
Режущие диски по металлу
Содержание:
- 1 Классификация сменных насадок УШМ
- 2 Знакомтесь! Твердосплавные диски для резки металла
- 3 Плюсы и минусы твердосплавных дисков по металлу
- 4 Производители и цены
- 5 Виды отрезных дисков по металлу
- 6 Маркировки кругов для резки металла
- 7 Особенности дисков для резки алюминия
- 8 Как правильно подобрать отрезной диск
- 9 Сравнение расходников популярных производителей
- 10 Как рассчитать расход отрезного диска
Для качественной резки металла, недостаточно выбрать болгарку, необходимо еще грамотно подобрать диск.
При помощи различных насадок для УШМ, можно резать, зачищать и полировать металл, а также многие другие материалы. Среди многообразия дисков по металлу для болгарки, совершить правильный выбор, порой сложно даже профессионалу.
Разобраться в типах расходников и особенностях работы с ними, поможет данная статья.

Классификация сменных насадок УШМ
По своему функциональному назначению, насадки для болгарки делятся на:
- Отрезные. Самый распространенный вид дисков, применяемых в болгарках. Они применяются для резки материалов различной плотности и происхождения. Круги для работы с разными материалами, различаются по конструкции и методу резки.
- Шлифовальные и полировальные. С их помощью, поверхности детали придают зеркальную гладкость или убирают неровности.
- Заточные и обдирочные. Назначение — заточка инструмента и очистка деталей от краски, ржавчины и других наслоений.
Отрезные круги
В зависимости от вида распиливаемого материала, различают несколько типов отрезных расходников:
1. Для резки металла. Предназначены для распила изделий из металла. Они различаются толщиной и внешним диаметром.

Самым маленьким, является отрезной диск для болгарки 125 мм, а самый большой – 230 мм. Толщина варьируется от 1 до 3,2 мм. Чем больше диаметр диска, тем он толще. Однако, насадки малых размеров, могут иметь любую толщину. Такая зависимость между диаметром и толщиной, обусловлена скоростью вращения.
2. Для резки камня.

Конструкция и способ применения таких насадок, полностью идентичны расходникам по металлу, отличие состоит в используемых для их изготовления абразивных материалах.
3. Распилочный по дереву. Работы с применением распилочных сменных элементов по древесине, очень опасные и чреваты получением человеком травмы. Такая конструкция представляет собой тонкий металлический диск с острыми зубцами.

При вращении, он с легкостью разрезает древесину. Однако, при его заклинивании, болгарку может вырвать из рук работника, в результате чего он может получить травму.
Во избежание подобных инцидентов, при резке дерева, рекомендуется выполнять следующие инструкции:
- Категорически запрещается снимать защитный кожух с УШМ.
- Нужно использовать сменный элемент с мелким зубом.
- Нельзя использовать мощную подачу, так как при заклинивании, инструмент неминуемо вылетит из рук.
- При необходимости распиливать древесину больших размеров мощной болгаркой, следует применять для нее специальные крепления (оснастку).
4. Алмазный диск. Является по сути универсальным, которым можно резать материалы любой твердости от самых мягких, до самых твердых. Чаще всего, расходники такого типа используются при резке железобетона, керамогранита, камня и кафеля.
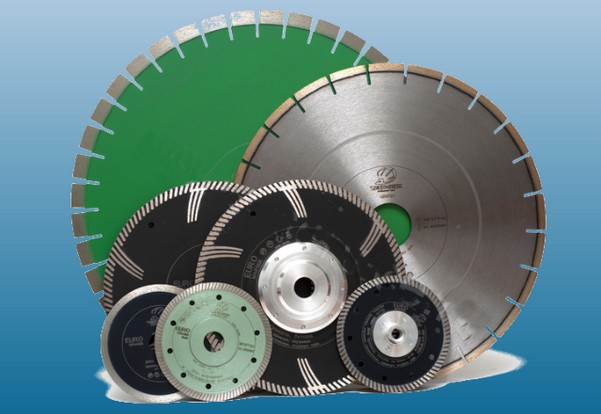
Для различных видов распиливаемого материала, применяются алмазные диски различных конструкций.
По конструкции режущей кромки, различают насадки:
- Со сплошной режущей кромкой.
- С режущими секторами.
По величине напыления:
- Крупное алмазное напыление.
- Мелкое напыление.
В качестве примера можно привести алмазные сменные элементы для резки бетона, которые имеют разделенную на сектора режущую кромку и напыление из мелких алмазов. В отличие от которых, диски для работ по камню, представляют собой сплошной круг.
По внешнему виду, практически нереально определить назначение алмазного расходника, поэтому при покупке, следует внимательно изучить упаковку. На ней отображена вся информация о данном инструменте.
Шлифовальные и полировальные модели
Для УШМ выпускается огромное множество расходных материалов, позволяющих шлифовать и полировать различные поверхности.
По типу используемого покрытия диски делятся на:
- С наждачной бумагой.
- Губчатые.
- Войлочные.
- Матерчатые.

Кроме собственного шлифующего покрытия, совместно со многими сменными материалами требуется использовать мелкоабразивные пасты.
Грубая шлифовка поверхности, производится при помощи мелкоабразивных шлифовальных кругов. Окончательная полировка осуществляется матерчатой или войлочной насадкой.
Заточные и обдирочные насадки
Для обдирки различных поверхностей, выпускаются сменные элементы различных конфигураций.
Наиболее распространенными, являются:
1. Витые шарошки. Зачистные круги по металлу для болгарки, незаменимы при необходимости очистить поверхность от старой краски или цементного раствора. Витая шарошка состоит из стальных чашечек, с установленными на их краях щетками из стальной проволоки.

Диаметр проволоки зависит от требуемой жесткости щетки. Чем шарошка жестче, тем толще проволока.
2. Заточные расходники. Служат для грубой обработки металлических изделий, такими элементами можно зачищать сварные швы или затачивать инструмент. Широкое распространение получили заточные круги малых диаметров. Так как маленькой болгаркой удобнее производить подобные виды работ.
Заточную насадку легко отличить от отрезного, благодаря большой ширине (не менее 5 мм.) и углублению на внутренней стороне, за счет чего, можно затачивать инструмент плоской стороной круга.

3. Алмазные обдирочные элементы. Отличительно особенностью данного типа дисков, является то, что работы производятся только периферийной частью насадки, на которую нанесено алмазное напыление. По остальным свойствам, такой сменный элемент схож с абразивным.

Алмазный расходник применяется для обдирки каменных, бетонных и схожих с ними материалов. Такая конструкция идеально подходит для снятия небольших участков бетонной стяжки.
Маркировка
На лицевой стороне диска для болгарки, указывается вся необходимая мастеру информация.
При выборе, сразу же следует обратить внимание на его специализацию. Также, указывается внешний диаметр, срок годности и максимальные обороты, при которых он может работать не разрушаясь.
Срок годности является очень важным параметром, после его истечения – элемент лучше не использовать.
Размеры отрезных кругов по металлу для болгарки нанесены на внешнюю сторону насадки и состоят из трех параметров, разделенных символом «X». Габариты дисков характеризуются внешним диаметром, толщиной и посадочным диаметром , стандартный размер которого, составляет 22,2 мм.
Внешний диаметр определяет для какой болгарки он подходит. Он соответствует размерам УШМ, расходники выпускаются на 115, 125, 150, 180 и 230 мм.
Установка круга большего диаметра, чем на который рассчитана болгарка, категорически запрещается!
Толщина круга определяет легкость резки, чем она тоньше, тем легче и быстрее можно разрезать какую-либо конструкцию. Однако тонкий элемент легче сломать в процессе резки, хотя для маломощных (получающих питание от аккумулятора) болгарок, применение кругов такой толщины наиболее оптимально.
Спецификация режущего диска зашифрована в четырехзначном коде, содержащем сведения об основных компонентах, составляющих режущие зерна и связки. При выборе сменного элемента, важно, чтобы его назначение, соответствовало типу разрезаемого материала, в противном случае качество резки будет низким, а диск может сломаться.
Особенности расходников для резки алюминия
Алюминий очень мягкий и вязкий метал, поэтому при его резке, отрезной диск истирается быстрее, а опасность его заклинивания многократно возрастает. После резки сплава алюминия, круг для УШМ становиться не пригодным для резки стали. По причине интенсивного забивания его пор частичками металла.
Алюминий не дает искр при его резке, однако мелкая стружка, невидимая глазом, можем травмировать работающего, поэтому при работах такого плана, применение защитных очков обязательно.
Для качественной резки алюминиевого сплава, необходимо соблюдать требования:
- Капать на рабочий шов керосин.
- Соблюдать правила пожарной безопасности.
- Приобретать соответствующий круг.
Для алюминия чаще всего используют отрезной круг по алюминию 125 мм в диаметре, идеально подходящий для данного вида работ.

Могу поспорить, что большинство из вас даже не предполагает о существовании этих дисков, и даже если вы зайдёте в магазин строительного инструмента и спросите о них у продавцов-консультантов, то на вас многие (не все конечно) посмотрят с недоумением. Это и понятно, резка металла у нас всегда ассоциируется с болгаркой или с газовым резаком. Ну на худой конец с алмазным диском, режущим железобетон. И никак, с диском который похож на тот что стоит на циркулярной пиле.
Знакомтесь! Твердосплавные диски для резки металла
Составными частями всех твердосплавных дисков является основание и режущие зубья. Число режущих сегментов начинается от 24 до 100, чем больше количество зубьев, тем быстрее происходит распил заготовки. Отличительной особенностью сегментов является наличие специальных напаек, которые и выполняют основную роль при распиле. Сплавы режущих зубьев могут быть разными, в основном это зависит от производителя. В большинстве случаев, используют вольфрамокобальтовые сплавы или карбид вольфрама, сцементированного кобальтом. Твердосплавные режущие сегменты крепят при помощи пайки припоями из электролитической меди с добавление никелевых сплавов. На многих моделях дисков можно увидеть прорези, сделанные для отведения тепла, которые продлевают срок службы твердосплавного диска.

Применяются такие диски на маятниковых, торцовочных и ручных дисковых пилах для металла. Конечно, есть фрикционные пильные диски, которые тоже можно отнести к твердосплавным, но это будет тема отдельной статьи. Говоря об отличительных характеристиках твердосплавных дисков по металлу, то для каждого вида металла применяется свой диск. Есть диски по алюминию, диски для высокоуглеродистой стали, для низкоуглеродистой стали, для тонкого листового металла, для сэндвич-панелей, для нержавеющей стали. Самыми важными критериями при выборе являются: диаметр диска и диаметр посадочного отверстия. Наиболее востребованные диаметры от 200 до 355 мм, тут самое главное для какого инструмента вам нужен диск. Также обстоит дело с посадочными отверстиями, их диапазон от 20мм. (для ручных дисковых пил) до 30 мм. (для маятниковых пил). Число зубьев на диске прямо пропорционально скорости распила материала, при выборе следует знать это.
Всегда следует сверять необходимое число оборотов, которое указано на упаковке или на самом теле диска с паспортными данными, используемого инструмента.
Плюсы и минусы твердосплавных дисков по металлу
Сразу хочется отметить что преимуществ по сравнению с абразивными дисками у твердосплавных достаточно много, но цена оборудования и самих дисков сдерживает популярность их использования. Давайте обо всём попорядку!
К плюсам можно отнести:
- Точность реза. Для того чтобы соблюдать точность при резе металлических заготовок, твердосплавный диск на маятниковой пиле-это один из лучших вариантов работы.
- Скорость работы. Вы будете удивлены с какой скоростью пилит твердосплавный диск.
- Огромный ресурс диска. В среднем ресурс диска 5000 резов. По сравнению с абразивным, он бессмертен.
- Отсутствие вредных выбросов. При работе с абразивом в рабочей зоне образуется облако мелких частиц, что негативно сказывается на здоровье человека.
- Металл не нагревается. После того как вы отрежете заготовку, смело можете взяться за нею, она будет холодной. Главный плюс в том, что без воздействия температур не меняются свойства металла.

Минусы тоже есть:
- Цена. Стоимость твердосплавного диска в десятки раз больше абразивного. В домашних условиях, при редком использовании такой диск не окупит себя.
- Потеря металла. Так как диск толще абразивного, то стоит учитывать что линия реза будет толстой.
- Боится ржавчины. Если надумаете пилить металл со ржавчиной, помните, что при этом диск будет изнашиваться быстрее.
Делая вывод обо всём вышесказанном, можем сказать что твердосплавные диски относятся к более профессиональным расходникам. У них меньше недостатков, чем у конкурентов, но цена делает их недоступными для бытового использования.

Производители и цены
Разброс цен на твердосплавные диски по металлу огромен, тут главное определиться для какого инструмента и какой металл вы будете резать и исходя из этого делать выбор. Стоимость дисков по алюминию от 1000 до 4000 рублей, для стали от 3000 до 20000 рублей. Производителей также огромное множество. Каждая компания, производящая дисковые или торцовые пилы, обязательно выпускает расходку к ним, либо покупает продукцию у сторонних производителей и продаёт её под своей маркой. Нужно учитывать что единого стандарта на посадочные отверстия дисков нет и производителям выгодно делать их разными, для того чтобы к их инструментам приобретали их же расходку.
Говорить о том какие диски лучше бессмысленно и перечислять вам марки крупных производителей я не буду. Скажу по своему опыту, что пользовался дисками HILTI и АТАКА, первые режут получше, но и цена на них побольше. Читая отзывы в интернете, много слышал хорошего о дисках производства фирмы CMT orange tools. При выборе дисков обратите на неё внимание.
Болгарка с отрезным диском по металлу уже давно практически полностью вытеснила из обихода слесарную ножовку. Этот инструмент не имеет себе равных там, где без высокой точности требуется быстро и аккуратно отрезать излишки арматуры, разделить на две части трубу или произвести заготовку мерных деталей из проката для дальнейшей сварки объемных конструкций. Основным рабочим инструментом для болгарки при резке металла является тонкий диск, изготовленный из абразивной смеси на основе смол и армированный сеткой из стекловолокна. Несмотря на очень высокие скорости резания, эти изделия гораздо безопаснее монолитных шлифкругов. Армирование не позволяет откалываться крупным частям, а разрушение диска, как правило, происходит только из-за нарушения правил эксплуатации и несоблюдения режимов резания.
Виды отрезных дисков по металлу
Технические характеристики отрезных кругов (или иначе дисков) для работы по металлу регламентируются ГОСТ Р 57978—2017, который предусматривает два типа этого инструмента: плоские (ISO 41) и с утопленным центром (ISO 42). Этим же ГОСТом устанавливаются размерные ряды и другие нормируемые параметры для обоих типов. Конструктивно отрезной диск по металлу представляет собой структуру типа сэндвич, состоящую из чередующихся слоев армирующей сетки и режущего композита, в которые запрессована металлическая втулка (см. рис. ниже).

Армирующие сетки, как правило, изготавливаются из стекловолокна и в зависимости от условий применения инструмента могут иметь разные толщину и размеры ячеек. Режущий композит состоит из абразивного порошка и связки. Для резки металлов в качестве абразива используют порошки из различных видов электрокорунда и карбида кремния, а связкой обычно служат бакелитовые смолы (хотя ГОСТом также предусмотрено применение вулканитов).
Конструктивные и физические свойства отрезных дисков зависят от вида обрабатываемого металла. По этому признаку международными стандартами предусмотрено четыре типа инструмента: для работ по конструкционной стали, по чугуну, по нержавеющей стали и по цветным металлам. Последние имеют много вариантов твердости, хрупкости и вязкости, поэтому производители нередко указывают в своих каталогах, для какого конкретного вида металла тот или иной тип диска предназначен. Кроме того, выделяют отрезной инструмент для ручной и машинной работы, в частности диски по металлу, предназначенные для болгарок, должны содержать в маркировке код «Рд».
Кроме армированных абразивных кругов на связках из смол существуют твердосплавные диски для резки металла на стационарных маятниковых и торцовочных пилах. Такой инструмент обычно используют в заготовительных цехах металлообрабатывающих предприятий, он имеет узкоспециализированное применение и относится к дисковым пилам. Еще один вид отрезного инструмента — это алмазные диски, но они в соответствии с ГОСТ 32833—2014 не могут применяться для резки металлов. Иногда к отрезным относят и пильные диски, используемые в деревообработке на циркулярных станках. Внешне они в чем-то подобны отрезным кругам для обработки древесины. Но на самом деле такие пильные диски имеют другое назначение, и ГОСТом классифицируются как «дисковые пилы».
Маркировки кругов для резки металла
Содержание маркировки, наносимой на поверхность отрезных кругов по металлу, регламентируется ГОСТ P 52588—2011 и ГОСТ Р 57978—2017. Первый определяет маркировочные данные, относящиеся к технике безопасности (в том числе и предельные эксплуатационные параметры), и информацию о производителе, а второй — физико-технические характеристики изделия. Оба ГОСТа разработаны на основе профильных международных стандартов ISO, поэтому маркировки зарубежных производителей практически не отличаются от ГОСТовских.

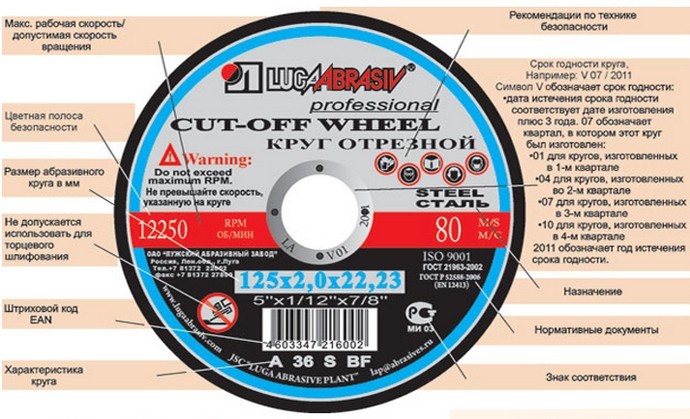
На фото выше показан диск для резки металла Лужского абразивного завода, промаркированный в соответствии с государственными стандартами. Цифрами обозначены следующие поля:
- Конструктивный тип (ISO 41, плоский).
- Геометрические характеристики (диаметр, толщина, посадочное отверстие). Ниже, под красной полосой, они же указаны в дюймах.
- Физические характеристики: тип абразива (А – электрокорунд); размер зерна; степень твердости (латинская Т — весьма твердые); тип связки (BF – бакелит армированный).
- Максимальная скорость вращения.
- Максимально допустимая окружная скорость.
- Для какого материала предназначен.
- Пиктограммы техники безопасности.
- Ссылка на нормативные документы.
- Логотип производителя.
Кроме того, ГОСТ P 52588—2011 и международные стандарты обязывают производителей наносить на свои изделия цветовую маркировку в виде сплошной горизонтальной полосы шириной от 5 до 20 мм, указывающей на предельную окружную скорость. Для отрезных дисков по металлу обычно это красная полоса, соответствующая 80 м/сек (см. фото выше). Некоторые производители дополнительно маркируют свою продукцию цветовыми полями в соответствии с группой материалов (металлы, камень, керамика и пр.), для резки которой предназначен конкретный тип круга. Такие маркировки в системах ANSI и ISO совпадают только частично, поэтому лучше ориентироваться на указатели в виде надписей и пиктограмм.
Особенности дисков для резки алюминия
Из-за повышенной вязкости цветные металлы с трудом поддаются резке дисками, предназначенными для работы по сталям и чугуну. Это происходит из-за того, что в процессе работы стружка не отводится из зоны резания, а забивает (засаливает) пространство между абразивными зернами и наполнителем. Поэтому для резки чистого алюминия и его сплавов используют специальные диски с более мягкой и склонной к выкрашиванию связкой. При такой конфигурации компонентов режущая кромка лучше самозатачивается, хотя это и увеличивает скорость износа инструмента.
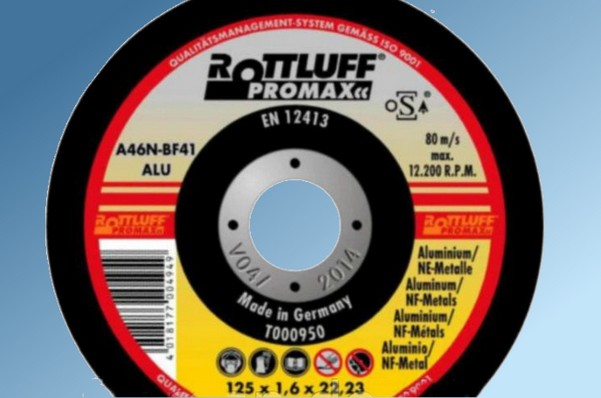
Специальные диски для резки алюминия выпускает только ограниченное число производителей, остальные в типе материала обычно указывают более широкое назначение, например «для работы по цветным металлам». В целом резка алюминия болгаркой имеет смысл только при каких-то разовых работах. А для больших объемов алюминиевых заготовок гораздо лучше подходят отрезные и раскроечные станки со специальными пильными дисками по алюминию. На фото ниже: диск для работ по алюминию фирмы Metabo. Обратите внимание на маркировку класса твердости (О означает «среднетвердый») и сравните с маркировкой лужского диска.

Как правильно подобрать отрезной диск
При покупке отрезного круга для работ по металлу в первую очередь необходимо обратить внимание на его диаметр, т. к. он должен точно соответствовать тому виду болгарки, на котором будет использоваться. Кроме того, следует правильно выбрать диаметр посадочного отверстия (22 или 22.2 мм). О предельных оборотах и окружной скорости беспокоиться не стоит, т. к. они являются стандартными для каждого типоразмера. На всех отрезных дисках для болгарок, кроме размеров и скоростей, на самом видном месте всегда указано (текстом или пиктограммой), для резки какого материала данный образец предназначен. Если речь идет о металлах, то обычно выделяют четыре вида: сталь, нержавейка, чугун и цветные металлы. Кроме того, выпускаются диски как комбинированного применения (обычно это сталь + нержавейка), так и для резки отдельных цветных металлов, в частности алюминия.
Обязательно нужно обратить внимание на срок годности (он выбит на ободе втулки), т. к. в качестве связки в таких изделиях используются бакелитовые смолы, которые со временем высыхают и теряют упругость. Также нужно понимать, что диски для резки металла одного и того же типа, но различных производителей во время работы ведут себя по-разному. Поэтому, чтобы не было сюрпризов, кроме анализа стандартных данных, надо обязательно поискать дополнительную информацию в отзывах покупателей, на профильных форумах и т. п. Ниже в видеоролике рассказывается, чем отличаются несколько практически одинаковых дисков различных брендов.
Сравнение расходников популярных производителей
Главным производителем отрезных кругов в России является Лужский абразивный завод, который выпускает свои изделия под торговой маркой «Луга-Абразив». Его диски для резки металла относятся к нижней и средней ценовой категории и занимают львиную долю российского рынка этого инструмента. В этом же сегменте и примерно по таким же ценам предлагают свои абразивные круги китайского производства российские и зарубежные торговые марки, специализирующиеся на электроинструменте и садово-огородной технике. Мировые гранды типа Bosch и Metabo заказывают диски под своими торговыми марками на заводах ЕС. Их продукция отличается высоким качеством, но стоит значительно дороже. Ниже в таблице представлен небольшой обзор цен на абразивные круги для резки металла обычных серий Ø125 мм и толщиной 1 мм.
| № | Торговая марка | Диаметр посадочного отверстия (мм) |
Средняя цена (руб.) |
Страна производства |
|---|---|---|---|---|
| 1 | «Зубр» | 22,2 | 25 | Китай |
| 2 | «Луга-Абразив» | 22, 22,2 | 30 | Россия |
| 3 | Gigant | 22 | 30 | Китай |
| 4 | Sturm | 22,2 | 32 | Китай |
| 5 | Stayer | 22 | 36 | Китай |
| 6 | Fit | 22 | 42 | Китай |
| 7 | Hitachi | 22,2 | 45 | Россия, «Луга-Абразив» |
| 8 | Bosch | 22,2 | 85 | EU |
| 9 | Metabo | 22,2 | 90 | EU |
Кроме абразивных отрезных кругов по металлу для болгарок, в продаже можно встретить аналогичные изделия, предназначенные для другого электроинструмента. Это отрезные диски диаметром 350÷400 мм для рельсорезов Husqvarna и им подобных, а также мини-диски Ø32 типа «дремель» для крепления на оснастку с цилиндрическим хвостовиком.
Как рассчитать расход отрезного диска
Современных нормативных документов централизованного применения, регламентирующих расход отрезных кругов по металлу, не существует. Поэтому для решения данной задачи можно пойти двумя путями. Первый — это использовать наработки советских времен, например ведомственные нормы Минмонтажспецстроя СССР ВСН 434. В этом документе в разделе 5 «Метод расчета норм расхода армированных абразивных кругов» можно найти таблицы, в которых приводятся нормативы числа резов одним кругом и их расход за смену для каждого типоразмера проката из черных металлов и труб.
Главный недостаток этого метода — проблема неповторяемости параметров отрезных кругов одного и того же типа, приобретаемых пользователями на современном российском рынке. Поэтому лучше всего для каждой партии закупленных дисков принимать собственный норматив, проведя несколькими из них пробную резку на определенных типах заготовок из металла (лист, труба, арматура и т. п.). Таким способом со временем можно накопить достаточную базу данных, проанализировать закономерности и выработать свои нормативы с поправочными коэффициентами.
Нередко встречается утверждение, что отрезными кругами по камню без проблем можно резать цветные металлы. А что вы думаете по этому поводу? Поделитесь, пожалуйста, своим мнением в комментариях.


Отправить ответ