
Режимы резания при фрезеровании алюминия
Содержание:
- 1 Особенности обработки
- 1.1 Обработка алюминия на высоких скоростях
- 1.2 1. Не торопиться.
- 1.3 2. Использовать калькулятор для расчёта скорости подачи шпинделя.
- 1.4 3. Использование фрез с износостойким покрытием.
- 1.5 4. Работайте фрезами меньшего диаметра
- 1.6 5. Уделяйте внимание своевременной очистке рабочей области от стружки
- 1.7 6. Следите за глубиной резания – глубокие отверстия очистить тяжелее
- 1.8 7. Не забывайте о смазке
- 1.9 8. Не уменьшайте скорость подачи слишком сильно!
- 1.10 9. Если станок не может перемещать шпиндель по XY c достаточно большой скоростью, используйте фрезы с меньшим числом зубьев.
- 1.11 10. Не работайте на полной мощности
В настоящий момент алюминий в качестве конструкционного материала находит очень широкое применение — в строительстве, транспорте, авиационной промышленности, электронике, рекламной и бытовой индустрии, а также во многих других областях. Столь широкое распространение объясняется целым рядом уникальных свойств, присущих алюминию. Это, прежде всего, лёгкость, высокая тепло- и электропроводность (при сравнительно малом удельном электрическом сопротивлении), прочность при сверхнизких температурах, неподверженность коррозии, очень широкая распространённость в земной коре и т. д.
Алюминий пластичен, легко поддаётся обработке. Шлифованная поверхность обладает эстетичным внешним видом и в ряде случаев не требует дополнительного покрытия. Лёгкость напыления алюминия делает его идеальным материалом для ювелирной промышленности и основным — в производстве зеркал. Химические соединения алюминия не обладают токсическим действием, что обуславливает широкое применение в пищевом производстве, изготовлении посуды, упаковки и т. д. Изделия из алюминия поддаются 100%-ой переработке, а, следовательно, безопасны для окружающей среды.
Особенности обработки
Алюминий является пластичным металлом, что при фрезеровании означает повышенную склонность к появлению рисок, вмятин и прочих дефектов, очень заметных на поверхности готового изделия. Испортить заготовку можно уже на этапе закрепления на рабочем столе станка. Поэтому для алюминиевых заготовок — особенно тонкостенных панелей больших размеров (например, рекламных коробов) — рекомендуется заменять механический прижим заготовки на её крепление системой «вакуумный стол». Это решение также остаётся единственно возможным при гравировке (нанесении изображений) сверхтонкой фольги — закреплять её механически просто невозможно! По той же причине (склонности к появлению дефектов при обработке) алюминий очень чувствителен к вибрации инструмента. При ошибочном выборе режима фрезеровки, или при использовании несбалансированных (неправильно закреплённых) фрезы или цанги поверхность среза может получаться «измятой», что сводит на нет усилия получения качественной детали.
Вопреки распространённому мнению, податливость алюминия не означает возможность его лёгкой обработки на любых, в том числе предельных, режимах резания. При определённых условиях, даже на умеренной скорости обработки, алюминиевая стружка склонна «намертво» забивать канавки фрезы, делая инструмент непригодным к использованию. Для исключения подобного явления требуется использовать качественные фрезы (с «правильным» числом зубьев для данных условий обработки), применять систему СОЖ и грамотно подбирать режимы резания, следуя, прежде всего, рекомендациям производителей инструмента и оборудования. Также следует учитывать, что понятие «алюминий» включает в себя большое количество сплавов на его основе. Обработка фрезерованием, к примеру, «мягкого» сплава АМГ совсем не то же самое, что фрезерование дюралюминия. В каждом конкретном случае требуются собственные режимы резания, выбираемые с учётом мощностных характеристик станочного оборудования и требований к качеству готовых изделий.
Обработка алюминия на высоких скоростях
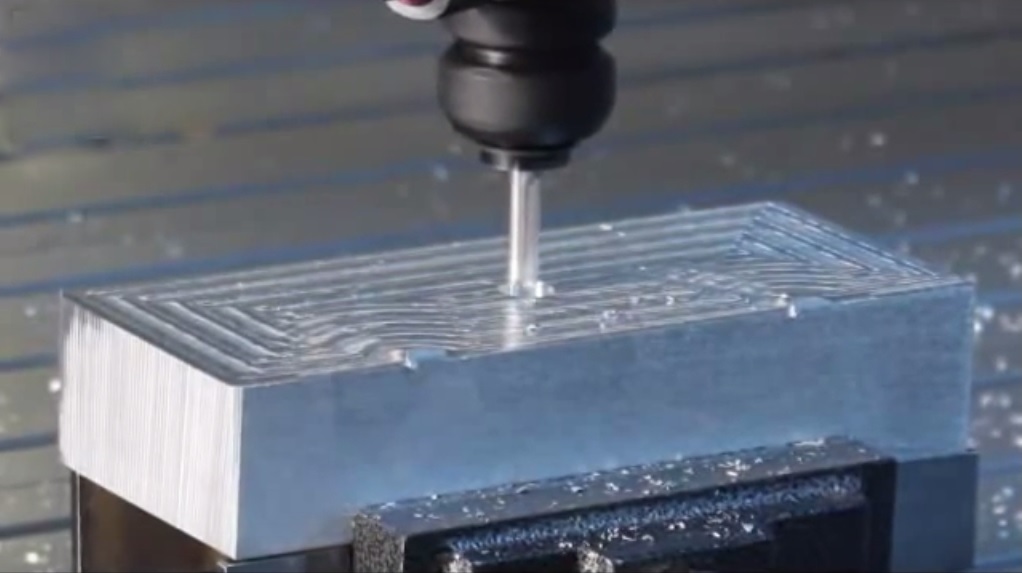
Фрезеровка алюминия является одним из самых простых и востребованных способов его обработки. Технологическая операция осуществляется на фрезерном станке, где режущий инструмент, снимая слой материала, придаёт заготовке нужный размер и форму. При использовании современного оборудования с ЧПУ появляется уникальная возможность точной обработки даже мельчайших элементов алюминиевой заготовки. Так получается сложный рельеф (плоский или объёмный), а также чёткие, детальные изображения на поверхности изделия.
Хорошо известно, что экономическая эффективность того или иного вида обработки материалов неодинакова. Известно также, что высокоскоростная обработка (ВСО) является предпочтительным способом обработки металлов. Что касается алюминия, то для этого материала высокоскоростное фрезерование является, если можно так выразиться, сверхпредпочтительным! Особенность заключается в том, что высокая частота вращения шпинделя при обработке алюминия сочетается с возможностью увеличения глубины резания. В то время как, например, для сталей глубина резания при ВСО остаётся той же, что и при «медленной» обработке. Новые методы приводят к пересмотру технологических приёмов обработки деталей. Так возможность быстрой и качественной фрезеровки позволяет отказаться от выпуска отдельных, дорогостоящих в обработке корпусных деталей, и заменить их более экономичными цельными компонентами сложной конструкции и формы (что особенно актуально для авиационной и аэрокосмической промышленности). Порой экономически выгодней изготовить одну деталь, переведя при этом до девяноста процентов заготовки в стружку, чем «выкраивать» из этой же заготовки несколько отдельных деталей. Отсюда востребованными становятся высокие показатели съёма материала на режимах ВСО.
Однако привлекательная технологическая комбинация — ВСО и увеличенная глубина резания — выдвигает на первый план проблему возросших вибраций. Для борьбы с этим нежелательным, но неизбежным, явлением уже недостаточно традиционных методов. Мало иметь высокую жёсткость системы «станок — приспособление — инструмент — заготовка» — необходимо знание гармонического закона, которому подчиняются колебания шпинделя и инструмента. Иными словами, необходимо учитывать динамическую характеристику вибраций, а не только её статическую (количественную) оценку. Например, теоретически определено и экспериментально подтверждено, что для ВСО алюминия идеально подходит концевая фреза с тремя спиральными канавками. Большее число канавок, при тех же размерах фрезы, не справятся с эффективным отводом стружки (ввиду относительного уменьшения каждой канавки при росте их числа). Однако и снижение числа до двух также невозможно. Ибо ведёт к возникновению нежелательных гармонических явлений, так как собственная частота колебаний фрезы будет не совпадать с количеством ударов двух режущих кромок по заготовке при высокой частоте вращения шпинделя (порядка 20 000 об/мин).
Для оценки оптимальной частоты вращения шпинделя при ВСО в настоящее время применяются даже специальные программы, оценивающие «тон» собственных колебаний путём «прослушивания» станочной системы через микрофон, подключенный к ПК. Возможно, в скором времени фрезерный станок с ЧПУ, работающий на новейших технологических режимах, потребует для обслуживания настоящего виртуоза, вместо «обычного» наладчика.
Режимы резания, используемые на практике, в зависимости от обрабатываемого материала и типа фрезы.
Приведенная ниже таблица содержит справочную информацию параметров режима резания, взятые из практики нашего производства. От этих режимов рекомендуется отталкиваться при обработке различных материалов со схожими свойствами, но не обязательно строго придерживаться их.
Необходимо учитывать, что на выбор режимов резания, при обработке одного и того же материала одним и тем же инструментом, влияет множество факторов, основными из которых являются: жесткость системы Станок Приспособление Инструмент Деталь, охлаждение инструмента, стратегия обработки, высота слоя снимаемого за проход и размер обрабатываемых элементов.
| V-гравировка | V-образный гравер d=6 мм., A=90, 60 град., T=0.2 мм | 18000-24000 | 500-1500 | По 0.2-0.5 мм за проход. | |
| Раскрой Выборка |
Фреза спиральная 1-заходная d=3.175 мм или 6 мм | 18000-20000 | 2500-3500 | Встречное фрезерование. Не более 3-5 мм за проход. Желательно использовать СОЖ. |
|
| ПВХ до 10 мм | Раскрой Выборка |
Фреза спиральная 1-заходная d=3.175 мм или 6 мм | 18000-20000 | 3000-5000 | Встречное фрезерование. |
| Двухслойный пластик | Гравировка | Конический гравер, плоский гравер | 18000-24000 | 1000-2000 | По 0.3-0,5 мм за проход. Шаг не более 50% от пятна контакта (T). |
| Композит | Раскрой | Фреза спиральная 1-заходная d=3.175 мм или 6 мм | 18000-20000 | 3000-3500 | Встречное фрезерование. |
| Дерево ДСП |
Раскрой Выборка |
Фреза спиральная 1-заходная d=3.175 мм или 6 мм | 18000-22000 | 2500-3500 | Встречное фрезерование. По 5 мм за проход (подбирать, чтобы не обугливалось при резке поперек слоев). |
| Фреза спиральная 2-заходная компрессионная d=6 мм | 15000-16000 | 3000-4000 | Не более 10 мм за проход. | ||
| Гравировка | Фреза спиральная 2-заходная круглая d=3.175 мм | До 15000 | 1500-2000 | Не более 5 мм за проход. | |
| Конический гравер d=3.175 мм или 6 мм | 18000-24000 | 1500-2000 | Не более 5 мм за проход (в зависимости от угла заточки и пятна контакта). Шаг не более 50% от пятна контакта (T). |
||
| V-гравировка | V-образный гравер d=6 мм., A=90, 60 град., T=0.2 мм | До 15000 | 1500-2000 | Не более 3 мм за проход. | |
| МДФ | Раскрой Выборка |
Фреза спиральная 1-заходная с удалением стружки вниз d=6 мм | 20000-21000 | 2500-3500 | Не более 10 мм за проход. При выборке шаг не более 45% от d. |
| Фреза спиральная 2-заходная компрессионная d=6 мм | 15000-16000 | 2500-3500 | Не более 10 мм за проход. | ||
| Латунь ЛС 59 Л-63бронза БрАЖ |
Раскрой фрезеровка |
Фреза спиральная 2-заходная d=2 мм | 15000 | 500-1200 | По 0,5 мм за проход. Желательно использовать СОЖ. |
| Гравировка | Конический гравер A=90, 60, 45, 30 град. | До 24000 | 500-1200 | По 0.3 мм за проход. Шаг не более 50% от пятна контакта (T). Желательно использовать СОЖ. |
|
| Дюралюминий, Д16, АД31 | Раскрой фрезеровка |
Фреза спиральная 1-заходная d=3.175 мм или 6 мм | 15000-18000 | 800-1500 | По 0,2-0,5 мм за проход. Желательно использовать СОЖ. |
| Дюралюминий, Д16, АД31 | Гравировка | Конический гравер A=90, 60, 45, 30 град. | До 24000 | 500-1200 | По 0.3 мм за проход. Шаг не более 50% от пятна контакта (T). Желательно использовать СОЖ. |
| Магний | Гравировка | Конический гравер A=90, 60, 45, 30 град. | 12000-15000 | 500-700 | По 0,5 мм за проход. Шаг не более 50% от пятна контакта (T). |
*Фрезерной обработке лучше всего подвергать пластики полученные литьем, т.к. у них более высокая температура плавления.
*При резке акрила и алюминия желательно для охлаждения инструмента использовать смазывающую и охлаждающую жидкость (СОЖ), в качестве СОЖ может выступать обыкновенная вода или универсальная смазка WD-40 (в баллончике).
*При резке акрила, когда подсаживается (притупляется) фреза, необходимо понизить обороты до момента пока не пойдет колкая стружка (осторожнее с подачей при низких оборотах шпинделя — вырастает нагрузка на инструмент и соответственно вероятность его сломать).
*Для фрезеровки пластиков и мягких металлов, наиболее подходящими являются однозаходные (однозубые) фрезы (желательно с полированной канавкой для отвода стружки). При использовании однозаходных фрез создаются оптимальные условия для отвода стружки и соответственно отвода тепла из зоны реза.
*При фрезеровке рекомендуется применять такую стратегию обработки, при которой идет беспрерывный съем материала со стабильной нагрузкой на инструмент.
*При фрезеровке пластиков, для улучшения качества реза, рекомендуется использовать встречное фрезерование.
*Для получения приемлемой шероховатости обрабатываемой поверхности, шаг между проходами фрезы/гравера необходимо делать равным или меньше рабочего диаметра фрезы(d)/пятна контакта гравера (T).
*Для улучшения качества обрабатываемой поверхности желательно не обрабатывать заготовку на всю глубину сразу, а оставить небольшой припуск на чистовую обработку.
*При резке мелких элементов необходимо снизить скорость резания, чтобы вырезанные элементы не откалывались в процессе обработки и не повреждались.
На практике:
Расчётные параметры — хорошо, но учесть полностью всё, практически не возможно. Существуют более полные формулы по расчётам режимов резания, в которых используют десятки параметров. Такие формулы применяют в массовом производстве, да и то, с последующей корректировкой. В единичном производстве применяют справочные таблицы и упрощенные формулы с обязательной корректировкой под конкретные условия. Накопленный опыт, позволяет быстро выбирать рациональные режимы резания.
Теоретические основы по выбору режимов резания
Скорость вращения и скорость подачи — это основные параметры для установки режимов резанья.
Скорость вращения (n) — зависит от характеристик шпинделя, инструмента и обрабатываемого материала. Для большинства современных шпинделей обороты варьируются в диапазоне 12 000 — 24 000 об/мин (для высокоскоростных 40 000 — 60 000 об/мин).
Скорость вращения вычисляется по формуле:
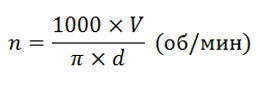
d – диаметр режущей части инструмента (мм)
П – число Пи, постоянная величина = 3.14
V – скорость резания (м/мин) — это путь пройденный точкой режущей кромки фрезы в единицу времени
Для расчетов скорость резания (V) берут из справочных таблиц в зависимости от обрабатываемого материала.
Часто начинающие фрезеровщики путают скорость резанья (V) со скоростью подачи (S), но на деле это совершенно разные параметры!
Примечание:
Для фрез с малым диаметром режущей части, расчетная скорость вращения (n) может оказаться значительно выше максимальной скорости вращения шпинделя, поэтому для дальнейшего расчета скорости подачи (S) необходимо брать фактическую, а не расчетную величину скорости вращения (n).
Скорость подачи (S) – это скорость перемещения фрезы, вычисляется по формуле:

fz — подача на один зуб фрезы (мм)
z — количество зубьев
n- скорость вращения (об/мин)
Скорость врезания по оси Z (Sz) берется как 1/3 от скорости подачи по оси XY (S)
Таблица выбора скорости резания (V) и подачи на зуб (fz)
Скорость резания (V), м/мин
Подача на зуб (fz), мм
В зависимости от диаметра фрезы d




Чаще всего в интернете можно встретить статьи о работе на станках с ЧПУ по дереву или пластику, тем не менее хорошему станку по зубам и алюминий. Главное знать, как правильно с ним работать.
Есть несколько принципиально важных отличий в работе по алюминию от работ по дереву или пластмассам, о которых необходимо помнить. Во-первых, пределы оптимального режима резки у алюминия гораздо у?же. При выходе за пределы оптимального режима фрезы начинают изнашиваться гораздо быстрее, а поверхность оставляет желать лучшего. Также надо иметь в виду, что алюминий и его сплавы так и норовят забить наглухо канавки вашего режущего инструмента. Когда стружка полностью забьёт вашу фрезу, она перестанет резать металл, а при подаче инструмент просто будет давить на заготовку, что приведёт к его поломке. Даже если изначально работа по алюминию может показаться сложной задачей, обрабатывать его можно практически на любом станке с ЧПУ. В данной статье рассмотрим 10 полезных советов, которые позволят проводить работы правильно и безопасно.
1. Не торопиться.
Несмотря на то, что станок с ЧПУ может обрабатывать различные металлы, это не самый подходящий инструмент для производства крупногабаритных изделий, например, больших запчастей для автомобиля. Для качественной резки нужно работать не спеша, просто разрешив машине выполнять своё дело – а в таком случае деталь большого размера будет обрабатываться неоправданно долго. Вообще обработка металла является весьма серьёзной нагрузкой для станка, поэтому необходимо правильно рассчитывать скорость и глубину резания, величину подачи — согласно характеристикам вашего станка.
2. Использовать калькулятор для расчёта скорости подачи шпинделя.
Возьмите на вооружение калькулятор скорости резания и подачи для оптимизации настроек. Не стоит резать «на слух», ни к чему хорошему это не приведёт. Лучше воспользоваться калькуляторами, которые в наше время нетрудно найти на просторах интернета как в виде сайтов с необходимыми полями для заполнения и расчёта в онлайн-режиме, так и отдельных профессионально разработанных программных продуктов. В идеале следует использовать такой калькулятор, который будет выводить следующие показатели:
— Установка нижнего предела минимально возможных оборотов в минуту. Толку от калькулятора, если он продолжает предлагать вам заниженные обороты чем позволяет ваш станок?
— Поддерживать как можно больше типов режущего инструмента: цилиндрические фрезы, торцевые, червячные, концевые, конические, и многие другие;
— Учитывать прочность материала на изгиб;
— Выводить предупреждения о скорости износа. При работе на низких оборотах и повышенной температуре она значительно возрастает.
— Учитывать утончение стружки: когда вы делаете небольшие надрезы, шириной менее половины диаметра вашего инструмента, это также приводит к повышению износа инструмента.
— Возможность по мере необходимости рассчитать сразу несколько режимов работы станка по мощности.
После расчёта режима работы, у вас скорее всего всё же возникнет проблема несоответствия рекомендуемого числа оборотов, так как обычно калькуляторы выдают очень низкие значения. Минимальная скорость большинства станков ограничена, и она зачастую гораздо выше необходимой для резки алюминия, но тем не менее есть способы решить эту проблему иными путями. Следующая пара советов покажет возможные пути решения этой проблемы.
3. Использование фрез с износостойким покрытием.
Хорошим вариантом будет использовать фрезы, которые изначально рассчитаны на работу по металлам на высоких скоростях. Обычно это инструмент из твердосплавных материалов. Обычные фрезы из быстрорежущей стали, а также кобальтовые могут оказаться всё же слишком медленными, поэтому следует поискать инструмент с износостойким покрытием типа CC AluSpeed® (TiB2 — диборид титана). У фрез по алюминию с таким покрытием стружка скользит по поверхности фрезы без прилипания и теплопередачи. Они стоят немного больше, но продуктивность работы и качество изделия это окупят сполна. Допустим у вас в наличии концевая фреза из обычной быстрорежущей стали для которой рекомендуемая скорость вращения шпинделя 3.000 об/мин. А ваш станок имеет минимальную скорость 8.000 оборотов в минуту (весьма распространенная минимальная скорость для ЧПУ станков). Концевая фреза с покрытием из CC AluSpeed® может иметь рекомендованную скорость в 7.824 об/мин, что гораздо ближе к минимальной скорости станка. Поэтому такой фрезой, в принципе, уже можно смело работать. Пытайтесь найти концевой инструмент по параметрам наиболее приближенный к скорости вашего станка с ЧПУ, это позволит эффективно обрабатывать ваши заготовки.
4. Работайте фрезами меньшего диаметра
Еще один способ увеличить число оборотов в минуту – работать фрезой малого диаметра. Старайтесь работать фрезами диаметром менее 6 мм. Важно помнить, что в этом случае следует выбирать фрезы из наиболее жестких материалов, с высокой прочностью на изгиб. Чем меньше диаметр, тем ближе мы можем подобраться к 20.000 об/мин. Главный принцип – комбинируя различные размеры и режимы работы подобраться как можно ближе к штатным возможностям вашего станка.
5. Уделяйте внимание своевременной очистке рабочей области от стружки
Уделите особенное внимание удалению стружки. Наличие стружки в обрабатываемых отверстиях и пазах – верный путь к поломке инструмента. И здесь не стоит сильно надеяться, что встроенная система удаления стружки достаточно хороша, и повышенное внимание не нужно.
6. Следите за глубиной резания – глубокие отверстия очистить тяжелее
Сложность извлечения стружки увеличивается с глубиной резания, поэтому лучше сделайте больше проходов, освобождая больше пространства и работая не очень глубоко, чем пытаться сэкономить немного времени.
7. Не забывайте о смазке
Хорошей идеей будет использование смазочно-охлаждающей жидкости, подаваемой под давлением через распылитель — это позволит избежать как прилипания стружки к фрезе, так и перегрева режущего инструмента. Крайне полезное и, в целом, недорогое решение позволит сделать работу гораздо более комфортной.
8. Не уменьшайте скорость подачи слишком сильно!
Если вы идете слишком медленно, то вы рискуете перейти в такой режим, где инструмент будет больше изнашиваться, чем резать. Подача завязана на обороты шпинделя. Мало просто соблюдать оптимальную скорость резания, нужно еще держать в оптимальных пределах подачу на зуб.

Зоны оптимальных режимов у металлов гораздо уже, чем у дерева или пластика
9. Если станок не может перемещать шпиндель по XY c достаточно большой скоростью, используйте фрезы с меньшим числом зубьев.
При недостаточной скорости подачи для работы с алюминием рекомендуется использовать однозубые и двузубые фрезы с широкими канавками для стружки. А четырех- или более зубыми фрезами работать по алюминию не стоит вообще! Причина заключается в том, что при обработке алюминия образуется очень много крупной стружки. Чем меньше зубьев, тем больше пространство между режущими кромками, и тем больше места для продуктивного отвода больших кусков стружки. Многозубые же фрезы забиваются стружкой наглухо очень быстро. Следующая вещь, которую следует учитывать — это так называемое «радиальное истончение стружки». Если глубина резания, т.е. высота области радиального контакта фрезы и заготовки будет меньше радиуса фрезы, это вызовет истончение стружки, и вместо резания начнётся трение и нагревание инструмента, которое в конечном итоге приведёт к преждевременному износу и высокой вероятности поломки. Последний тип резания постоянно наблюдается при операциях зубофрезерования, поскольку глубина резания при этом относительно небольшая по сравнению с диаметром фрезы. Рекомендации по выбору максимальной толщины стружки обычно приводятся в технических характеристиках режущего инструмента.
10. Не работайте на полной мощности
Теперь, когда усвоено 9 предыдущих советов, можно поговорить о мощности. Машина, работающая на пределе, скорее разрушит режущий инструмент, оставит неудовлетворительное качество поверхности, а точность обработки заготовки будет желать лучшего. Не всегда доступны данные о мощности и жесткости того или иного станка. Жесткость несущей системы оценивается по величине относительных смещений инструмента и заготовки под действием сил резания. Всё это зависят от величины силы резания, собственной жесткости отдельных узлов станка, контактной жесткости между узлами станка и от порядка расположения этих узлов в пространстве. При высокоточных работах необходимо оценивать погрешности под действием упругих деформаций, а также необходимо учитывать деформации инструментальной оснастки, приспособления и заготовки. Элементы технологической системы могут деформироваться по-разному при различном их расположении и разном направлении сил резания, и, если не принимать во внимание этот фактор, могут возникнуть недопустимые погрешности при обработке. Поэтому при изготовлении точных деталей необходимо особенно тщательно провести предварительную оценку упругих деформаций технологической системы.
«>


Отправить ответ