
Современные модели станков с чпу
Содержание:





Материал подготовила Светлана Раммер
Числовое программное управление (ЧПУ) — это процесс выполнения операций, записанных на определенный носитель. Во фрезерных станках существует четыре типа таких программ.
• Позиционная — когда в процессе выполнения работы задаются только координаты конечных точек. Применяется в сверлильных или расточных станках.
• Контурная — управляет по заданной траектории. Эту программу используют круглошлифовальные станки.
• Комбинированная — соединяет в себе позиционную и контурную программы. Многоцелевые токарные фрезерные станки используют эту программу.
• Многоконтурные системы являются самыми сложными, они обеспечивают управление всеми функциями станка. Широкоформатные фрезерные станки применяют эту программу.
Преимущества использования ЧПУ на фрезерных станках:
• повышение производительности в 2-3 раза,
• возможность изготовления сверхточных деталей,
• снижение количества востребованных сотрудников, экономия на заработной плате для производств,
• сокращение сроков подготовки заготовок,
• быстрое изготовление деталей.
Принцип работы и устройство фрезерного станка
Для тех, кто лишь присматривается к подобному оборудованию, мы приведем краткое описание их назначения: фрезерные станки с ЧПУ позволяют разрезать, сверлить и рассчитывать расстояние между отверстиями в различных деталях.
Используемые (рекомендуемые) заготовки:
• деревянные;
• металлические;
• керамические;
• пластиковые;
• каменные.
Суть: заготовки прикрепляются к столу фрезерного станка, а станок при помощи фрезы совершает вращательные движения, таким образом разрезая детали.
В зависимости от устройства фрезерные станки разделяют на:
1. консольные:
• широкоуниверсальные;
• горизонтальные;
• вертикальные
2. бесконсольные фрезерные станки:
• вертикальные;
• горизонтальные
Консольные фрезерные станки самые популярные, а наличие консоли отличает их от бесконсольных фрезерных станков. Консолью называется модуль, на который крепится заготовка. Шпиндель консольного станка не совершает никаких движений, при этом консоль двигается по направляющим сатины и таким образом выполняет свои функции.
Конструкция бесконсольных фрезерно-токарных станков с ЧПУ отличается тем, что стол, на котором закреплена деталь, перемещается только в двух направлениях — продольном и поперечном. При этом шпиндель имеет больший спектр движений, в том числе и вертикальных.
Обзор моделей фрезерных станков с ЧПУ
Качество работы фрезерного станка зависит от функций, которые он выполняет. Для правильного выбора фрезерного станка с ЧПУ нужно ознакомиться с характеристикой основных моделей. Изготовлением фрезерных станков с ЧПУ занимаются такие страны:
• Австрия,
• Германия,
• Италия,
• Китай,
• Северная Корея,
• США,
• Малайзия,
• Тайвань,
• Чехия,
• Турция и другие.
Фирмы-производители фрезерных станков с ЧПУ
Вот список наиболее популярных и проверенных производителей станков:
• JCC,
• RuStan,
• Redwood
• Hyundai Wia,
• Kami,
• Zenitech.
RuStan
RuStan — компания, занимающаяся производством фрезерных станков с ЧПУ. Широкоуниверсальные станки этой компании позволяют выполнять все виды фрезерных работ. Также при покупке этого оборудования действуют гибкие скидки и система гарантийного и постгарантийного обслуживания.
Представляем вашему вниманию 4-координатный обрабатывающий центр VDL600A (4 оси, FANUC), который предназначен для выполнения большого диапазона фрезерных, сверлильных и растачивающих операций на деталях средних размеров в одиночном и небольшом серийном производстве.

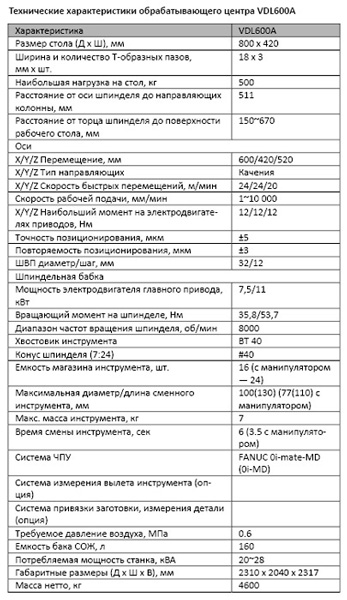
Как сказано на сайте производителя, это один из самых востребованных фрезерных центров в России. Число проданных станков с 2006 года уже превысило 200 единиц. Неудивительно, ведь станок подходит как для серийного производства, так и для нужд небольших компаний. На данном станке легко можно обрабатывать сталь, чугун, различные сплавы, а также пластик и стекло. В стандарте станок оснащен шпинделем с частотой оборотов 8000 в минуту, но возможно расширение данного показателя до 10 000, что позволяет комфортно обрабатывать алюминий, не используя капризные электрошпиндели. Станина данного станка выполнена из чугуна. Емкость магазина инструмента в стандарте составляет 16 позиций, как опцию можно поставить барабан на 24 инструмента с авторукой, данный тип барабана позволяет производить смену инструмента значительно быстрее.
Станок оснащается самой востребованной и надежной системой ЧПУ Fanuc 0i-MD, данная система произведена в Японии. Она полностью русифицирована, имеет простой интерфейс, что позволяет оператору быстро освоить функционал станка. Система позволяет обрабатывать программы с большим количеством кадров за счет применения функции подкачки с карты памяти либо использования порта RS232.
Цельнолитая станина позволяет применять высокоскоростные режимы обработки. А отсутствие внутренних напряжений в конструкции станины обеспечивает отсутствие вибраций и высокую точность обработки.
Размер рабочего стола станка составляет 800х420 мм. Линейными направляющими качения оснащаются оси X, Y, Z, и скорость перемещения по осям может составлять до 24 м/мин. Перемещение Х, Y, Z — 600, 420, 520 мм. Применением системы централизованной смазки направляющих и гайки ШВП (Тайвань) увеличивает ресурс и снижает трудоемкость обслуживания. Телескопическая защита позволяет уменьшить количество стружки, попадающей на направляющие и ШВП.
Сервомодули в электрошкафу управляют серводвигателями Fanuc по осям, передавая задание на перемещение и контролируя позицию по оптической шине FSSB. ШВП и серводвигатель соединяются гибкой сильфонной муфтой, что обеспечивает высокую эффективность и минимальный люфт, точную передачу вращательного момента привода и высокую динамику перемещения.
Установка 4-й координаты — поворотного стола диаметром 200 мм позволяет расширить возможности механической обработки станка. При использовании задней бабки возможна обработка длинных заготовок с использованием спиральной интерполяции, включая переменный шаг.
Шпиндель VDL600A
Высокоточный скоростной шпиндель с подшипниками NSK (3 снизу, 1 сверху) гарантирует точность обработки в течение длительного срока. Зубчатый ремень снижает вибрации и шум при вращении на высоких оборотах. Двигатель шпинделя 7.5/11 кВт FANUC (aiIS8/8000i) используется в качестве устройства главного привода. Передаточное отношение шкивов составляет 1:1, что позволяет реализовывать функцию жесткого нарезания резьбы посредством сервошпинделя. Применение устройства разгрузки позволяет не подвергать подшипники шпинделя нагрузкам от пневмоцилиндра при смене инструмента.
16-позиционный инструментальный магазин зонтичного типа позволяет производить смену инструмента по кратчайшему направлению. Во время смены происходит обдув конуса шпинделя сухим воздухом для очистки отверстия конуса и хвостовика инструмента перед установкой нового выбранного инструмента в отверстие конуса шпинделя.
Стуржкосборник шнекового типа, тележка под стружку, система подачи СОЖ в зону резания, система освещения рабочего стола входят в стандартную комплектацию станка. Перемещаемый бак СОЖ с индикатором уровня облегчает очистку от стружки и замену СОЖ.
Кабинетная защита зоны резания позволяет избежать загрязнения рабочего места стружкой и СОЖ. Сепаратор СОЖ позволяет сохранять моющие свойства охлаждающей жидкости длительное время. Высокопроизводительный насос СОЖ хорошо вымывает стружку из зоны резания и помогает эффективно отводить тепло от режущего инструмента. Теплообменник позволяет отводить излишек тепла из электрошкафа.
Стандартная комплектация обрабатывающих центров VDL600A
• Автоматическое устройство смены инструмента (ATC)
• Транспортер для удаления стружки шнекового типа
• Система ЧПУFANUC TD
• Кабинетная защита зоны резания;
• Интерфейс RS-232
• Жесткое нарезание резьбы метчиком
• Рабочее освещение и лампа индикации состояния станка
• Автоматическая система смазки
• Пистолет для обдува воздухом рабочей зоны
• Система обдува конуса шпинделя при смене инструмента
• Система подачи СОЖ в зону резания
• Электрошкаф с теплообменником
• Сепаратор СОЖ
• Инструмент для обслуживания станка
• Документация на русском языке
• 4-я ось поворотный стол диаметром 200 мм
Цена
Ориентировочная цена, указанная на сайте rustan.pulscen.ru на момент написания статьи, составляла 95 900 $.
JCC
JCC — эта компания занимается производством различных видов фрезерных станков с ЧПУ. Это:
• универсальные гравировально-фрезерные станки с ЧПУ;
• металлообрабатывающие и деревообрабатывающие фрезерные станки с ЧПУ;
• электроэрозийные прошивные станки с ЧПУ;
• фрезерно-токарные станки с ЧПУ.
Уникальная система программирования позволяет использовать весь потенциал, заложенный в фрезерных станках этой торговой марки.
Redwood
Фрезерные станки торговой марки Redwood позволяют выполнять различные задачи, они оборудованы 2-d и 3-d форматом. По заранее разработанной программе, из заготовок, эти станки сделают необходимые детали. Высокая скорость работы гарантирует качественные изделия.

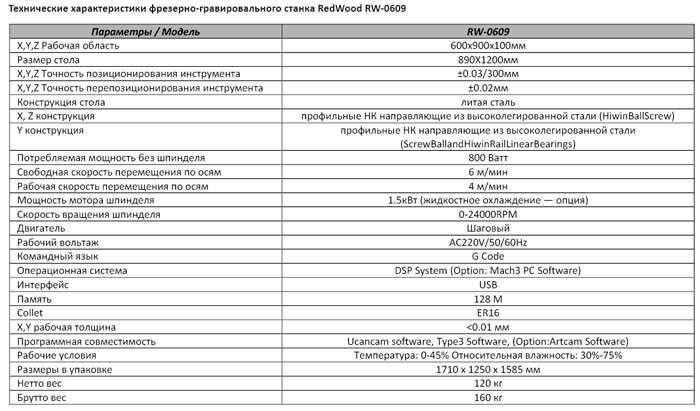
Фрезерно-гравировальный станок RedWood RW-0609
Эта модель особенно рекомендуется начинающим производителям, т. к. имеет небольшие вес и габариты, при этом обладая всеми достоинствами профессионального оборудования.
Предназначен для резки, сверления, фрезеровки, гравировки и шлифовки различных материалов от мягких до самых твердых: древесина (бук, ясень, граб, орех, дуб), металл (медь, алюминий), акрил.
Области применения:
• изготовление сувенирной продукции;
• производство мебельных фасадов;
• изготовление декоративных элементов мебели;
• дизайн.
Конструктивные особенности:
• оборудован мощным двигателем шпинделя;
• станок имеет небольшие габариты и работает от стандартной розетки;
• уменьшенная чугунная станина позволяет устанавливать эту модель на любой стол;
• все двигатели привода осей X, Y, Z на станке низковольтные и запитаны от понижающего блока питания;
• если планируется производство изделий, при изготовлении которых выделяется большое количество пыли, то станок может комплектоваться пылевытяжной системой;
• в комплекте к станку прилагается лицензионное программное обеспечение и набор фрез.
Фрезерно-гравировальный станок RW-0609 сопровождается гарантийным и постгарантийным обслуживанием, а также имеет международный и украинский сертификаты качества и гигиеническое заключение.
Kami
Высококачественное фрезерование поверхности является главной задачей для разработчиков фрезерных станков торговой марки Kami. Они предлагают различные инновационные модели, которые способны обрабатывать не только дерево, камень и металл, но даже стекло.
HyundaiWia
HyundaiWia предоставляет модели фрезерных станков для изготовления автомобильных, аэрокосмических, промышленных деталей. Фрезерные станки с ЧПУ HyundaiWia минимизируют вмешательство человека в процесс работы. Доступные программы делают эти станки незаменимыми на производстве.
Zenitech
Zenitech — профессиональный производитель фрезерного оборудования. Основную часть их продукции занимают металлообрабатывающие и деревообрабатывающие фрезерные станки.
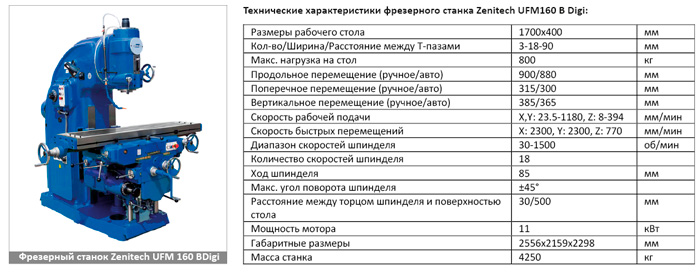
Фрезерный станок Zenitech UFM 160 ВDigi
Вертикальный фрезерный станок UFM160 (A,B) Digi предназначен для выполнения разнообразных фрезерных работ цилиндрическими, угловыми, торцевыми, фасонными и другими фрезами. На вертикально-фрезерных станках UFM160 (A,B) Digi обрабатывают горизонтальные и вертикальные плоскости, пазы, рамки, углы, зубчатые колеса, модели штампов, пресс-форм и другие детали из стали, чугуна, цветных металлов, их сплавов и пластмасс. Мощность приводов и высокая жесткость станков позволяют применять твердосплавный инструмент. На вертикально-фрезерных станках UFM160 (A,B) Digi применяют следующие типы фрез: торцевые, концевые, шпоночные. Фрезы изготовляют цельными или сборными с напайными или вставными ножами. Цельные фрезы изготовляют из инструментальных сталей, корпуса напайных фрез — из конструкционных сталей; на рабочие части зубьев фрез припаивают пластинки из быстрорежущих сталей и твердых сплавов. У сборных фрез зубья (ножи) выполняют из быстрорежущих сталей или оснащают пластинками из твердых сплавов и закрепляют в корпусе фрезы различными механическими способами.
Комплект поставки:
• 3-осевое УЦИ;
• шпиндель ISO50;
• зажимная тяга;
• цанговый патрон;
• централизованная смазка;
• станочный светильник;
• система СОЖ;
• масляный лоток;
• зубчатая передача подач по осям X, Y, Z.
Дополнительные опции и принадлежности:
• защитный кожух шпинделя;
• тиски;
• поворотный стол;
• набор зажимных приспособлений;
• делительная головка;
• защита стола.
«Промышленные страницы Сибири» №12 (95) декабрь 2014 г.
При оснащении станков системами ЧПУ автоматизируется управление работой станка, а общие технологические возможности станков сохраняются. При обозначении металлорежущих станков с ЧПУ сохранена система обозначений, принятых для станков обычного типа. Для обозначения наличия числового программного управления в конце традиционного обозначения шифра модели станка ставится буква Ф и цифра.
Обозначение систем управления:
1 — системы с цифровой индикацией (они не являются системами программного управления, так как управление полностью осуществляется человеком, а цифровая индикация используется лишь для удобства отсчета);
2 — позиционная система ЧПУ;
3 — контурная система ЧПУ;
4 — комбинированная (контурная и позиционная) система ЧПУ.
Основные группы станков с ЧПУ остаются такими же, как и для станков общего назначения. Однако применение ЧПУ привело к появлению новой группы станков — многооперационных или многоцелевых (в переводной литературе обозначение МС — Machining Center).
Под многооперационным (многоцелевым) станком понимают станок, позволяющий автоматически, по числовой программе, выполнять различные технологические операции без переустановки обрабатываемой детали, оснащенный инструментальным магазином и устройством для автоматической смены инструментов, а иногда и заготовок.
Многооперационные станки возникли на основе как фрезерных станков, которым присуща высокая мощность привода главного движения, так и сверлильно-расточных, которые характеризуются более высокой точностью обработки. Пример обозначения фрезерных станков, оснащенных различными системами управления, приведен в табл. 1.1.
Обозначение и основные технические данные фрезерных станков
Назначение и область
Фрезерный широкоуниверсальный инструментальный станок повышенной точности
Фрезерный широкоуниверсальный инструментальный станок с пред набором координат и цифровой индикацией
Фрезерный широкоуниверсальный инструментальный станок с числовым программным управлением, повышенной точности
сверлильно-фрезерно-расточный широкоуниверсальный инструментальный станок повышенной точности
Для обработки деталей простых и сложных контуров при ручном управлении
Для обработки деталей простых и сложных контуров с цифровой индикацией перемещений по осям X, Y
Для обработки деталей простых и сложных контуров по управляющей программе
Для обработки деталей простых и сложных контуров по управляющей программе с автоматической сменой инструментов
в) ускоренный ход стола 1,8
система цифровой индикации типа ЛЮМО-61
а) Размеры рабочей поверхности стола, мм;
б) частота вращения шпинделя, об/мин;
в) скорость быстрого перемещения, м/мин.
Программное управление распространилось практически на все группы металлорежущих станков и на виды работ. Применяют контрольно-измерительные машины с ЧПУ. Установив в рабочую позицию измерительный датчик, используют станок, как контрольно-измерительную машину. Созданы гибкие производственные системы, основными составляющими которых являются: гибкий производственный модуль (ГПМ); роботизированный технологический комплекс (РТК).
КЛАССИФИКАЦИЯ СИСТЕМ ЧПУ
Системы ЧПУ можно классифицировать по различным признакам:
1. Исходя из технологических задач управления обработкой, все системы ЧПУ делятся на три группы: позиционные, контурные, комбинированные.
Позиционное числовое программное управление — управление станком, при котором перемещение его рабочих органов происходит в заданные точки, причем траектории перемещения не задаются (см. рис. 1.5а).

Рис. 11.5. Классификация систем ЧПУ исходя из технологических задач:
а – позиционные; б – контурные; в – комбинированные
Таким образом, позиционные системы ЧПУ могут быть использованы либо при перемещении рабочего органа станка без обработки (например, при выводе сверла в заданную точку по координатам X и Y), либо при обработке только по одной координатной оси (перемещение сверла по оси Z). Данными системами оснащаются в основном сверлильные и расточные станки.
Контурное числовое программное управление — управление станком, при котором перемещение рабочих органов происходит по заданной траектории и с заданной скоростью для получения необходимого контура обработки с заданной точностью в любой точке, рис. 11.5б.
При обработке задается результирующая скорость подачи вдоль контура V (см. рис. 11.4, в и 11.5,б), которая обеспечивает заданный режим обработки. Для получения заданного контура, в общем случае криволинейного, система управления выдерживает с высокой точностью мгновенное соотношение скоростей подач одновременно по двум и более координатам (Vx/Vz на рис. 11.4, в), изменяемое соответствующим образом во времени (см. формулу 1.2).
Контурными системами управления оснащаются станки токарной, фрезерной и других групп.
Комбинированное числовое программное управление сочетает функции контурного и позиционного числового программного управления станками (рис. 11.5, в). Комбинированные устройства ЧПУ применяют в основном для управления многооперационными станками.
Отметим, что в начале развития контурные и позиционные системы ЧПУ резко различались схемой реализации — позиционные системы ЧПУ получалось значительно проще контурных. В настоящее время системы ЧПУ строятся на основе микропроцессоров и микроЭВМ, контурные и позиционные системы различаются лишь программным обеспечением. Поэтому чисто позиционные системы не выпускаются, а все системы ЧПУ являются контурными.
2. По степени совершенства и функциональным возможностям выделяют два основных типа систем ЧПУ: NC (Numerical Control) и CNC (Computer Numerical Control).
Системы типа CNC появились в связи с широким внедрением интегральных микросхем и микроЭВМ на их основе. Их отличительной особенностью является, во-первых, программируемость, и, во-вторых, наличие оперативной памяти для хранения УП. Программируемость систем типа CNC позволяет реализовать все функции управления программным путем, в результате чего с помощью одного типа системы ЧПУ возможно обеспечить управление, широким классом объектов управления, изменяя лишь программное обеспечение системы. Очевидно, что такая особенность существенно облегчает эксплуатацию системы.
Определяющим фактором в развитии станков с ЧПУ является развитие электроники. Моральное старение УЧПУ наступает быстрее, нежели станков. Практически УЧПУ претерпевают существенные изменения через каждые 3—4 года, в то время как конструкция станков за это время лишь незначительно модифицируется, и сроки их морального старения в 2—2,5 раза больше.
. ОСНОВНЫЕ АСПЕКТЫ ИСПОЛЬЗОВАНИЯ СТАНКОВ С ЧПУ
Основным фактором, обусловившим необходимость создания и развития станков с ЧПУ, была и остается потребность автоматизации обработки в средне- и мелкосерийном производствах. Основные преимущества производства на базе станков с ЧПУ, по сравнению с производством, использующим универсальные станки с ручным управлением, следующие:
— повышение производительности труда за счет сокращения основного и вспомогательного времени изготовления детали;
— интенсификация труда и повышение стабильности обработки за счет устранения субъективных факторов и уменьшения утомляемости рабочего;
— возможность применения многостаночного обслуживания;
— повышение точности и стабильности обработки;
— снижение затрат на специальные приспособления;
— сокращение сроков подготовки производства новых изделий;
— сокращение потребности в высококвалифицированных станочниках и изменение состава работников.
Применение станков с ЧПУ позволило решить некоторые социальные вопросы: увеличить долю интеллектуального труда, улучшить условия труда рабочих-станочников. Стоимость станков с ЧПУ значительно (в 3—10 раз) больше стоимости универсальных станков.
В то же время средний коэффициент сменности составляет 1,3—1,6, а коэффициент загрузки — 0,4—0,6. Встал вопрос о более эффективном использовании дорогостоящего оборудования.
Разработка многооперационных станков с ЧПУ, оснащенных устройствами автоматической смены заготовок и инструмента, робототехнические и транспортные средства и микроэлектронные системы управления, сделали возможным интеграцию систем автоматического проектирования, планирования, технологической подготовки, управления производством и автоматического контроля в единый комплекс, координируемый как единое целое многоуровневой системой управления.
Основные тенденции развития автоматизированных механосборочного и механообрабатывающего производств: интегрирование систем, повышение гибкости, обеспечение безлюдного функционирования .
ПОДГОТОВКА УПРАВЛЯЮЩИХ ПРОГРАММ ДЛЯ СТАНКОВ С ЧПУ
Что такое станки с ЧПУ, и какие технологические операции они могут выполнять. Когда, в условиях производства, выгодно приобретать оборудование с программным управлением? Устройство и автоматизация станков на программном управлении. Написание управляющей программы для ЧПУ.
Что такое ЧПУ и как расшифровать эту аббревиатуру? Это сокращенное обозначение Числового Программного Управления — компьютеризованной системы, которая контролирует работу исполнительных органов (суппорта, шпинделя, поворотного стола) на производственных станках.
Приводы, получив команду от системы ЧПУ, начинают перемещать рабочий орган по траектории описанной в управляющей программе (УП) станочного оборудования. УП это, по сути, набор команд в виде G и М-кодов — языке программирования ЧПУ. УП остается в памяти системы, и оператор (обученный токарь или механик) всегда может ее отредактировать, скопировать, или составить новую из блоков.
Станки с числовым программным управлением используются практически в каждой отрасли народного хозяйства. С их помощью делают изысканные деревянные панно и мебель, изготавливают рекламные сувениры и макеты, вытачивают игрушки. Но их основное назначение — это, конечно же, металлообработка.
У этого оборудования много плюсов. Высокая производительность — один станок с ЧПУ заменяет собой 5-6 обычных машин. Управление ЧПУ станками сводится к наладке и контролю по заданной схеме, поэтому потребность в грамотных токарях и квалифицированных фрезеровщиках сразу падает. Но за преимущества приходится платить, а в случае как со станком ЧПУ сэкономить не удастся.
Целесообразность применения
Когда, в условиях производства, выгодно приобретать оборудование с программным управлением?
- Деталь стоит очень дорого (вал или лопатки турбин, авиационные запчасти, детали медицинского оборудования), а значит, нужно исключить саму вероятность ошибки.
- Изделия выпускаются серийными партиями.

- Деталь имеет сложную поверхность. Для ее механической обработки потребуется выполнить множество технологических операций.
- В процессе изготовления детали возможны небольшие изменения в ее конструкции. На станке ЧПУ изменения в управляющую программу можно внести сразу с пульта оператора агрегата.
- У детали маленький квалитет по допуску (первые 6 из 19). Если на станках установлено числовое программное управление, то допустимые отклонения в размерах изготавливаемой детали определяются дискретным шагом привода, который не превышает 3 мкм.
Классификация станков ЧПУ, их характеристика и обозначения
Для расшифровки обозначений моделей станков используются буквенно-цифровые обозначения, поэтому вы должны знать, какую букву (цифру) используют для определения степени автоматизации, класса точности, назначения станка.
Технологические группы
Если проводить классификацию станочного оборудования по виду основных операций, то их можно разделить на следующие технологические группы:
- Фрезерная группа и сверлильно-расточная. Так как современное фрезерное оборудование довольно универсально, и может растачивать, сверлить, зенкеровать, то грань между фрезерной, сверлильной и расточной группой довольно условна.
- Токарная.
- Шлифовальная.
- Зубообрабатывающая.
- Многоцелевые станки или обрабатывающие центры.
Этой же классификацией каждой из групп присвоен свой номер. У токарных станков — 1-й номер, фрезерных — 6-й, сверлильных и расточных — 2-й, у разных станков — 9-й. Когда приходится расшифровывать маркировку, обращайте внимание на первую цифру. Именно она означает технологическую группу оборудования.

Степень автоматизации
В управляющих системах СЧПУ, которыми оборудуются станки с программным обеспечением, тоже есть свои схемы классификации. Здесь разделение идет по следующим параметрам:
- Назначение. Выпускаются позиционные, прямоугольные, непрерывные, комбинированные станочные системы управления.
- Способ загрузки. Программное обеспечение в систему может устанавливаться через диск, флеш-носитель, магнитную или перфорированную ленту.
- Тип привода: шаговый, ступенчатый, регулируемый.
- Число управляемых (одновременно) координат и погрешности их задания.
Степень автоматизации оборудования обозначается Ф «N», и в его маркировке стоит на последнем месте.
- Ф1 — механизм оснащен устройством цифровой индикации. Координаты перемещения вводятся с клавиатуры, каждый раз на один кадр программы.
- Ф2 — в оборудовании используется позиционная (в сверлильных и координатно-расточных группах) или прямоугольная (во фрезерных, токарных и расточных группах) система управления.
- Ф3 — оборудование с контурными или непрерывными СЧПУ. Используя их можно обрабатывать поверхности любой степени сложности.
- Ф4 — ЧПУ станком управляет многооперационная комбинированная СЧПУ, в которой совмещаются возможности контурного и позиционного управления.
- Ц — цикловое программное управление. Самая дешевая и простая система автоматизации. Устанавливается на машины для производства однотипных деталей. Система циклового управления используется на станках с 2-3 точками позиционирования.

В маркировку обязательно вводятся индексы, отражающие наличие устройств автоматической смены инструмента (АСИ). Обозначаются они буквами: «Р» — смена и фиксация инструмента, осуществляются поворотом револьверной головки, «М» — смена инструмента из специального барабана, так называемого, инструментального магазина. В маркировке моделей отечественных станков ЧПУ это буквенное обозначение ставят перед видом системы программного управления Ф «N».
Основные параметры станков ЧПУ
Для сверлильной группы это — самый большой диаметр сверления, для расточной — диаметр шпинделя, для фрезерной — ширина рабочей поверхности стола, оборудование токарной группы характеризует максимально возможный диаметр обрабатываемого отверстия.
Как расшифровывается маркировка модели станка? Например, у нас есть станок 1А616Ф3. Расшифровка будет следующей: станок токарный (1 группа), усовершенствованный (после номера группы добавлена буква А), относится к типу токарных и лобных станков (6 тип), у оборудования 16 типоразмер (выбирается по максимальному диаметру обрабатываемой детали), с установленной контурной системой СЧПУ.
Принцип программирования
Что такое ЧПУ? Если говорить о комплектации, то система состоит из:
- Шкафа с пультом оператора.
- Дисплея.
- Контроллера управления — устройства, обрабатывающего информацию УП и управляющие работой приводов.
- Постоянного и оперативного запоминающего устройства (память).

В первую очередь работа этих устройств направлена на оперативное и корректное выполнение команд управляющей программы (УП). Но кто, и как ее пишет? Если вы хотите знать все о станках с ЧПУ, без этой информации не обойтись.
Для создания управляющей программы можно воспользоваться одним из предложенных методов:
А) Ручное программирование. Программная часть УП пишется технологом, который путем ввода числовых данных задает координаты перемещения рабочего органа вручную. Это трудоемкий и кропотливый процесс, поэтому его применение оправдано только если на производстве всего несколько автоматизированных станков, и они ориентированы на изготовление простых деталей.
Б) Программирование с пульта оперативной системы числового программного управления (shop-floor). УП пишется с использованием сенсорного экрана и джойстика, расположенных на стойке станка. Модели пятого поколения при вводе управляющей программы могут использовать диалоговый режим. Оператор ЧПУ, в любой момент, может протестировать программу или провести ее коррекцию.
В) Метод программирования с помощью систем САПР и CAM. Используется при написании программ для изготовления сложных деталей, с большим количеством задействованных операций. Программные средства управления пишутся в несколько этапов.
- С помощью графических программ САПР (AutoCAD, Solid, Catia, Компас) инженеры создают электронный чертеж детали.
- В программу САМ (SheetCam, Kcam. MeshCam, CorelDraw) загружается полученный графический файл, предварительно преобразованный в формат DXF, Exeilon, HPGL, Gerber. Таким образом импортируется геометрия детали. Задача программиста-технолога описать траекторию движения рабочего органа путем задания чисел, выбрать способ обработки из предложенных вариантов, назначить рабочий инструмент. Параллельно процессу написания программы на экране происходит ее визуализация (функция бэкплот).
- Создается промежуточный Cl-файл на базе информации полученной из предыдущего этапа. Этот файл обрабатывается специальной программой, которая называется постпроцессор или паспорт. На выходе получают управляющую программу в соответствии с форматом конкретного станка. В этой УП команды уже сгенерированы в виде G- и М-кодов.
Требования к подобному программному обеспечению, как вы понимаете, довольно высоки. УП стоит тысячи долларов и токарем она не пишется.

Станки фрезерные с ЧПУ
Основное назначение станков этой группы — фрезерование, как простых плоских деталей, так и изделий сложной пространственной формы. Современные фрезерные станки с ЧПУ ориентированы на выполнение большого числа технологических операций. Кроме фрезерования на них можно раскраивать листовой металл, обрабатывать заготовку под разными углами, выбирать пазы. Чтобы расширить спектр работ эти металлорежущие механизмы оснащаются устройствами АСИ — револьверными шпиндельными головками или инструментальным магазином.
Количество хранимых в одном магазине инструментов впечатляет — есть магазины на 300 инструментов!
Промышленностью выпускаются следующие виды фрезерных станков:
- Вертикально-фрезерные. Шпиндель расположен вертикально (перпендикулярно столу). Применяются при обработке заготовки с одной из сторон.
- Горизонтально-фрезерные. Шпиндель устанавливается параллельно плоскости стола. Оборудование используется для многосторонней обработки.
Из-за конструктивного разнообразия классификация фрезерных станков с ЧПУ становится затруднительной. Независимо от того, к какому из видов (вертикальная или горизонтальная компоновка), относится фрезерный станок ЧПУ, он может быть консольным или бесконсольным, иметь один или несколько шпинделей, управлять одновременно движением по трем (и более) координатам.
Согласно установленной на станке СЧПУ выделяют следующие типы фрезерных станков:
- С позиционным управлением. На этих программах работает сверлильно-фрезерное оборудование.
- С контурным управлением. Эти виды станков используются для фрезерования сложных криволинейных поверхностей.
- С комбинированным (смешанным) управлением. Станок, работающий на этой системе, используется для комплексной обработки деталей.

Конструктивные особенности фрезерного станка с ЧПУ
- Мощная станина, корпус, укреплённый ребрами жесткости.
- Высокие показатели жесткости шпинделя.
- Одинаково хорошее качество обрабатываемой поверхности как при встречном, так и при попутном фрезеровании.
- Оборудование оснащено высокоточными винтами и рельсовыми направляющими качения для горизонтального перемещения рабочих органов.

Номенклатура фрезерных металлорежущих станков исчисляется сотнями моделей. Здесь не редкость оборудование длиной 10 м и более. Но есть в этой группе и настоящие «малютки» — мини фрезерные станки с программным управлением, которые помещаются на обычный стол. Таким станком с ЧПУ пользуются в основном владельцы небольших мастерских — для мелкосерийного производства однотипных деталей из металла, дерева, стекла, пластика. И хотя мощность такого станка не превышает 750 Вт, а габарит — одного метра, его конструкция в целом аналогична крупным заводским станкам.
Мини станки с ЧПУ оборудуются шаговым приводом (сервоприводом) для перемещения каретки, шпинделем, который поворачивается в любом угловом направлении, регулируемым по высоте столом. Управляющая программа, как правило, идет в комплекте с оборудованием и подключается через обычный ПК.
Станки токарные с ЧПУ
На токарном станке обработка производится резцом со сменными пластинами. Он закрепляется в резцедержателе, который вместе с салазками и поворотной плитой входит в узел суппорта. Токарный станок с ЧПУ может быть оборудован кассетным резцедержателем (вмещает до 12 инструментов). Заготовка зажимается в токарном патроне, закрепленном на вращающемся шпинделе. Рабочие органы токарного станка приводятся в движение приводными механизмами, причем скорость вспомогательного хода практически всегда делается выше скорости рабочего.

Классификация токарных станков с ЧПУ по виду выполняемых работ
На сегодняшний день широко используется несколько типов этого оборудования:
- Центровые. Обработка заготовки производится по контуру деталей цилиндрической и конической формы, фасонных поверхностей. Основной способ обработки — точение.
- Патронные. Нарезают резьбу, зенкеруют, сверлят, обтачивают заготовки под фланцы, шестерни, диски, втулки. Токарные станки этого вида могут применяться для обработки как внутренней, так и внешней поверхности деталей.
- Патронно-центровые. Универсальные токарные станки, успешно совмещают технологические возможности по обработке патронных и центровых механизмов.
- Карусельные. Используются для металлообработки крупногабаритных заготовок, деталей неправильной формы. Одностоечные карусельные ЧПУ станки применяют, если диаметр заготовки не превышает 2 м. Для заготовок с диаметром до 12…15 метров потребуются двухстоечные токарные станки ЧПУ.
Конструктивные характеристики
- Для токарных станков с ЧПУ характерна вертикальная или круто наклоненная компоновка. При такой конструкции стружка легче удаляется из рабочей зоны, оборудование с ЧПУ занимает меньшую площадь, можно подключить к станку автоматическое загрузочное устройство любого типа.
- Все несущие конструкции станка выполняются более жесткими, за счет увеличения толщины металла и дополнительных ребер жесткости.
- Токарные станки с ЧПУ оборудуются инструментальными сменными магазинами или автоматическими револьверными головками, которые ставятся на место резцедержателя.

Многоцелевые станки (обрабатывающие центры)
Многоцелевые станки на числовом программном управлении обеспечивают комплексную обработку детали без ее перебазирования. МЦС оборудуются комбинированными (смешанными) системами программного управления. С ЧПУ что устанавливается на этом оборудовании, можно зенкеровать, растачивать, раскраивать, фрезеровать, нарезать резьбу на металлических заготовках, нарезать фаски на торцах труб. Если обрабатывается заготовка плоской детали или детали корпуса, то используют МЦ сверлильно-расточной группы.
Для металлообработки заготовок валов, втулок, фланцев и шестерен потребуется МЦ токарно-шлифовальной группы.
Конструктивные особенности
- Практически всегда в комплектацию оборудования входят сменные инструментальные магазины. Настройка инструмента на размер происходит заранее.
- Обрабатывающие центры оборудованы поворотными столами, которые обеспечивают перемещение заготовки в разных плоскостях. В комплектацию современных обрабатывающих центров могут входить переналаживаемые приспособления-спутники по смене заготовок.
- В конструкции используются малоинерционные высокомоментные электродвигатели, отличающиеся высоким быстродействием и способностью развивать высокий крутящий момент на малых частотах.
По компоновке МЦС подразделяются на:
- Горизонтальные. Предназначаются для односторонней обработки заготовок с большими габаритами, но это только если не использовать поворотных приспособлений. В этом случае при одном закреплении деталь можно обработать сразу с нескольких сторон.
- Вертикальные. Предназначаются для обработки заготовки с 2-5 сторон. В таких станках головка шпинделя, с помощью специальных поворотных приспособлений, может поворачиваться вдоль горизонтальной (или вертикальной) оси.

Проблемы
Хотите узнать все о станках ЧПУ? Что же, тогда промолчать о проблемах будет некорректным. Есть определенные сложности на этапе постпроцессирования СПУ. По идее G и М-коды должны быть универсальны для всех станков, и если программист пишет в УП код M5, то предполагает, что эта команда остановит шпиндель, а не запустит цикл сверления. Но, по факту, зачастую возникает масса нестыковок, и станок не может правильно отработать запрограммированные перемещения. Еще одна проблема — недостаток квалифицированных наладчиков и технологов-операторов.
Для молодых специалистов программное управление станками — открытая книга, но они плохо разбираются в технологии обработки металла или дерева. Опытные токаря и слесаря, напротив, не знают компьютера, и их приходится обучать работе с фрезерным, расточным или токарным станком буквально заново, с нуля. Словом, проблема, о которой говорили уже давно, (в стране не хватает грамотных токарей и программистов) распространяется и на эту сферу производства.
Что же, проблемы есть, но главное — они решаемы. Тот, кто хоть раз видел, что такое ЧПУ, и как работает станок по программному управлению, уверен — за автоматизированным оборудованием будущее, и в этом сомнений нет.


Отправить ответ