
Ремонт металлоконструкций с применением сварки
Содержание:
- 1 Услуги ремонта металлоконструкций в ООО «Сектор»
- 2 Технологические карточки
- 3 Сборка деталей
- 4 Вспомогательное оборудование
- 5 Особенности ручного метода
- 6 Контроль качества
- 7 Работа с листовыми заготовками
- 8 Ремонт металлоизделий
- 9 Правка деформированных элементов
- 10 Изготовление элементов металлоконструкций
- 11 Сборка
- 12 Сварка
- 13 Дополнительные требования к сварке при отрицательных температурах
- 14 Контроль качества сварных соединений
- 15 Ремонт и изготовление заклепочных и болтовых соединений
- 16 Ремонт элементов с трещинами
- 17 Допуски на отремонтированные металлоконструкции
ООО Производственно-Технический центр «Сектор” предлагает полный пакет (спектр) услуг кранового сервиса, включающий в себя все необходимые меры, направленные на достижение максимально безопасной эксплуатации грузоподъемных кранов, автогидроподъемников (автовышек), эффективное производство работ автокранами, своевременное техническое обслуживание грузоподъемных механизмов, а также ремонт ГПМ всех видов в сжатые сроки!
Металлоконструкции широко применяются во многих областях — строительстве, разных отраслях промышленности. Компания «Сектор» предлагает услуги по ремонту металлоконструкций, в том числе восстановление геометрии неповортной платформы и исправление корпусов крупногабаритной спецтехники, ремонт промышленных трубопроводов и прочие работы.
Элементы металлических конструкций, находящиеся под высокой нагрузкой, склонны к разрушению в результате различных факторов. Это не только «усталость» материала, но и воздействие окружающей среды — влажности, скопление пыли и мелких частиц и т. д. Поворотные механизму к тому же склонны к истиранию даже самого прочного металла. В результате всего этого образуются дефекты: трещины, истончение металла, коррозия. Эти дефекты в свою очередь могут привести к более серьёзной поломке.
Важно своевременно выполнять ремонт металлоконструкций в целях безопасности. Конструкции с возможными дефектами несут повышенную угрозу безопасности рабочего персонала, в какой бы сфере они ни использовались. В частности, усиление шахт аутригеров позволяет предотвратить поломку конструкции во время работы и исключить вероятные жертвы среди персонала.
Услуги ремонта металлоконструкций в ООО «Сектор»
ООО ПТЦ «Сектор» предлагает самый широкий спектр услуг по ремонту металлоконструкций. Мы работаем с конструкциями, использующимися в строительстве, промышленности, машиностроении и других областях.
Перечень наших услуг охватывает самое обширное количество работ с металлоконструкциями:
- восстановление геометрии неповортной платформы на разных видах специализированной техники;
- усиление лонжеронов поворотной платформы на строительном, промышленном, складском, производственном оборудовании;
- ремонт строительных конструкций путём их усиления и устранения любых дефектов;
- сварочные работы для устранения трещин в металлоконструкциях;
- восстановление посадочных отверстий под пальцы гидроциллиндров;
- исправление деформированных элементов металлических конструкций;
- усиление конструкций путём приварки укрепляющих элементов к ослабленным участкам;
- ремонт с применением сварки трубопроводов высокого давления на промышленных и производственных предприятиях.
Эти и многие другие работы по ремонту всевозможных металлоконструкций выполняются высококлассными специалистами, много лет работающими в этой области.
В основу процесса термической обработки объёмных металлоконструкций заложены строго регламентируемые принципы, определяемые как типовые технологии сварочного процесса. С этой точки зрения подготовка и сопровождение сварки невозможны без применения специальных аналитических методов, являющихся составной частью общих работ.
Оптимизация технологического процесса сварки металлоконструкций предполагает несколько различных вариантов его проведения. Для этого применяются проверенные на практике приёмы, сводящиеся, в частности, к составлению специальных сопровождающих документов (технологических карт).

Технологические карточки
Технологическая карта сварки включает в себя ряд пунктов и граф, указывающих на следующие характеристики процесса сварки металлоконструкций:
- наименование изделия;
- единицы измерения объёма проведённых работ;
- цифровой код осуществляемой операции;
- обозначение нормативов, на основании которых она реализуется;
- уровень автоматизации, код степени квалификации оператора и многие другие параметры.
С содержанием типовой технологической карты можно ознакомиться в Таблице

Основное назначение этого учёного документа – зафиксировать всю информацию о проведённой операции по возведению металлоконструкций и хранить её коды в компьютерной базе как типовой образец.
На основании этих карт на предприятиях и в организациях подготавливаются и постоянно пополняются информационные массивы, позволяющие оперативно ссылаться на уже реализованный ранее технологический процесс.
Вся указанная в карточках информация вводится в базу только в кодированном виде.
При разработке новой технологии сварки металлоконструкции она учитывается после того, как проводится экспертная оценка эффективности предстоящих операций (исходя из особенностей отдельных сборных изделий).
Количественная оценка технологичности этих операций производится с учётом следующих факторов:
- последовательность их выполнения;
- разбивка металлоконструкции на независимые технологические узлы;
- виды используемой оснастки и специальных приспособлений;
- токовые режимы сварки, предполагаемые напряжения в конструкции и степень деформации отдельных составляющих.
По завершении проверки эффективности новой технологической цепочки сварки данные и коды отправляются на хранение в компьютерную базу предприятия.
Сборка деталей
 Сварка металлоконструкций, подготавливаемых в виде отдельных сборных узлов, осуществляется согласно ГОСТ 5264-80, в котором определяются принципы монтажа на основе электродугового метода.
Сварка металлоконструкций, подготавливаемых в виде отдельных сборных узлов, осуществляется согласно ГОСТ 5264-80, в котором определяются принципы монтажа на основе электродугового метода.
В соответствии с положениями этого документа определяется порядок подготовки металлоконструкции к сборке, включая способы подачи его отдельных элементов к месту сварки.
Устанавливаются режимы сплавления отдельных узлов металлоконструкций, которые выбираются в соответствии с данными, указанными в составленной ранее технологической карте на этот вид сварных работ.
Окончательный монтаж металлоконструкции осуществляется в определённой последовательности, включающей предварительную зачистку кромок и ближайших к ним участков. При этом подгонка элементов под сварку производится либо с помощью механических средств, либо посредством газовой резки.
При сборке уже подготовленного изделия руководствуются не только чертежами, но и уже упомянутыми ранее технологическими картами. В них, помимо режимов работы и порядка сборки должны указываться способы крепления деталей, а также методы контроля собранных изделий.
В процессе подготовки металлоконструкций следует исходить из того, что при их сварке предполагается использовать электрическую дугу, температура плавления которой может достигать 7000 °.
К особенностям этого метода сборки сложных объектов следует отнести и то, что при его реализации применяются специальные приспособления для сварки.
Вспомогательное оборудование
 Процесс сварки металлических заготовок предполагает их объёмную фиксацию в заданном положении, что удаётся сделать лишь с помощью дополнительных приспособлений особой конструкции (кондукторов).
Процесс сварки металлических заготовок предполагает их объёмную фиксацию в заданном положении, что удаётся сделать лишь с помощью дополнительных приспособлений особой конструкции (кондукторов).
Кондуктор может выполняться в виде стенда или станины произвольной формы, обеспечивающей приём и крепление очередной заготовки, входящей в состав монтируемой металлоконструкции.
В зависимости от условий и технологических особенностей каждого конкретного процесса сварки кондукторы могут иметь самые различные исполнения. В упрощённом виде эти приспособления имеют форму, позволяющую сформировать прямой угол в зоне стыка металлических изделий.
Помимо этих фиксирующих элементов сварочные работы с металлоконструкциями предполагают использование специальных подающих механизмов, называемых стапелями.
Сварочный стапель представляет собой сооружение в виде Г-образного подъёмного приспособления, используемое для размещения заготовок, над которыми располагается площадка с оператором.
Таким образом, установленный порядок работы со стапелями, значительно облегчающий труд сварщика, предписывает использование их в качестве опорных конструкций, предназначенных для укладывания свариваемых балок или пролётов.
Непосредственно над ними по проложенным вдоль стапелей рельсам перемещается сварочный портал (площадка) с находящимся в нём сварщиком.
Применение стапелей при сварке металлоконструкций позволяет получать непрерывный (сплошной) шов без отрыва от сварочного процесса.
Также отметим, что при фиксировании небольших заготовок посредством углового кондуктора допускается нормируемое отклонение от предполагаемой линии стыковки (в пределах, предусмотренных технологическим процессом).
Особенности ручного метода
 Сборка строительных металлических конструкций посредством дуговой сварки – сложный технологический процесс, справиться с которым способны лишь хорошо обученные специалисты.
Сборка строительных металлических конструкций посредством дуговой сварки – сложный технологический процесс, справиться с которым способны лишь хорошо обученные специалисты.
В его основу заложено термическое воздействие электрической дуги, для получения которой используется основное и вспомогательное оборудование.
К первой из этих составляющих относятся источник энергоснабжения и преобразующий силовой трансформатор или инвертор, а ко второй – соединительные шины (провода), а также держатель с рабочим электродом.
Во время ручной дуговой сварки металлоконструкций на обрабатываемые заготовки и электроды подаётся ток от преобразовательного устройства, за счёт которого образуется электрическая дуга. Высокая температура в зоне горения расплавляет металл, образуя сварочную ванну, какое-то время находящуюся в жидком состоянии.
В пределах ванны расплавленные металлы электродов и заготовок смешиваются между собой, а выделяющийся в результате шлак всплывает наружу и формирует защитную плёнку.
После остывания и затвердения материала в зоне ванны образуется так называемый «сварной шов». Для получения красивого и прочного стыкового соединения необходимо соблюдение ряда требований, касающихся как режима сварки и качества дуги, так и техники обращения с держателем электродов.
При оценке качества сварки в первую очередь исходят из того, насколько форма шва соответствует заданному стандарту, и из его внешней привлекательности. Но не менее важна и его внутренняя структура, определяющая прочность и надежность получившегося при этом контакта.
Контроль качества
 Качеству сварки металлоконструкций в процессе их сборки уделяется особое внимание, поскольку малейшее отклонение от технологических требований способно привести к нежелательному результату (браку).
Качеству сварки металлоконструкций в процессе их сборки уделяется особое внимание, поскольку малейшее отклонение от технологических требований способно привести к нежелательному результату (браку).
Основным документом, регламентирующим порядок контроля качества сварных конструкций, является руководство (свод рекомендаций или инструкций) под обозначением РД 34 15.132-96.
Этот нормативный документ помимо перечня требований к сварке конструкций определяет технологические нормы оценки качества образуемых сварных соединений.
Кроме того, он предписывает порядок проведения сварочных работ при укрупнении существующих или монтаже новых металлоконструкций. В этом руководящем документе определяются требования к уровню квалификации операторов сварочного процесса и контролёров, а также общий порядок организации работ.
В отдельном разделе приводятся требования к основным и расходным материалам, использование которых обеспечивает высокое качество сборки и сварки металлоконструкций.
Работа с листовыми заготовками
При рассмотрении технологических особенностей работы с листовыми изделиями особое внимание следует уделить последовательности сварки заготовок. При наличии в обрабатываемой металлоконструкции разнонаправленных сочленений в первую очередь варятся поперечные швы. И лишь по завершении их формирования можно будет переходить к продольным соединениям.
В процессе таких работ должен использоваться метод сварки, при котором потребление энергии минимально.
Для тонколистовой стали расчёт энергозатрат ведётся в единицах мощности, приходящихся на погонный метр изделия.
При вертикальной сварке её предпочтительнее вести по строго фиксированному направлению – сверху вниз. Кроме того, обязательно должно соблюдаться следующее правило: между листовыми заготовками металлоконструкции для предотвращения их коробления перед сваркой должны оставаться небольшие зазоры (не менее 1 мм).
Для этих же целей рекомендуется использовать специальные нагрузочные элементы, обеспечивающие удобство сваривания легко деформируемых участков металлоконструкции. Последовательность сплавления листовых заготовок должна соответствовать порядку, изображённому на графиках.





После их рассмотрения можно сделать вывод, что сварка в этом случае должна вестись от середины к краям.
Ремонт металлоизделий
 Текущий ремонт металлоконструкций с использованием электродуговой сварки предполагает выправление повреждённых мест методом их пластического деформирования. Как правило, для этих целей применяются особые приспособления, в состав которых входят домкраты винтового или гидравлического действия.
Текущий ремонт металлоконструкций с использованием электродуговой сварки предполагает выправление повреждённых мест методом их пластического деформирования. Как правило, для этих целей применяются особые приспособления, в состав которых входят домкраты винтового или гидравлического действия.
Ремонт (правка) металлоконструкций этим методом без дополнительного нагрева допускается лишь в редких случаях, когда радиусы деформации не превышают определённой величины.
Крупногабаритные и объёмные металлоконструкции ещё до ремонта разбираются на простые составляющие с одновременным удалением имеющихся на них швов, болтовых соединений и заклепок. Причём первые удаляются с применением сварки электрической дугой с использованием угольных электродов, покрытых медью.
Трещины в теле металлоконструкции, а также её повреждённые составляющие завариваются уже описанными методами при условии введения дополнительных продольных накладок. Длина каждого из таких усилительных элементов должна примерно вдвое превышать ширину участка заготовки, подлежащего ремонту.
Элементы трубопроводов с трещинами или разрывами в стенках восстанавливаются путем заваривания повреждённых мест или их удаления. При этом трубы перед электросваркой разделываются любым из известных механических способов (с применением специальных станков, например).
Ремонт и восстановление мест стыковки элементов трубопроводов помимо обычного механического метода, предполагающего использование типового слесарного инструмента, могут проводиться за счёт наращивания металла электросваркой.
Таким образом, для качественной сварки и ремонта металлоконструкций необходимо технологическое сопровождение этих процессов, сводящееся к выполнению определённых условий нормативного характера.
При этом важно не только следовать указаниям действующих стандартов и нормативов, но и владеть достаточным опытом проведения монтажных работ.

Правка деформированных элементов
1.4.1.1. Правка применяется в случаях, когда фактические отклонения от проектной формы (прямолинейности и плоскостности) отдельных элементов и узлов металлоконструкций превышают величины, указанные в заводской документации на соответствующие узлы крановых металлоконструкций, а при их отсутствии—величины, приведенные в приложении 8 справочном. 1.4.1.2. Исправление элементов металлических конструкций, получивших остаточные деформации изгиба, необходимо вести способами холодной и горячей правки. Холодную правку …
Изготовление элементов металлоконструкций
1.4.2.1. Элементы металлоконструкций, получившие существенные деформации, а также имеющие трещины, пробоины и другие дефекты, не поддающиеся ремонту, должны быть частично или полностью заменены новыми. 1.4.2.2. Прокатная сталь, предназначенная для применения при ремонте металлоконструкций, должна быть очищена от ржавчины, грязи и тщательно выправлена. Правка должна производиться согласно требованиям, изложенным в подразделе 1.4.1. 1.4.2.3. Разметку следует производить с помощью рулеток, …
Сборка
1.4.3.1. При сборке конструкций должна быть обеспечена точность соединений в пределах размеров и допусков, установленных чертежами и настоящим РД. 1.4.3.2. Детали, поступающие на сборку, должны быть тщательно выправлены и очищены от заусенцев, грязи, масла, стружки, сварочных брызг, ржавчины и пр. Элементы, покрытые льдом, должны быть отогреты и просушены. 1.4.3.3. Размеры зазоров при сборке сварных соединений, а также отклонения …
Сварка
1.4.4.1. Сварка крановых металлоконструкций должна (производиться по заранее разработанному технологическому процессу, Правилам Госгортехнадзора и настоящему РД с учетом специфики свариваемого изделия, используемого оборудования и оснастки. 1.4.4.2. Технологический процесс устанавливает последовательность сборочно-сварочных работ, способы сварки, порядок наложения швов и режимы сварки, диаметры и марки электродов и электродной проволоки, требования к другим сварочным материалам и пр. Соблюдение установленного технологического …
Дополнительные требования к сварке при отрицательных температурах
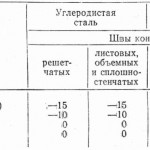
1.4.5.1. Ручную и полуавтоматическую сварку стальных конструкций при температурах ниже указанных в табл. 3 следует производить с подогревом стали в зоне выполнения сварки до 120—160°С на ширину 100 мм с каждой стороны соединения. Таблица 3 Минимально допустимая начальная температура стали при ручной и полуавтоматической дуговой сварке без предварительного подогрева, °С 1.4.5.2. Сварка в среде углекислого газа …
Контроль качества сварных соединений
1.4.6.1. Контроль качества сварных соединений производят соответствующие специалисты служб МПТН или по их поручению сторонние специализированные организации. При этом швы и прилегающие к ним участки основного металла шириной не менее 20 мм в обе стороны от шва должны быть сухие и обработанные, очищены от шлака, брызг, натеков металла, флюса, ржавчины и других загрязнений. 1.4.6.2. Контроль сварных соединений …

Ремонт и изготовление заклепочных и болтовых соединений
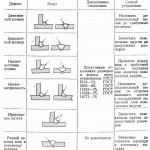
1.4.7.1. Смена заклепок может быть сплошной или частичной. При сплошной смене заменяют все заклепки, расположенные в узле или стыке, при частичной — заменяют отдельные дефектные заклепки. Дефекты заклепок приведены в табл. 7. Таблица 7 Дефекты поставленных заклепок, причины дефектов и способы их обнаружения Примечание. Контроль плотности заполнения отверстия, а также контроль по п. 7 производится …
Ремонт элементов с трещинами
1.4.8.1. Выявление трещин в металлоконструкциях следует производить согласно РТМ 31.4006—77 «Методика осмотра металлоконструкций портальных кранов морских портов». 1.4.8.2. Заварка сквозных трещин в листах и профилях должна осуществляться с последовательным соблюдением приводимых ниже требований: трещина по всей ее протяженности должна быть выявлена с применением в случае необходимости соответствующих способов дефектоскопии (смачивание керосином с последующим вытиранием насухо и покрытием …
Допуски на отремонтированные металлоконструкции
1.4.9.1. Допускаемые отклонения размеров отремонтированных сборочных единиц металлоконструкций не должны превышать величин, указанных в заводской или ремонтной документации, а при их отсутствии должны быть выполнены с предельными отклонениями ±1/2 (H16 = h16) *. 1.4.9.2. Допускаемые отклонения формы и расположения поверхностей отремонтированных деталей и сборочных единиц металлоконструкций не должны превышать величин, указанных в заводской или ремонтной документации, а …


Отправить ответ