
Станок для гнутья листового металла своими руками
Содержание:
- 1 Метки: листогиб
- 2 Виды листогибов и их механизм
- 3 С чего начать производство листогиба
- 4 Конструкция листогиба и ее усовершенствование
- 5 Как повысить прочность креплений станка
- 6 Изготовление зиг-машины
- 7 Советы по выбору листогиба
- 8 1 Понятие «листогибочный станок» и сфера его применения
- 9 2 Виды листогибочных станков

Во время капитального ремонта Транзита часто приходилось гнуть из металла всякие штуковины. По началу использовали дедовский или даже прадедовский способ с тисками и двумя уголками. Но этот секас порядком надоел и порывшись в нете нашёл чертежи листогиба. Вот они
homemade-product.ru/samod…yj-listogib-lichnyj-opyt/
chertegnik.ru/prisposoble…detalirovka-izdeliya.html
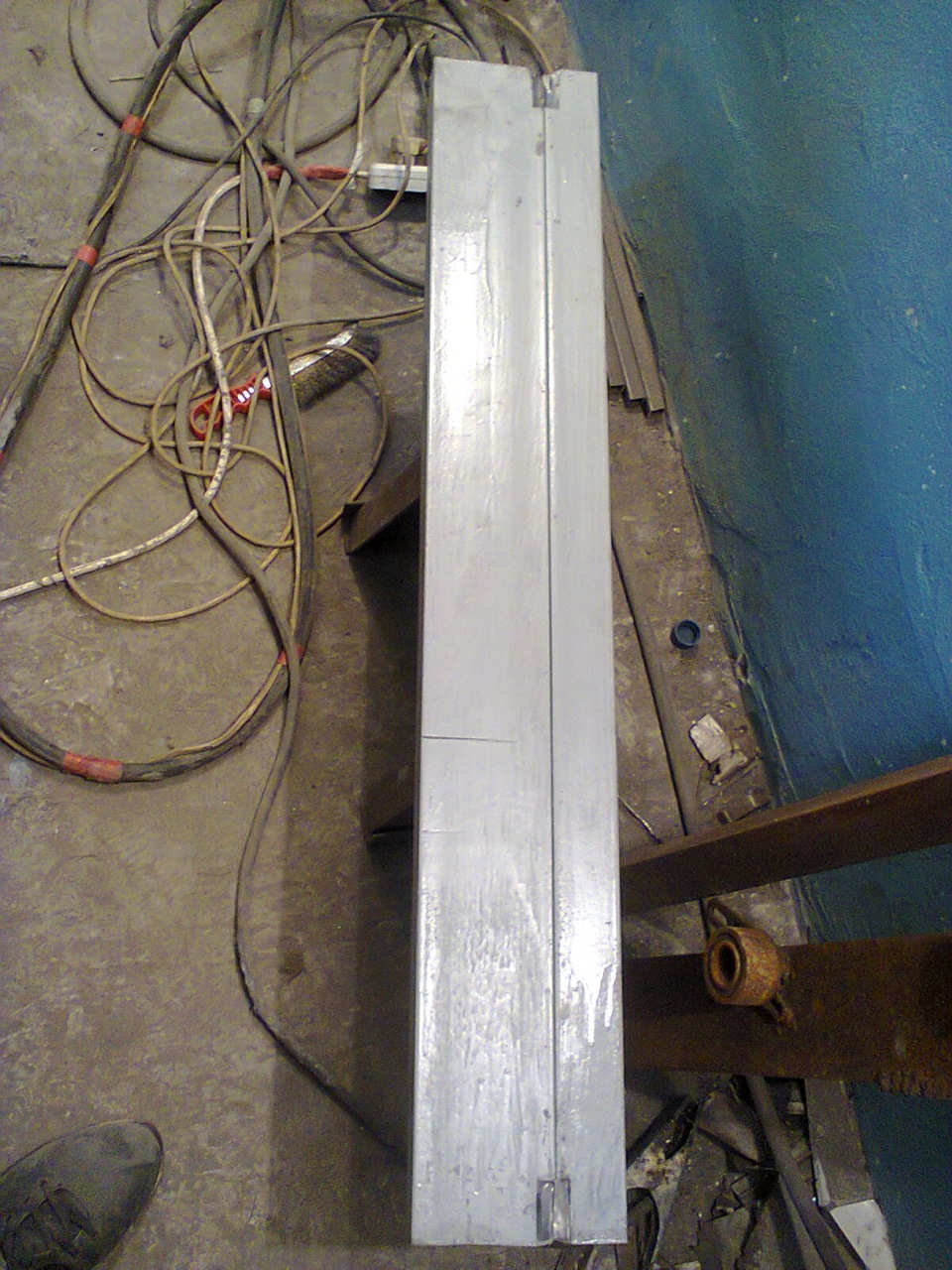
Купил металл и работа началась.









Метки: листогиб
Комментарии 47

а если кромку не подготавливать а с верху кинуть навесы…то что изменится?
при открывании будет щель .не будет угла а будет загиб . погляди на ворота гаража.
вот щас сам занялся этим изготовлением…будь добр скажи между уголками основными рабочими зазор нужен…в твоем случае это швелер и уголок…вижу что зазора нет…я так понимаю он появляется при подьеме уголка в верхнее положение…то есть зависит от навесов…которые приварины
я делал плотное прилегание без зазоров, так гиб точнее и чётче.)))

Только ручки надо по бокам сделать, а то когда второй гиб надо будет сделать, деталь упрется в ручки, проверенно)

хорошая штукаработал с такой
Нужная вещь конечно. работал как с заводским так и с рельсовым ( самопальным ) — с заводским работать приятно и можно в одиночку, работаешь весом, а самопал, хотя и из рельсов — гнет до 1мм (от двойки рельс согнулся), усилие такое что не все просто пустой рельс могут поднять.


нужен противовес с грузом с другой стороны от ручки, чтобы легче гнуть было, на этом много усилий нужно приложить. У нас на работе заводской стоит — удобная штука. Если нужно могу фото сделать
это на ура справляется с поставленными задачами, а когда его не хватаем есть у знакомого жестянщика листогиб на рельсе длиной 2.5метра.))) фото интересно )))))

Спасибо за нужную в хозяйстве вешь! На днях займусь изготовлением подобного листогиба!

по фото не понял, как гнется то?
видео не моё, но у меня все точно так же 


Распространенная конструкция, но хендмейд впервые вижу.Отлично получилось, возьму на вооружение)

Тоже нужен будет скоро листогиб и благодаря Вашей записи быстро усваиваются основы — предложена простая в понимании и реализации конструкция, которую каждый может по своему желанию модернизировать и т.д.
спасибо.
очень греет душу понимание, что был кому то полезен.)))

Здравствуй! А какова максимальная толщина сгибаемого листа?
до 1.5мм смотря какое качество гиба нужно. если значительно увеличить массив станка тогда сможет согнуть и 3мм.

а подскажите, 2мм согнет лист.или только оцинковку?
оптимальная толщина металла до 1.5мм, при увеличении толщины ухудшается качество гиба, увеличивается радиус. что бы гнуть 2мм и толще, листогиб надо изготавливать на базе рельсы, и ещё важна длина загибаемой детали. другими словами для двойки и более эта схема подойдёт только листогиб надо строить на бОльшом и массивном металле иначе не будет качества.

у мена давным давно такой уже)только как-то не удобно сделано ключом крутить-у меня он не нужен!
 Изготовить листогибочный станок собственными руками нетрудно, но пока мало кто из домашних мастеров и специалистов, использующих необходимые формы из листовой стали в своем деле, занимаются созданием такого оснащения для личных нужд. Между тем аналогичное устройство, владеющее довольно высокой прочностью и несложностью в работе, поможет хорошо сэкономить.
Изготовить листогибочный станок собственными руками нетрудно, но пока мало кто из домашних мастеров и специалистов, использующих необходимые формы из листовой стали в своем деле, занимаются созданием такого оснащения для личных нужд. Между тем аналогичное устройство, владеющее довольно высокой прочностью и несложностью в работе, поможет хорошо сэкономить.
В особенности производство и употребление станка для гибки листового металла своими руками актуально для тех, кому нужно исполнять технологические действия по гибке листовой мануфактуры надо не каждодневно и в больших объемах, а временами.
Виды листогибов и их механизм
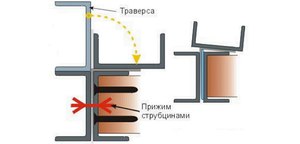
Прежде чем начать делать листогиб собственными руками, необходимо четко установить перечень задач, для решения которых он нужен. От главного назначения подобного прибора будет зависеть, по какой схеме он будет сделан. Наиболее элементарным является механизм, в котором листовое железо гнется при помощи особой траверсы. С помощью такого устройства можно легко согнуть листок металла под углом 90 градусов, применяя лишь силу рук без добавочных приспособлений, если ширина листка не выше 0,5 метра.
 База листа фиксируется при помощи струбцин либо тисков, а его гнутье производится за счет давления, оказываемого траверсой.
База листа фиксируется при помощи струбцин либо тисков, а его гнутье производится за счет давления, оказываемого траверсой.
В определенных случаях для получения угла заворота точно в 90 градусов может пригодиться вложенная приставка, представляющая собой обыкновенную полосу металла, которая поможет возместить упругость листка.
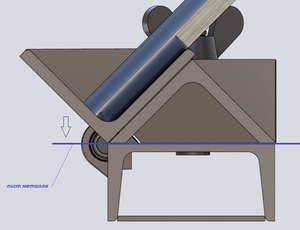
Более трудным по конструкции считается листогибочный пресс, систему которого составляют сетка и пуансон. Листовое железо в таком приборе располагается на матрице, а пуансон спускается на заготовку сверху, сообщая ей необходимый профиль. В хозяйственных условиях листогибочная машина вряд ли найдет употребление, так как она довольно сложная и небезопасна в применении.
Вариация реализации самодельного листогибочного пресса, функционирующего в паре с изготовленным собственными руками гидропрессом. Если уже имеется пресс, то дополнить его устройствами для сгибания узких листов металла не составит труда. Более совершенной считается листогибочная машина, гнутье железа в которой исполняется за счет действия трех валов.
Такое оснащение называется проходным. Одним из основных его преимуществ считается то, что его контролируемые вальцы разрешают приобретать различный радиус изгиба. Аналогичный аппарат для гибки металла может быть с ручным или гальваническим приводом, а его вальцы могут обладать разнообразной конструкцией.
- Вальцы с плавной рабочей поверхностью предусмотрены для выполнения многих жестяных работ, которые подразумевают выгибание заготовок, изготовку секций труб с большим поперечником и др.
 Профилированные вальцы нужны для гнутья частей кровельных агрегатов (коньки, ящики, водостоки, отбортовки и др.).
Профилированные вальцы нужны для гнутья частей кровельных агрегатов (коньки, ящики, водостоки, отбортовки и др.).- Протяжной станок может быть укомплектован опорой, прижимом и траверсой, что разрешает применять его для ручной гибки болванок.
- Аналогичные станки оснащаются набором валов разного профиля, которые также можно купить дополнительно, чтобы сделать машину более универсальной.
С чего начать производство листогиба
Чтобы изготовить машину для гнутья листового металла, потребуется чертеж этого устройства или его детальные фото. Кроме того, необходимо учесть ряд таких значительных факторов, как усилие, которое нужно будет приложить для применения конструкции, ее масса и размер (от которых будет находиться в зависимости мобильность), первоначальная стоимость и доступность девайсов. В итоге должны быть следующие начальные параметры:
- Наибольшая ширина листка, который нужно будет гнуть — 2 м.
- Наибольшая толщина листового материала: оцинковка — 0,8 мм, алюминий — 0,8 мм, медь — 2 мм.
- Сумма рабочих курсов, которые будут исполняться без переналадки или ремонта — 1300.
- Наибольший угол сгиба металлопрофиля, приобретаемый без ручной доводки, — 130 градусов.
 Крайне нежелательно употребление заготовок из специфических сталей (к примеру, из нержавейки).
Крайне нежелательно употребление заготовок из специфических сталей (к примеру, из нержавейки).- В системе листогиба необходимо избегать сварных монтажей, плохо терпящих знакопеременные нагрузки.
- Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.
- Очень трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доделать наиболее удачный шаблон.
Конструкция листогиба и ее усовершенствование
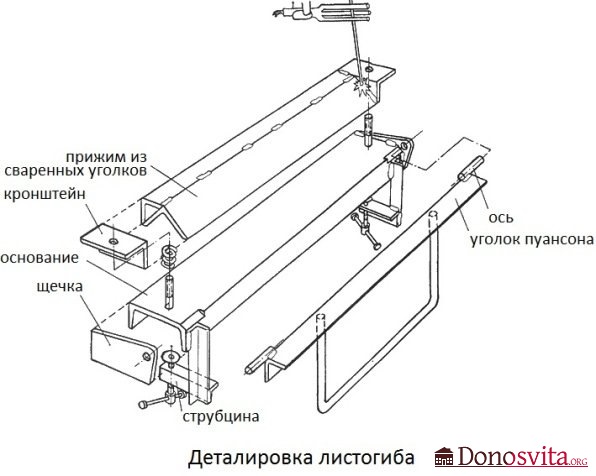
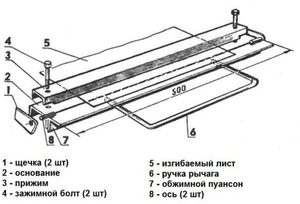
Установку ручного листогибочного станка можно без труда улучшить. Для строительства листогибочного станка используется эта схема:
- Подушка, сделанная из дерева;
- Основная балка из швеллера 10−130 мм;
- Щечка, для производства которой применяется лист шириной 7−9 мм;
- Подвергаемый отделке лист мануфактуры;
- Прижимная балка, изготовленная из уголков 70−90 мм, связываемых при помощи сварки;
- Стержень для вращения траверсы (производится из железного прутка диаметром 11 мм);
- Сама распорка — это угол с габаритами 90−110 мм;
- Ручка приспособления, изготавливаемая из прута диаметром 12 мм.
У траверсы листогиба, которую согласно начальному чертежу планируется делать из уголка, условно изображен вариант выполнения из швеллера. Такое усовершенствование в несколько раз усилит выносливость траверсы, которая при применении уголка в определенный момент непременно прогнется в центре и не станет в этом месте формировать высококачественный сгиб листа.
 Замена на швеллер разрешит делать не 250 сгибаний без рихтовки или замены предоставленного элемента (что при более или менее конструктивной работе весьма немного), а больше 1400.
Замена на швеллер разрешит делать не 250 сгибаний без рихтовки или замены предоставленного элемента (что при более или менее конструктивной работе весьма немного), а больше 1400.
Конструкцию этого листогибочного станка, смастеренного в хозяйственных условиях, можно еще дополнительно улучшить, что сделает его более действенным и универсальным.
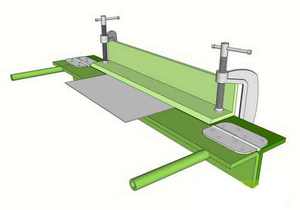
Второй вариант позволяет более подробно разобраться в установке самодельного листогиба:
- Самодельная струбцина, изготовленная из пригодного уголка (50−70 мм) и винта с пяткой и воротком;
- Щечка;
- Балка, выступающая в роли опорной точки станка;
- Кронштейн прижимающей балки, сделанный из уголка 120 миллиметров;
- Сама прижимающая балка листогиба;
- Ось вращения траверсы;
- Сама траверса;
- Усиливание прижимной балки.
Ниже рассмотрена схема увеличения прижимной планки. Однако, если в качестве прижима первоначально будет довольно мощный уголок, а гнуть чрезвычайно толстые листы на своем листогибе не планируется, то вполне можно обойтись без усиления прижимающей планки описанным методом.
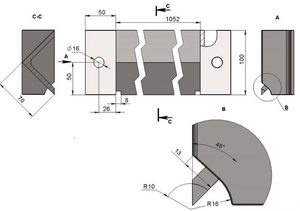 Чтобы продлить срок службы прижимающей балки и сделать его сравнимым со сроком службы траверсы, необходимо увеличить предоставленный элемент конструкции, который с самого начала по чертежу выполнен из уголка, базой из металлической полосы с габаритами 17×90 мм.
Чтобы продлить срок службы прижимающей балки и сделать его сравнимым со сроком службы траверсы, необходимо увеличить предоставленный элемент конструкции, который с самого начала по чертежу выполнен из уголка, базой из металлической полосы с габаритами 17×90 мм.
Переднему краю предоставленной основы необходимо придать угол 45 градусов, чтобы разровнять ее область с плоскостью самого прижимающего уголка, а конкретно рабочей кромке предоставленного элемента необходимо сделать фаску около 3 миллиметров. Эти меры разрешат металлу прижима действовать не на изгиб (что крайне неподходяще), а на сжатие, тем самым во много раз увеличивая время службы без ремонта:
- Специальный 61-й уголок, прикрепленный к задней полке главного прижимного уголка, будет удерживать его от выгибания вверх.
- А также следует подумать о фрезеровке нижней плоскости прижимающей балки, которая и сформировывает сгиб.
- Неровность предоставленной плоскости, согласно общепризнанным правилам, не должна быть выше пятидесяти процентов толщины сгибаемой заготовки.
- В противном случае согнуть болванку ровно, без набухшей линии сгиба, не удастся.
Необходимо иметь в виду, что отдавать балку на фрезеровку нужно только тогда, когда на ней уже есть все сварочные швы, поскольку их исполнение приводит к изменению геометральных характеристик конструкции.
Как повысить прочность креплений станка
В листогибочной машине есть еще один большой недочет — схема ее крепления к рабочему столу. Струбцины, которые учтены в предоставленном приспособлении, являются очень ненадежным видом крепления, особенно если учесть быструю астеничность сварочных швов. От этих крепежных частей можно, вообще, отказаться, что также разрешит исключить необходимость использования сварных монтажей и щек. Решить эту задачу разрешают следующие действия:
- Производство опорной балки, которая будет выдаваться за пределы рабочего стола;
- Выделывание U-образных проушин на концах основной балки;
- Крепление основной балки к рабочему столу с помощью болтов (М10) и фасонных гаек с лапами.
 Если в улучшенном листогибочной конструкции не будет щек, то как к нему прикрепить траверсу? Решить подобный вопрос можно довольно просто: применять для этого дверные петли-бабочки, какие традиционно используются для навешивания тяжелых железных дверей. Крепить эти петли, обеспечивающие довольно высокую точность, можно с помощью винтов с тайный головкой.
Если в улучшенном листогибочной конструкции не будет щек, то как к нему прикрепить траверсу? Решить подобный вопрос можно довольно просто: применять для этого дверные петли-бабочки, какие традиционно используются для навешивания тяжелых железных дверей. Крепить эти петли, обеспечивающие довольно высокую точность, можно с помощью винтов с тайный головкой.
Согнуть на листогибочном станке с траверсой, прикрепленной на петли-бабочки можно множество болванок, так как эти петли отличаются очень высокой прочностью:
- Усиленная опорная балка;
- Маховик — резьбовая часть;
- Балка, обеспечивающая прижимание заготовки;
- Штатив для крепления установки элементов к рабочему столу;
- Траверса, с помощью которой можно согнуть разделываемую заготовку.
Изготовление зиг-машины
Зиг-машина (или зиговочный механизм) позволяет согнуть на конструкциях из листового железа бортики жесткости, которые именуются зигами. Такие машины причисляются к группе специального оборудования и могут быть сделаны с гальваническим или ручным приводом. Ручные зиг-машины, также фиксируемые при помощи струбцины, могут иметь довольно малогабаритные размеры и переносятся в обыкновенной сумке для рабочих приборов.
Такие устройства дают возможность за один проход сделать высококачественную отбортовку не только на выпуклых изделиях (тех же обечайках железных емкостей), но и на прямолинейных железных листах. Эти приборы являются просто незаменимыми при производстве единичных частей кровельных установок.
Рабочими элементами зиг-машины считаются вальцы-ролики, а ее применение позволяет существенно сэкономить на приобретении частей кровельной конструкции, сделанных в заводских условиях. Если посмотреть видео, в котором представлена работа этого устройства, становится ясно, что пользоваться им можно даже по месту прямого монтажа кровельной системы.
Советы по выбору листогиба
Чтобы верно выбрать механизм для производства гнутых элементов из листового железа, необходимо соблюдать следующие советы:
- Для бытового мастера, у которого временами есть потребность в листогибочном станке, вполне подойдет простое устройство, сделанное из подручных средств.
- Тем, кто время от времени занимается исполнением заказов по установке кровли, потребуется ручной станок для гибки листового материала и простенькая зиг-машина.
- Профессионалам, которые на долговременной основе занимаются производством элементов для кровельных систем и жестяными работами, нужно заводское устройство для сгибания листового железа.
- Ручной механизм для изготовления профлиста пригодится тем, кто профессионально занимается производством деталей кровельных конструкций.
Подходящей для таких специалистов считается профессиональная установка, отличающаяся более высокой прочностью и долговечностью, например, российский фабричный листогиб СКС-2в1, стоимостью 64 тысячи рублей.
Современное строительство для работы с фундаментом, железобетонными конструкциями и арматурой использует гибочные станки российского производства. Они удобны в эксплуатации и выполняют много полезных функций.

Ручной листогибочный станок
Ручной самодельный станок является достаточно простым инструментом, и позволяет изгибать листовой материал в качественные изделия даже неквалифицированным мастерам.
1 Понятие «листогибочный станок» и сфера его применения
Листогибочный станок – это прессовое устройство, которое позволяет сгибать цельные листы металлов или вырезанные полосы из него различной формы и толщины.
Можно успешно сделать листогибочный станок своими руками, самодельный инструмент может производить гибку листов под желаемым углом, не нарушая, при этом, плоскостности материала.
С помощью этих станков можно обрабатывать латунь, сталь, алюминий и медь, а также прочие металлы, при условии того, что толщина листов будет 0,7-0,8 мм.
При изгибании отгибаемая часть листа остается не деформированной. Это позволяет сделать разнообразные предметы. Получившиеся изделия ничем не отличаются от аналогов промышленного производства.

Листогибочный станок имеет принцип работы ручного пресса
Благодаря силиконовой вставке, которая находится на гибочной балке, изгибать возможно окрашенные листы без каких-либо повреждений покрытия. Конструкция предполагает удобную функцию регулирования толщины листа, который предстоит изогнуть. Большинство станков можно использовать для резки металла.
- Машиностроение. Изготавливают кузова и запчасти.
- Авиа- и кораблестроение.
- Строительство. Создают фронтоны для крыш, кровлю, вентиляционные шахты и воздуховоды, ветровые планки и карнизы, дверные и оконные переплеты, отливы для окон.
- Электроника. Производят корпуса для микроволновых печей, ПК, холодильных камер, стиральных машин.
- Мебельное производство. Создают незамкнутые и замкнутые профиля, конусы, короба, цилиндры.
1.1 Конструкция и принцип ее работы
Элементы листогибочного станка:
- лист железа – основание;
- прижим;
- обжимной пуансон с креплением;
- две струбцины (чтобы прикреплять оборудование к столешнице верстака).
Сделать такой станок, как и ручной гибочный станок для арматуры можно самостоятельно при помощи металлических заготовок.

Гибочный станок с сегментными гибочными ножами
В качестве основы для конструкции специалисты рекомендуют приобрести швеллер (6,5-8 мм, длина – 500-650 мм).
Часто листогибы имеют дополнительные опции:
- приспособление для фиксации рулонных металлов;
- угломер;
- дублирующие опоры для листов;
- профилирующее устройство.
Листогиб может иметь усиленную опору, что обеспечивает надежную фиксацию станка, и роликовый нож, который режет металл на уровне фабричного производства.
Самодельный аппарат предполагает наличие основных элементов:
- Роликовый нож. Инструмент изготавливают из прочного стального сплава. Функционировать может с 25-ти километровым металлом полумиллиметровой толщины.
- Задний стол. Предназначен для размещения рабочего листа металла, который можно двигать в нужном направлении. Сгибатель с резаком устанавливают на опоры стола.
- Подставка. Представляет собой деревянную основу, на которой размещают рабочий стол. Это позволяет станку не скользить по полу. Можно регулировать высоту подставки.
- Передние упоры. Задают ширину разреза. Сама конструкция поворачивается на 180 º , затем возвращается в исходное положение.
- Упор сгиба угла. Упор может устанавливать лист под необходимым углом, или начать само сгибание под произвольным.

Самодельный ручной листогиб
Ручной самодельный станок создает профильные детали из тонколистового алюминия, меди и стали.
Перед началом работы заготовку фиксируют с помощью прижимной рамы на столе аппарата. Затем загибают поворотную балку на необходимый угол выступающей части листа. Обычно загиб достигает 135 º . Максимальный догиб возможен до 180 º .
Прижимают заготовку механическим путем при помощи эксцентриковой стяжки.
Основная особенность станка – подача неограниченных в длине заготовок.
В продаже можно встретить конструкции с электромагнитом. Он устанавливается во время производства в корпус аппарата. Магнит обеспечивает прижим, который исключает выскальзывание листа из-под прижимной балки.
1.2 Обзор конструкции и работы ручного листогибочного станка (видео)
к меню ↑
2 Виды листогибочных станков
Этот тип оборудования может быть передвижным и стационарным. Передвижные используют для обработки и производства больших объемов материала. Стационарные применяют на небольших предприятиях, чтобы сделать отдельные детали.
В зависимости от того, как аппарат обрабатывает материал, листогибочное оборудование бывает:
- поворотным;
- с гибочной балкой;
- прессовым с матрицей и пуансоном;
- ротационным.
Различия в приводе разделяет станки на:
- Пневматические. Работа аппаратов осуществляется за счет пневмоцилиндров.
- Электромеханические. Это стационарные механизмы, которые имеют приводную систему, электродвигатель и редуктор.
- Механические. Это машины, за функционирование которых отвечает энергия маховика.
- Гидравлические. Действуют благодаря гидроцилиндрам.
- Ручные. Для эксплуатации нужна мускульная сила рабочих.
Чтобы сделать самодельный аппарат, для начала нужно определиться с толщиной металла, так как оптимальное решение для обработки металла (толщиной меньше 0.1 см.) — ручной станок.

Электромеханический листогибочный промышленный станок
Для создания различных деталей толщиной более 1 см. лучше приобрести модель из фабричного производства с электроприводом. Эти станки намного дороже и занимают больше места, но оправдывают это своей высокой производительностью.
к меню ↑
2.1 Как сделать самодельный аппарат?
Чтобы сделать такое устройство у себя дома, необходимо иметь соответствующие чертежа, необходимый материал и подходящие инструменты. Использование качественных составляющих увеличит срок службы станка домашнего производства.
При сборке лучше использовать сварочный аппарат, так как большинство узлов должны прочно прилегать друг к другу.
Начинаем работы с создания устойчивого основания, для этого понадобится швеллер. Его также нужно использовать, чтобы самостоятельно сделать основной прижим. В прижиме делаем отверстия под болты.
Очень важно чтобы самодельный станок имел удобную ручку. Для ее создания можно взять арматуру необходимого диаметра. В конструкцию входят специальные щечки, которые привариваются до совпадения с ребром уголка.

Листогибочное устройство, сделанное своими руками
После установки щечек, начинаем поэтапную сборку конструкции:
- Зажимаем пуансон с основанием до тех пор, пока швеллер и зона уголка-пуансона не окажутся в одной плоскости.
- С помощью сварочного аппарата монтируем щечки на ось пуансона.
- После сборки станка, все крепления и узлы необходимо проверить на прочность.
Во время использования станка часто требуется выравнивание прижима, это легко сделать напильником или болгаркой. Таким способом можно снизить качество изгибов и создать деформированные участки, что является неприемлемым, если предметы изготавливают под заказ.
Еще один минус — такой ручной станок не сможет работать с толщиной более десяти миллиметров. Чтобы процесс изгиба металла прошел немного легче, рекомендуют прогревать листы в местах изгиба.
Безусловно, сделать станок в домашних условиях не составляет большого труда. Кроме того устройство станет незаменимым помощником для работы с несложными задачами.


Отправить ответ