и вовсе могут возгораться от такой реакции. Благодаря своей инертности аргон сам не вступает в реакции и не дает кислороду реагировать с металлом в сварочной ванне, именно поэтому газ подается до розжига дуги и после окончания сваривания продолжает подаваться некоторое время.
Сварка аргоном проводится двумя видами электродов: плавящимися и неплавящимися.
- Плавящиеся электроды вызывают розжиг дуги и одновременно являются припоем. Существует обширная классификация такой проволоки, разделяющейся по размеру, а также составу.
- Неплавящиеся электроды выполнены из самого тугоплавкого металла – вольфрама. При работе аппарата электрод провоцирует розжиг дуги, температура которой – 2000 градусов, а сам вольфрам начинает плавиться при 3600 и более градусов. Такой пруток нужен исключительно для розжига дуги и ее поддержания, присадочный металл подается вручную. Разделяют неплавящиеся электроды по толщине, длине и составу сплава, подходящего под тот или иной металл и способ сварки.
Разновидность сварочных технологий
- TIG — сварка вольфрамовым электродом с ручной подачей присадок;
- MIG — система механизированная аргонодуговой сварки плавящимся электродом, подающимся автоматически.
Существуют и другие разновидности, но они предназначены для работы с высокоточными изделиями и промышленных работ. Мы же поговорим, как выглядит технология сварки аргоном, применимая в домашних условиях. Оба аппарата имеют главный пляс – простоту работы, и им будет рад каждый начинающий сварщик. В данной статье более детально рассмотрим первый метод.
Оборудование аргонодуговой сварки неплавящимся электродом
Ручная аргонодуговая сварка неплавящимся электродом предполагает наличие специального оборудования, состоящего из источника питания, газовой установки, при необходимости – механизма подачи проволоки и ряда других систем.
У каждой системы есть свое предназначение и свои особенности, так для проведения качественных работ вам понадобятся:
- источник напряжения сварки аргонно дуговой – разделяют трансформаторы и инверторы. Последние более удобны в использовании и универсальны, являются источником постоянного и переменного тока. Инвертор может использоваться практически в любых условиях квартиры, загородного дома или гаража. Работают инверторы от трехфазной сети и обычных 220В. Лучше всего чтобы аргонная сварка была универсальная и нечувствительная к перепадам напряжения.
- горелка – основной рабочий элемент, конструкция которого может различаться, в зависимости от выбранной техника сварки. Существуют горелки для плавящихся электродов и вольфрамовых прутков. Использование аргонной сварки с подачей проволоки подразумевает наличие специальной горелки.
- сопло – наконечник горелки, регулирующий точность подачи защитного газа и ряд других параметров. Так, как этот элемент работает в непосредственной близости от сварочной ванны, то подвергается высоким температурам. Оптимальным материалом для сопла считается – керамика.
- осциллятор – система розжига дуг без контакта со свариваемой поверхностью.
- газовый баллон с редуктором. Объем емкости для газа напрямую влияет на частоту заправки и соответственно отрыв от работы. Редуктор – регулирует расход аргона при сварке.
- дополнительные аксессуары. Сюда входят основные средства индивидуальной защиты, без которых не обойтись при работе с аргонно дуговой сваркой tig. Также, к аксессуарам стоит отнести – сварочный столик. Этот элемент во многом облегчает работу сварщика. Ведь позволяет жестко фиксировать свариваемые детали, оборудован системой отвода газов, хорошим освещением. Правильный сварочный стол защитит мастерскую от возгораний, вызванных разбрызгиванием искр.
Расходные материалы
Прутки
При сварке аргонодуговой вольфрамовым электродом используют специальные присадочные прутки, для заполнения сварного соединения
Материал, предназначенный для использования в установках с автоматической подачей сварочного материала. Как и прутки разделяется на группы по составу, применимому к различным видам стали, имеет различную толщину.
Основной расходный материал это – газ, а точнее газовая смесь. Ввиду высокой стоимости чистый аргон применяется довольно редко, зачастую сварщики пользуются смесью аргона и углекислого газа или гелия. Газ, как и толщина проволоки, и ее состав подбирается исходя из вида металла и его толщины.
Шланги, фитинги
Если все работы производятся стационарно, то комплекта шлангов и соединений должно хватить на длительный промежуток, но учитывая специфику работ, эти элементы довольно часто изнашиваются и требуют замены. При выездных работах шланги – один из первых расходников. Они рвутся, прожигаются, очень часто нужно добавить длины и так далее.
Особенности сварки вольфрамовым электродом
Аргоновая сварка неплавящимся и плавящимся электродом еще недавно подразумевала определенное образование сварщика. Без знаний, полученных в учебных заведениях или специальных курсах самостоятельно выполнить сварочные работы было очень сложно. Но, с развитием технологий и внедрением полезных для пользователей систем, аргонодуговые сварки технологии стали доступными для масс. Учитывая распространенность данного оборудования, его вполне можно зачислить к остальной бытовой технике, которая есть почти в каждом гараже. Но если сварка в среде аргона такая простая, то как варить аргоном?
Отличается этот способ сварки от привычных для большинства инверторов с электродами, в использовании газа, принцип, как и у защитного покрытия, но это только на первый взгляд. В действительности способ сварки имеет ряд особенностей и нюансов, не сложных, но необходимых:
- Если мы работаем электродом из вольфрама, то он располагается как можно ближе к металлу, но не касается стали. Для розжига дуги используют осциллятор или специальные материалы.
- Расстояние между электродом и металлом должно быть постоянным. В противном случае дуга может начать прыгать, снижается провар или начинается прожиг металла. Также изменяется область действия защитного газа, что может привести к окислению шва.
Очень важный момент – это направление движения. В отличие от работы с электродами, колебаний совершать не нужно. Горелка ведется плавно вдоль шва.
Режимы аргонодуговой сварки
- Способ сварки подразумевает защиту шва от кислорода с помощью инертного газа – аргона. Поэтому сварщик должен следить за тем, чтобы сварная ванна не выходила из облака газа. Запрещено начинать сваривание до того, как был включен газ. После окончания работ горелка удерживается в последнем положении, а газ подается еще 5 – 15 секунд. Для лучшего эффекта аргон подается с обеих сторон соединения.
- Скорость подачи проволоки должна быть постоянной, стоит исключить подачу припоя рывками. Если проволока подается автоматически, то оптимальные параметры можно найти в специальных таблицах. При ручной подаче припоя все зависит от самого сварщика. Пруток должен подаваться под правильным углом, перед горелкой и строго по направлению движения шва.
- Расход газа – величина постоянная, прописанная в ГОСТах. Там же можно найти оптимальный баланс между аргоном и другими примесями.
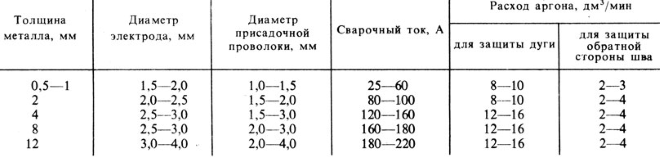
- Настройки тока – один из наиболее сложных, после работ с горелкой, пунктов. Особенно это касается начинающих сварщиков. Основная идея заключается в том, что не стоит настраивать режимы аргонодуговой сварки вручную, не имея опыта. Чтобы правильно настроить аппарат, вам необходимо прибегнуть к стандартным схемам. Для этого нужно знать толщину стали и ее состав. В таблицае полностью представлены настройки силы тока, вольтаж, тип тока, полярность и другие параметры.
Внимание! Для каждого типа свариваемых металлов настройки оборудования будут различны.
Как правильно варить аргонодуговой сваркой
Успешное примененная технология аргонодуговой сварки заключается в трех вещах:
- Первая – правильные настройки всей системы. В отличие от сварки электродом, где достаточно выбрать силу тока, здесь нам понадобится изучить внимательно возможности нашей системы, свариваемую деталь и подобрать рекомендованные настройки.
- Второй пункт успеха – твердая рука сварщика. Даже если мы настроили все правильно, но при этом не выдержали расстояние от электрода до заготовки или неправильно подавали пруток, то рассчитывать на качественный шов не придется.
- Третий столп успеха – рабочее место. Здесь мы сможем удобно расположится самостоятельно, крепко зафиксировать заготовку, расположить вблизи все необходимые расходные материалы, обеспечить хорошую вентиляцию, при этом избегая сквозняков. Сквозняки или сильные порывы ветра – единственная вещь, кроме самого сварщика, которая может ухудшить качество работ.
Сварка аргоном по технологии выглядит следующим образом:
- Подбираем материал для припоя;
- Устанавливаем подходящий электрод и сопло;
- Настраиваем аппарат, согласно значениям таблицы;
- Регулировка скорости подачи газа на редукторе;
- Выставляем задержку подачи газа;
- Нажимаем на курок, при этом подается газ, но дуга не зажигается
- Зажигается дуга, подносим припой и ведем к горелке строго вдоль шва;
- Отключаем курок и держим горелку, пока не прекратится подача газа.
Полезные советы
- Если подавать газ с другой стороны шва, это увеличит его расход, но и повысит качество работы
- Осциллятор облегчает розжиг дуги, а реостат поможет вам закончить шов.
- Для снижения стоимости шва стоит использовать смесь аргона с другими газами.
- Успех работы с горелкой для сварки аргоном по технологии описанной выше, заключается в постоянной практике.
Заключение
Сварка ручная аргонодуговая становится все более доступной и дешевой. Сегодня, за стоимость дорогих инверторов для работы с электродами, можно купить стартовый набор ТИГ сварка или МИГ. Но учтите, что купленная ручная аргонодуговая сварка это только часть расходов, ведь для работ необходимо постоянно докупать недешевые прутки и газ, поэтому для нечастого использования покупка может потерять свой смысл. Ценность сварки аргоном и технологии заключается в том, что благодаря опыту сварщика и качеству, предлагаемому при сварке аргоном, можно получить соединение исключительной прочности и красивое внешне.
Инертные газы защищают неразъёмные соединения стальных сплавов на стадии создания шва. Для цветных металлов аргоно-дуговая сварка – это надёжный способ соединения. Особенно такого капризного материала, как алюминий и тугоплавкого титана.
Особенности и принципы
 Технология сварки в среде аргона совместила технические приёмы газовой и дуговой сварок. Разница в неучастии аргона в горении и плавлении. Отсечение атмосферных газов аргоном в качестве зонирующего элемента с участка металлургического плавления, исключает окисление расплава, горение в кислородной среде, устраняет пористость шовных соединений.
Технология сварки в среде аргона совместила технические приёмы газовой и дуговой сварок. Разница в неучастии аргона в горении и плавлении. Отсечение атмосферных газов аргоном в качестве зонирующего элемента с участка металлургического плавления, исключает окисление расплава, горение в кислородной среде, устраняет пористость шовных соединений.
Сварка аргоном ведётся 4 классическими способами:
- Ручной режим неплавящимся вольфрамовым электродом с подачей присадочной проволоки – РАД.
- Автоматизированная – горелка подаётся суппортом автоматически к сварным кромкам, электрод неплавящийся – ААД.
- Автоматическая сварка плавящимся электродом (проволокой) – ААДП.
- Механизированная сварка плавящимся электродом – МАДП.
Поверхностное наплавление металлической основы, классификация:
- Автоматизированная наплавка: вольфрамовый электрод и присадка – ААДН.
- Автоматическая наплавка плавящимся электродом – ААДПН.
- Механизированная наплавка плавким электродом – МАДПН.
Влияние чистых газов на TIG, MAG
Интенсивность процесса, при рафинировании условий создания шва: глубины, формы, влияния дымообразования, скорость осаждения расплава, производительности регулирует искусственная защитная среда. Влияние на дугу двояко: воздействие носит и положительный, и отрицательный характер.
Аргон (Ar)
Инертность аргона нейтрализует вовлечение атмосферы в окислительные процессы. Подавляет химическую активность металлов. Низкая теплопроводность замедляет теплопередачу окружающей среде.
Формируется узкий столб дуги. Соответственно профиль проникновения V-образный: глубокий и зауженный. Тенденция к выпуклости шва и подрезам на пограничных линиях – последствия ограничения теплопередачи внешним граням. Расход аргона при сварке 7–8 л/мин.
Вес одноатомного Ar больше, чем у воздуха, это удерживает облако в зоне сварки. Полярность преимущественно прямая – на обратной полярности газ порождает поток токопроводящих электронов сродни плазме. В MAG чистый Ar способствует струйному переносу металла.
Гелий (He)
Лёгкий гелий – полная противоположность ленивому аргону. Профиль проникновения широк, вследствие большего тепловложения, температура дуги выше при снижении величины тока. Без высокочастотного возбуждения зажжение дуги затруднено. Успешно применяется в сварке разнородных металлов.
Атомный вес принуждает увеличивать выходное рабочее давление и расход He против Ar в 2,5 раза: до 25 л, кроме потолочных швов. Стоимость неочищенного гелия в 4 раза выше аргона, очищенного – в 8 раз. Электродный материал в среде чистого He переносится крупными каплями. В смеси гелий и аргон проявляют лучшие свойства.
Технология и оборудование
Технология сварочного процесса реализуется аппаратами Tungsten Inert Gas (TIG) при толщинах сопрягаемых металлов свыше 2 мм плавящимся электродом в режиме работы полуавтомата. Либо вольфрамовым электродом для тонких материалов с участием присадочной проволоки – РАД сварка.
Оснащение сварочного поста основным и вспомогательным оборудованием:
- Стабилизирующее сетевую энергию устройство.
- Полуавтомат инверторного типа, трансформатор с интервалом мощности холостого хода 60–70 В.
- Силовой контактор подачи напряжения.
- Возбудитель высокочастотных импульсов осцилляторного типа для преодоления ионизации и возбуждения дуги без соприкосновения с поверхностью.
- Комплект разнотипных керамических горелок.
- Вольфрамовые электроды либо подающий присадку механизм.
- Газобаллонное оборудование с редуцирующими устройствами.
- Средства индивидуальной защиты.
Что такое аргонодуговая сварка с точки зрения рекомендаций технологии:
- Удержание короткой дуги для образования узкого шва с глубоким проплавом.
- Прямолинейность подачи горелки вдоль оси шва без поперечных отклонений движения.
- Внешний признак непроплава – выпуклость шва переходит в округлость.
- Подача присадочной проволоки ведётся навстречу движения горелки равномерно, под углом для удобства контроля швообразования.
- Стыковые швы и по отбортовке металлов малых толщин ведут без использования присадки.
Электроды вольфрамовые
Переносимость сверхвысоких температур до 3000 0 С при сохранении формы наконечника и твёрдости усиливаются напылением оксидами редкоземельных металлов. Маркировка указывает химсостав, размер прутка.
Изделия отечественной промышленности не всегда совпадают с мировыми требованиями. Международная символика стандартизирована, обобщена, включает буквенные, цифровые и цветовые обозначения:
- W – начальный символ маркировки, обозначает доминирующий металл вольфрам;
- WP – основа без добавок, сигнальный цвет зелёный;
- Вторая литера означает добавку лигатур на 1000 долей основы (0,1%);
- Длинновой размер электрода (50–175 мм);
- WC – универсальные электроды на оба вида тока;
- Диоксид тория (WТ) – применяется для цветных сплавов, нержавейки, низколегированными углеродистыми сталями; самая ходовая марка списка, характеризуется повышенной прочностью;
- Диоксид иттрия (WY) – максимальные значения силы тока при прямой полярности: титан, медь, сварка чёрного металла аргоном;
- Оксид циркония (WZ) – стабильность дуги при переменном токе: медь, алюминий, чувствительность к чистоте поверхности;
- Оксид лантана (WL) – выступает в двух подкатегориях с 1,5 и 2% содержания примеси; прочностные характеристики стержня и геометрия заточки сохраняются при высоких энергозатратах при переменном и постоянном токе.
Формообразование электрода
Наплавляющие электроды с примесями редкоземельных металлов по назначению и величине фронта плавления производятся размерами Ø 1–6,4, обладают улучшением свойств по показателям:
- токопроводимости;
- дугообразованию и поддержанию дуги;
- тугоплавкости;
- сохранению заданной формы.
Конфигурация рабочего конца в виде сферы, конуса углом 15–120 0 влияет на качество соединения при изменении толщин деталей:
- тупоугольность выгодна на тонколистовых заготовках, для толстых неудобна;
- остроугольность способствует увеличению производительности труда;
- лучшая стабильность дуги при 60 0 .
Метод формообразования важен: при ручной заточке поперечное снятие металла децентрализует дугу. Интенсивность провара концентрируется по боковым кромкам. Центру недостаёт тепла, равномерность создания шва нарушается.
Типичные ошибки заточки:
- Излишне острый угол – активизация плавления, характерная исключительно для упрочнения соединения толстостенных деталей.
- Степень проплавки наименьшая, когда угол в районе 15 0 , остроугольный электрод выгорает скорее.
- Заточка влияет на ширину проплава, выход показателя за рамки ширины наложения ведёт к незапланированному расходу присадки и времени.
- Асимметричность угла заточки, иные дефекты приводят к неконтролируемому смещению, блужданию дуги.
Горелка
Горелка удерживает W-электрод и является проводником аргона. Сертификация инструмента ведётся согласно ГОСТ 5.917-71. Сопла подразделяются по величине максимального тока и по виду охлаждения.
Горелки до 200 А имеют воздушное охлаждение, цанговые патроны рассчитаны на максимальный Ø 3. Мощные охлаждаются проточной водой. Цанги зажимают вставки до Ø 6. Ток достигает 500 А.
Горелка с плавящимся электродом работает по тому же принципу: дуга подаётся между изделием и проволокой. Отпадает надобность в цанге. Узкая зона термовоздействия, механизация процесса при сварке алюминия и нержавейки выигрышны.
С помощью инвертора
Подбор инвертора для работы в среде аргона определяют задачи и Материал сварочных единиц. Базовый элемент выбора – максимальное значение тока. Ориентир – табличные значения марки, толщины сплава.
Гибкость, подстраивоимость инверторов превращают установки в универсальное оборудование. Но наличие желательных функциональных установок упрощает работу и малоопытному сварщику:
- Переключение с постоянного тока на переменный, обозначается TIG AC DC, без этой функции придётся отказаться варить алюминий.
- Дополнение к TIG ручного режима ММА, полуавтоматического MIG, MAG расширяет спектр работ до бесконечности.
- Осциллятор, обеспечивающий бесконтактное зажжение дуги за счёт поднятия напряжения в 10–30 раз, частоты в 30 тыс. раз.
- Управление нарастанием и спадом амперной характеристики.
- Антизалипание электрода и горячий старт.
Процедуры подготовки и проведения работ
Со стыковочных поверхностей удаляются загрязнения, следы ржавчины, проводится обезжиривание. Алюминий подвергается обязательной мехобработке по разрушению плёнки окислов.
Подача газозащиты настраивается с упреждением в 10 сек. до зажжения дуги и задержкой отключения газопотока по завершении цикла для ограждения шва против окислительных реакций. Электрод удерживается вблизи заготовки без контакта. Короткая дуга – залог качества.
В течение 10-минутных циклов в соответствии с паспортной продолжительностью нагрузки проводятся регламентированные перерывы. Сопло ведётся по продольной оси шва без поперечных колебаний. Завершают шов плавным сбросом тока реостатом для заполнения выемки кратера сварочной ванны.
В экипировку сварщика входят маска со светофильтром, не сковывающие движения теплостойкие перчатки, куртка, устойчивая к прожигу брызгами, закрытая обувь.
Режимы
Как варить аргоном новичку при сварке в домашних условиях, подскажут справочные таблицы. Полнота данных поможет определиться предварительно с основными настройками, подкорректировать режимы.
Остаётся проследить, чтобы горелка относительно заготовки находилась под углом более 80 0 , наконечник электрода выступал из сопла на 3–5 мм, и удерживать его при возбуждении дуги в 2–3 мм над деталью.
Токовую нагрузку определяют:
- диаметр электрода (проволоки);
- типы и толщины металла;
- полярность.
Сварку чёрного металла аргоном ведут с прямой полярностью. Газ подаётся равномерным потоком без пульсации.
Особенности розжига дуги
Старт розжига с устойчивым поддержанием горения облегчён при постоянном токе прямой полярности. Токи высокой плотности при минимальном ампераже не способствуют перегреву и выходу из строя электрода.
Смена полярности чревата ростом напряжения электродуги. Электрод теряет теплостойкость, а сама дуга устойчивость. Положительный момент обратной полярности – бомбардировка положительными зарядами частиц аргона разрушает окисление сварной поверхности.
Поток электронов приводит электризованный газ в состояние токопроводящей плазмы. Для сварки алюминия этот аспект важен. Низкая температура плавления и текучесть преодолеваются благодаря более низким токам, чем при сварке стали.
Сварка меди осложняется необходимостью подогрева, внесения раскисляющих присадок, флюсов для ответственных соединений. С неплавящимся электродом применяется прямая полярность.
Проволока малых диаметров с раскислителями подаётся полуавтоматом на высокой скорости. Производительный режим со стойкой дугой, должным проплавлением обеспечивается обратной полярностью.
Плавление проволоки с увеличением скорости подачи из мелкокапельного переходит в струйный вид. Плотность шва удовлетворительная, разбрызгивание на минимуме.
Преимущества и недостатки
Плюсы аргонной сварки:
- Низкотемпературный процесс сварки алюминия совмещается с интенсивным прогревом меди, титана.
- Плотность и атомный вес аргона обеспечивают защиту при снижении расхода.
- Допустимость сращения различных металлов.
- Лёгкость освоения ремеслом.
- Сквозняк и вытяжная вентиляция увеличивают расход газа.
- Сложность оборудования и настроек.


Отправить ответ