
Сколько весит токарный станок 16к20
Содержание:
- 1 1 Назначение, функциональные возможности
- 2 2 Особенности конструкции
- 3 Возможности станка 16К20
- 4 Конструктивные особенности станка 16К20
- 5 Аналоги станка
- 6 Назначение станка
- 7 Заводская маркировка и обозначения
- 8 Технические характеристики
- 9 Конструкция станка
- 10 Схема электрическая принципиальная
- 11 Схема кинематическая
- 12 Принцип работы станка
- 13 Эксплуатация
- 14 Профилактика и ремонт
- 15 Аналоги токарно-винторезного станка 16К20
Токарно винторезный станок 16К20 — универсальный металлообрабатывающий агрегат, используемый для нарезания резьбы, выполнения токарных операций и сверления. Данная модель является модификацией предыдущей версии станка — 1К62, она превосходит предшественника по всем эксплуатационным параметрам.
В статье мы рассмотрим назначение и сферу применения 16К20, изучим его конструкцию и технические характеристики, а также представим описание наладки агрегата и его ремонта.
1 Назначение, функциональные возможности
16К20 производился Московским станкостроительным заводом «Красный Пролетарий» в период с 1971 по 1986 год. Это одна из наиболее удачных моделей советского станкостроительства, которая стала основой множества модификаций, таких как 16К25, 16К20М, 16К20М и более современных версий с ЧПУ управлением — станок 16К20ФЗ, 16А20Ф3, 16К20Т1.
Данный агрегат способен выполнять следующие технические операции:
- обточка;
- расточка;
- подрезка торцов;
- сверление;
- развертывание;
- зенкерование;
- нарезание резьб (метрической, модульной, питчевой, дюймовой).
Среди эксплуатационных преимуществ данного агрегата в сравнении с тогдашними аналогами выделим надежность, точность обработки, простоту обслуживания, выносливость и высокую производительность.

Общий вид станка 16К20
Универсальный станок 16К20 обладает следующими характерными особенностями:
- жесткую конструкцию станины, которая имеет коробчатую форму и стоит на основании в виде монолитной плиты, станина укомплектована направляющими из каленой стали;
- возможность фиксации обрабатываемых заготовок в патроне либо в центрах;
- усиленная конструкция резцедержателя, обеспечивающая максимально надежную фиксацию рабочего инструмента;
- установленный на прецизионных подшипниках качения шпиндель;
- оснастка множеством ограничительных и блокирующих механизмов, за счет которых достигается безопасность работы;
- наличие масштабных линеек с визирами, дающих возможность оператору выставить резцовые салазки предельно точно;
- комплектация устройством отключения подачи суппорта.
Советскими предприятиями производились аналоги данной модели, наиболее распространенными из которых являются: ЖА-805, МК6058, КА-280 и 16ВТ20.
к меню ↑
1.1 Технические характеристики
Рассмотрим основные параметры токарного станка 16К20:
- группа точности (в соответствии с ГОСТ №8-82) — Н;
- максимальные диаметры обработки: над станиной — 400 мм, над суппортом — 220 мм;
- высота центров над направляющими — 215 мм;
- длина обрабатываемых деталей при установке в центрах: от 710 до 2000 мм;
- расстояние от центров до резцедержателя — до 225 мм;
- вес обрабатываемых заготовок: в центре — до 130 кг, в патроне — до 200 кг.
Параметры шпиндельного узла 16К20:
- диаметр отверстия — 52 мм;
- диаметр прутка — 50 мм;
- частота вращения шпинделя — от 12 до 1600 об, на реверсном ходу — от 19 до 1900 об/мин;
- количество скоростей шпинделя: на прямом ходу — 22, на реверсном — 11;
- тип конуса шпинделя — Морзе 6К;
- тип конца шпинделя — 6К;
- фланец шпинделя — Ø170;
- максимальный крутящий момент — 1000 Нм.
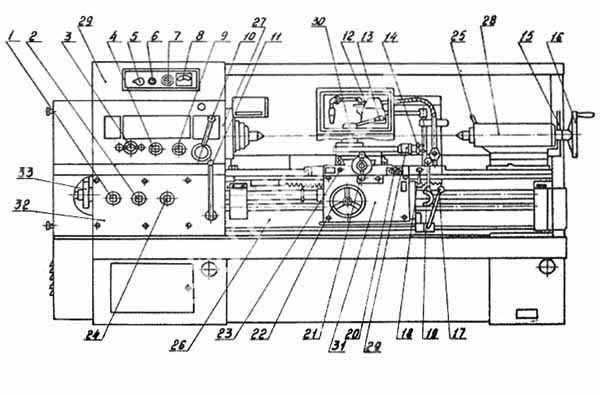
Конструкция станка 16К20
- длина перемещений: продольного — от 646 до 1935 мм, поперечного — 300 мм;
- скорость перемещений: продольного — 3800, поперечного — 1900 мм/мин;
- диапазон подач: продольных — от 0.05 до 2.9, поперечных — 0.025 до 1.4 мм/об;
- количество подач в обеих направлениях — 42;
- максимальные усилия подачи: продольной — 5584, поперечно — 3530 Н.
Параметры резцовых салазок:
- длина перемещения салазок — 150 мм;
- шаг перемещение на одно деление — 0.05 мм;
- угол поворота — до 90 градусов;
- сечение фиксатора резца — 25*25 мм;
- количество резцов в одной салазке — 4 шт.
Параметры задней бабки:
- тип конуса бабки — Морзе 5;
- максимальное перемещение пиноли — 150 мм;
- шаг перемещения бабки на 1 деление лимба — 0.1;
- величина смещения бабки в поперечном направлении — 15 мм.
На станок установлены 3 электродвигателя: основной — мощностью 11 кВт, мотор насоса подачи СОЖ — 0.125 кВт и привод быстрой подачи шпинделя — 0.12 кВт. Габариты 16К20 составляют 279*119*150 см, полный вес агрегата — 3010 кг.
к меню ↑
2 Особенности конструкции
Основными конструктивными узлами станка 16К20 являются: передняя и задняя бабка, фартук, суппорт. Внутри передней бабки установлен блок шпинделя и коробка скоростей. В конструкции агрегата установка и центровка патронов выполняется посредством конической шейки, центров — с помощью конического отверстия выполненного в конфигурации конуса Морзе 5. Для настройки цепи подач на нарезание разных типов резьбы (метрической, дюймовой, питчевой) используется гитара с сменными зубчатыми колесами.
Вращение ходового вала преобразовывается в поступательное движение суппорта посредством фартука. Сам суппорт является узлом, фиксирующим рабочий инструмент — резец, и передающий на него движение подачи. Устройство суппорта состоит из салазок, каретки, поворотной части и резцедержателя. Возможность монтажа каретки под углом к центрам станка позволяет обрабатывать поверхности конической формы.
В посадочное гнездо задней бабки могут монтироваться центра двух типов — фиксированные и вращающиеся. Центра выполняют функцию удерживания обрабатываемой детали. Перемещение задней бабки по станине выполняется вручную. Установка пиноли в требуемое положение также ручная, осуществляется с помощью маховика.
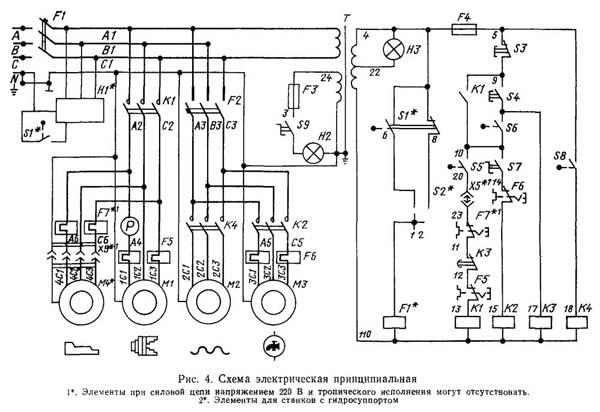
Электрическая схема 16К20 представлена на изображении. Запуск основного двигателя производится посредством нажатия кнопки S4, выключение — S3. За защиту привода от перегрузок отвечает тепловое реле, при возникновении коротких замыканий срабатывают плавкие предохранители. Перед запуском агрегата в работу устройство заземления станка обязательно.
Главным движением в кинематической цепи станка является вращение шпинделя, которое сообщается на шпиндель от основного электродвигателя через клиноременную передачу и коробку скоростей. Направление вращения шпинделя зависит от положения фрикционной муфты (М1), если она повернута влево вращение происходит на прямых частотах, при повороте влево включается реверсный ход.
к меню ↑
2.1 Особенности регулировки 16К20 (видео)
к меню ↑
2.2 Наладка и ремонт
Перед первым запуском станка после длительного простоя необходимо выполнить его наладку, которая осуществляется в следующей последовательности:
- Проверяется заземление, после чего в шкафу управления отключаются провода питания электродвигателей и агрегат подключается к электросети.
- Посредством органов ручного управления проверяется работоспособность главного реле и магнитных пускателей.
- Проверяется работоспособность каждого из блокировочных механизмов.
- Если все блокировочные узлы работают нормально, ранее снятые провода электродвигателей подключаются обратно.
- Проверяется действие запущенных электродвигателей на предмет направленности их вращения. Главный привод должен вращаться против часовой стрелки, движок быстрой подачи шпинделя — по часовой, двигатель гидростанции — по часовой, мотор насоса СОЖ — в соответствии с указанной на корпусе маркировкой. Приступать к эксплуатации станка можно только после выполнения всех вышеуказанных операций. Приступать к эксплуатации станка можно только после выполнения всех вышеуказанных операций.

16К20 после восстановления
Ремонт агрегата, в зависимости от его сложности, классифицируется на три типа — малый, средний и капитальный. Собственными силами имеет смысл выполнять ремонтные работы малой группы, тогда как более сложные операции должны производиться профильными специалистами.
К операциям малой ремонтной группы относятся:
- разборка наиболее загрязненных конструктивных узлов — шпинделя, передней бабки, коробки скоростей и подач, с их последующей чисткой и промывкой;
- очистка посадочных гнезд на пиноле задней бабки и шпинделе без их демонтажа;
- осмотр зазоров на валах и втулках, замена изношенных расходников, настройка подшипников качения;
- настройка фрикционной муфты основного двигателя, при необходимости — комплектация привода новыми дисками;
- механическая очистка шлицев и зубьев шестеренок коробки подач от заусениц;
- восстановление или замена потерявших форму крепежей на резцедержателе;
- шлифование ходового вала, винтового двигателя и салазок суппорта (продольных и поперечных);
- замена износившихся экранов и ограждающих муфт.
Проверка работоспособности станка выполняется посредством его испытания на холостом ходу, в процессе которого визуально оценивается уровень шума, нагрев привода и точность обработки заготовки.

Станок токарно винторезный 16К20 относится к категории универсального металлорежущего оборудования, пригодного к выполнению целого ряда операций. Станок выпускался в период с начала 70-х до середины 80-х годов московским заводом «Красный Пролетарий». В настоящее время на рынке представлены только б/у единицы, но благодаря надежности, небольшой цене и простоте обслуживания он и в наши дни широко применяется в учебных целях, в ремонтных мастерских, а также в производственных и ремонтных цехах для единичного и мелкосерийного производства деталей.
Возможности станка 16К20
Заложенные в конструкцию характеристики токарного станка 16К20 позволяют эффективно использовать его для точения поверхностей при длине заготовки до 2000 мм и массе до 1300 кг как цилиндрической, так и конусной формы. Также он может быть использован для отрезания заготовок, подготовки отверстий, подготовки различных видов резьбовых соединений – метрической, дюймовой, модульной и питчевой.
Возможности станка позволяют получать резьбы с различным шагом. Так, возможна нарезка модульных и питчевых резьб с шагом от 0,5 до 56, дюймовых резьб с шагом от 0,5 до 112 ниток на дюйм и метрических с шагом 0,5 – 112 мм. Токарно-винторезный станок обладает классом точности Н, обеспечивает отклонение от цилиндричности не более чем на 7 мкм, конусности – не более 20 мкм на 300 мм, торцевой поверхности – 16 мкм на диаметре 300 мм.
Конструктивные особенности станка 16К20
 Отметим основные особенности и преимущества станка, благодаря которым он и по сей день входит в число наиболее надежных и популярных решений для оснащения ремонтных и производственных мастерских:
Отметим основные особенности и преимущества станка, благодаря которым он и по сей день входит в число наиболее надежных и популярных решений для оснащения ремонтных и производственных мастерских:
- Коробчатая форма станины, размещенная на массивном, монолитном основании, что обеспечивает жесткость всей конструкции.
- Высокая точность передвижения суппорта и подвижной задней бабки благодаря надежным направляющим.
- Возможность фиксации заготовки в патроне или путем зажима в центрах.
- Надежная фиксация резца благодаря конструкции держателя.
- Высокоточные подшипники качения шпинделя гарантируют высокоточное позиционирование и вращение, не требуют регулировки в процессе эксплуатации.
- Высокая безопасность благодаря ряду элементов ограждения и блокировки. Экстренное отключение суппорта.
- Механизм передней бабки позволяет получить четыре ряда чисел оборота шпинделя.
- Выходной вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач. Это обеспечивает точное движение суппорта от ходового вала или ходового винта в зависимости от операции.
- Высокая точность операций благодаря наличию линейки с визирами для эффективной проверки продольного и поперечного перемещения режущего инструмента.
Основные технические характеристики станка 16К20 вы можете изучить в приведенной ниже таблице:
| Технические характеристики станка 16К20 | Параметры |
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
| Число ступеней вращения шпинделя, шт. | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 — 2 000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 — 2 420 |
| Число ступеней рабочих подач — продольных | 42 |
| Число ступеней рабочих подач — поперечных | 42 |
| Пределы рабочих подач — продольных, мм/об | 0.7 — 4,16 |
| Пределы рабочих подач — поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб — архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1.1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
Конструкция станка обеспечивает высокую безопасность при эксплуатации, надежность, простоту и удобство обслуживания. Все это, наряду с низкой стоимостью, гарантирует его востребованность на российском рынке.
Аналоги станка
Токарно-винторезный станок 16К20 пришел на смену модели 1К62, превосходя его по всем качественным показателям. После снятия его с производства отечественные и зарубежные производители выпустили многочисленные аналоги станка 16К20 с различными дополнениями. Это МК6056, МК6057 и МК6058 (Красный пролетарий, Москва), 16ВТ20 и 16ВТ20П (Вистан, Витебск), 16Б16, 16Б16П, 16Б16В и 16Б16А (СВЗС, г. Самара) и многие другие модели. Благодаря многим аналогам и высокой унификации деталей нет недостатка в запасных частях и оснастке для обеспечения бесперебойной работы станка 16К20.
Описание универсального токарного станка 16к20: назначение, устройство, технические характеристики. Принцип действия, правила эксплуатации и наладка станка.
Предшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач. Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Назначение станка
В начале 70-х советский машзавод «Красный пролетарий» после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.

Обозначение точности
По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.
- С – особо точные (мастер).
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*10 3 . Регулировка дискретная число передач 24.
Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*10 3 . Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.

Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.
- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.
Конструкция станка
Основой устройства является прочная станина П-образного сечения с 2 закаленными отшлифованными направляющими сверху. Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.

Габариты токарно-винторезного станка 16К20
Размеры станка: длина 2505, 2795, 3195 или 3795 мм; ширина 1190 мм; высота 1500 мм. Вес станка зависит от его длины и может быть 2,835; 3,005; 3,225 или 3,685 на 10 3 кг.
Основные узлы
К станине крепятся перечисленные ниже узлы и агрегаты, входящие в состав станка.
Шпиндель
Шпиндельный вал стальной со сквозным продольным отверстием, сквозь которое пропускают пруток, используемый как заготовку, или выколотку при выбивании переднего центра. Для вращения шпинделя в этом станке применяются специализированные прецизионные подшипники трения качения. Они отличаются высокой точностью изготовления и износостойкостью, поэтому не требуют периодической регулировки во время техобслуживаний в эксплуатационный период.
Смазывание опор вала происходит маслом, подающимся на них под давлением насоса. Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.

Шпиндельная бабка
Передняя бабка или бабка изделия служит для фиксации одного конца заготовки и передачи на нее вращающего момента. В ней размещаются шпиндель, переборная коробка и другие компоненты. Снаружи на ней находятся рычаги переключения переборной коробки.
Выходной вал бабки изделия через шестерни связан с редуктором подач. Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.

Фартук
Этот агрегат необходим для передвижения суппорта с резцедержателем как вдоль, так и поперек оси вращения детали. Он преобразует вращательное движение винта в линейное смещение суппорта. Перемещать последний можно не только вручную, но и отбирая часть момента вращения от шпинделя. Фартук этого станка комплектуется устройством отключения подачи высокой точности срабатывания на упоре, не встречавшейся ранее конструкции.

Суппорт
Предназначен для удержания резцедержателя с закрепленным в нем резцом у обрабатываемой детали. Обладая несколькими степенями свободы, он может перемещаться под воздействием фартука для формирования нужного характера поверхности детали резцом. Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.

Задняя бабка
Она же упорная бабка. Устанавливается на направляющих, позволяющих ей двигаться вдоль станка. Имеет конусное отверстие соосное выходному валу передней бабки. Которое позволяет установить центр для опоры второго конца болванки. Или развертку, метчик, сверло и другое подобное им для выполнения операций со стороны открытого торца заготовки.

Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
 Перечень компонентов электрооборудования станка:
Перечень компонентов электрооборудования станка:
-
Р – Индикатор нагрузки Э38022 (амперметр
20А).


Схема органов управления токарным станком
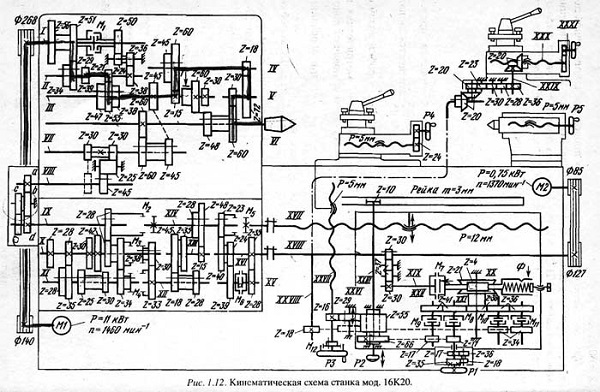
Схема кинематическая
Чертеж на рисунке отображает механические связи между ключевыми компонентами и наглядно показывает их взаимодействие. Условные обозначения общепринятые. Под выноской рядом со звездочкой указано число заходов червяка, а над ним количество зубьев шестерни.

Принцип работы станка
Изготовление деталей на этом станке происходит методом обработки резанием. Он состоит в том, что с поверхности заготовки снимается верхний слой металла, называемый припуском. Результатом будет изделие, являющееся телом вращения необходимой формы. Для этого зафиксированную заготовку вращают, а режущей инструмент перемещают вдоль оси ее вращения, при необходимости меняя глубину резания.
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.

Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.

Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.

Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.

Аналоги токарно-винторезного станка 16К20
Удачная конструкция 16К20 способствовала тому, что машиностроительной промышленностью СССР, а позднее и России часто выпускалось идентичное ему оборудование. Это и современники, например, 1К62, 1В62, 1К625, 1В625, 16В20, ГС526. И его преемник TRENS SN 50C выпуск, которого начался после снятия с производства 16К20.


Отправить ответ