
Силикон для изготовления гипсовых форм

Предлагаем вашему вниманию различные виды двухкомпонентных силиконов для изготовления гибких форм.
Вы легко можете выбрать материал, идеально подходящий для ваших целей!
Силиконы на основе оловянного катализатора обладают пренебрежительно малым значением усадки, различными значениями твердости и прочности и подходят для литья большинства материалов в диапазоне температур от -50°С до +290°С
Силиконы на платиновом катализаторе обладают повышенной стойкостью к агрессивным материалам ( ПУ, полиэфирные, эпоксидные смолы, щелочные материалы), и отсутствием линейной усадки, что особенно важно при отливке габаритных изделий!
Основные преимущества сотрудничества с нами:
- Стабильное высокое качество с 2007 г. т.е. материал, купленный год-два назад не будет отличаться от материала свежего, что важно при постоянной работе с силиконами.
- Все характеристики полностью соответствуют материалу и проверяются для каждой новой партии.
- Мы не продаем непроверенный материал неизвестного качества!
- Подробная инструкция всегда вкладывается в заказ.
- Бесплатные консультации для наших клиентов.
Двухкомпонентные силиконы на основе оловянного катализатора для форм, прокладок, деталей
Двухкомпонентные силиконовые компаунды на основе платинового катализатора для форм, деталей, прокладок
В настоящее время практически каждый желающий может самостоятельно изготовить декоративный камень, тротуарную плитку, гипсовые фигурки, элементы фасада и тому подобное. Было бы желание. И знания.
Можно заниматься литьем гипса, воска, мыла, различных смол и даже металла. В этом случае вам понадобятся специальные эластичные формы, которые вы также можете сделать « своими руками». Но какой материал использовать для изготовления формы? Современный мир предлагает достаточно много вариантов, каждый из которых имеет свои преимущества и недостатки.
Давайте разбираться. Первый фактор, определяющий нужный материал для изготовления форм — жесткость.
3 вида форм по степени жесткости
Жесткие
Полужесткие
Эластичные
- металл
- пластмасса
- недорогие
- пластик и полиуретан
- резиновые каучуки горячего отверждения
- формопласты
- пластик
- силикон
- полиуретан
- резина
- смазанный рельеф готовых изделий;
- сложность конфигурации при отливке объемных изделий;
- возможность повреждения готовых изделий и форм
- недостатки жестких форм + наличие дополнительного жесткого корпуса;
- большой расход исходного материала для их изготовления
- каждый из этих материалов имеет свои недостатки, но эластичные формы являются самыми востребованными
Твердость по Шору
При выборе жесткости материала обращают внимание на такой показатель как « Твердость по Шору». Определяется он одноименной шкалой.

Твердость материалов по шкале Шор изменяется в диапазоне от очень эластичных до средней твердости с небольшой эластичностью, а также твердые и практически неэластичные. Полужесткие пластмассы тоже входят в эту шкалу, но в ее верхнюю часть.
Как видно, существует несколько шкал. Для мягких материалов используется шкала А. Она измеряется от 0 до 100. К примеру, твердость покрышки для автомобиля или подошва ботинка составляет 60-70 единиц. Лист ДСП или пластмассы будет около 100 единиц. Различные шкалы соприкасаются друг с другом, например, Шор А95=Шор Д45.
Твердость по Шору. Роль в выборе материала для изготовления форм
Главный момент — это насколько легко будет извлечь модель и последующие отливки из формы.
Пример. Требуется изготовить формы с модели, изготовленной из гипса, представляющей собой стоящую балерину с вытянутыми в разные стороны руками. Лучшим выбором в данном случае будет силикон с твердостью Шор А30 или мягче, который будет обладать большей гибкостью для извлечения модели.
А вот при производстве плоских бетонных изделий, таких как тротуарная плитка, от формы не требуется большой гибкости. В данном случае отлично подойдет эластомер с твердостью Шор А70.
Как физически измерить твердость материала?
 |
Для измерения способности материала сопротивляться вдавливанию используют специальный прибор — твердомер по Шору.
Прибор имеет специальную иглу, которую необходимо расположить на поверхности измеряемого материала. Твердомер должен быть крепко прижат к эластомеру, тогда игла пройдет в материал настолько, насколько это возможно, а стрелка на шкале покажет значение твердости.
Особенности материалов для изготовления форм
Эластичные формы-матрицы позволяют воспроизводить и тиражировать сложные фактуры и поверхности из гипса, бетона, полимербетона, полимерных ( полиэфирных и эпоксидных) смол.
Существует четыре основных вида материалов для изготовления эластичных форм: формопласт ( ПВХ), резина, силикон, полиуретан. Рассмотрим их достоинства и недостатки.
Формопласт ( ПВХ)
Самый дешевый и примитивный, но сложный в работе материал. Широко использовался до появления качественных эластомеров. Формопласт расплавляется и заливается при высокой температуре ( до 200 о С). Важно четко выдерживать температурный режим, потому что при перегревании формопласт будет не пригоден к дальнейшему использованию, поэтому необходимо специальное плавильное оборудование с регулировкой температуры. Матрицы из формопласта используются при отливке не выше 70 о С.
Формы выдерживают 450 — 1000 отливок. Рельеф повторяют на 95%. Легко перерабатываются (8 — 10 раз).
- Дешевизна
- Прочность формы по сравнению с силиконовой
- Не требуется добавок — катализаторов, отвердителей. Это однокомпонентный материал
- Токсичен
- Значительная усадка при охлаждении, что приводит к потере геометрических размеров
- При заливке ( изготовлении формы) может сильно прилипать к модели
- Нетермостойкий
- При низких температурах ( -10…- 15 о С) затвердевает
- Мягкость формопласта, приводящая к деформации бортов изделия в виде « пузырения»
- Нещелочестойкий материал, что делает невозможным его применение при работе с бетоном
- Требуется специальное оборудование
- Недолговечный материал
Резина
Находит все большее применение при изготовлении форм методом горячей полимеризации под давлением. Формы изготавливаются автоматически на высококлассном оборудовании, что позволяет обеспечить стабильность их качества.
Формы из резины выдерживают до 6000 отливок с соблюдением геометрических размеров изделий. Используются в широком диапазоне температур от -90 о С до +300 о С.
- Высокая абразивная устойчивость
- Долговечность
- Сохранение геометрических размеров в течение всего срока эксплуатации
- Резиновая поверхность формы хорошо удерживает на поверхности красящие пигменты, что дает возможность применения всех способов окраски искусственного камня
- Отсутствие пузырьков воздуха внутри и на поверхности формы гарантирует высокое качество изделий
- Практически идеальная передача фактуры натурального камня
- Низкая себестоимость
- Высокая стоимость оборудования для производства форм
Силикон
Эластомер популярный среди производителей форм, которые легко изготовить своими руками. Для создания формы используются двухкомпонентные силиконовые компаунды: основной силиконовый состав + катализатор. Этот материал легко смешивается, допускает отклонение в дозировке компонентов. Формы застывают при комнатной температуре. Имеют среднюю прочность. Выдерживают до 2000 отливок в широком диапазоне температур заливаемого материала. Если рассматривать качественный силикон на платиновой основе, то эти формы выдержат до 5000 отливок.
- Не токсичен ( силикон широко используется в медицине, может иметь пищевой допуск)
- Практически не дает усадки
- Высокая точность слепка
- Не требует дополнительных смазок
- Допускает заливку в широком диапазоне температур ( до 200 о С и выше)
- Стойкость к агрессивным средам
- Простота в работе
- Низкая химическая стойкость к щелочным материалам
- Умеренная прочность, сравнимая с прочностью формопласта, но уступающая прочности полиуретана
- Появление пузырей на боковых сторонах декоративных изделий
- Сложность окраски готовых изделий
- Высокая цена
Полиуретан
Очень прочный заливочный двухкомпонентный материал для форм. Как и силиконовые, формы застывают при комнатной температуре. Необходимо четко соблюдать инструкции по смешиванию компонентов. При неправильном соотношении будет понижена прочность, непрореагировавшие компоненты вызовут разрушение формы.
При открывании упаковки, все количество сырья необходимо использовать сразу же, то есть нельзя его делить на разные порции, так как полиуретановые компоненты взаимодействуют с воздухом, влагой — происходит изменение свойств компаунда.
Под каждый материал следует выбирать конкретную марку полиуретана. Формы из полиуретана в основном предназначены для материалов, заливаемых при температуре до 70 о С.
Формы из полиуретана выдерживают до 4000 отливок.
- Высокие прочностные характеристики
- Большая гибкость
- Малая усадка
- Щелочестойкий материал
- Устойчив к агрессивным средам
- Точно передает рельеф поверхности
- Низкая цена ( в два раза дешевле силикона)
- Токсичен
- Боится контакта с воздухом и влагой
- Нельзя делить на порции, необходимо использовать весь материал сразу же
- Сильно прилипает ко всем материалам, требуется большое количество смазки
- Наличие пузырьков воздуха на поверхности формы
- Сложность в работе
- Достаточно густой вязкий материал — сложно заливать
Надеемся, информация была вам полезна. Подводя итог, хочется отметить, что какой бы материал вы не выбрали для работы, четко соблюдайте рекомендации производителя. Только так вы сможете верно оценить качество материала.
В следующей статье читайте подробнее о полиуретане.
Подписывайтесь на нас в Facebook , Vkontakte . Следите за нашими новостями.

Когда возникает необходимость скопировать с помощью силикона любую понравившуюся вам статуэтку, игрушку, предмет декора и иак далее, это можно осуществить двумя путями. Первый — сделать разрезную форму (то есть залить силикон кубом и разрезать). Иногда такой способ не подходит.
Второй путь — сделать силиконовую форму из 2 частей с замками.
Именно второй путь мы и покажем вам на примере игрушки-бублика, поэтапно и подробно, с моментом заливки, разделения и формирования литников.
Не пугайтесь длинного текста, в основном это фото для вашего удобства и немного важных пояснений 🙂
Что нам поднадобится для этого урока?
1. Удобная рабочая поверхность.
2. Силикон для форм (желательно более жидкий. заливочный, такой как Эластолюкс либо Силифлекс).
3. Разделительный состав для силикона.
4. Краситель для силикона.
5. Пластилин (скульптурный либо восковой).
6. Пистолет с термоклеем (можно также применять пластиин).
7. Любые куски акрила, ДСП или картона для опалубки.
8. Палочки, стеки для удобства работы с пластилином.
9. Мерный стакан.

Наша первая задача — плотно прикрепить мастер-модель ко дну опалубки.
Незакрепленная мастер-модель всплывет в силиконе, если ее просто поставить. Поэтому плотно закрепляем ее пластилином.
В контакте с силиконом допустимо использовать только скульптурные пластилины или восковые пластилины (не подходят детские пластилины, обычный пластилин, сырая полимерная глина — они вступают в контакт с отвердителем силикона и силикон не отверждается на месте соприкосновения с ними).
Для литников берем два деревянных обрезочка.

Формируем пластилином первую часть формы ("ложе").
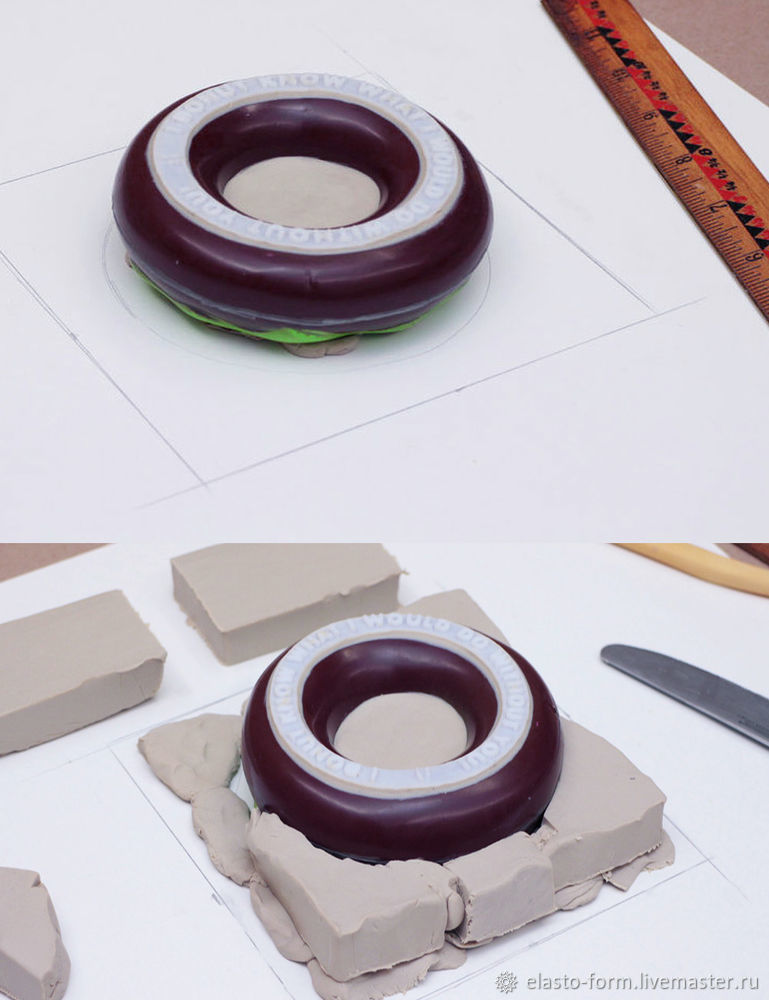
Аккуратно утрамбовываем дно. Укладываем литники — наши деревянные обрезочки (в будущем через эти отверстия в форме будем лить пластик или гипс). Аккуратно мелкими тонкими трубочками пластилина обходим их форму и инструментом выглаживаем их.

Чем аккуратнее изначально сделать все швы, тем меньше будет вероятность шва на отливке и меньше доработки по ее шлифовке. Стрелочкой показаны уже выглаженные места.
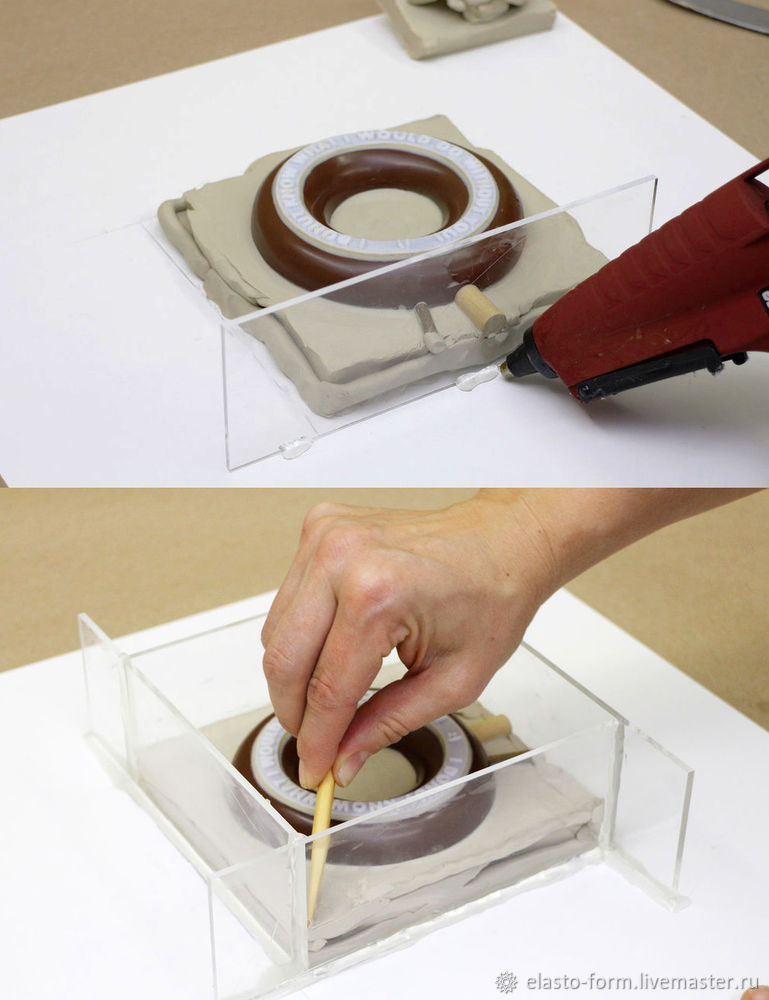
Ставим опалубку вокруг мастер-модели. Мы использовали куски акрила. Можно ипспользовать куски дсп и даже картона — все, что у вас под рукой.

Используя пистолет с термоклеем, укрепляем и изолируем дно опалубки и места стыков опалубки. Можно это также сделать пластилином, но пистолет с термоклеем-идеально удобная вещь для этих целей.
Инструментом приглаживаем пластилин к стенкам опалубки.
Внимание, важный момент! На пластилиновом ложе делаем углубления — их может быть несколько.
Это так называемые замки «папа-мама» вашей будущей формы из 2 частей.
При дальнейшей работе вам будет очень удобно работать с формой, совмещая замки друг с другом-это исключит «съезжание» одной части формы относительно другой в процессе заливки формы.
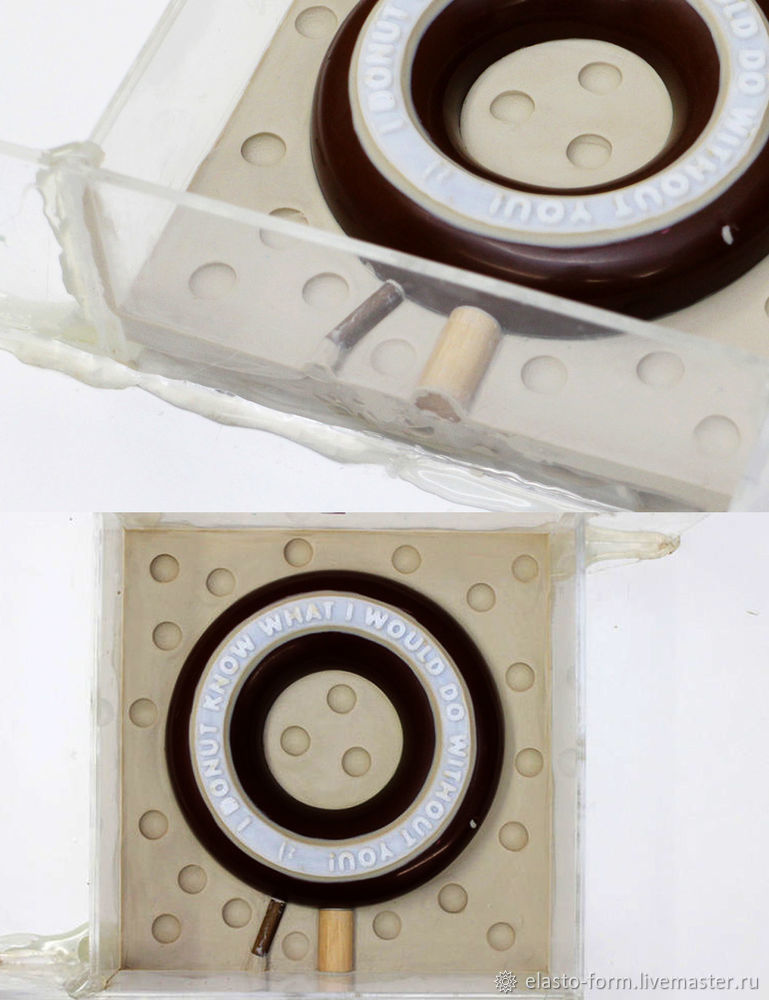
Фото формы с замками сверху
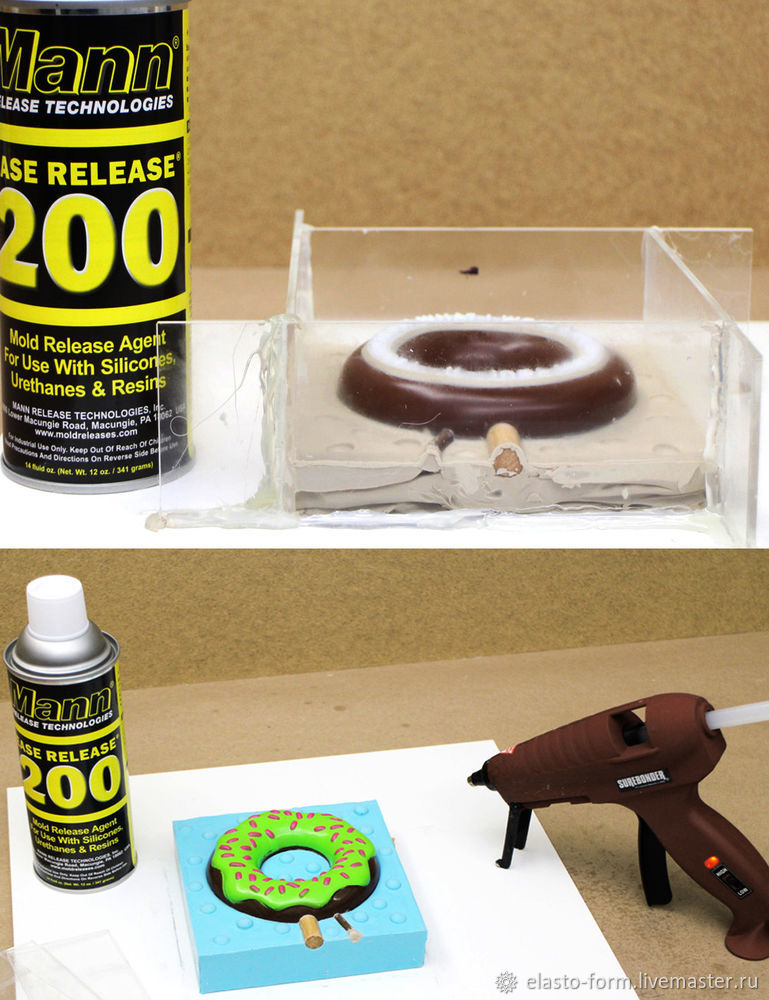
Тщательно обрабатываем мастер-модель и стенки опалубки разделительным составом для силикона. таким, как ИзРелиз EaseRelease.
Этот разделительный и защитный агент исполняет две фунцкии. Первая не дает силикону залипать на мастер-модели и стенках.
Второй создает «скользящий» слой, который облегчает пролив силикона и улучшает рельеф формы, помогая силикону затекать в труднодоступные участки, сокращает вероятность образования пузырей.
В общем, в любой непонятной ситуации используй ИзРелиз, крутая штука 🙂
Окраска и смешивание силикона.
1. Как определить необходимый объем силикона?
Можно поступить просто-засыпать нашу мастер-модель чем-то сыпучим, высыпать в мерный стакан и определить объем необходимого силикона.
Второй путь — перемножить геометрически ширину, высоту и длину места, которое мы будем заливать силиконом.
Далее, к объему мы прибавляем около 10-15 процентов и получаем массу необходимого силикона.
Пример-300 мл объем, значит, нам нужно будет около 330-345 г силикона.
2. Приступаем к смешиванию силикона.
Первая рекомендация: если в силиконе указано смешивать по массе, смешиваем по массе, пользуясь весами.
Если в силиконе указано смешивать по объему, смешивайте по объему или шприцами.
Если в силиконе указано смешивание по массе, а вы будете работать со шприцами, — нужно понимать, что вы уже нарушаете пропорции. Делать это крайне нежелательно, это может привести к непредсказуемым последствиям.
Окраска силикона и использование пигментов
Так как силикон состоит из 2 компонентов-основы и отвердителя, нам необходимо контролировать, насколько хорошо вмешан отвердитель в основу.
Поэтому мы добавляем немного красителя для силикона (не очень важно, это будет основа или отвердитель либо вы просто вы добавите его в процессе смешивания).
Этот простой этап-гарантия равномерно отвержденной формы без «мокрых» неотвержденных участков.
Нежелательно использовать непредназначенные для силикона красители или краски, особенно пищевые.
Они часто могут вступать в реакцию с силиконом и не давать ему отвердиться. Если вы используете неизвестные вам красители, проэкспериментируйте на небольшом количестве силикона, чтобы не испортить основную форму.
Мешаем медленно и аккуратно, стараясь не слишком взбивать силикон. Идеален для этих целей широкий деревянный шпатель.
Особенное внимание уделяем пристеночным зонам-хорошо проходимся шпателем около стенок емкости для смешивания.

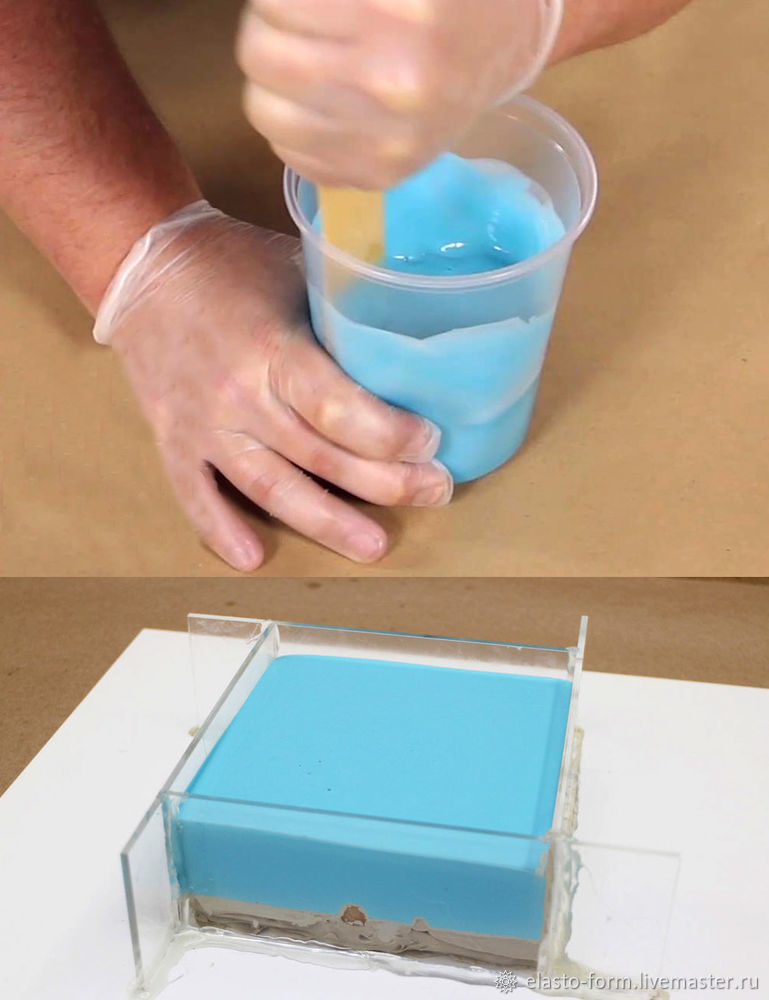
Оставляем силикон полимеризоваться, важно это делать при комнатной температуре.
Сколько сохнет силикон-можно прочитать в рекомендациях к каждому конкретному продукту, но обычно нежелательно трогать форму около 8 часов.
Проверяем, высох ли компаунд и аккуратно разбираем опалубку.

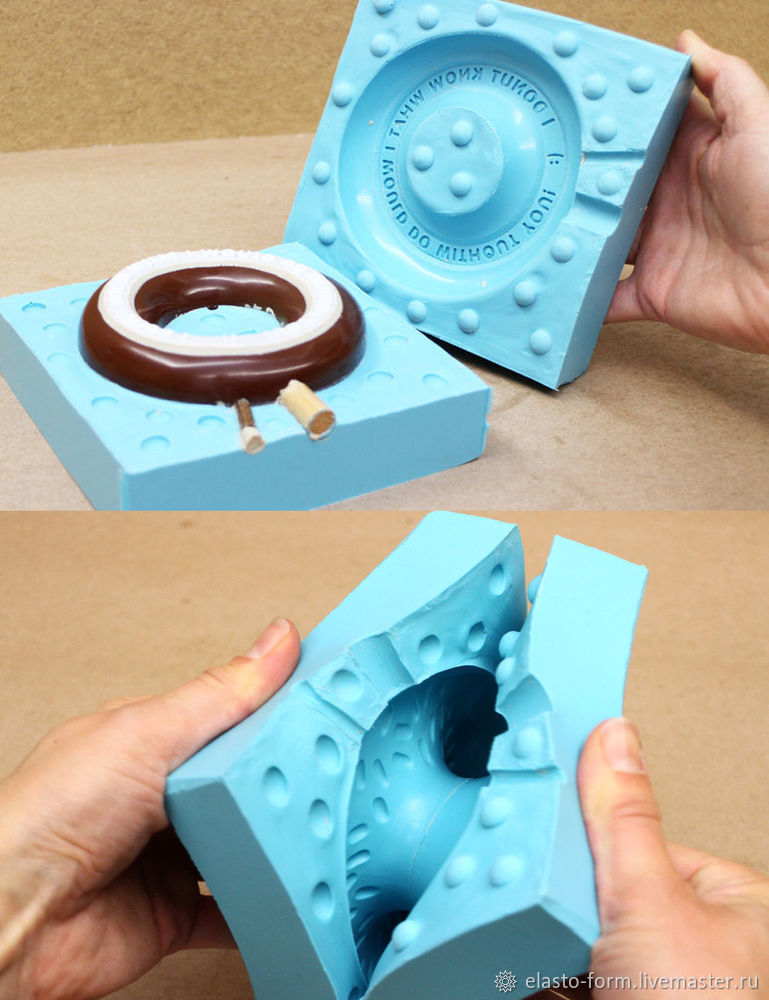
Тщательно снимаем пластилин. Наша первая часть формы готова!
Как видно, форма имеет ярко выраженные углубления — наши будущие замочки.

Аналогично смешиваем вторую часть силикона.
Важный момент!
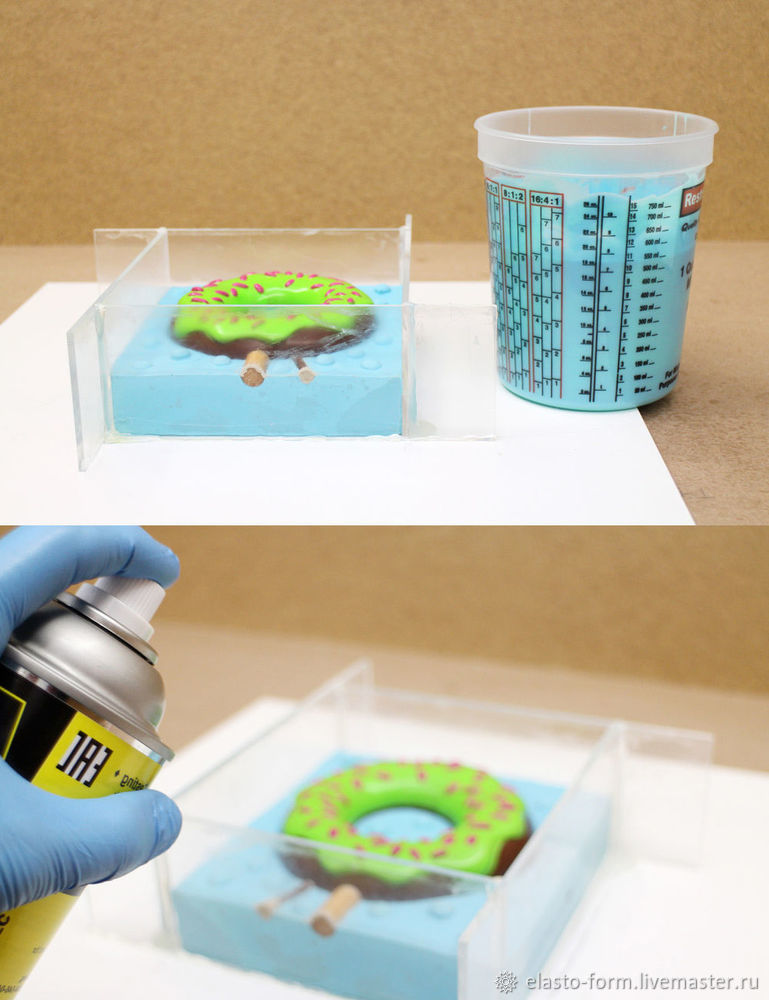
Тщательно обрабатываем разделительным составом ИзРелиз первую часть формы и стенки опалубки в 2-3 слоя, дайте последнему слою высохнуть около 30 мин.
Силикон имеет высокую адгезию к самому себе и если не обработать разделителем, обе части формы просто «врастут» друг в друга.
После этого красим, смешиваем и заливаем вторую часть силикона.

Оставляем силикон полимеризоваться положенное время, при комнатной температуре.
Внимание! Если вы хотите немного ускорить данный процесс, это поможет сделать легкий нагрев. Силиконы температурочувствительны и, если его легко прогреть, полимеризация ускорится. И наоборот, если у вас слишком холодное помещение, это значительно удлинит время полимеризации силикона.
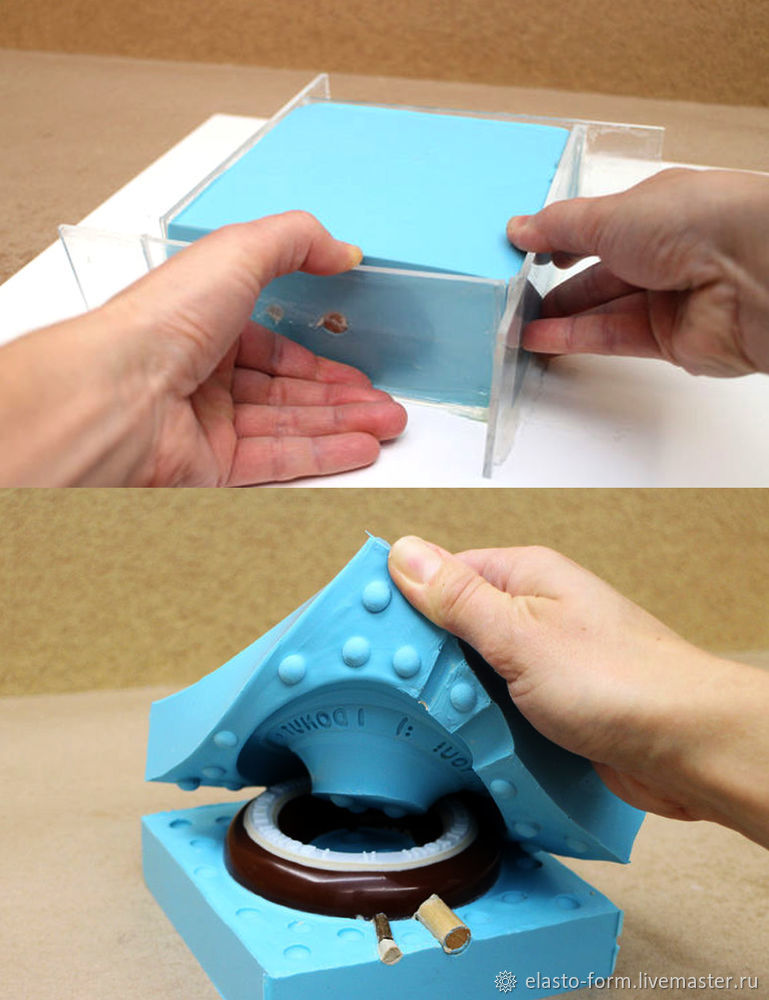
Форма из 2 частей готова. Как видно, после использования разделителя ИзРелиз EaseRelease она легко разделилась, имеет красивый выраженный тонкий рельеф и удобные замки для совмещения 2 частей формы.
Вычищаем остатки пластилина и вымываем теплой мыльной водой остатки разделителя.

Так как мы заливали форму для последующей отливки гипсом, мы использовали силикон на оловянном отвердителе (технический). Такой, как Силифлекс или Элатсолюкс. Если же идет контакт с пищевыми продуктами, необходимо использовать силикон на нейтральном платиновом отвердителе.
Смешиваем и заливаем гипс (или пластик), чтобы увидеть, насколько же точно скопировалась наша мастер-модель.
Связываем форму и заливаем ее гипсом.
При заливке крутите форму и тщательно простучите все ее бока, помогая выйти пузырям воздуха.
Обе части формы перед заливкой также можно обработать разделителем ИзРелиз, создавая скользящий слой, он облегчает проливку гипса или пластика.
И вот отливка — как видно, она идеально повторяет мастер-модель, даже самые тонкие нюансы рельефа, включая тонкий текст.
Данный метод отливки формы из 2 частей может быть использован для любой трехмерной мастер-модели.
Однако нужно учитывать, что для слишком сложных статуэток необходимы отдельные дополнительные литники в выступающих местах (смотртие другие наши уроки по формам для сложных статуэток).


Отправить ответ