
Режим сварки алюминия аргоном
Содержание:
- 0.1 Технология сварки алюминия аргоном
- 0.2 Аргонодуговое сваривание алюминия
- 0.3 Преимущества
- 0.4 Недостатки
- 1 Способы сварки и оборудование
- 2 Области применения ТИГ сварки алюминия
- 3 Почему алюминий сложно сваривать
- 4 Подготовка металла к сварке
- 5 Необходимое оборудование для сварки
- 6 Технология сварки алюминия аргоном – пошаговая инструкция
- 7 Недостатки TIG сварки
- 8 Необходимое оборудование
В данном процессе хоть и используется газ, все равно сваривание аргоном входит в число к дуговому методу, поскольку здесь основная сила зависит от электрической дуги, которая плавит металл. Газ используется только для функции защиты, а так же служит для разогрева заготовки перед началом и после сварочных работ.
Данный способ является весьма дорогостоящим, его редко используют для простых видов сварки, тем не менее, его качественный результат считается непревзойдённым в работе с нержавеющей сталью и алюминием. Что бы им пользоваться, понадобится не только специальное оборудование, но и необходимый опыт в работе. Сам по себе алюминий довольно часто используется на различных предприятиях для изготовления различных деталей, благодаря своей простоте и большой прочности.
Сваривание алюминия аргоном используется в основном для ответственных изготовлений. Для того дела используют неплавкие угольные электроды, которые благодаря свойству расширения алюминия облегчают появление сварочной ванны. При верно выставленных параметрах не будет столкновения с различными негативными ситуациями, проявляющими себя в связи с негативными свойствами соединения металла.
Свойства и свариваемость алюминия

При проведении сварки алюминия аргоном, надо знать все мелочи, столкновение с которыми неизбежно в данной работе. Одной из важных проблем то, что на поверхности алюминия образуется оксидная пленка. Удалить ее разогревом не получится, поскольку температура ее плавления состоит из 2000 градусов, а алюминий расплавляется при 680. Появление этой пленки довольно быстрое, поэтому ее требуется удалить перед началом, и во время процесса соединения, для устранения ее и применяется аргон. В противном случае брызги раскаленного металла станут окутываться в такую пленку, и далее нормального сваривания и формирования шва не будет.
Технология сварки алюминия аргоном
В технологии сваривания алюминия предпочитается производить сварку в нижнем положении. Поскольку впоследствии металл станет сильно жидким и будет стекать вниз вместо формирования требуемого валика шва, если делать процесс в ином положении. Данный вид весьма затрудняем, поскольку мастеру придется работать с жидким веществом, поэтому определенный вид работ требует больших навыков. Алюминий почти не меняет своей окраски при разогреве, поэтому узнать его температуру даже в раскаленном образе очень сложно.
Аргонодуговое сваривание алюминия
Существует высокий шанс появления различных трещин и раковин в образовании нужного шва. Это может сказываться из-за плохого защищающего слоя или создания напряжения. Подобных дефектов может не произойти, если при сваривании алюминия аргоном придерживаться четкого режима. Тут коэффициент расширения сильно заметен в отличие от стали, поэтому усадка в алюминии делается совсем не так, что может приводить к деформации в это время. При воздействии сварки, шов металла может становиться шире, из-за чего часто происходит ненужное изгибание соединенных листов.

Преимущества
• Сваривание алюминия аргоном создает наивысший результат качества, который для остальных видов не достигаем;
• Использование горелки для разогрева заготовки, что делает сварку весьма удобной;
• Используется хорошее оборудование, где находятся чувствительные параметры, благодаря чему можно с легкостью настроить любой режим;
• Благодаря аргону, сварочная ванна защищена от различных вредных факторов создавая непреодолимую среду;
• Отсутствие применения электродов с обмазкой, благодаря чему можно делать длинные швы не отрывая дугу;
• Работать с тонкими листами будет намного легче.
Недостатки
• В плане финансов весьма дорогое оборудование для сваривания, поэтому применение производится только в необходимых сферах;
• Не совсем легкие и удобные приспособления в отличии некоторых других видов;
• Применение газа значительно повышает степень риска при сваривании;
• Для хорошего результата требуется немалая практика;
• Подготовительные работы и чистка рабочего места после завершения, требует много времени.

Способы сварки и оборудование

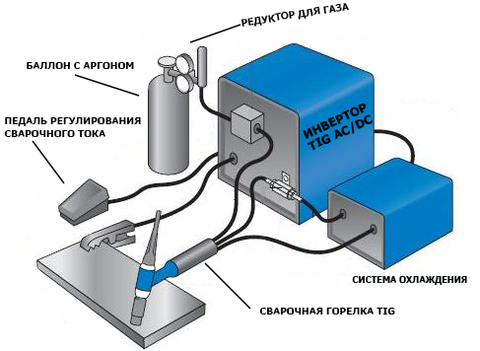
Сварка алюмини я аргоном является сильно востребованным способом сваривания заготовок, ее процесс проходит по тем же шагам, что и с остальными металлами, кроме не больших нюансов. Тут потребуется использование ряда приспособлений, таких как:
• Аргоновый инвертор – является почти обычным сварочным трансформатором, обеспечивающим подачу электричества требуемых параметров. В наше время модели обладают обеспечением как постоянного, так и переменного тока, смотря какие имеются режимы, а еще имеется широкое регулирование параметров;
• Горелка с не плавящимся электродом – тут применяется особая горелка, в нее ставится угольный или вольфрамовый электрод. Через него загорается и держится электрическая дуга, так же имеет функцию размешивания металла в сварной ванне для формирования нужного валика. Подача защищающего газа из горелки, обеспечивающего положительные условия для сваривания. Чтобы пламя четко было распределено вокруг расплавленного металла, электрод устанавливается в горелку;
• Газовый баллон с аргоном – он соединен шлангом с горелкой, для необходимого расстояния от сварочных работ. Нужен баллон, который специально рассчитан для содержания защищающего газа;
• Присадочный материал – в основном это сварочная проволока, она заполняет расстояние между кромками. Ее нужно выбирать соответственно составу данного металла.

Подготовка алюминия к свариванию
Перед сваркой алюминия аргоном стоит выполнить процедуры подготовки. Если речь идет о широкой заготовке, то ее нужно хорошенько почистить перед началом процесса. Если толщина не велика, применяется щетка для металла или наждачная бумага. После будет устранения пленки из оксида с поверхности, и обезжиривания заготовки. Для этого нам потребуется, какой ни будь растворитель, например ацетон или похожие вещества.
В случаях, если толщина кромок превышает 4мм, то потребуется осуществить их разделку, поскольку свойства алюминия делают хуже глубину проварки, из-за этого, она ниже, чем например в стали. Чтобы образовалось более крепкое сваривание, то края деталей, где будет происходить данный процесс, понадобиться скосить под углом от 30 до 45 градусов, смотря какая толщина. Окончательной стадией подготовительных работ может быть обрабатывание флюсом, если это потребуется.

Сварка алюминия аргоном пошаговая инструкция для начинающих
1.Сделать все нужные моменты подготовки к свариванию, какие были описаны выше.
2.Потом требуется обработать флюсом заготовку, чтобы свойства свариваемости стали лучше, и была дополнительная защита от появления пленки из оксида.
3.После можно переходить к процессу сваривания. Нужно зажечь электрическую дугу, потом горелку, и понемногу производить подачу присадочного материала в сварочную ванну. При сварке с тонким металлом рекомендуется работать прерываясь, а когда свариваешь толстые заготовки, можно работать, неотрывно производя, длинный шов.
4.В конце процедуры детали следует остыть, и произвести проверку благодаря керосину или других способов.
Всегда важно помнить, что без требуемой зачистки и обработки растворителем, шов не сформируется в нужном положении, и после завершения процесса, скорее всего, возникнут различные трещины на поверхности металла
Меры осторожности
При аргонодуговой сварке алюминия требуется соблюдать меры осторожности. Вначале следует позаботиться о личной безопасности, надев на себя огнеупорную робу, маску для сварки, и так далее. Баллон надо ставить в радиусе 5 метров от процесса сваривания, так же быть уверенным, что его оборудование невредимо, в основном шланги. Совершать прикасание к металлу после сварки, можно, когда деталь полностью остынет, это займет где-то 10 минут. Требуется помнить, о стандартных правилах электробезопасности.
В мировой и отечественной практике, существуют два наиболее популярных способа соединения алюминиевых деталей – TIG и MIG. Первая аббревиатура обозначает ручной способ сварки неплавящимся электродом , вторая полуавтоматическую. Речь в данной статье пойдет о первом методе, т.к. понятие аргоннодуговая сварка алюминия и других металлов подразумевает именно его.
Области применения ТИГ сварки алюминия
Свойства алюминия и его сплавов, позволяют их применять практически во всех отраслях промышленности:
- пищевой ( баки, трубопроводы и др.);
- авиационной(легкий и прочный, его еще называют летучий материал);
- автомобильной ( головки цилиндров, пропеллеры и др.)
Полезно! Чтобы сварочный шов был красивым и качественным применяется тиг-сварка алюминия аргоном.

Этим способом также пользуются при сварке соединений под ультразвуковой и радиографический контроль.
Освоить метод невозможно без понимания особенностей материала при сварке.
Почему алюминий сложно сваривать
Опытные сварщики знают, что процесс сварки Al является одним из самых сложных. Работа с ним требует от рабочего определенных навыков и, конечно, знаний. При этом аргонная сварка алюминия не является исключением . Ниже приведены некоторые факты, которые обязан знать сварщик:
- Оксидная пленка, которая является главным “врагом” при сварке . Температура плавления ее больше 2000 С, хотя сам алюминий начинает плавиться уже при 660 С. Окисление чистого алюминия на воздухе происходит очень быстро, образуя все тот же оксид алюминия Al2O3.
- Обязательна зачистка металла перед сваркой. Это ключевой момент, позволяющий разбить оксидный слой.
Не меняет цвета при нагревании. Сложно проследить степень нагрева детали, из-за чего, особенно у новичков, наблюдаются прожоги и происходит утечка расплавленного металла. - Требуется много энергии. В отличие от сталей, у летучего металла высокая теплопроводность, она в несколько раз выше. Сварка алюминия аргоном требует внесения большого количества энергии. Более того, во время соединения деталей большого габарита не будет лишним выполнить ее предварительный прогрев. Высокая теплопроводность и малая температура плавления может привести к прожогу деталей.
- Необходимость заварки кратера. И еще одна технологическая особенность, после окончания сварочного процесса, в конце шва, формируется кратер, это происходит потому, что, алюминиевый сплав быстро твердеет. Для обеспечения устранения этого дефекта, в сварочных аппаратах предусмотрен специальный режим. При окончании сварки на электрод поступает увеличенный ток. С его помощью пробивают оксидную пленку в начале сварки, и заваривают кратер, образующийся в конце.
Подготовка металла к сварке
Без предварительной подготовки поверхности свариваемых кромок добиться качественного соединения будет невозможно.
Механический метод
Очистка пленки окислов происходит с помощью:
- наждачной бумаги;
- шабера;
- металлических проволочных щеток
Желательно использовать щетку с проволокой из нержавейки с максимальным диаметром 0,15 мм. При обработке наждаком возможно загрязнение металла, поэтому применение двух последних методов наиболее предпочтительно. Они проводятся непосредственно перед сваркой
Важно ! Какую бы щетку вы не применяли, убедитесь, что она используется исключительно для алюминия.
Причиной тому является возможность занесения частиц другого металла ,что в свою очередь значительно снижает надежность сварного соединения. Использование насадки для болгарки или электродрели не рекомендуется, т.к она способствует занесению кислорода в металл. При сильном вдавливании она разрушает структуру, оставляется поры в алюминии, которые могут создать дополнительные трудности при аргоновой сварке алюминия. В промышленности применяются специальные щетки для этих целей.
Химический метод
Разрушения оксидной пленки добиваются травлением в течении 1 мин следующим составом:
- 1л. Воды
- 50г. едкого технического натра
- 45 г. натрия технического фтористого
Затем следует промыть заготовки в проточной воде и осветить.
Важно! Химическая зачистка позволяет сохранить поверхность алюминия и его свойства в течении 3-4 дней.
Хочется отметить, что подготовки требует не только сам свариваемый металл, но также присадочный пруток в виде алюминиевой проволоки. Для получения хороших результатов рекомендуется выполнить следующие операции:
- Промывка растворителем, обезжиривание не требуется;
- Травление при температуре 60-70 °С в 15%-нм растворе натрия технического;
- Промывка холодной водой;
- Сушка;
- Прокалка в течении 15-30 мин. температурой 300 °С в атмосферном воздухе
Необходимое оборудование для сварки
О сущности метода TIG-сварки здесь говорить не будем, отметим лишь что tig сварка алюминия осуществима при наличии:
- сварочного аппарата;
- электрода из вольфрама;
- защитного газа (аргон);
- присадочной проволоки.
Источник сварочного тока
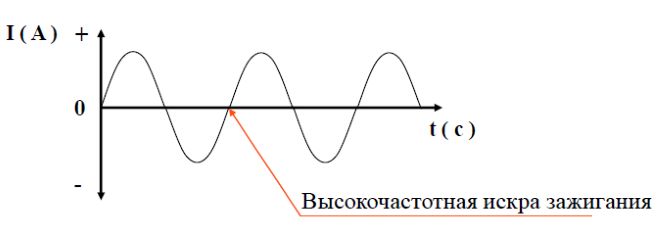
При аргон сварке алюминия вольфрамовым электродом в среде защитного газа используется переменный ток (АС). Он служит для создания более качественного шва. Давайте посмотрим как это работает:
- При пересечении отметки зажигается дуга;
- При положительном полупериоде происходит разрушение оксидной пленки как основного металла ,так и присадочного прутка;
- На отрицательном цикле дуга воздействует на сам алюминий, нагревая его .Происходит охлаждение вольфрамового электрода;
- Смена полярности происходит до 100 раз в секунду при частоте 50 Гц.
На современных аргонодуговых аппаратах для сварки алюминия как минимум предусмотрены две функции регулировки :
- регулировка частоты
- изменение баланс переменного тока
Для выполнения тиг сварки в домашних условиях вполне подходят аппараты для сварки типа Brima TIG или Сварог TECH TIG. Это универсальные источники тока, которые можно использовать в том числе и для других сварочных работ, например, для обработки черных металлов. Они отличаются неприхотливостью, простотой эксплуатации. Позволяют выполнять сварочные работы даже в квартире, разумеется, при соблюдении мер безопасности.
Вольфрамовые электроды для алюминия
Для соединения алюминия в таких условиях необходимо использовать неплавящиеся электроды из вольфрама, которые изготовлены с применением легирующих добавок.
Электроды различают по типу внесенных в их состав добавок. Это определяет марку электрода для различения их между собой их концы окрашивают в разные цвета. Всего существует несколько типов элект родов, которые необходимы для сварки алюминия:
родов, которые необходимы для сварки алюминия:
- WC 20 ( серый);
- WT 20 ( красный);
- WL 15 ( желтый)
Обычно электрод перед сваркой остро затачивается для легкого возбуждения дуги а в процессе работы он приобретает форму шарика.
Защитные газы
Применяется для защиты сварочной ванны от пагубного воздействия атмосферного кислорода. Самым распространенным является инертный газ аргон (Ar), отсюда и название этого процесса. Его использование обусловлено дешевизной и распространенностью.
Лучшего проплавление и увеличение скорости сварки добиваются применением гелия, либо смели двух этих газов(Не). О том, как варить алюминий аргоном читайте дальше.
Технология сварки алюминия аргоном – пошаговая инструкция
Настройка аппарата для сварки
В качестве примера настройки аппарата можно рассмотреть пример сварки листов толщиной 2 мм. Перед тем как включить источник тока, к нему необходимо подключить защитный газ (аргон) и настроить его подачу. Для этого используют манометр, установленный на баллоне с газом. При сварке в помещении расход аргона должен составлять от 7 до 8 литров в минуту. При выполнении работ на открытом воздухе его придется увеличить. Для сварки листов такой толщины подойдет электрод диаметром от 1,6 до 2,4 мм.
Если в процессе работы на его конце образуется шар правильной формы, то все нормально. Если нет, то необходимо подстроить источник, скорее всего, он выдает недостаточное количество тока. Вылет электрода должен составлять не более 2 мм.
Возбуждение сварочной дуги
Предпочтительным способом зажигания дуги является бесконтактный способ, реализуемый высокочастотным осциллятором. Как уже писали ранее, хорошо заточенный электрод – залог успешного зажигания дуги. При этом его расположение должно быть строго вертикально по отношению к поверхности свариваемых деталей. Дуга возбуждается точно в начале сварочного шва.
Внимание! Категорически не допускается прикосновение электродом ни основного металла, ни присадочного.
В противном случае электрод следует заточить по новой, либо вообще заменить.
Создание сварочной ванны
После успешного возбуждения дуги не нужно торопиться и сразу подавать присадку в зону сварки. Дождитесь образования так называемой сварочной ванны. Наблюдайте за формированием в зоне прогрева пятна расплавленного алюминия, имеющего зеркальную поверхность.
Главное не перегреть металл, ведь сварочная ванна формируется за нескольно секунд.
Запомните! Требуемое время прогрева в секундах приблизительно равно толщине металла, принятое в миллиметрах.
Выполнение сварного шва
Итак , мы добились образования сварочной ванны, теперь можно подавать присадку и одновременно перемещать сварочную горелку без колебательных движений.
Аргонодуговая сварка алюминия неплавящимся электродом состоит из следующих повторяющихся циклов:
- Образование сварочной ванны;
- Наплавка валика, формирование участка шва;
- Переход к следующему участку
Угол наклона горелки должен составлять 60-80. Присадочный пруток подается под углом 10-20.
Важно! Следует стремиться выдерживать угол 90 между горелкой и присадкой.
Как мы уже отметили, формирование сварного шва осуществляется ” капля за каплей”. Сварщик должен непрерывно следить за процессом ,чтобы размеры наплавочных валиков были одинаковыми и шов оставался красивым и качественным.
Завершение сварного шва
Не менее важным этапом тиг сварки алюминия является завершение шва, так называемая заварка кратера.
Чтобы при завершении шва “тяжелые “шлаки не оседали в металле “легкого” алюминия используют следующие приемы:
- уменьшение подачи присадочной проволоки;
- увеличение скорости перемещения горелки
Процессы продолжаются до тех пор, пока не будет образовываться сварочная ванна.
Контроль сварки и дефекты швов
Способ контроля выбирают в зависимости от степени ответственности сварного шва. Если он носит декоративный характер, то вполне достаточно визуального осмотра. Если он будет работать под нагрузкой, то, вполне возможно, придется использовать другие методы.
При ошибках в технологии, недостаточной квалификации сварщика и в некоторых других случаях, например, недостаточная чистота газа, в сварном шве возникают дефекты. По сути, их описание точно такое, как и в обычной электродуговой сварке, то есть это непровары, подрезы, наплывы и многие другие. Да и устраняют их теми же способами, то есть переделкой и доведения до требований рабочей документации.
Рекомендуем к просмотру:
Недостатки TIG сварки
- сниженная производительность с сравнении с MIG / MAG;
- детали горелки и сама присадочная проволока чувствительны к загрязнению ;
- для получения качественного шва требуется высокая квалификация сварщика;
- разное положение деталей требует регулировки потока газа;
- компоненты газовой горелки требуется подбирать в зависимости от свариваемых материалов;
- присадочный материал подается вручную
Сварка алюминия аргоном для начинающих может показаться довольно сложной и невыполнимой задачей. Ответственное отношение к делу и следование нашим рекомендациям обязательно приведут к намеченным целям и вы в совершенстве овладеете этим методом.
Желаете покорить алюминий — этот капризный, легкий материал с высокой электропроводностью? Друзья, это возможно!
Рассмотрим, как происходит сварка алюминия аргоном для начинающих, каждый новичок освоит пошаговую с фото и видео инструкцию.
Необходимое оборудование
Для сварки алюминия необходим источник (аппарат) выдающий переменный ток. На постоянном токе технология не получится.
На аппарате должны быть функции:
- бесконтактного поджига;
- заварки кратера;
- регулировки баланса тока.
Этих настроек (рассмотрены ниже) хватит для проведения качественной аргоновой сварки алюминия.
Газ аргон должен быть чистым, приобретайте баллоны без атмосферного воздуха. Если редуктор на баллоне с аргоном стоит российского производства, то рекомендуется поставить расход 12-15 л/мин. А если чешской марки, то достаточно 8 литров.

Выставляем правильный расход газа
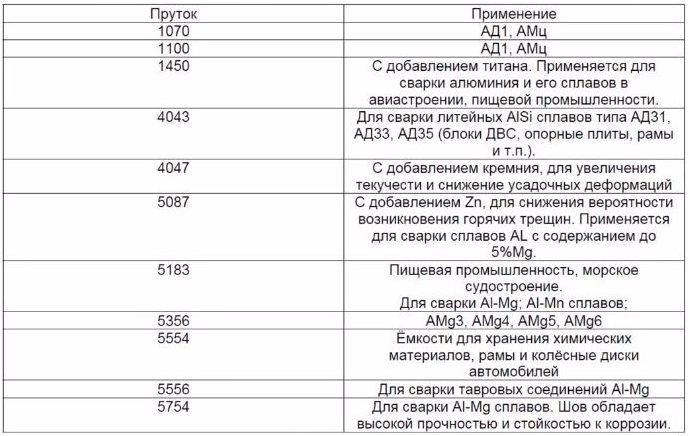
Присадочный пруток . Материал бывает нескольких видов, широко востребованны два:
- для сварки чистого алюминия (№5356);
- прутки с кремнием для соединений с примесями (№4043).
Таблица с номерами прутков и их областей применения:
Вольфрамовые электроды можно применять — универсальные (AC/DC), окрас разный или только для сварки переменным током (AC), окрашены в зеленый цвет.
Минимальный диаметр электрода для аргонно дуговой сварки алюминия — 2,4 мм. Перед работой его затачивают, делая не острым, а с небольшим притуплением. Особо не старайтесь, во время сварки он примет свою правильную форму, похожую на капельку. Капелька должна быть размером по диаметру электрода, цвет блестящий с ровной сферой.

Электрод с блестящей капелькой
Если цвет матовый, значит поступает мало газа или он некачественный. Если электрод оплавляется, значит он неправильно выбран. Необходимо поставить электрод большего диаметра.
При сварке алюминия рекомендуется использовать газовую линзу (цангодержатель). Внутрь конструкции вставлена сеточка, проходя через которую газ создает лучшую защиту для вольфрамового электрода и сварочной ванны.

Цангодержатель устанавливается в горелку
Под линзу есть специальные сопла с разным диаметром. Чем больше диаметр сопла, тем лучше защита.
Выступать электрод из сопла должен на 3-5 мм. При большем выстреле, вольфрам сильнее греется и быстрее разрушается.
Видео: про оборудование.
Как настроить аппарат
Рассмотрим инструкцию для начинающих по шагам на примере сварочного инвертора Ironman 200 AC/DC.
1) Крайняя слева функция — это настройка баланса переменного тока (CLEAN WD.), имеющая 2 полярности — минус и плюс.

В технологии нашего соединения используется полярность 50/50, от вида задач полярность изменяется. Например, при сварке чистого алюминия, баланс настраивается в отрицательном диапазоне. Так металл, ванна, электрод будут меньше греться, а швы получаться тонкими и красивыми. Ввиду малого нагрева электрода, его можно затачивать более остро.
Для грязного алюминия лучше устанавливать положительный диапазон, так нагрев металла будет сильнее, а зачистка ванны лучше.
Соблюдайте меру: положительная полуволна губительно действует на вольфрамовый электрод.
Исходя от диаметра электрода, регулируется правильный баланс переменного тока.
2) Следующая функция (CURRENT) — это настройка сварочного тока. Для сварки алюминия, например, толщиной 2 мм, достаточно установить силу в 60-65 А.

3) Третий тумблер (DOWN SLOPE) — настройка заварки кратера (медленное затухание дуги). Установка продолжительности затухания дуги зависит от толщины металла. Для 2 мм достаточно поставить 3 секунды.
4) Заключительная функция (POST TIME), продувка газом, необходима для охлаждения ванны, электрода и горелки в конце сварки.
Видео: по настройке аппарата TIG.
Подготовка материала и технология процесса
Техника сваривания алюминия отличается от других видов соединений металла. Алюминий теплопроводный материал, имеющий малую температуру плавления.
Учтите: вначале проведения работы, заготовки необходимо хорошо прогреть (как бы не хватает тока), а в процессе сварки алюминий быстро перегревается (переизбыток тока) — учитывайте эти нюансы.
Чем зачищать заготовки? Можно использовать стальную щетку.

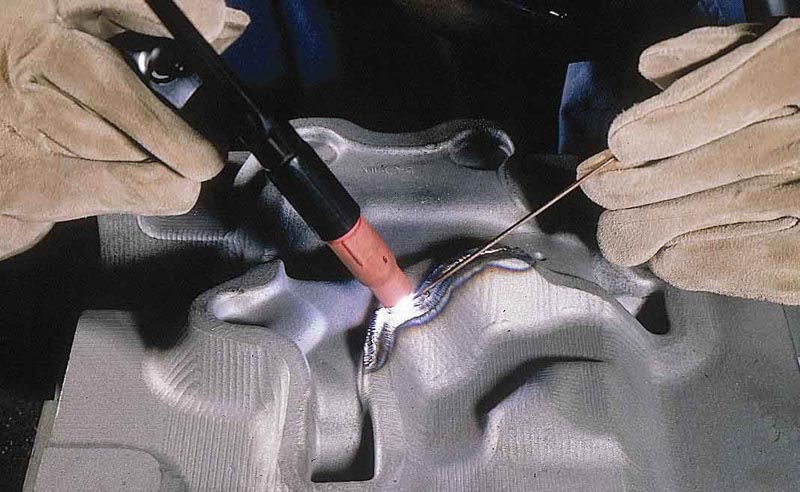
Итак, сварка дюралюминия аргоном для начинающих поэтапно. Берете кусок серебристо-белого материала потолще, тщательно его зачищаете и учитесь варить красивый шов.
В одну руку помещаете горелку, а в другую присадочный пруток. С помощью кнопки на горелке, зажигаете дугу, которая очистит металл и удалит оксид. Образуется ванна, не спешите добавлять присадочный материал слишком быстро. Внимательно смотрите на ванну и подавайте проволоку, когда это нужно (как правильно делать, смотрите на фото).
Подавайте пруток на кончик сварочной ванны
Горелку держите под углом 15 градусов. Учтите, при продолжительной работе, рука устает и угол наклона меняется.
Шов должен получится ребристый, от легких прикосновений присадочного материала.

Может случится, что вольфрам загрязнится и сварка пойдет с помехами (не будет получаться). В таком случае, необходимо очистить электрод.
Как набьете поэтапно руку на сплошном куске, можно перейти на соединение двух половинок алюминия. С помощью проб и ошибок, меняя регулировки своего аппарата, вы освоите эту непростую технологию.
Из начинающего робкого неумехи, вы превратитесь в опытного специалиста. Для которого аргоновая сварка алюминия, станет легко выполнимой.
Знайте, цена за 1 см такого соединения начинается от 45 рублей. Овладев техникой, вы сможете оказывать подобные услуги и зарабатывать дополнительные денежки.


Отправить ответ