
Расточка глубоких отверстий на токарном станке
Содержание:
Обработка дерева и металла
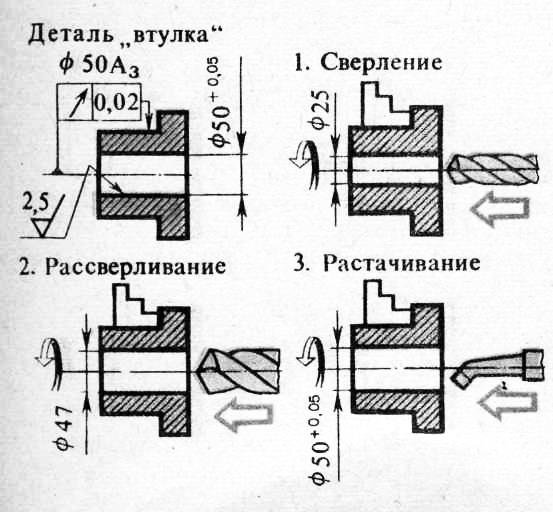
Предварительно просверленные отверстия или отверстия в заготовках, полученных литьем или ковкой, часто подвергают растачиванию с целью увеличения диаметра, обеспечения высокой точности размера и малой шероховатости.
Растачивание менее производительно, чем свер-ленйе. но позволяет получить точные отверстия диаметральный допуск размера до 0,02 мм, шестой класс шероховатости поверхности) и исправить положение оси отверстия.
Расточные резцы. Расточные резцы бывают; проходные для сквозных отверстий и упорные для глухих отверстий. Расточный резец закрепляют в резцедержателе параллельно оси заготовки. Чтобы головка резца вписывалась в обрабатываемое отверстие, задний угол расточного резца принимается большим, чем у резца для наружного точения. Та часть державки расточного резца, которая расположена возле головки, выполняется тоньше той части, которая крепится в резцедержателе.
У стандартных расточных резцов режущая кромка расположена на уровне верхней образующей цилиндрической державки и поэтому резец устанавливают ниже центра заготовки.
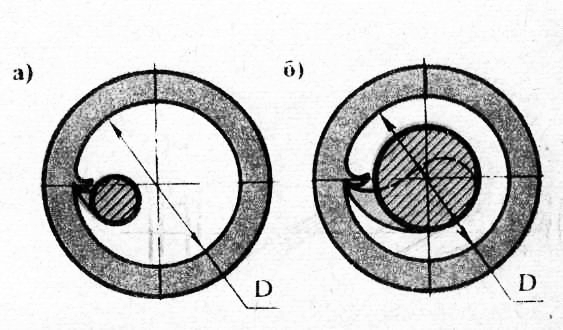
Это вынуждает применять расточные резцы с державкой значительно меньшего диаметра, чем диаметр растачиваемого отверстия. Такого недостатка не имеют расточные резцы токаря-новатора В. К. Лакура. Державка этого резца располагается в середине растачиваемого отверстия, поэтому может быть большего сечения, что устраняет опасность отжима резца и появления конусности обрабатываемого отверстия.
Применяют также расточные резцы, оснащенные твердосплавной коронкой «улиткой». Переточку «улитки» выполняют по передней поверхности.
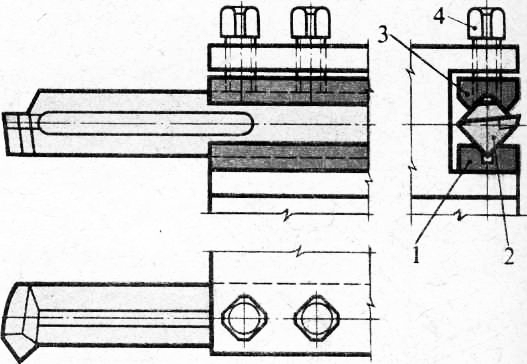
Некоторый отжим резца при растачивании приводит к конусообразности обработанного отверстия, которую приходится выводить повторными проходами без врезания. Для предотвращения конусообразности, а также для растачивания на повышенных режимах применяют расточные резцы В. К. Семинского с державкой квадратного сечения. Резец Семинского крепится в призмах, вылет резца регулируют выдвижением из призм. Расточные оправки (борштанги). Отверстия 80—100 мм и более обычно растачивают расточными резцами, которые закрепляют в оправках.
Резец в оправке зажимается винтом с торца или с наружной поверхности оправки.
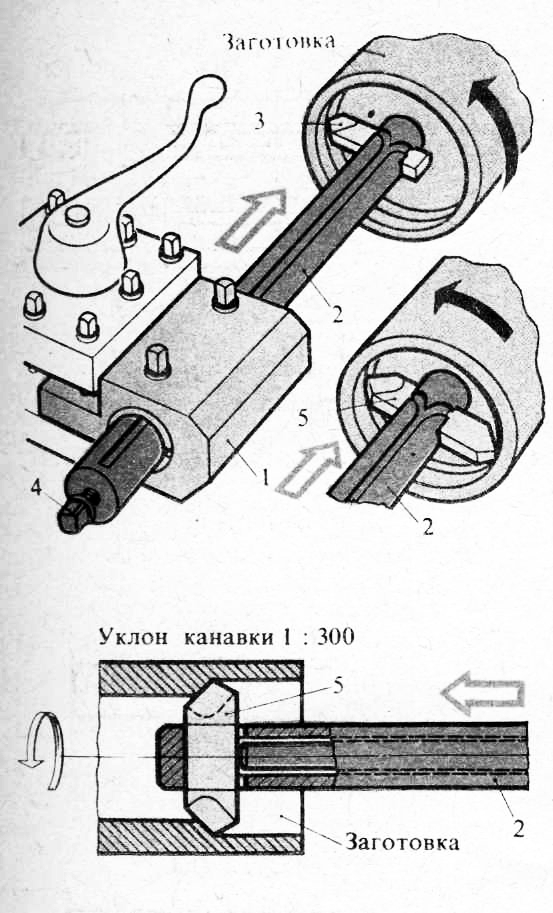
Многие токари применяют универсальную расточную оправку с регулируемым вылетом. Оправку закрепляют в дополнительной державке, установленной в резцедержателе. В оправке можно крепить как резцы, так и пластины. На оправке выфрезерована канавка, по которой охлаждающая жидкость надает непосредственно на резец. Канавка служит и для стопорения болтами. Универсальную расточную оправку используют также для вытачивания внутренних канавок, нарезания внутренней резьбы и других работ.
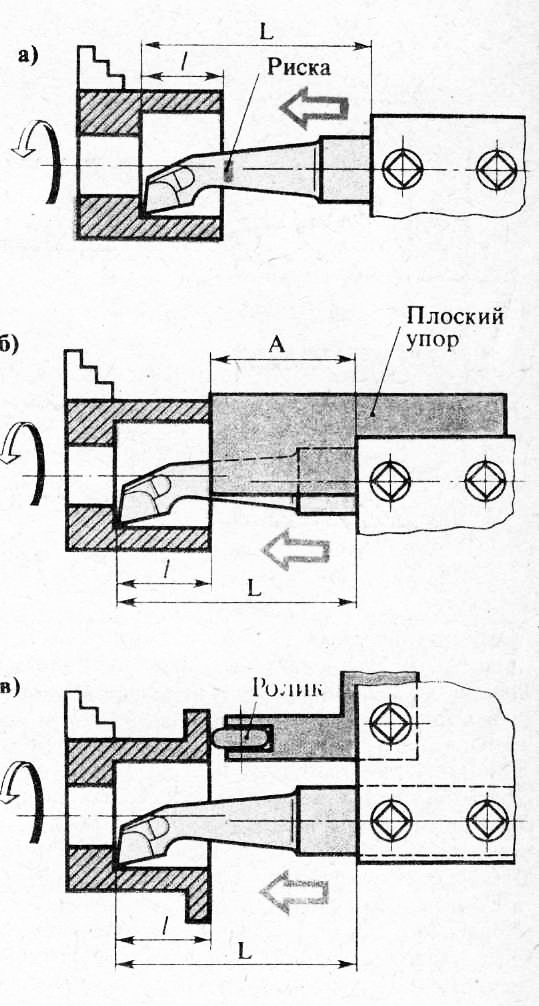
Мерные расточные пластины («ножи»). Расточная пластина (нож) имеет размер, соответствующий размеру растачиваемого отверстия. Растачивание пластиной обеспечивает получение отверстия правильной цилиндрической формы за один проход, так как действующие с двух сторон на пластину усилия взаимно уравновешиваются. Расточные пластины бывают цельные из быстрорежущей стали и напайные, оснащенные пластинками твердого сплава. Расточную пластину закрепляют в пазу расточной оправки. Приемы растачивания. Заданную глубину отверстия обеспечивают в процессе растачивания измерением линейкой, штангенглубиномером, шаблоном или настройкой при помощи лимба продольной подачи. Для облегчения обработки на резце наносят риску, соответствующую заданной глубине отверстия. Опытные токари закрепляют в резцедержателе металлическую планку (плоский упор), вылет которой равен вылету резца минус г лубина отверстия Л = L—I. Когда планка при автоматической подаче суппорта подойдет к заготовке на расстояние 2—3 мм, автоматическую подачу выключают и вручную подают суппорт до соприкосновения планки с заготовкой: это значит, что растачивание выполнено на заданную глубину. Упором moi т служить державки с роликом (роликовый упор).
Точность диаметра растачиваемого отверстия обеспечивается также, как и при наружном точении: пробными проходами с замером штангенциркулем, настройкой по лимбу поперечной подачи, по линейке поперечных салазок суппорта, при помощи индикатора, по поперечному упору.
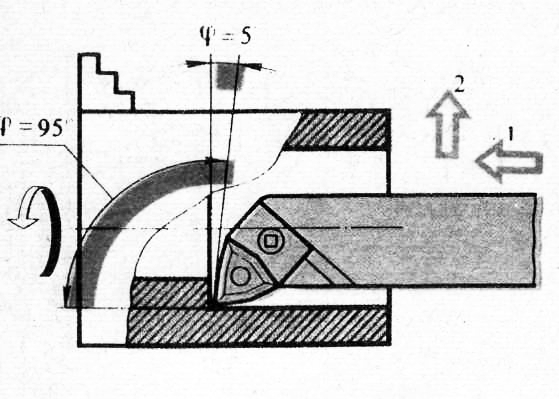
Подрезание внутренних торцов и уступов. Внутренние торцы и уступы подрезают расточным упорным резцом подачей к центру, для этого расточный резец должен иметь главный угол в плане Ф более 90° (например, 95 ), тогда при подрезании торца отверстия фактический главный угол в плане КОНТРОЛЬ ВНУТРЕННИХ КАНАВОК и ВЫТОЧЕК : а, б — ширины выточки и расстояния до выточки штангенциркулем. в — ширины выточки шаблоном
Так как при вытачивании канавки токарю не видна зона обработки, особенно важно пользоваться лимбами продольных и поперечных полам, а также упорами.
Широкую внутреннюю канавку обрабатываю! последовательным врезанием на глубину канавки поперечной подачей (контроль по лимбу) и расширением канавки продольной подачей.
Ширину канавки в отверстии и расстояние oт торца заготовки до канавки контролирую! штангенциркулем и шаблоном. Диаметр выточки определяют измерением толщины стенки а до выточки; этот размер переносят на линейку (рис. 108, а). Затем вводят кронциркуль в канавку и, не изменяя раствора ножек, прикладывают кронциркуль к линейке. По размеру b, отсеченному ножкой кронциркуля на линейке, определяют толщину стенки: li=u—b, а диаметр выточки определяют расчетом: cl= D—2h, где D— наружный диаметр втулки.
Более точно диаметр выточек измеряют штангенциркулем со специальными губками. К прочитанному на штангенциркуле размеру прибавляют двойную ширину ножек (2h).
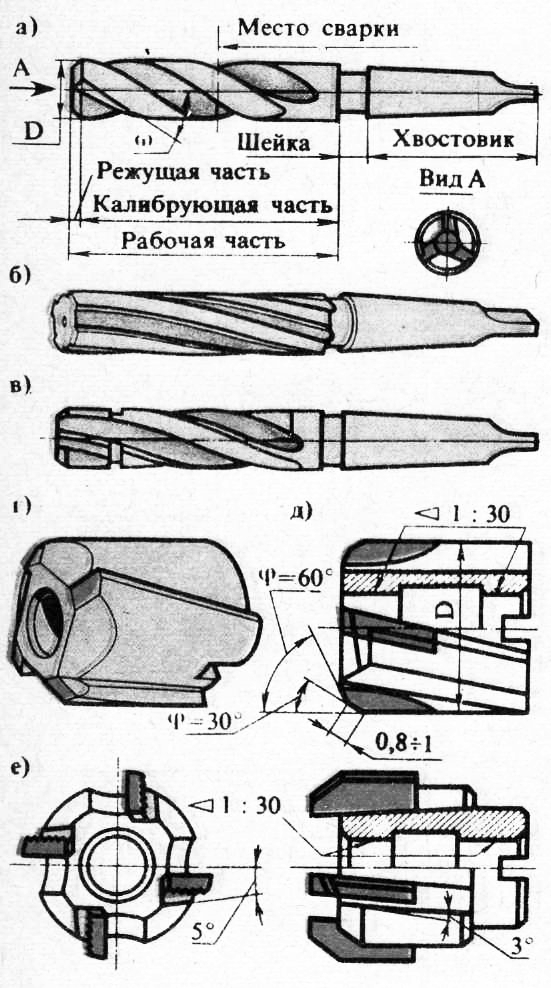
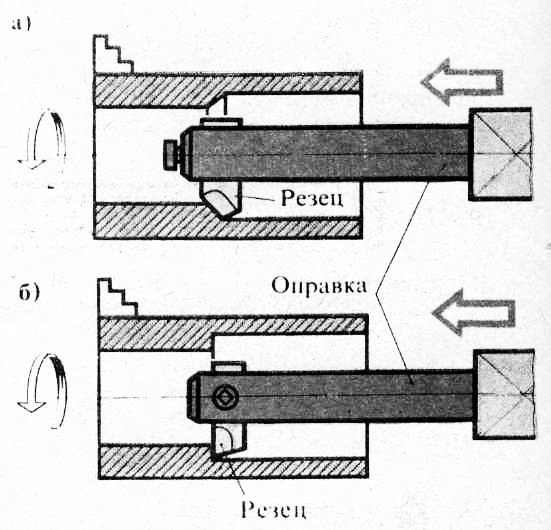
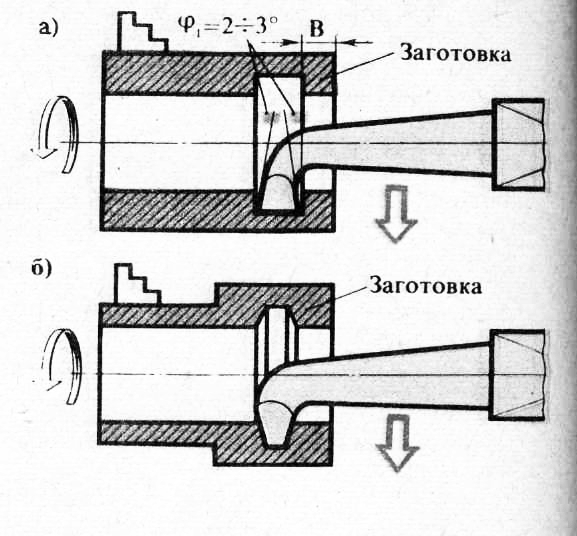
Растачивание обычно выполняют в несколько переходов. Выделяют предварительное, чистовое и отделочное растачивание. При предварительном растачивании достигается квалитет точности 13-14, при чистовом — 9-10, а при отделочном — квалитеты точности 7-8. Инструментом при растачивании служат расточные дер- жавочпые и пластинчатые резцы. Их устанавливают в концевых расточных оправках перпендикулярно (рис. 5.24, а) или наклонно (рис. 5.24, 6) к ее оси. На рис. 5.24, в, г показаны одно- и двухрезцо-

Рис. 5.24. Концевые расточные оправки (а-г):
1 — направляющая часть; 2 — державка; 3 — конус; 4 — лапка; 5 — паз; 6 — резец; 7 — винты

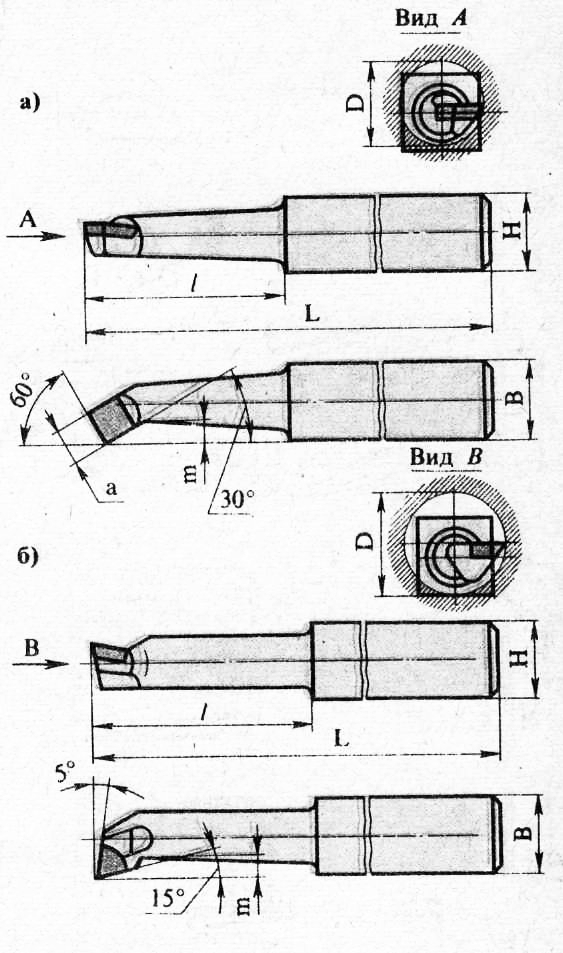
Рис. 5.25. Формы расточных резцов (а-е)
вые оправки соответственно. Проходные резцы имеют угол в плане ф, равный 60° или 75°. Их установка показана на рис. 5.25, а-г. Они позволяют обрабатывать открытые и полуоткрытые отверстия, в том числе с перпендикулярным торцом.
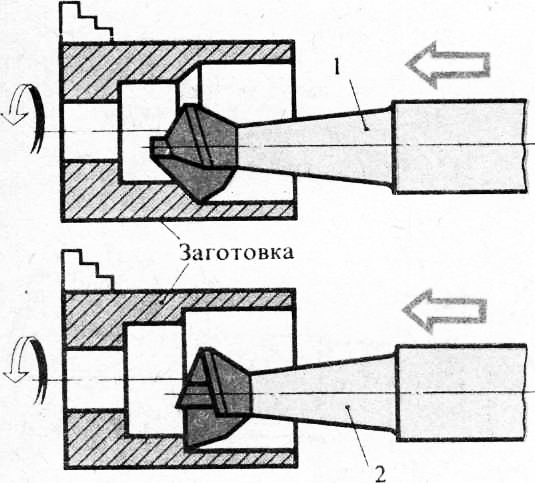
Державочные прорезные — канавочные резцы (рис. 5.25, д) применяют для растачивания канавок и коротких выемок внутри отверстия. Державочные двусторонние проходные резцы (рис. 5.25, е) с углом в плане ф = 60° применяют при растачивании закрытых отверстий.
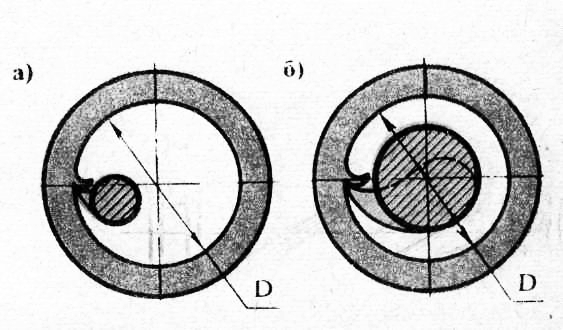
Пластинчатые резцы (рис. 5.26) делятся на два основных вида: однолезвийные (рис. 5.26, а, б) и двухлезвийные (рис. 5.26, в, г). Двухлезвийные пластинчатые резцы работают сразу двумя режущими кромками и поэтому производительнее однолезвийных. Двухлезвийные пластинчатые резцы с заплечиками самоцентри- руются с их помощью на оправке. Их обычно делают мерными для получения расточенного отверстия определенного диаметра. Однолезвийные пластинчатые резцы необходимо настраивать на нужный размер. Чтобы облегчить настройку и повысить ее точность применяют так называемые аншлажные пластинчатые резцы (рис. 5.27, а), где винт 2 позволяет плавно перемещать резец. Аналогично обеспечивается точная настройка державочного резца

Рис. 5.26. Пластинчатые расточные резцы: а, б — однолезвийные; в, г — двухлезвийные с помощью винта 4 (рис. 5.27, б). Отрегулированный резец 2 закрепляется винтами 3.
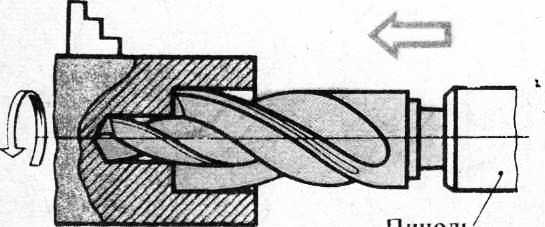
На рис. 5.28 представлена схема базирования и закрепления расточной оправки путем затягивания конического хвостовика 3 через его паз в отверстие шпинделя станка 2 плоским клином 1.

Рис. 5.28. Схема затягивания оправки в коническое отверстие шпинделя станка:
1 — клин; 2 — станок; 3 — хвостовик

Рис. 5.27. Аншлажный резец (а) и однорезцовый блок с микрометрической регулировкой (б):
Для точной настройки на заданный диаметр растачиваемого отверстия (особенно на координатно-расточных станках) применяют расточные патроны (рис. 5.29). Радиальное перемещение резцедержателя 1 с резцом 3 по направляющим корпуса 2 осуществляется вращением микрометрического винта 5 и фиксируется винтом 4. Микрометрический винт несет на себе втулку с делениями для отсчета перемещения.
Радиальное перемещение резцедержателя, равное 25 мм, позволяет нормальными расточными резцами растачивать отверстия диаметром до 60 мм. Для растачивания отверстий диаметром более 60 мм на резцедержатель надевают специальные расточные головки (рис. 5.29, в)

Рис. 5.29. Расточные патроны (а-в):
1 — резцедержатель; 2 — корпус; 3 — резец; 4 — винт; 5 — микрометрический

Рис. 5.30. Вспомогательные инструменты для работы радиальными
а — втулки выносные; 6 — оправки к ним

Рис. 5.31. Схема консольного растачивания коротких отверстий большого диаметра с помощью радиального суппорта планшайбы
и закрепляют их винтом 4; резец при этом устанавливают в хоботе расточной головки.
Оправки с резцами можно закреплять также на радиальном суппорте планшайбы при помощи выносных втулок (рис. 5.30). С помощью радиального суппорта можно растачивать короткие отверстия большого диаметра (рис. 5.31) и конические отверстия за счет сочетания продольной и радиальной подач. Однако нестандартные конусности не всегда можно получить указанным методом, так как у станка может не оказаться необходимого сочетания подач. В таких случаях применяют специальные расточные головки для растачивания конических отверстий (рис. 5.32).
Головки с постоянным углом конуса показаны на рис. 5.32, а. Их закрепляют на радиальном суппорте планшайбы. В резцедержателе 1 закрепляют резец (или оправку с резцом) и в процессе обработки перемещают по наклонным направляющим при помощи винта 3. На конце винта насажена звездочка 2, которая при вращении головки наталкивается на пальцы-упоры и таким образом поворачивает винт 3, сообщая резцу продольную подачу. Расточная головка, позволяющая производить консольную обработку конусных отверстий с различными углами, показана на рис. 5.32, б. Установку на необходимый диаметр осуществляют перемещением радиального суппорта 1 планшайбы.

Рис. 5.32. Специальные расточные головки для растачивания конических отверстий: а — с постоянным углом (1 — резцедержатель; 2 — звездочка; 3 — винт); б — регулируемых по углу конуса (1 — суппорт; 2 — звездочка; 3 — фиксатор положения; 4 — державка; 5 — оправка; 6 — зажим; 7 — ось поворота)

Раста́чивание — процесс механической обработки внутренних поверхностей отверстия расточными резцами в заданный размер. В основном осуществляется на токарных, агрегатных, расточных и других группах металлорежущих станков. Растачивание является одной из самых сложных операций в металлообработке. Диаметр обрабатываемого отверстия может составлять от нескольких миллиметров (Токарно-винторезный станок) до нескольких метров (Токарно-карусельный станок). Также растачивание предусматривает всевозможные технологические выемки, фаски, канавки, заточку под разными углами и пр. [1]
Содержание
Растачивание отверстий [ править | править код ]

Растачивание на токарных станках, как правило, производится в следующих случаях:
- если сверление, зенкерование или рассверливание не обеспечивают необходимой точности размеров отверстия;
- если есть необходимость обеспечения прямолинейности оси отверстия и точности её положения;
- если нет сверла или зенкера необходимого размера;
- если необходимо обработать отверстие, диаметр которого превышает наибольшие стандартные диаметры свёрл и зенкеров;
- при небольшой длине отверстия.
Устройство расточного резца [ править | править код ]
Расточной резец — это технологическое приспособление, состоящее из трёх основных частей:
- сменная неперетачиваемая пластина;
- тело расточной оправки;
- хвостовик.


Отправить ответ