
Способ литья обладающий наибольшей производительностью
Термореактивная смола
СПОСОБ ЛИТЬЯ, ОБЕСПЕЧИВАЮЩИЙ ВЫСОКУЮ ТОЧНОСТЬ РАЗМЕРОВ И МАЛУЮ
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
По выплавляемым моделям
ВЕЛИЧИНА, НА КОТОРУЮ ЛИНЕЙНЫЕ РАЗМЕРЫ МОДЕЛИ БОЛЬШЕ РАЗМЕРОВ ОТЛИВКИ:
Усадка металла
УСАДКА МЕТАЛЛА УЧИТЫВАЕТСЯ В РАЗМЕРЕ
Модели
ПРИСПОСОБЛЕНИЕ ДЛЯ ПОЛУЧЕНИЯ В ЛИТЕЙНОЙ ФОРМЕ ОТПЕЧАТКА ПОЛОСТИ СООТВЕТСТВУЮЩЕЙ ВНЕШНЕЙ КОНФИГУРАЦИИ ОТЛИВКИ
Модель
СПОСОБ ЛИТЬЯ, ПРИВОДЯЩИЙ К ГАЗОУСАДОЧНОЙ ПОРИСТОСТИ ОТЛИВОК
Под давлением
СПОСОБ ЛИТЬЯ, ПОСЛЕ КОТОРОГО ОТЛИВКИ НЕЛЬЗЯ ПОДВЕРГАТЬ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
Под давлением
ПРИСПОСОБЛЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ПОЛУФОРМ
Опоки
СПОСОБНОСТЬ ФОРМОВОЧНОЙ СМЕСИ ОБЕСПЕЧИВАТЬ СОХРАННОСТЬ ФОРМЫ (СТЕРЖНЯ) БЕЗ РАЗРУШЕНИЯ ПРИ ЕЕ ИЗГОТОВЛЕНИИ И ИСПОЛЬЗОВАНИИ
Прочность
СОПРОТИВЛЕНИЕ ФОРМОВОЧНОЙ СМЕСИ ИСТИРАЮЩЕМУ ВОЗДЕЙСТВИЮ СТРУИ МЕТАЛЛА ПРИ ЕГО ЗАЛИВКЕ
Поверхностная прочность
СПОСОБНОСТЬ ФОРМОВОЧНОЙ СМЕСИ ВОСПРИНИМАТЬ ОЧЕРТАНИЯ МОДЕЛИ СТЕРЖНЕВОГО ЯЩИКА) И СОХРАНЯТЬ ПОЛУЧЕННУЮ ФОРМУ
Пластичность
ЭЛЕМЕНТ ЛИТНИКОВОЙ СИСТЕМЫ, УМЕНЬШАЮЩИЙ РАЗМЫВАЮЩЕЕ ВОЗДЕЙСТВИЕ СТРУИ МЕТАЛЛА
Литниковая чаша
СПОСОБНОСТЬ ФОРМОВОЧНОЙ СМЕСИ ОБТЕКАТЬ МОДЕЛИ ПРИ ФОРМОВКЕ И ЗАПОЛНЯТЬ ПОЛОСТЬ СТЕРЖНЕВОГО ЯЩИКА
Текучесть
СПОСОБНОСТЬ ФОРМОВОЧНОЙ СМЕСИ СОКРАЩАТЬСЯ В ОБЪЕМЕ ПОД ДЕЙСТВИЕМ УСАДКИ МЕТАЛЛА
Податливость
СПОСОБ ЛИТЬЯ, ОБЛАДАЮЩИЙ НАИБОЛЬШЕЙ ПРОИЗВОДИТЕЛЬНОСТЬЮ
Под давлением
СПОСОБ ЛИТЬЯ ДЛЯ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ВТУЛОК, ТРУБ, КОЛЕЦ, ПОДШИПНИКОВ СКОЛЬЖЕНИЯ
Центробежный
СПОСОБ ЛИТЬЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ
ЛЮБЫХ СПЛАВОВ, ТОНКОСТЕННЫХ И МИНИМАЛЬНЫМИ ПРИПУСКАМИ НА ОБРАБОТКУ
По выплавляемым моделям
ДЕФЕКТ ОТЛИВОК ПРИ НЕДОСТАТОЧНОЙ ПОДАТЛИВОСТИ ФОРМОВОЧНОЙ СМЕСИ
Трещины
МАТЕРИАЛ МОДЕЛЕЙ ПРИ ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Парафин со стеарином
МОДЕЛЬНЫЙ СОСТАВ ИЗ ОБОЛОЧКИ ПРИ ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
УДАЛЯЮТ
Выплавлением в горячей воде
ЕДИНАЯ ФОРМОВОЧНАЯ СМЕСЬ ПРИМЕНЯЕТСЯ ДЛЯ
Заполнения всей опоки
ФОРМОЙ ПРИ КОКИЛЬНОМ ЛИТЬЕ ЯВЛЯЕТСЯ
Металлическая форма
МЕТАЛЛИЧЕСКАЯ ФОРМА, МНОГОКРАТНО ИСПОЛЬЗУЕМАЯ ДЛЯ ПОЛУЧЕНИЯ
ОТЛИВОК ПУТЕМ ЗАЛИВКИ В НЕЕ РАСПЛАВА СВОБОДНОЙ СТРУЕЙ, НАЗЫВАЕТСЯ
Кокилем
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПОЛУЧЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ ПУТЕМ ЗАПОЛНЕНИЯ ЖИДКИМ МЕТАЛЛОМ ЗАРАНЕЕ ПРИГОТОВЛЕННЫХ ФОРМ НАЗЫВАЕТСЯ
Литьем
Обработка резанием
Движения, при которых с заготовки срезается припуск или изменяется состояние обработанной поверхности, называются:
Основными или движениями резания
Операция, производимая на сверлильном станке по увеличению диаметра отверстия, называется:
Рассверливанием
Главное движение при фрезеровании сообщают:
Фрезе
Суммарное время (мин) работы инструмента между переточками на определенном режиме резания называется:
Стойкостью
Среди ниже перечисленных наилучшей обрабатываемостью резанием обладает сталь:
Сп
Зубья шестерен нарезают
Модульными
Максимальный диаметр отверстия, которое можно просверлить на сверлильном станке спиральными сверлами составляет, мм:
При обработке резанием пластичных металлов и сплавов образуется:
Сливная стружка
Плоские поверхности обрабатывают на станках:
Фрезерных
Главное движение V при обработке заготовок на токарных станках сообщают:
Заготовке
Основными инструментами при обработке заготовок на фрезерных станках являются:
фрезы;
Более высокими механическими свойствами обладают детали полученные:
ковкой;
Делительную головку на фрезерных станках используют для обработки:
зубчатых колес;
Смазочно-охлаждающие среды при резании применяют для снижения:
температуры нагрева;
По содержанию углерода инструментальные стали являются:
Высокоуглеродистыми
Плоские поверхности на фрезерных станках обрабатывают фрезами:
цилиндрическими;
При окончательной обработке отверстий для обеспечения высокой точности используют:
Развертки
Для изготовления напильников, ручных ножовок целесообразно использовать стали:
У10, У12;
Наружную резьбу нарезают:
плашкой;
Токарные резцы, предназначенные для обработки сквозных и глухих отверстий, называются:
Способ литья в оболочковые формы основан на получении разовых полуформ и стержней в виде оболочек толщиной 6…10 мм.
Их изготавливают путем отверждения на металлической оснастке слоя смеси, в которой связующее вещество при нагреве вначале расплавляется, а затем затвердевает (необратимо), придавая оболочке высокую прочность. Технология литья в оболочковые формы включает ряд операций, выполнение которых при литье данным способом имеет ярко выраженные особенности.
К ним относятся : приготовление специальной песчано-смоляной смеси; формирование на модельной оснастке тонкостенных оболочковых форм и стержней; сборка форм и их подготовка к заливке.
Для приготовления оболочковых форм выпускают специальное связующее, представляющее собой смеси фенолформальдегидной смолы с катализатором отверждения смолы, вводимым в количестве 7… 8%.
Предварительное формирование оболочки наиболее часто производят, используя поворотный бункер 1, в который засыпают песчано-смоляную смесь 2 (рис. 19, а). На верхнюю часть бункера, снабженную кольцевым каналом 3 для подачи охлаждающей воды, устанавливают моделями вниз и закрепляют нагретую до 200…240 o С металлическую модельную плиту 4. На ней закреплена с помощью четырех направляющих колонок 5 плита 6 толкателей 7. Толкатели, равномерно распределенные по всей плите, выходят на рабочую поверхность, как модели, так и модельной плиты. Их фиксируют специальными хвостовиками в гнездах плиты 6 и закрепляют в ней прижимной плитой 8. Модельная плита с выталкивающим устройством помещена в корпус 9. Для фиксации плиты толкателей в исходном положении на направляющих колоннах 5 установлены пружины 10.
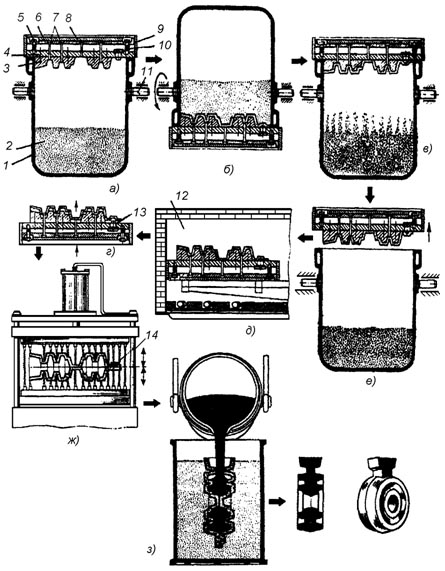
Рис. 19. Технология литья в оболочковые формы
Для предварительного формирования оболочки бункер 1, снабженный цапфами 11 и поворотным механизмом, поворачивают на 180 о и формовочный материал падает на горячую модельную плиту (рис.19, б), уплотняясь под действием гравитационных сил. В прилегающем к плите слое смеси смола плавится (при температуре 95-115 o С), смачивая зерна песка, а затем начинает полимеризоваться, загустевая и отверждаясь по мере прогрева до более высокой температуры. За 30…40 с выдержки смола успевает оплавиться в слое толщиной около 10 мм.
Слой остается на модельной плите после поворота бункера в исходное положение (рис19, в) и сброса на дно бункера не прореагировавшей, сохранившей свои начальные свойства и пригодной для последующего использования части смеси.
Теперь модельную плиту со сформированной оболочковой полуформой снимают с бункера (рис.19, г) и подают в печь 12 (рис.19, д), где при температуре 300-400 o С за 90…120 с заканчивается полимеризация, и смола приобретает высокую технологическую прочность. Затем готовую оболочковую полуформу снимают с модельной плиты (рис.19, е) и соединяют с другой полуформой (например, склеиванием) на специальном пневмопрессе (рис.19, ж). Для исключения прорыва расплава, формы с вертикальным разъемом обычно заформовывают (рис.19, з) в опорный наполнитель (песок, дробь и т.п.). Формы небольшой высоты с горизонтальным разъемом в большинстве случаев не заформовывают и заливают на поддонах с песчаной постелью. В оболочковые формы получают отливки практически из любых промышленных сплавов массой до 200…300 кг.
Преимущества литья в оболочковые формы по сравнению с литьем в песчано-глинистые разовые формы заключаются в следующем:
- уменьшение параметров шероховатости поверхности и существенное улучшение внешнего товарного вида отливок;
- возможность получения отливок с тонким и сложным рельефом, а также толстостенных отливок с литыми каналами малых сечений;
- уменьшение трудоемкости ряда операций технологического процесса (приготовление смеси, изготовление формы, очистка отливок и пр.);
- сокращение в 8…10 раз и более объема переработки и транспортирования формовочных материалов;
- уменьшение металлоемкости формовочного оборудования.
Кроме того, для литья в оболочковые формы характерна меньшая жесткость с оболочки, что следует рассматривать как достоинство метода в сравнении методами литья в кокиль.
Основные недостатки метода литья в оболочковые формы:
- относительно высокая стоимость смоляного связующего;
- сложность модельной и стержневой оснастки;
- повышенное выделение вредных химических веществ в ходе термического разложения смоляного связующего;
- недостаточная прочность оболочек при получении тяжелых отливок;
- склонность к появлению некоторых специфических видов дефектов, сопровождающих низкую газопроницаемость литейной формы.
Литьё по выплавляемым моделям.
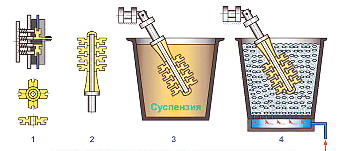
Сущность литья по выплавляемым моделям сводится к изготовлению отливок заливкой расплавленного металла в разовую тонкостенную неразъёмную литейную форму, изготовленную из жидкоподвижной огнеупорной суспензии по моделям разового использования (разовые выплавляемые модели изготовляют из легко плавких компонентов — парафин, жирные кислоты и др.) с последующим затвердеванием залитого металла, охлаждением отливки в форме и извлечение её из формы (рис. 20).
 сжатый воздух
сжатый воздух
Рис.20. Последовательность операций процесса литья по выплавляемым моделям: 1 – изготовление моделей в пресс-форме; 2 – сбор моделей в модельный блок на металлический стояк; 3 – нанесение на модельный блок огнеупорной суспензии; 4 — обсыпка слоя суспензии зернистым материалом в кипящем слое
Отличительными особенностями литья по выплавляемым моделям являются низкая теплопроводность и высокая начальная температура формы, что значительно снижает скорость отвода теплоты от залитого металла и способствует улучшению наполняемости полости формы, но одновременно приводит к укрупнению кристаллического строения и к появлению усадочных раковин и пористости в стенках толщиной 6…8 мм.
Керамическая суспензия позволяет точно воспроизвести контуры модели, а образование неразъёмной литейной формы с малой шероховатостью поверхности способствует получению отливок с высокой точностью геометрических размеров и тоже с малой шероховатостью поверхности, что значительно снижает объём механической обработки отливок. Припуск на механическую обработку составляет 0,2…0,7 мм.
Заливка расплавленного металла в горячие формы позволяет получать сложные по конфигурации отливки с толщиной стенки 1…3 мм и массой от нескольких граммов до нескольких десятков килограммов из жаропрочных труднообрабатываемых сплавов (турбинные лопатки), коррозионно-стойких сталей (колёса для насосов), углеродистых сталей в массовом производстве (в авто- и приборостроении, других отраслях машиностроения) рис. 21; рис. 22.

Рис. 21. Отливки, полученные методом литья по выплавляемым моделям

Рис. 22. Литьё по выплавляемым моделям
Литьё в кокиль. Сущность кокильного литья заключается в изготовлении отливок заливкой расплавленного металла в многократно используемые металлические литейные формы – кокили с последующим затвердеванием залитого металла, охлаждением отливки и извлечением её из полости формы (рис. 23).
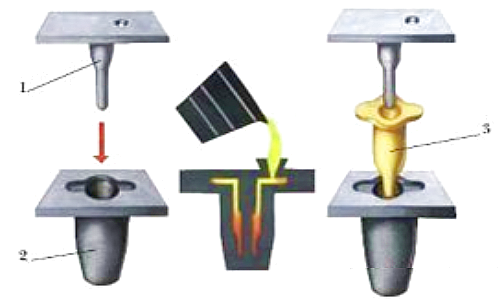
Рис.23. Литьё в металлический кокиль: 1 – стержень; 2 – кокиль; 3 — отливка
Отличительные особенности литья в кокиль состоит в том, что формирование отливки происходит в условиях интенсивного теплового взаимодействия с литейной формой, т. е. залитый металл и затвердевающая отливка охлаждаются в кокиле с большой скоростью, чем в песчаной форме; кокиль практически не податлив и более интенсивно препятствует усадке отливки, что затрудняет извлечение её из кокиля, а также может приводить к короблению и трещинам в отливках; физико-химическое взаимодействие отливки и кокиля минимально, что способствует повышению качества поверхностного слоя отливки.
Кокили – металлические формы – изготовляют литьём, механической обработкой и другими методами из серого чугуна (СЧ 15, СЧ 20 и др.), стали (10Л, 15Л, 20Л и др.) и других материалов. Стержни и различные вставки выполняют из легированных сталей (30ХГС, 35ХГСА и др.) так как элементы кокиля работают в условиях воздействия высоких температур и механических нагрузок.
Все операции технологического литья в кокиль механизированы и автоматизированы. Кокильное литьё применяют в массовом и серийном производствах для получения отливок из чугуна, стали и сплавов цветных металлов с толщиной стенок 3…100 мм, массой от нескольких граммов до нескольких сотен килограммов (рис.24).
При литье в кокиль сокращается расход формовочной и стержневой смесей. затвердевание отливок происходит в условиях интенсивного отвода тепла из залитого металла, что обеспечивает более высокие плотность металла и механические свойства, чем у отливок, полученных посредством песчаных форм. Отливки, изготовленные литьём в кокиль, отличаются высокой геометрической точностью размеров и малой шероховатостью поверхности, что снижает припуски на механическую обработку вдвое по сравнению с литьём в песчаные формы. Этот способ литья высокопроизводителен.
Недостатки кокильного литья – высокая трудоёмкость изготовления кокилей, их ограниченная стойкость, трудность изготовления сложных по конфигурации отливок.
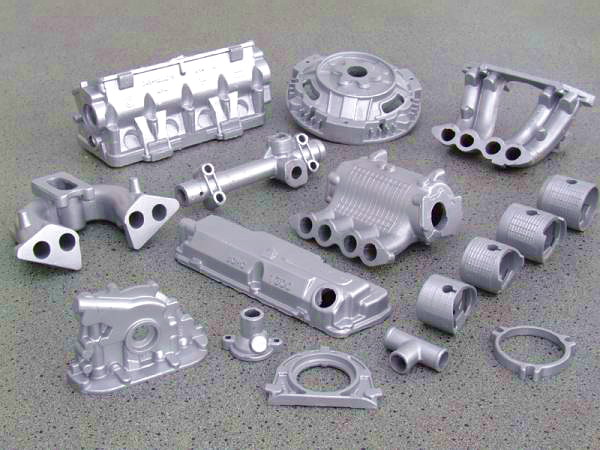
Рис. 24. Отливки, полученные литьём в кокиль
Центробежное литьё. При центробежном литье сплав заливают во вращающиеся формы; формирование отливки осуществляется под действием центробежных сил, что обеспечивает высокие плотность и механические свойства отливки (рис. 25).
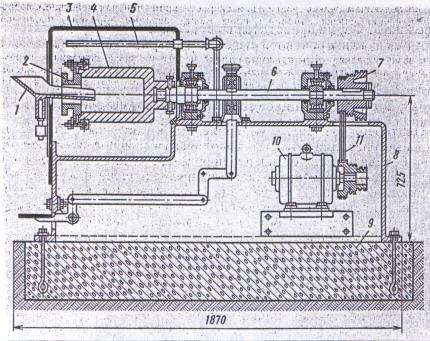
Рис.25. Шпиндельная машина для изготовления отливок центробежным литьём:
1 – жёлоб; 2 – крышка; 3 – защитный кожух; 4 – форма; 5 – система охлаждения; 6 – шпиндель; 7 – шкив; 8 – станина; 9 – бетонное основание; 10 – электродвигатель; 11 – клиноремённая передача
Центробежным литьём отливки изготовляют в металлических, песчаных, оболочковых формах и формах для литья по выплавляемым моделям на центробежных машинах с горизонтальной или вертикальной осью вращения.
Металлические формы – изложницы изготовляют из чугуна и стали. Толщина изложницы обычно в 1,5…2 раза больше толщины отливки. В процессе литья изложницы с наружи охлаждают водой или воздухом. На рабочую поверхность изложницы наносят теплозащитные покрытия для увеличения срока их службы. Перед началом работы изложницы подогревают до температуры 200 о С.
Преимущества центробежного литья – получение внутренних полостей трубных заготовок без применения стержней; большая экономия сплава за счёт отсутствия литниковой системы; возможность получения двухслойных заготовок, что достигается поочерёдной заливкой в форму различных сплавов (сталь и чугун, чугун и бронза и т.д.).
Литьё под давлением. Сущность литья под давлением заключается в изготовлении отливок в металлических формах (пресс-формах) заполнением расплавом под действием внешних сил. Затвердевание отливки протекает под избыточным давлением или при охлаждении водой. После охлаждения отливку извлекают из пресс-формы (рис. 26; рис. 27).
На машинах с горизонтальной камерой прессования порцию расплавленного металла заливают в камеру прессования (рис.26, а), который плунжером 5 под давлением 40…100 МПа подаётся в полость пресс-формы (рис.26, б), состоящей из неподвижной 3 и подвижной 1 полуформы. Внутреннюю полость в отливке получают стержнем 2. После затвердевания отливки пресс-форма раскрывается (рис.26, в), извлекается стержень 2 и отливка 7 выталкивателями 6 удаляется из рабочей полости пресс-формы.
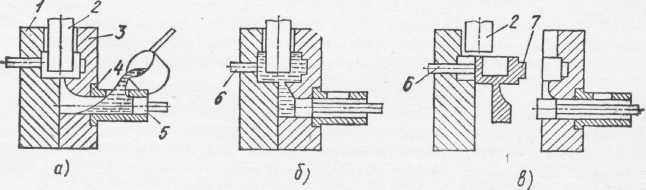
Рис. 26. Схема процесса изготовления отливок на машинах с горизонтально холодной камерой прессования

Рис. 27. Изделия, полученные методом литья под давлением
На рис. 28,а показана одна из разновидностей способов непрерывного литья и получаемые различной формы отливки.
Процесс непрерывного литья осуществляется следующим образом. Расплавленный металл из металлоприёмника 1 через графитовую насадку 2 поступает в водоохлаждаемый кристаллизатор 3 и затвердевает в виде отливок 4, которая вытягивается специальным устройством 5. Длинные отливки разрезают на заготовки требуемый длины. Этим способом получают различные отливки (рис. 28,б) с параллельными образующими из чугуна, медных, алюминиевых и других сплавов. Отливки, полученные этим способом, не имеют неметаллических включений, усадочных раковин и пористости благодаря созданию направленного затвердевания сплава.

Рис. 28. Схема горизонтального непрерывного лить (а) и образцы отливки (б)
Отличительные особенности литья под давлением:
— значительное давление на расплав (100 МПа и более) обеспечивает высокую скорость высокую скорость движения потока расплава в пресс-форме (0,5…120 м/с). Это позволяет получать отливки с толщиной стенки менее 1 мм;
— высокая скорость впуска расплава в полость пресс-формы не позволяет воздуху и продуктам разложения смазочного материала полностью удалиться из полости пресс-формы. Для этого используют вакуумирование полости пресс-формы или продувка камеры прессования и полости пресс-формы кислородом до полного удаления воздуха;
— высокая интенсивность теплового взаимодействия между расплавом, отливки и пресс-формой способствует изменению структуры в поверхностных слоях отливки, повышению её прочности и т.д.;
— для уменьшения усадочной пористости используется подпрессовка в конечный момент прессования, вследствие чего повышаются механические свойства материала отливок, и возрастает их герметичность;
— при литье под давлением температуру заливки сплава выбирают на 10…20 о С выше температуры ликвидуса, а пресс-форму нагревают до температуры 120…320 о С.
Литьё под давлением используют в массовом и крупносерийном производствах отливок с минимальной толщиной стенок 0,8 мм, с высокой точностью размеров и малой шероховатостью поверхности благодаря точной обработке и тщательному полированию рабочей полости пресс-формы; без механической обработки или с минимальными припусками, что резко сокращает объём механической обработки отливок; с высокой производительностью процесса.
На рис. 29 показана схема промышленной установки литья под низким давлением в металлическую форму.
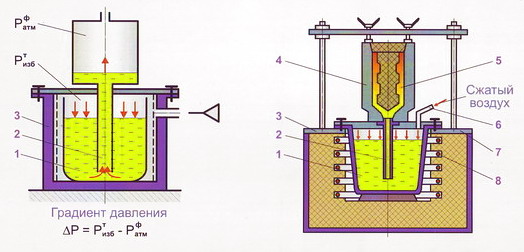
Рис. 29. Схема и установка для литья под низким давлением:
1 – тигель с расплавленным металлом; 2 – металлопровод; 3 – камера тигля; 4 – металлическая форма; 5 – отливка; 6 – воздухопровод; 7 – герметизирующая крышка; 8 — нагреватели
Недостатки литья под давлением – высокая стоимость пресс-форм и оборудования; ограниченность габаритных размеров и массы отливок; наличие воздушной пористости в массивных частях отливок, снижающей прочность деталей, и др.
В настоящее время имеются ещё ряд технологий получения отливок:
— литьё под регулируемым давлением (литьё под низким давлением, литьё с противодавлением, литьё вакуумным всасыванием и др.);
— электрошлаковое литьё. Этим способом получают отливки ответственного назначения массой до 300 т: корпуса клапанов и задвижек атомных и тепловых электростанций, коленчатые валы судовых дизелей, корпуса сосудов высокого давления, роторы турбогенераторов и др.
Выбор рационального способа изготовления отливок. Современные требования, предъявляемые к литым заготовкам деталей машин, характеризуются максимальным приближением отливок по форме и размерам к готовым деталям, экономией металла, применением прогрессивных методов литья.
Исходной информацией для выбора способа изготовления отливки являются чертёж детали и технические требования на неё; материал детали; программа выпуска; параметры, по которым осуществляется оптимизация способа получения литой детали, и т.д.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Для студентов недели бывают четные, нечетные и зачетные. 9239 —  | 7356 —
| 7356 —  или читать все.
или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Литьё металла в песчано-глинистые формы.
Самый древний способ литья — литьё в песчано-глинистые формы, или литье в землю. Однако этот способ, хотя его и считают простым, требует большой предварительной работы.
Сначала в модельном цехе из дерева или металла делают модель будущей отливки. Она должна быть несколько большего размера, чем отливка, с учетом усадки металла при охлаждении. Модель (как и будущая форма) разъемная и состоит из двух половинок. В землеприготовительном отделении литейного цеха из земли и различных добавок готовят формовочную смесь. Если у отливки должно быть внутреннее отверстие или полость, то необходимо приготовить еще одну смесь — для стержней. Назначение стержней — заполнить те места в форме, которые в детали соответствуют отверстиям или полостям.
Формовочные и стержневые смеси готовят из специальных песков и глин и связующих материалов — растительных и минеральных масел, искусственной смолы, канифоли и т.д. Готовые смеси поступают к формовщикам, задача которых — изготовить литейные формы. Для этого на металлическую модельную плиту ставят одну половину модели разъёмом вниз, а затем металлический ящик без дна — опоку так, чтобы половина модели оказалась внутри него. Опоку плотно набивают формовочной землёй и переворачивают. Теперь половинка модели лежит в опоке разъёмом вверх. На эту опоку формовщик ставит ещё одну и скрепляет их штырями. Затем в верхнюю опоку устанавливают два деревянных конуса (на их месте в готовой форме останутся два отверстия для заливки металла и для выхода воздуха и газов) и плотно заполняют ее формовочной смесью. Теперь осталось вынуть из земли деревянную модель. Для этого опоки разъединяют и из каждой вынимают половинки модели. В земле остаются чёткие отпечатки двух половин детали. Их, а также заранее приготовленный стержень покрывают особой краской, чтобы жидкий металл не «пригорел» — не прилип к стенкам формы. В форму вставляют стержень и прорезают в земле канавку, соединяющую отверстие для заливки металла с полостью формы, — литниковый ход. На конец, верхнюю опоку снова кладут на нижнюю, соединяют их, и форма готова. Когда она немного подсохнет, в неё можно заливать металл.
Чугун для литья приготовляют в специальных печах — вагранках. Если отливки стальные, то сталь для них плавят в конвертерах, мартеновских и электрических печах. Для расплавления цветных металлов существуют свои плавильные печи.
Жидкий металл заливают в форму из ковша, который движется вдоль ряда опок, а иногда опоки на конвейере движутся мимо ковша. Когда металл застывает, отливку вынимают из формы. С помощью наждачных станков, пескоструйных или дробеструйных аппаратов отливку очищают от приставшей формовочной земли.
Преимущества: при наличии необходимого оборудования малые и сроки и затраты на ТПП
Недостатки: Высокая трудоёмкость подготовительных процессов, требуют много тяжелого ручного вредного труда, неэкологичны, потребляют много энергии, изготовляемые детали не точные и среднего качества
Литье в кокиль.
Вместе с тем давно уже появились и успешно используются другие, более совершенные способы литья. Один из них литье в кокиль — металлическую форму состоящую из двух половин, в одну из них перед заливкой металла вставляют стержни. Затем обе половины кокиля скрепляют между собой и заливают жидкий металл. Здесь он очень быстро затвердевает, и уже через несколько минут можно вынимать деталь и заливать новую порцию металла. С помощью одного кокиля получают сотни и тысячи одинаковых отливок.
Однако таким способом можно получать отливки только из металлов или сплавов, обладающих хорошей жидкотекучестью.
Преимущества: многократное использование литейной формы, точность изготовляемых деталей, хорошие условия для охлаждения.
Недостатки: дороговизна кокиля, длительные сроки ТПП
Литьё металла под давлением
А для стали, например, у которой жидкотекучесть меньше, применяют литье под давлением. Жидкий металл под давлением сжатого воздуха или поршня хорошо заполняет любую сложную форму. Однако обыкновенный кокиль не выдерживает большого давления и разрушается. В связи с этим формы для этого способа литья — пресс-формы — делают из прочной стали. Машины для литья под давлением выпускают по нескольку тысяч отливок за смену.
Преимущества: высокая производительность, массовое производство, высокое качество и точность геометрических форм отливок
Недостатки: дороговизна оборудования и пресс-форм
Литьё по выплавляемым моделям.
Издавна известен способ литья по выплавляемым моделям, сделанным не из дерева или металла, а из легкоплавкого воскообразного (парафин, стеарин) вещества. Такую модель покрывают огнеупорной оболочкой и заформовывают в опоку. Горячий металл расплавляет воск и заполняет оболочку, в точности повторяя форму модели. При этом способе модель не надо извлекать из формы, что позволяет получать очень точные отливки. Кроме того, этот процесс легко автоматизировать.
Преимущества: получение деталей практически из любых сплавов сложные по форме и точными по размерам отливки
Недостатки: сложность процесса
Литьё в оболочковые формы.
Иногда, когда отливка требует большой точности, ее получают литьем в оболочковые формы. Их делают из смеси мелкого кварцевого песка с особой порошкообразной смолой. Этой смесью засыпают половинки металлических моделей, установленных на нагретой до 200—250°С металлической плите. Под действием тепла смола расплавляется, обволакивает и скрепляет зерна песка. На модели образуется песчано-смоляная корка. Затем модели вынимают, а плиту с оболочками ставят в печь, где они окончательно затвердевают. Наконец 2 полуформы оболочки соединяют между собой и заливают в полость металл.
Преимущества: высокая точность изготовляемых деталей, чистота поверхности , детали требуют минимальной последующей обработки
Центробежное литьё.
Так же широко распространено центробежное литьё, с помощью которого делают отливки, имеющие форму тел вращения, — трубы, шестерни, зубчатые ободы и т. п. Металл заливают во вращающуюся металлическую форму, при вращении он прижимается к стенкам формы, и это позволяет получать отливки высокой точности.
Преимущества: большая плотность отливок, высокая прочность, малые припуски на механическую обработку
Недостатки: дороговизна машин для центробежного литья, ограниченность выпускаемой номенклатуры деталей, трудность получения габаритных деталей
Электрошлаковое литьё.
Один из современных способов — электрошлаковое литьё. В этом случае сначала получают жидкий металл методом электрошлакового переплава. Бездуговой переплав металлических электродов осуществляется за счет теплоты, выделяющейся при прохождении электрического тока через расплав электропроводящего шлака. Затем жидкий металл (не соприкасаясь с воздухом) поступает в водоохлаждающий медный кристаллизатор, являющийся литейной формой. Электрошлаковое литье применяется в основном для изготовления сравнительно несложных отливок, например коленчатых валов.
Штамповка жидкого металла
Штамповка жидкого металла состоит в том, что расплав заливается в специальную полость, выполненную в матрице. Затем пуансон опускается, и под его давлением жидкий металл поднимается и заполняет полость, образующуюся между матрицей и пуансоном.Эта полость имеет конфигурацию будущей отливки; матрица выполняет наружную ее поверхность, пуансон — внутреннюю. Когда металл затвердевает, форму раскрывают и отливку удаляют из матрицы.
Такой способ отличается большой производительностью, дает возможность получать плотные, довольно тонкостенные отливки. Для его осуществления не требуется столь мощного оборудования, как при штамповке твердого металла. Правда, этот способ ограничивается определенной конфигурацией изделий — они не могут быть сложными.
Преимущества: не требует мощного оборудования, большая производительность
Недостатки: изготовляемые детали не могут быть сложными
Литье по газифицированным моделям
При применении этого способа модели и элементы литниковых систем в собранном виде при воздействии на них жидкого металла газифицируются и выделяются из формы, а их место занимает металл. Литейная форма при этом изготавливается способом разовой формовки, что даёт возможность получать отливки без формовочных уклонов и не делать разъёмов формы. Так достигается боле высокая точность детали. Для газифицируемых моделей используют различные марки пенополистирола.
Масса отливок колеблется от нескольких граммов до нескольких десятков килограммов.
Конфигурация отливок может быть любой, она определяется возможностью изготовления технологической оснастки — формы, литейными свойствами сплавов, способом литья. Выбор способа литья в зависимости от конфигурации отливки основывается чаще всего на экономических соображениях, реже из условия высокой производительности и др.


Отправить ответ