
Резьба модульная и питчевая
Содержание:
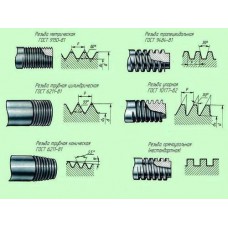
Виды и характеристики резьб.
Классификация и основные признаки резьб:
- единица измерения диаметра (метрическая, дюймовая, модульная, питчевая резьба)
- расположение на поверхности (наружная и внутренняя резьба)
- направление движения винтовой поверхности (правая, левая);
- число заходов (одно- и многозаходная), например двузаходная, трёхзаходная и т. д.;
- профиль (треугольный, трапецеидальный, прямоугольный, круглый и др.);
- образующая поверхность на которой расположена резьба (цилиндрическая резьба и коническая резьба);
- назначение (крепёжная, крепёжно-уплотнительная, ходовая и др.).
Основные параметры резьбы и единицы измерения
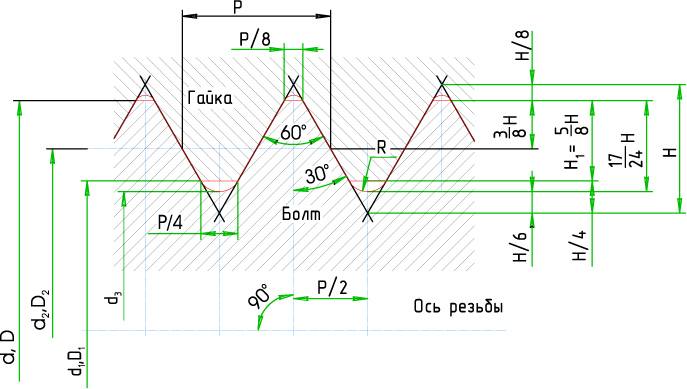
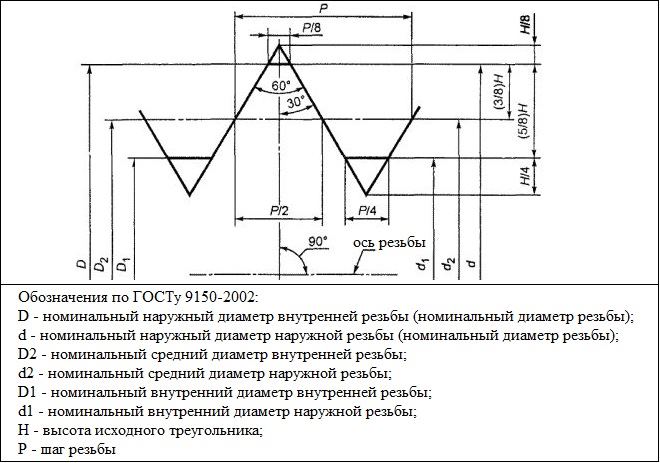
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ось резьбовой детали. ГОСТ 9150—81 и ГОСТ 8724—81 устанавливают единый номинальный профиль для цилиндрических метрических резьб диаметром до 600 мм, включая резьбы диаметром менее 1 мм. Номинальный профиль резьбы и его элементы показаны на рис. 1. Впадина наружной резьбы (рис. 2) может быть плоскосрезанной или закругленной: Rmax = 0,144Р, Rmin = 0,108Р, где R — радиус впадины; Р — шаг резьбы.
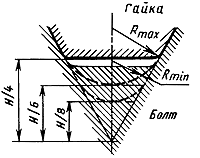 Рис. 2. Впадины резьбы болта и гайки.
Рис. 2. Впадины резьбы болта и гайки.
Резьбы определяются следующими основными параметрами: наружным, средним и внутренним диаметрами; шагом; углом профиля; углом наклона сторон профиля.
Наружный диаметр резьбы d (см. рис. 1) —диаметр цилиндра, описанного относительно вершин наружной резьбы (или впадин внутренней резьбы).
Внутренний диаметр d1 — диаметр цилиндра, вписанного в вершины внутренней резьбы (или впадины наружной резьбы).
Номинальные значения d и dx для наружной и внутренней резьбы одинаковые.
Средний диаметр d2 — диаметр воображаемого цилиндра, поверхность которого пересекает витки резьбы таким образом, что ширина витков и ширина впадин равны.
Шаг резьбы Р — расстояние между параллельными сторонами двух рядом лежащих витков резьбы крепежа, измеренное вдоль оси. ГОСТ 8724—81 устанавливает диаметры в диапазоне 0,25. 600 мм и шаги 0,075. 6 мм. Метрические резьбы могут иметь крупный шаг (при диаметрах 0,25. 68 мм) и мелкий шаг (при диаметрах 1. 600 мм).
Угол профиля α — угол между боковыми сторонами профиля, измеренный в осевой плоскости. Угол наклона сторон профиля β — угол между стороной профиля и перпендикуляром к оси резьбы. Для резьб с симметричным профилем β = 0,5α. Для резьб с асимметричным профилем, например для упорной или конической, угол наклона каждой стороны определяется независимо.
Высота исходного треугольника Н — высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения. Рабочая высота профиля Н1 — высота плоскосрезанного теоретического профиля, равная полуразности наружного и внутреннего диаметров. Для метрических резьб Н = 0,866025×Р, Н1 = 0,54126×Р.
Ход Ph — величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°; Ph=P×n, где n — число заходов.
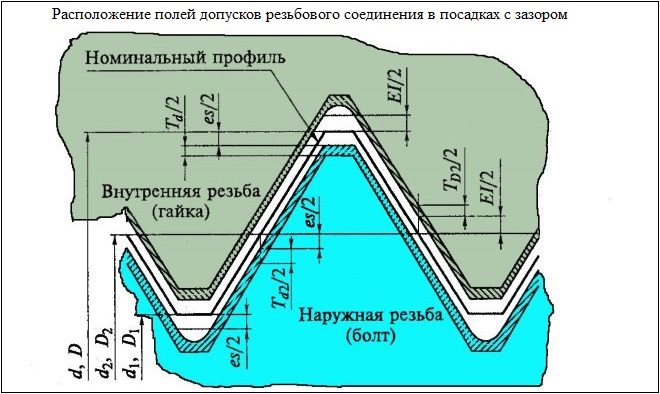
В действительности высота соприкосновения меньше, так как система допусков предусматривает определенные зазоры, например, по внутренним диаметрам резьбы гайки и болта.
Рабочая высота витка Н1 — наибольшая высота соприкосновения; наименьшая выcота соприкосновения обозначается Н1 min. Для резьбы с плоскосрезанным профилем Н1 и Н1 min определяют наибольшее и наименьшее перекрытие витков резьбы болта и гайки.
Угол подъёма резьбы (винтовой линии) 
Для многозаходных резьб в числителе этой формулы следует подставлять вместо Р произведение nP, где n — число заходов. Длина свинчивания (высота гайки Н) — длина (высота) соприкосновения поверхностей болта и гайки, измеренная вдоль оси.
Обозначается метрическая резьба буквой M (от англ. metric system, метрическая система мер). Резьба с номинальным диаметром 32 мм с крупным шагом обозначается как М32; резьба с номинальным диаметром 16 мм с мелким шагом – М16×1,5; для обозначения левой резьбы в конце добавляются буквы LH.
 Метрическая резьба — с шагом и основными параметрами резьбы в долях метра.
Метрическая резьба — с шагом и основными параметрами резьбы в долях метра.
Имеет широкое применение с номинальным диаметром от 1 до 600 мм и шагом от 0,25 до 6 мм. Профиль — равносторонний треугольник (угол при вершине 60°) с теоретической высотой профиля Н=0,866025404Р. Все параметры профиля измеряются в долях метра (миллиметрах).
- ГОСТ 24705-2004 (ИСО 724:1993) — Резьба метрическая. Основные размеры.
- ГОСТ 9150-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Профиль.
- ГОСТ 8724-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги.
- ISO 965-1:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 1. Принципы и основные характеристики.
- ISO 965-2:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 2. Предельные размеры резьб для болтов и гаек общего назначения. Средний класс точности.
- ISO 965-3:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционной резьбы.
- ISO 965-4:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 4. Предельные размеры для наружных винтовых резьб, гальваницированных горячим погружением, для сборки с внутренними винтовыми резьбами, нарезанными метчиком с позиции допуска H или G после гальванизации.
- ISO 965-5:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 5. Предельные размеры для внутренних винтовых резьб винтов для сборки с наружными винтовыми резьбами, гальванизированными горячим погружением, с максимальным размером позиции допуска h до гальванизации.
- ISO 68-1 — Резьбы винтовые ISO общего назначения. Основной профиль. Метрическая резьба.
- ISO 261:1998 — Резьбы метрические ИСО общего назначения. Общий вид.
- ISO 262:1998 — Резьбы ISO метрические общего назначения. Выбранные размеры для винтов, болтов и гаек.
- BS 3643 — ISO metric screw threads.
- DIN 13-12-1988 — Резьбы метрические ИСО основные и прецизионные диаметром от 1 до 300 мм. Выбор диаметров и шагов.
- ANSI B1.13M, ANSI B1.18M — Метрическая резьба М с профилем базирующимся на стандарте ISO 68.
Условное обозначение: буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в миллиметрах, числовое значение шага (для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 16 мм с крупным шагом обозначается как M16; резьба с номинальным диаметром 36 с мелким шагом 1,5 мм — М36х1,5; такая же по диаметру и шагу но левая резьба М36х1,5LH.
Таблица стандартного шага метрических резьб
Метрическая резьба – это винтовая нарезка на наружных или внутренних поверхностях изделий. Форма выступов и впадин, которые ее формируют, представляет собой равнобедренный треугольник. Метрической эту резьбу называют потому, что все ее геометрические параметры измеряются в миллиметрах. Она может наноситься на поверхности как цилиндрической, так и конической формы и использоваться для изготовления крепежных элементов различного назначения. Кроме того, в зависимости от направления подъема витков резьба метрического типа бывает правая или левая. Помимо метрической, как известно, есть и другие типы резьбы – дюймовая, питчевая и др. Отдельную категорию составляет модульная резьба, которую используют для изготовления элементов червячных передач.
От точности исполнения метрической резьбы зависит надежность разъемного соединения
Основные параметры и сферы применения
Наиболее распространенной является метрическая резьба, наносимая на наружные и внутренние поверхности цилиндрической формы. Именно она чаще всего используется при изготовлении крепежных элементов различного типа:
- анкерных и обычных болтов;
- гаек;
- шпилек;
- винтов и др.
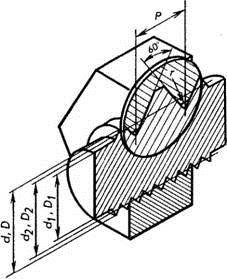
Детали конической формы, на поверхность которых нанесена резьба метрического типа, требуются в тех случаях, когда создаваемому соединению необходимо придать высокую герметичность. Профиль метрической резьбы, нанесенной на конические поверхности, позволяет формировать плотные соединения даже без использования дополнительных уплотнительных элементов. Именно поэтому она успешно применяется при монтаже трубопроводов, по которым транспортируются различные среды, а также при изготовлении пробок для емкостей, содержащих жидкие и газообразные вещества. Следует иметь в виду, что профиль резьбы метрического типа один и тот же на цилиндрических и на конических поверхностях.
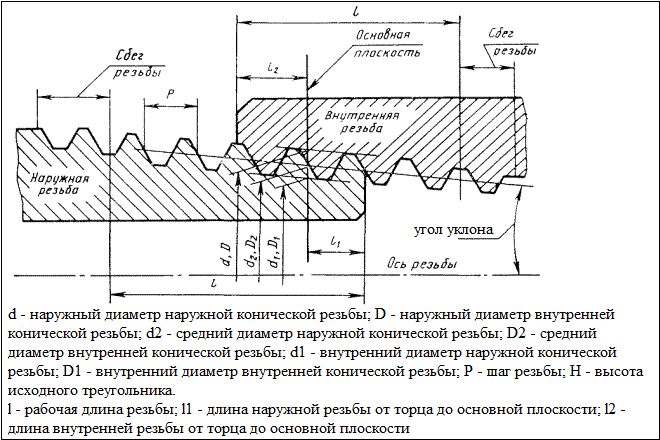
Параметры конусной метрической резьбы
Виды резьб, относящихся к метрическому типу, выделяют по ряду параметров, к которым относятся:
- размеры (диаметр и шаг резьбы);
- направление подъема витков (левая или правая резьба);
- расположение на изделии (внутренняя или наружная резьба).
Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.
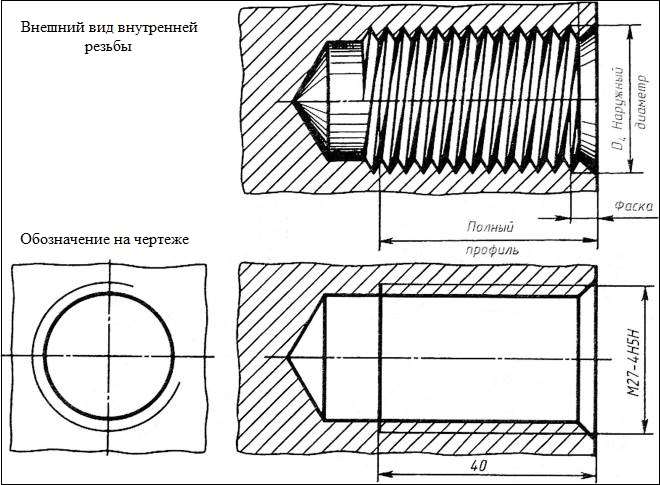
Внутренняя метрическая резьба
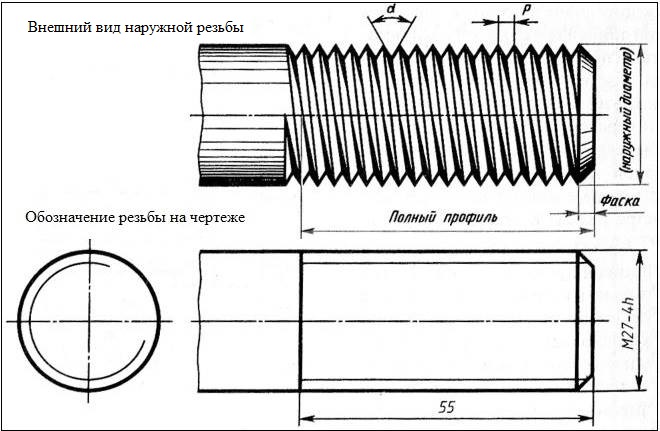
Наружная метрическая резьба
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
- Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
- Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
- Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
- Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
- Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами. Для обозначения этой важной характеристики используют букву P.
- Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу. Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
- Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
Геометрические параметры основного профиля метрической резьбы
Таблица значений диаметров метрической резьбы (все параметры указаны в миллиметрах)

Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004 (все параметры указаны в миллиметрах)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
Основные параметры резьбы метрического типа оговариваются несколькими нормативными документами.
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Стандартизируемым параметрам, указанным в таблицах резьб метрического типа, должны соответствовать размеры резьбы на чертеже будущего изделия. Выбор инструмента, при помощи которого будет выполняться ее нарезка, должен быть обусловлен данными параметрами.
Правила обозначения
Для обозначения поля допуска отдельного диаметра метрической резьбы используется сочетание цифры, которая указывает на класс точности резьбы, и буквы, определяющей основное отклонение. Поле допуска резьбы также должно обозначаться двумя буквенно-цифровыми элементами: на первом месте – поле допуска d2 (средний диаметр), на втором – поле допуска d (наружный диаметр). В том случае, если поля допусков наружного и среднего диаметров совпадают, то в обозначении они не повторяются.
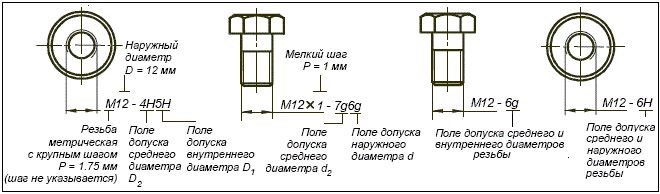
Обозначение метрической резьбы
По правилам первым проставляется обозначение резьбы, затем следует обозначение поля допуска. Следует иметь в виду, что шаг резьбы в маркировке не обозначается. Узнать данный параметр можно из специальных таблиц.
В обозначении резьбы также указывается, к какой группе по длине свинчивания она относится. Всего существует три таких группы:
- N – нормальная, которая не указывается в обозначении;
- S – короткая;
- L – длинная.
Буквы S и L, если они необходимы, идут за обозначением поля допуска и отделяются от него длинной горизонтальной чертой.
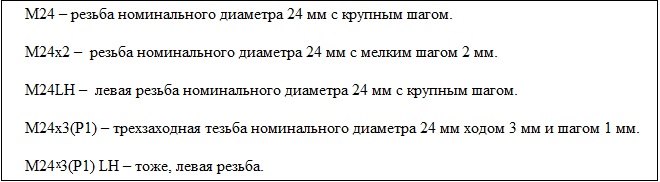
Пример обозначение резьбы на 24 мм различного типа (по ГОСТу 8724)
Обязательно указывается и такой важный параметр, как посадка резьбового соединения. Это дробь, формируемая следующим образом: в числителе проставляется обозначение внутренней резьбы, относящееся к полю ее допуска, а в знаменателе – обозначение поля допуска на резьбу наружного типа.
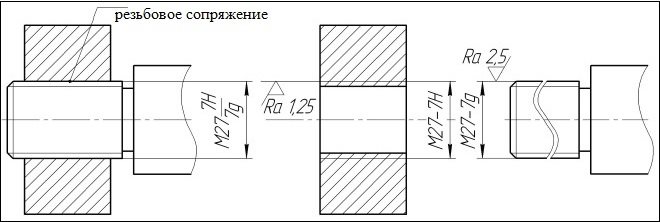
Пример обозначения посадки резьбового соединения на чертежах
Поля допусков
Поля допусков на метрический резьбовой элемент могут относиться к одному из трех типов:
- точные (с такими полями допуска выполняется резьба, к точности которой предъявляются высокие требования);
- средние (группа полей допуска для резьбы общего назначения);
- грубые (с такими полями допуска выполняют резьбонарезание на горячекатаных прутках и в глубоких глухих отверстиях).
Свинчиваемость деталей в резьбовом соединении обеспечивается допусками
Поля допусков на резьбы выбираются из специальных таблиц, при этом надо придерживаться следующих рекомендаций:
- в первую очередь выбираются поля допусков, выделенные жирным шрифтом;
- во вторую – поля допусков, значения которых вписаны в таблицу светлым шрифтом;
- в третью – поля допусков, значения которых указаны в круглых скобках;
- в четвертую (для крепежных изделий коммерческого назначения) – поля допусков, значения которых содержатся в квадратных скобках.
В отдельных случаях разрешается использовать поля допусков, образованные отсутствующими в таблицах сочетаниями d2 и d. Допуски и предельные отклонения на резьбу, на которую впоследствии будет наноситься покрытие, учитываются по отношению к размерам резьбового изделия, пока еще не обработанного с помощью такого покрытия.
Никто не сталкивался?Я конечно знал что есть такая,но не задумывался,в инете поискал-что-то не то,пишут шаг в мм-число Пи деленное на питч(кол-во зубьев на дюйм).
Все началось с того,что решил сделать метчики для резьб тросов газ-реверс,резьба четверть дюйма,28 ниток на дюйм,угол 60 градусов(не 55 !,мерял на инструментальном микроскопе ).
Сунулся на станок-дюймовые резьбы-надо менять шестерни в гитаре,да где же их найдешь,потеряли лет двадцать назад.Смотрю-есть питчевые,без игры на гитаре,поставил 128-включил вращение,за 30 оборотов суппорт проехал 27,3 мм,значит шаг похож,у дюймовой 28 ниток на дюйм-0.907 мм.Нарезал две заготовки из ХВГ,одна пополнее на 0,05 мм.Вопрос остался,так что же такое питчевая,128,шаг 0.907 мм ? Если 3.14 / 28=0.112-не соответствует !
| Re: Питчевая резьба |
| Автор: МАст (—.broadband.corbina.ru) Дата: 20-11-10 08:20 |
А питчевые резьбы это разве не то, по чему движутся кулачки в токарном патроне ? Т.е. на торце заготовки.
| Re: Питчевая резьба |
| Автор: рыбак выборг (—.nwgsm.ru) Дата: 20-11-10 08:35 |
Честно сказать. я не знаю что такое. питчевая резьба, я просто знал токаря.(ЗЕМЛЯ ЕМУ ПУХОМ) . который не отказывался , не умничал, делал хорошие детали. когда его не стало. я действительно обалдел. например одну штуковину которую он сделал за 15минут—не смог повторить—ни кто в городе. ((((((((Сраный болтик на эвинруд—обьехал 4-ре конторы. и только в пятой —зарядили 200 и мой материал.
| Re: Питчевая резьба |
| Автор: Виктор Колпино (—.dynamic.avangarddsl.ru) Дата: 20-11-10 09:11 |
Зарядили двести.
Водяной писал:"Мой час стоит 600 руб".Сраный болтик-подойти к станку,найти инструмент,заготовку,выточить,если болтик-то еще фрезеровка шестигранника,убрать станок.20 минут-не много.
А Вы,как цените свое время ?
При зарплате токаря 40-60,час стоит 250-375.
Сейчас хорошие станочники без дела не сидят и заказов-выше крыши,причем не надо с Вами встречаться,согласовывать,отдавать. -а это тоже время.
В такой ситуации надо искать токаря на окладе,да еще,чтобы он сидел и в носу ковырял,от безделья,а если заказы расписаны до конца марта.
| Re: Питчевая резьба |
| Автор: рыбак выборг (—.nwgsm.ru) Дата: 20-11-10 09:41 |
Ну дык. давай не будем сравнивать ВАШИ зарплаты с НАШИМИ. обойди весь Выборг. токарь у нас 40. получает только . ВО СНЕ.
| Re: Питчевая резьба |
| Автор: Виктор Колпино (—.dynamic.avangarddsl.ru) Дата: 20-11-10 09:47 |
Сочувствую,у нас говорят до ста доходит,40-60-норма,для хорошего токаря.Наверное у нас и жизнь дороже,у меня,например,только на дорогу уходит 2.73 тыр в месяц,на общественном транспорте.
| Re: Питчевая резьба |
| Автор: p78-57 (—.178-66-144-169.dynamic.avangarddsl.ru) Дата: 20-11-10 09:59 |
А что в Питере токарь с квалификацией "точу болтики" 40 тонн получает? Далеко не так.
А если в Выборге 80% токарей не могут выточить болтик, то и правильно. что 40 тонн только во сне видят, их цена не более пятнахи.
"Фирменный" болтик в сервис — центре стоит дешевле?
А на универсальном станке точеные болтики — да не золотые, но серебрянные. И это правильно.
Виктор Колпино, а какие шестерни в гитаре ставили, когда получили этот шаг? Для метрических шагов?
Хохма в том, что по амеровскому стандарту (Unified Thread Standard) дюймовая крепежная резьба имеет угол профиля именно 60*. Так, что ничего необычного. И не стоит лезть в "дебри" резьб для червяков.
А вот шестерни для гитары стоит восстановить (надо то — фрезер с делительной головкой, да модульную фрезу, количество зубьев — в таблице для настройки шагов и подачь на токарном станке).
| Re: Питчевая резьба |
| Автор: Виктор Колпино (—.dynamic.avangarddsl.ru) Дата: 20-11-10 10:19 |
p78-57
Сунулся на станок,для метрической и питчевой шестерни одни и те же,просто выбираешь рукояткой питчевую,а для дюймовой надо менять шестерни в гитаре.Решил попробовать питчевую,вдруг примерно подойдет,,шаг 0.907,ближайшая метрическая шаг 1 мм .
Поставил питч28-о чудо !За 30 оборотов суппорт прошел 27.3 мм-шаг 0.91(наверное погрешность остановки шпинделя,это и есть 0.907).Стал смотреть в инете,ну не получается этот шаг при питче 28,вот и заинтересовался.
Насчет токарей согласен,есть такие. У нас есть токарь,так ему кличку дали-"Фаберже".
По американскому стандарту вообще пять видов метрических резьб.
| Re: Питчевая резьба |
| Автор: p78-57 (—.178-66-144-169.dynamic.avangarddsl.ru) Дата: 20-11-10 10:32 |
Виктор Колпино писал:
> По американскому стандарту вообще пять видов метрических резьб.
+++ В том весь фокус, что дюймовая с углом не 55* как у нас, а 60*.
Думаю там именно этот вариант.
| Re: Питчевая резьба |
| Автор: федот68( Калуга) (—.broadband.corbina.ru) Дата: 20-11-10 16:40 |
Если память не врёт — 55* — есть трубная резьба.( да, тоже " дюймовая.". только — весьма условная — ибо в ходу не Ф резьбы/шейки , на которой резьба, а ДУ. — ( Диаметр Условный) — вроде как площадь проходного сечения трубы в квадратных дюймах.( у нас — ду тупо в миллиметрах)
Вот в " крепленческой" резьбе — аккурат 60* и " реальные" диаметры.
| Re: Питчевая резьба |
| Автор: Виктор Колпино (—.95-55-168-195.dynamic.avangarddsl.ru) Дата: 20-11-10 19:54 |
на тросах резьба такая :
Угол при вершине 60°, теоретическая высота профиля H=0,866025P.
Резьба UNF 1/4"-28 0,250 6,350 5,50 28 0,907
Вообще-то хотел разобраться с питчевой,для ликвидации безграмотности,удивило,что шаг на станке совпал с дюймовой.
| Re: Питчевая резьба |
| Автор: p78-57 (—.178-66-132-249.dynamic.avangarddsl.ru) Дата: 20-11-10 22:38 |
Виктор Колпино писал:
> на тросах резьба такая :
> Угол при вершине 60°, теоретическая высота профиля
> H=0,866025P.
>
> Резьба UNF 1/4"-28 0,250 6,350 5,50 28 0,907
>
+++ Ну вот. Это и есть амерская резьба по их стандарту "Unified Thread Standard". "F" в "UNF" — мелкая.
> Вообще-то хотел разобраться с питчевой,для ликвидации
> безграмотности,удивило,что шаг на станке совпал с дюймовой.
+++ Думаю надо искать в "Справочник токаря". У меня под рукой только "Справочник молодого токаря", а там только модульная (молодым видно рано про питчевую). Мне тоже не доводилось резать питчевую, увы :-((.
федот68, у нашенской и крепежной дюймовой 55* также, как у трубной. Глянь древний ОСТ НКТП 1260.
| Re: Питчевая резьба |
| Автор: Водяной (—.volgograd.ertelecom.ru) Дата: 21-11-10 05:14 |
Виктор Колпино писал:
> Вообще-то хотел разобраться с питчевой,для ликвидации
> безграмотности,удивило,что шаг на станке совпал с дюймовой.
Насколько я слышал (бред человека скурившего косяк завернутый в страницу учебника:-), это резьба в паре "червяк"- "шестерня".
И кстати, а на каких тросах такая подлая резьба? На С2 вроде метрическая.
| Re: Питчевая резьба |
| Автор: Виктор Колпино (—.95-55-168-195.dynamic.avangarddsl.ru) Дата: 21-11-10 06:56 |
резьба на С5,думаю на С2 такая же.
| Re: Питчевая резьба |
| Автор: Водяной (109.195.187.—) Дата: 22-11-10 00:48 |
Виктор Колпино писал:
> резьба на С5,думаю на С2 такая же.
На С2 метрическая м5. Без вариантов (я с десятка два моторов поставил с С2)
| Re: Питчевая резьба |
| Автор: Виктор Колпино (—.pppoe.avangarddsl.ru) Дата: 22-11-10 02:16 |
Удивлен! М5,даже не М6 ?Тем более тип должен быть один .Спорить не буду,не в курсе,просто логика.
А как же с питчевой ? Похоже то же,что и с инопланетянами . Придумана,чтобы всех запутать,как Сепульки у Станислава Лема ?
| Re: Питчевая резьба |
| Автор: Водяной (—.volgograd.ertelecom.ru) Дата: 22-11-10 05:34 |
Виктор Колпино писал:
> Удивлен! М5,даже не М6 ?Тем более тип должен быть один .Спорить
> не буду,не в курсе,просто логика.
На С2 резьба на самом окончании троса, на С5 на оболочке. Посему разница в диаметрах.
> А как же с питчевой ? Похоже то же,что и с инопланетянами .
> Придумана,чтобы всех запутать,как Сепульки у Станислава Лема ?
Я ж писал, это для червячных механизмов. Чтобы совместить длину червяка с длиной окружности "шестеренки". Архаизм 🙂
| Re: Питчевая резьба |
| Автор: Виктор Колпино (—.pppoe.avangarddsl.ru) Дата: 22-11-10 05:59 |
У С5 ,как бы сказать,не на оболочке,а на стержне,являющемся продолжением оболочки.
Посмотрел в инете С2,фотка не ах,да,там другое,там присоединительная резьба на продолжении толкающе-тянущего троса.
Все-равно странно,на одном тросе дюймовая,на другом метрическая.
| Re: Питчевая резьба |
| Автор: Strgei35 (—.vologda.ru) Дата: 22-11-10 07:02 |
Архаизм, а в последнне время встречается все чаще, на импортных редукторах ( не ПЛМ) особенно итальянских. Самую малость не совпадает с нашей модульной. Если червяк еще можно истокарить , то с шестерней засада, фрез таких нет на зуборезку. Поэтому пересчитывается пара под наш модуль и в путь. Скорость не много не та , но не критично.
| Re: Питчевая резьба |
| Автор: Водяной (—.volgograd.ertelecom.ru) Дата: 22-11-10 08:56 |
Виктор Колпино писал:
> У С5 ,как бы сказать,не на оболочке,а на стержне,являющемся
> продолжением оболочки.
> Посмотрел в инете С2,фотка не ах,да,там другое,там
> присоединительная резьба на продолжении толкающе-тянущего
> троса.
> Все-равно странно,на одном тросе дюймовая,на другом
> метрическая.
Ничего странного. С5 — мерковские. Изначально дюймовый стандарт.
Яппы, слава богу наши, метрические стандарты используют
| Re: Питчевая резьба |
| Автор: Виктор Колпино (—.dynamic.avangarddsl.ru) Дата: 23-11-10 07:10 |
Скорее всего в этом дело (Страна применения).
Со станком разобрался,не туда посмотрел,оказывается я и нарезал дюймовую,это для питчевой надо шестерни в гитаре менять,так что все в порядке,не нужна была питчевая 53 года,надеюсь и не понадобится ! Вопрос закрыт.Но с питчевой все-равно разберусь,не люблю непоняток.уже понял,что питчевая-развертка шестерни на линию,отсюда и шаги,привязанные к числу 3.141592


Отправить ответ