
Расчет погрешности базирования формула
Отклонения от геометрической формы и размеров, возникающие в процессе обработки заготовки, должны находиться в пределах допусков, определяющих максимально допустимые значения погрешностей размеров и формы детали. При механической обработке обеспечение заданной точности зависит от выбора технологических баз и схемы установки заготовок.
Погрешность установки заготовки можно рассчитать по формуле:
ΕБ — погрешность базирования;
ΕЗ — погрешность закрепления;
ΕП.З — погрешность положения заготовки.
ΕУС — погрешность вызванная неточностью изготовления и сборки установочных элементов приспособления;
ΕИ — погрешность вызванная износом установочных элементов приспособления;
ΕС — погрешность установки приспособления на станке.
Погрешность базирования возникает в результате базирования заготовки в приспособлении по технологическим базам, не связанным с измерительными базами. При базировании по конструкторской основной базе, являющейся и технологической базой, погрешность базирования не возникает. Погрешность закрепления образуется из поверхностей, возникающих до приложения силы зажатия и при зажатии. При работе на предварительно настроенных станках режущий инструмент, а также упоры и копиры устанавливают на размер от установочных поверхностей приспособления до приложения нагрузки, поэтому сдвиг установочных баз приводит к погрешностям закрепления. Погрешности закрепления можно определять расчетным и опытным путем для каждого конкретного способа закрепления заготовки.
Допуск выполнения заданных размеров l может быть определен как.
ω — средняя экономическая точность обработки на металлообрабатывающих станках;
Для принятых методов обработки и схемы установки заготовки расчетное значение допуска Tl должно быть меньше заданного [Tl]:
Для расчета ожидаемой точности инженер-технолог должен определить:
- погрешности базирования в зависимости от принятой схемы установки заготовки в приспособлении;
- погрешности закрепления в зависимости от непостоянства сил зажима, неоднородности шероховатости и волнистости поверхностей заготовок, износа установочных элементов приспособлений;
- погрешности вызываемые износом установочных элементов ΕИ
- исполнительные размеры установочных элементов, обеспечивающие заданную точность обработки и возможность установки заготовок.
Один из важнейших факторов обеспечивающих точность изготовления деталей является точность приспособления. В процессе работы изнашиваются их установочные и направляющие элементы, и приспособление теряет требуемую точность.
Линейный износ (u) установочных элементов приспособления (опор) определяет погрешность ΕИ
Для опор: ΕИ=u
α — угол призмы.
Величину u можно определить по формуле

N — число установленных заготовок;
KУ — коэффициент, учитывающий условия обработки;
L — длина пути скольжения заготовки по опорам при досылке её до упора, мм (из условий эксплуатации приспособления);
tm — машинное время обработки заготовки в приспособлении, мин;
m, m1, m2 — коэффициенты;
Пl — критерий износостойкости;
Q — нагрузка на опору, Н;
F — площадь касания опоры с базовой поверхностью заготовки, мм 2 ;
HV — твердость материала;
Рекомендации по выбору m, m1, m2, Пl, F, HV можно найти в справочнике под редакцией Б.Н. Вердашкина и др. «Станочные приспособления».
Допустимая величина износа [u] определяется допустимой величиной погрешности [ΕИ]
Для опор:[u]= [ΕИ]
Величина [ΕИ] в предположении что погрешности ΕУС и ΕС можно компенсировать настройкой станка, определяется как
При установке заготовок на отверстие с гарантированным зазором погрешность базирования является основной составляющей погрешности установки и обуславливается величиной зазора между технологической базой и установочным элементом. Максимально возможное значение зазора определяют по уравнению:
TD — допуск базового отверстия заготовки (или центрирующей втулки);
Smin — минимальный зазор в сопряжении;
Td — допуск на размер установочного элемента (или базовой поверхности заготовки).
Это основные формулы для расчета погрешности базирования и закрепления заготовки. В следующей статье перейдем к практике и рассмотрим расчет погрешностей базирования и закрепления на примерах.
Если у Вас есть вопросы можно задать их ЗДЕСЬ.
Список последних статей.
Автор: Саляхутдинов Роман
"БОСК 8.0"
Познай Все Cекреты КОМПАС-3D
- Более 100 наглядных видеоуроков;
- Возможность быстрее стать опытным специалистом КОМПАС-3D;
- Умение проектировать 3D изделия (деталей и сборок) любой степени сложности;
- Гарантии доставки и возврата.
>> Читать Полное Описание
 |
Автор: Саляхутдинов Роман
"БОСК 5.0"
Новый Видеокурс. "Твердотельное и Поверхностное Моделирование в КОМПАС-3D"
- Большая свобода в обращении с поверхностями;
- Возможность формирования таких форм, которые при твердотельном моделировании представить невозможно;
- Новый уровень моделирования;
- Гарантии доставки и возврата.
>> Читать Полное Описание
 |
Автор: Саляхутдинов Роман
"Эффективная работа в SolidWorks"
Видеокурс. "Эффективная работа в SolidWorks" поможет Вам:
- Многократно сократить временя на освоение программы;
- Научит проектировать 3D изделия (деталей и сборок) любой степени сложности; создавать конструкторскую документацию; проводить инженерный анализ.
- Поможет быстрее стать грамотным специалистом;
- Гарантии доставки и возврата.
>> Читать Полное Описание
 |
Автор: Дмитрий Родин
"AutoCAD ЭКСПЕРТ"
Видео самоучитель По AutoCAD
- 60 наглядных видеоуроков;
- Более 15 часов только AutoCAD;
- Создание проектов с нуля прямо у Вас на глазах;
- 365-дневная гарантия
Погрешность базирования — это отклонение фактически достигнутого положения заготовки при базировании от заданного, или требуемого.
Погрешность базирования возникает в следующих случаях:
1. При несовпадении измерительной и технологической баз (см. пример 1 и 3);
2. При смещении измерительной базы, вызываемом смещением технологической базы (см. пример 2).
Пример 1: Фрезерование паза призматической детали в размеры A и B с использованием концевой фрезы (см. рис. 4.1).

Рис. 4.1 Фрезерование паза призматической детали: 1, 2 — обрабатываемые поверхности; A, B — размеры обработки; C, D — габаритные размеры заготовки; 3, 4 — свободные поверхности; 5, 6, 7 — базовые поверхности
Перед механической обработкой заготовки на настроенном станке (С, Кс, М производства), режущий инструмент (на рис. 4.1 — концевая фреза) настраивается на размеры обработки (на рис. 4.1 — размеры A и B), а затем проводится обработка всей партии заготовок (n > 2 шт.). В результате такой "массовой" обработки погрешность базирования входит в допуск на выполняемый размер. Поэтому важно исключить погрешность базирования из процесса обработки.
При нахождении погрешностей базирования необходимо учитывать выбранную схему базирования.
Комплект технологических баз (см. рис. 4.1):
— установочная технологическая база (т. б.) (опорные точки 1, 2, 3);
— направляющая т. б. (опорные точки 4, 5);
— опорная т. б. (точка 6).
Анализ погрешностей базирования проводится для всех размеров обработки.
В данном случае (см. рис. 4.1) проводится фрезерование паза в размеры A и B.
Анализ погрешностей базирования (см. рис. 4.1):
1. Погрешность базирования размера A равняется нулю, т.к. измерительная база (поверхность 6) совпадает с технологической базой (поверхность 6). Краткая форма записи этого выражения:

Размер A измеряется между поверхностями 6 и 2, при этом положение поверхности 6 не изменяется, а положение поверхности 2 изменяется при обработке и определяется допуском ITA на размер A.
Поверхность 6 — технологическая база, т.е. поверхность, по которой деталь устанавливается в приспособление.
Поверхность 6 — измерительная база, т.е. поверхность, от которой измеряется полученный размер.
2. Погрешность базирования размера B не равняется нулю, т.к. измерительная база (поверхность 3) не совпадает с технологической базой (поверхность 5):

Положение поверхности 5 остаётся неизменным, а положение измерительной базы (поверхности 3) зависит от размера D и формирует погрешность базирования на размер B: 
Вывод:погрешность базирования равна сумме допусков размеров, связывающих измерительную базу с технологической базой.
Чтобы исключить погрешность базирования на размер необходимо при выборе схемы базирования устанавливать опорные точки на измерительные базы.
Так на рисунке 4.2 показаны два варианта назначения схемы базирования: в одном случае погрешность базирования возникает, а в другом нет.

Рис. 4.2 Фрезерование паза призматической детали: а — погрешность базирования возникает; б — погрешность базирования отсутствует
Погрешность базирования может быть допущена технологом (см. рис. 4.2, а — "допустимо"), если в итоге погрешность установки меньше допуска на выполняемый размер.
При этом нужно учитывать то, что на допуск выполняемого размера влияет набор факторов помимо погрешности установки: погрешности оборудования, наладки, режущего инструмента и т.д.
Поэтому необходимо исключить погрешности базирования на стадии проектирования технологического процесса.
Пример 2: Фрезерование паза цилиндрической детали в размер A с использованием концевой фрезы. Установка детали производится в призме (см. рис. 4.3).

Рис. 4.3 Фрезерование паза цилиндрической детали
При фрезеровании цилиндрической заготовки (см. рис. 4.3) диаметром Dmin, положение технологической базы определяется точкой b, а при фрезеровании заготовки диаметромDmax, положение технологической базы переходит в точку b1.
При настройке режущего инструмента на размер A проводилось фрезерование заготовки диаметром Dmax, и положение измерительной базы определялось точкой a1.
При фрезеровании заготовки диаметром Dmin измерительной базой становится точка a.
В конкретном примере, погрешность базирования размера A возникает за счет изменения положения измерительной базы:

Тогда, необходимо рассчитать расстояние aa1: 
Допуск на диаметр D определяется выражением: 
Тогда, выполняется подстановка выражений: 
Далее определяется расстояние между центрами окружностей OO1 из прямоугольных треугольников cbO и cb1O1: 
Далее выполняется подстановка OO1 в выражение aa1:

Глубина паза A цилиндрической детали, показанной на рисунке 4.3, задаётся конструктором от нижней точки, но возможны и другие варианты проставки этого размера: от верхней точки B или от оси детали C. При этом погрешности базирования этих размеров, когда деталь устанавливается в призму по схеме рисунка 4.3, будут различаться (см. рис. 4.4).
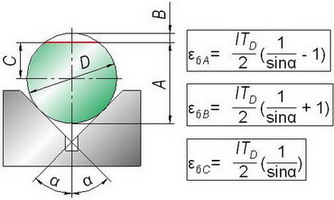
Рис. 4.4 Варианты простановки размеров на глубину паза, отверстия, лыски
Из рисунка 4.4 видно, что максимальная погрешность базирования возникает в случае простановки глубины паза от верхней точки.
Пример 3: Сверление отверстия ступицы в размер A. Установка детали производится на плоскость и цилиндрический палец (см. рис. 4.5).

Рис. 4.5 Сверление отверстия ступицы: а — зазор распределен равномерно; б — зазор распределен с одной стороны; A, Aн — размер наладки сверла; Aф — фактический размер, получаемый при сверлении; d — диаметр цилиндрического пальца; D — диаметр отверстия заготовки
На рисунке 4.5 два крайних варианта установки заготовки типа "ступица" на плоскость и цилиндрический палец по посадке с зазором:
1. Случай 1 (см. рис. 4.5, а): заготовка была установлена рабочим ровно по своей оси, при этом погрешность базирования размера A равняется нулю:

2. Случай 2 (см. рис. 4.5, б): заготовка была сдвинута рабочим к установочной поверхности пальца, при этом возникла погрешность базирования, которая характеризуется несовпадением осей заготовки и пальца при установке:
Погрешностью базирования называется отклонение фактически достигнутого положения заготовки при базировании от требуемого.
При обработке заготовок в приспособлениях на станках с ЧПУ размеры получаются автоматически, при этом положение измерительной базы относительно настроенного на размер инструмента влияет на допуск выдерживаемого размера.
Измерительной базой называется база, используемая для определения относительного положения заготовки и средств измерения. Поскольку инструмент настраивается на размер относительно технологических баз приспособления, погрешность базирования представляет собой расстояние между предельными положениями измерительной базы относительно настроенного на размер инструмента. При совмещении технологической и измерительной баз погрешность базирования равна нулю (принцип совмещения баз). Следовательно, для сведения погрешности базирования к нулю необходимо совместить технологическую и измерительную базы.
Анализ погрешности базирования ведут в следующем порядке:
1. Определяют положение измерительной базы для данного размера.
2. Определяют положение технологической базы, относительно которой настроен инструмент для достижения заданного размера (для которого находят погрешность базирования).
3. Если в качестве измерительной и технологической базы, относительно которой настраивали инструмент, используется одна и та же поверхность (измерительная и технологическая база совмещены), то погрешность базирования Δεб=0, так как смещений измерительной базы относительно режущих кромок инструмента не наблюдается.
4. Если измерительная база не совпадает с технологической, то погрешность базирования (или разность возможных предельных положений измерительной базы) получают по геометрическим расчетам или в процессе анализа размерных цепей.
Для упрощения расчетов ограничиваются анализом смещений измерительной базы только в одной плоскости (плоская схема расчета).
Часто при расчетах Δεб учитывают только отклонения размеров заготовок, определяющие предельные положения измерительной базы данного размера.
Погрешность базирования для размера h – глубины уступа (рис. 13, а)равна допуску на размер Н заготовки Δεб(h)=ТН, так как этот допуск определяет величину разности предельных положений измерительной базы размера h относительно режущих кромок настроенного на этот размер инструмента.
Погрешность базирования для размера а – Δεδ(а)=0, так как в этом случае измерительная база совпадает с технологической, относительно которой настроен инструмент на размер а и, следовательно, смещение измерительной базы относительно режущих кромок инструмента нет.
На рис. 13,б приведена схема для определения погрешности базирования для глубины фрезеруемого уступа h1 на цилиндрической заготовке при установке в призме. Двумя окружностями изображены наибольшая и наименьшая по диаметру заготовки в партии с осями в точках С′ и С″. При достижении размера h1 погрешность базирования определяется разностью предельных положений измерительной базы этого размера(образующих А′ и А″) относительно режущих кромок инструмента, настроенного на размер К=const, и зависит от величины отрезка А′А″:

Где ТD– допуск на диаметр заготовки; α – угол призмы.
Рисунок 13. К определению погрешности базирования
При сверлении по кондуктору отверстий в деталях, установленных на призме (рис. 14), заданный размер
где D – диаметр заготовки.
Приняв расстояние до оси кондукторной втулки Н= const, получим
где ТD– допуск на размер D.
При расчете погрешности базирования  следует использовать расчетные формулы, приведенные в таблице Приложения Г.
следует использовать расчетные формулы, приведенные в таблице Приложения Г.
Рисунок 14. Схема сверления деталей, установленных на призме
Пример выполнения контрольного задания №1
Пример 1. Предложить схему базирования и установки заготовки корпусной детали при обработке ее на операции фрезерования с выполнением технических требований
(рис. 15).
Решение.
1. Пользуясь эскизом детали, устанавливаем, что в качестве технологических баз, используя принцип совмещения баз, рационально выбрать следующие поверхности:
плоскость А основания, которая является конструкторской базой детали, и два отверстия
(из четырех имеющихся), расположенных диагонально, для правильной угловой ориентации в процессе обработки.
2. Схема базирования заготовки (рис. 16): поверхность А– установочная база, лишает заготовку трех степеней свободы (опорные точки 1, 2, 3); поверхность одного из отверстий обеспечивает базирование по двум опорным точкам – перемещение вдоль двух взаимно перпендикулярных координат (двойная опорная база, точки 4, 5); другое отверстие по диагонали обеспечивает базирование с лишением заготовки одной степени свободы (6-я опорная точка).
3. В качестве установочных элементов используем плоскую поверхность А, поверхность одного из отверстий совмещаем с цилиндрическим пальцем по посадке с зазором, другое отверстие — со срезанным пальцем (рис. 17).
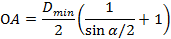
4. Максимальный угловой перекос заготовки с установкой ее по плоскости и двум отверстиям может быть определен на основе схемы (рис. 18) по формуле:
Если учесть, что Dотв max= 20,033 мм, а палец установочный 20d9 (  ) имеет минимальный диаметр dmin=19,883мм, то
) имеет минимальный диаметр dmin=19,883мм, то
Расстояние между базовыми отверстиями, принятыми в качестве технологических баз,

При длине обрабатываемой плоскости l = 200 мм (см. рис. 15) линейное смещение заготовки
Таким образом, максимальное смещение заготовки при базировании по плоскости и двум отверстиям находится в доступных пределах и обеспечивает выполнение технических требований на операции фрезерования.
Пример 2. Пример расчета погрешностей базирования заготовки в центрах.
Рассмотрим пример расчета погрешности базирования при обработке ступенчатого вала на токарном станке в центрах. Схема базирования приведена на рис. 19. Передний центр жесткий. Подрезка торцовых поверхностей производится параллельно двумя резцами, настроенными на размер lr. Допуски на размеры соответствуют 14 квалитету точности.
Решение.
Для размера l2погрешность базирования отсутствует. Для размера l3погрешность в осевом направлении будет состоять из изменений общей длины вала (допуска T1на длину) и смещения заготовки влево или вправо на величину Δ в связи с изменением размера диаметра центрового гнезда от Dmaxдо Dmin.
| Рисунок15. Чертеж детали | Рисунок16. Схема базирования заготовки |
| Рисунок17. Схема установки заготовки | Рисунок18. Схема к расчету погрешности базирования |
Рисунок19. Схема к расчету погрешности базирования заготовки в центрах
Из этого следует:
Если бы передний центр был плавающим (подпружиненным) и использовался упор в левый торец, то погрешность базирования включала бы лишь смещение измерительной базы (правого торца) в пределах допуска T1на длину вала.
Для размера l1погрешность базирования равна смещению левого торца, обусловленному колебаниями диаметра центрового гнезда, т.е.

Для всех диаметральных размеров вала погрешности базирования определяются погрешностями формы и расположения базовых поверхностей приспособления (переднего и заднего центров), а так же погрешностями формы и расположения базовых поверхностей детали (центровых отверстий). Проанализируем эти погрешности. Допуск по 14 квалитету точности для диаметров от 6 до 10 мм составляет 220 мкм (см. Приложение Д). Следовательно, допуск круглости центрового отверстия для нормальной относительной точности составляет
Погрешности формы и расположения конической поверхности центров соответствуют 6 квалитету точности, они не велики, и поэтому ими можно пренебречь.
Таким образом, отклонение от круглости центровых гнезд может достигать 33 мкм. Эта погрешность вызывает несовпадение оси центров станка и оси вала, приводящее к эксцентричному расположению припуска и, следовательно, изменению величины силы резания. Это, в свою очередь, приводит к колебаниям величины взаимного отжатия резца и заготовки и, как следствие, к погрешностям формы обрабатываемой поверхности.
Пример 3. Рассмотрим числовой пример расчета погрешности базирования цилиндрической заготовки в призме длиной 120 мм (рис. 20) при фрезеровании лыски за один рабочий ход на вертикально — фрезерном станке. Выдерживаемые размеры (мм): А1 = 5-0,12;
А2 = 35-0,25; А3 = 75-0,3; l = 40. Длина призмы lпр= 120мм. Угол призмы α = 90º. Заготовка предварительно обработана по цилиндрической поверхности по 14 квалитету точности до диаметра D = 80-0,74.
Рисунок20. Схема базирования цилиндрической заготовки в призме (к расчету погрешностей базирования)
Решение.
Погрешности базирования без учета погрешностей формы базовой поверхности составляют:



Судя по полученным значениям погрешностей, при заданном способе базирования заготовки размеры А1и А2не будут выдержаны при методе автоматического получения размеров на настроенном станке. Для достижения требуемой точности этих размеров необходимо обработать базовую поверхность деталей партии с более высокой точностью. Найденные погрешности базирования будут еще большими, если учесть погрешности формы базовой поверхности. Такими погрешностями могут быть отклонения от круглости (овальность или огранка) и отклонения профиля продольного сечения (конусообразность, бочкообразность или седлообразность). Рассмотрим влияние на погрешности базирования овальности и конусообразности.
Известно, что при нормировании допусков формы и расположения поверхностей установлено 16 степеней точности (первая — самая точная). При этом в зависимости от соотношения между допуском размера и допуском формы и расположения установлено три уровня относительной геометрической точности:
А — нормальная относительная геометрическая точность (допуски формы и расположения в среднем составляют 60 % от допуска размера);
В — повышенная относительная геометрическая точность (40 %);
С — высокая относительная геометрическая точность (25 %).
Для цилиндричности, круглости и профиля продольного сечения цилиндрических поверхностей относительная геометрическая точность для А, В и С составляет соответственно 30, 20 и 12 % от допуска размера, так как эти отклонения относят к радиусу.
При нормальной относительной точности допуск круглости составит ТD0= 0,65 TD /2 = 0,65·0,74/2 = 0,22 мм. Тогда погрешности базирования, вызванные овальностью, будут следующие:



Допуск конусообразности также равен ТDк= 0,6 TD /2 = 0,6·0,74/2 = 0,22 мм. Для длины фрезерования l = 40 мм он будет ТDк= 0,22·40/120 = 0,07мм.
Следовательно, погрешности базирования, вызванные конусностью, будут равны:



В самом неблагоприятном случае эти погрешности будут складываться. Поэтому суммарные погрешности базирования заготовки в призме составят:



Из рассматриваемого примера следует, что погрешности формы базовой поверхности вносят весьма существенную долю в погрешности базирования заготовок в призмах.
Пример 4. Определить погрешность базирования втулки на жесткой оправке с зазором и упором в торец (рис. 21) при точении наружной цилиндрической поверхности диаметром D=65-0,19 мм. Заданные размеры (в мм): dопр=30-0,03; domв=30 +0,13 ; l=50. Наружная поверхность партии заготовок предварительно обработана в размер Dз=66-0,3.
Схема базирования приведена на рис. 22. В данном случае при обработке наружного диаметра партии втулок на настроенном станке погрешность базирования будет определяться смещением оси заготовки относительно линии центров станка, а также ее поворотом на некоторый угол к линии центров. Величины смещения и поворота определяются зазором между оправкой и поверхностью базового отверстия, а также отклонением от перпендикулярности торца заготовки к оси отверстия, т.е. биением торца.
Рисунок 21. Схема для расчета погрешностей базирования втулки на жесткой оправке
Рисунок 22. Схема базирования втулки на жесткой оправке
Смещение оси заготовки относительно линии центров станка приведет к отклонению от соосности обработанной поверхности и базового отверстия, а торцовое биение — к отклонению от цилиндричности обработанной поверхности (конусности).
Погрешность базирования, обусловленную смещением заготовки относительно линии центров станка, можно представить в виде:

где  — смещение отверстия заготовки относительно оси оправки;
— смещение отверстия заготовки относительно оси оправки;  — смещение оси цилиндрической поверхности оправки относительно линии центров станка.
— смещение оси цилиндрической поверхности оправки относительно линии центров станка.
При нормальной относительной точности допуск смещения оси цилиндрической поверхности оправки относительно оси центровых гнезд (радиальное биение)
Смещение определяется суммой смещений оси заготовки относительно оси оправки за счет зазора Δ и за счет отклонения от круглости оправки Топр:


Тогда наибольшая погрешность базирования, обусловленная указанными смещениями,

Видно, что даже без учета других составляющих погрешности требуемая точность обработки не будет достигнута, так как допускаемое радиальное биение этой поверхности (отклонение от соосности с отверстием)
что в 3 раза меньше погрешности базирования.
Оценим величину полученной конусности обработанной поверхности. При нормальной относительной точности биение торца относительно оси отверстия
на диаметре 30 мм. Это торцовое биение, отнесенное к длине детали l=50 мм, определит конусность:
Следует заметить, что величина конусности не может превосходить величину зазора между втулкой и оправкой, т.е. наибольшая конусность может достигать лишь значения, равного величине зазора.
4.2. Методические указания к выполнению контрольного задания №2
Тема 3. Основы теории размерных цепей.
Методы обеспечения точности замыкающего звена


Отправить ответ