
Станок для изготовления пластиковых окон
Содержание:
- 1 Линия производства пластиковых окон
- 2 Автоматическая линия FimTec для производства окон ПВХ
- 3 Отзывы об оборудовании для производства пластиковых окон
- 4 Организация предприятия по изготовлению окон ПВХ
- 5 Технология производства окон ПВХ
- 5.1 1. Резка профиля
- 5.2 2. Фрезерование дренажных каналов
- 5.3 3. Фиксация металлического профиля в пластиковом
- 5.4 4. Фрезерование отверстий под замок основного запора и под ручку
- 5.5 5. Фрезерование торцов импоста
- 5.6 6. Сварка окон ПВХ.
- 5.7 7. Зачистка углов металлопластиковых изделий – удаление наплава сварного шва
- 5.8 8. Установка уплотнительной резины
- 5.9 9. Операции по сборке оконной конструкции включают установку импостов и фурнитуры
- 5.10 10. Нарезка штапиков
- 6 Оборудование для производства окон ПВХ
- 7 Бизнес план производства окон ПВХ
- 8 Технология производства
- 9 Затраты производства
- 10 Классификация оборудования для производства окон ПВХ
- 11 Заключение
Выпуск пластиковых окон начинается с разрезания профиля и штапиков, прорезания дренажных отверстий.
Для резки профиля используются станки, называемые пилами. По типу реза они бывают одноголовочные, которые режут материал под углом 90 градусов и двухголовочные, режущие под углом 45 градусов.
В одноголовочных пилах размеры выставляются вручную посредством роликового конвейера оснащенного измерителем. Для других — автоматически или с применением электронного табло и верньера. Пилы могут устанавливаться стационарно или на рабочий стол. Различаются они и по типу прижимов -механические или пневматические.
В зависимости от модели реализуется один из трех вариантов подачи инструмента -пильного диска: маятниковый, с верхней или нижней подачей. Вид подачи и размер пильного диска обуславливают возможные величины распила.
Пилы могут быть дополнительно оборудованы системой охлаждения. Наибольшее применение находят пилы с маятников подачей диска, например, двухголовочные пилы EMMEGI NORMA, Yilmaz KD 402.
Важным этапом изготовления является сварка, включающая монтаж заготовок, нагрев свариваемых поверхностей, сжатие и остужение шва. Для сварки профиля применяют сварочные машины. В зависимости от потребностей производства -единичное, мелкосерийное или серийное выбирают одно-,двух-, трех-, четырех- или шести-восьмиголовочные сварочные машины. Они отличаются числом углов, которые варят в одно и тоже время. Примером экономичного одноголовочного агрегата для сварки профиля высотой 140 мм является модель словацкого производства Aluma APOLO. Она имеет безопасное управление и полностью автоматизированный процесс сварки, легко переналаживаемый по углу.
Обработка торцов профилей производится на торцефрезерных станках. Они выпускаются в стационарном или настольном варианте установки. При этом последние имеют одну фрезу, а стационарные, в зависимости от марки — одну или две.
Примером может служить модель ALUMA ARCUS P, которая предназначена для фрезеровки элементов в пределах 20-90-20 градусов, имеет автоматизированные операционные переходы и может иметь дополнительную функцию зачистки угла рамной конструкции окна.
Отверстия под ручки, петли и замки на профилях обрабатываются на копировально-фрезерных станках настольного или стационарного типа. Копировальное приспособление обеспечивает автоматический режим действий инструмента и исключает возможность ошибки оператора. Применение настольных станков ограничено возможностью выполнения отверстий разной конфигурации в пластике. Для сверления тройных отверстий под ручку в этом случае применяется сверлильный станок с установленной на него трехшпиндельной головкой или дрелью.
Стационарные станки, в большинстве своем оснащенные трехшпиндельной головкой, решают эту задачу сразу и в комплексе. Примеры стационарных моделей — Atlas, ALUMO и Daizer, портативных — Omurzak PRF-300.
После сварочных работ производится зачистка швов в углах ПВХ окон и удаление наплыва на наружных поверхностях. Это делается ручными или пневматическими машинками. Первые ограничены в применении, т. к не выполняют некоторые операции, например, обработку торцов. Пневматические машинки делят на «большие», обрабатывающие торцы и «маленькие» — для лицевых поверхностей. Также выпускаются пневматические машинки для зачистки конструкций нестандартного типа.
Для мелкосерийного производства экономичнее применение стационарных двух-трехсторонних машинок. Они оснащаются быстросменными фрезами, имеют систему центрирования, обеспечивающую точное позиционирование элементов окон под углом в 45 градусов, но профиль могут обрабатывать только ограниченных размеров.
В массовом или крупносерийном производстве оправдано использование станков с ЧПУ, сохраняющих в памяти тысячи разных типоразмеров.
Установку стекол производят на специальных стендах, представляющих собой прочную стальную конструкцию с монтажным столом. На столе выполняется установка на элементы окна фурнитуры, ролет и дополнительных профилей.
Существуют также автоматизированные линии по производству окон, состоящие из блоков оборудования по резке, обработке, сварке, зачистке, укладки готовых створок. Такие линии обеспечивают высокую производительность и отличное качество готовой продукции.
Линия производства пластиковых окон
Выпуск пластиковых окон потребует следующего оборудования:
- пила для разрезания профиля;
- пила для разрезания штапиков;
- станок, выполняющий крепление армирующего профиля;
- станок, прорезающий дренажные отверстия;
- фрезерно-копировальный станок;
- сварочная аппаратура;
- торцефрезерный станок;
- станок, зачищающий поверхности;
- установка для остекления;
- станок для сгибания пластикового профиля;
- пресс углообжимной.
Помимо этого, потребуются вытяжки, сборочное оборудование, моечные машины, подъёмные устройства.
Число станков и их модели зависят от проектируемой производительности производства.
У производителей пластиковых окон популярностью пользуется оборудование таких брендов, как KABAN и Yilmaz (Турция), Dogma (Италия), Оnset (Россия).
Аппаратуру для производства пластиковых окон лучше всего приобретать в комплекте. Цена полного комплекта оборудования может начинаться от 100 тысяч рублей (производительность — 5 — 15 окон в смену, станки российского производства) и достигать 4 — 6 миллионов рублей (производительность 80- 100 окон в смену, производство Европы или Турции).
Автоматическая линия FimTec для производства окон ПВХ
В качестве примера — автоматическая производственная линия. Состав:
- Обрабатывающий центр Linear FAB CAT p 6500 R.
- Обрабатывающий центр тип ASG RH.
- Ленточная пила для резки металла тип S-320.
- Автоматическая горизонтальная сварочная машина тип SL4FF.
- Пила для резки штапика тип GS 225A в сборе с электронным рольгангом.
- Стенд остекления и контроля тип VK 3522 OH с рольгангом и фильтром-редуктором
- Цулаги для обработки (сварки) следующих профильных систем: Salamander-Streamline, Favorit (Deceuninck), KBE 58 и 70 мм, Кёниг (г. Калининград)
- Модуль выгрузки изделий из программы «СуперОкна8».
Производительность автоматической линии: 120 окон за 8 часовую смену
Технология «без обработки сварного шва» позволяет выпускать ламинированные окна с идеальным стыком в области сварного шва, который ранее красили карандашом. Сварной шов на белых окнах в два раза тоньше чем на окнах, изготовленных по традиционной технологии.
Отзывы об оборудовании для производства пластиковых окон
Те времена когда клепали окна в гараже и их покупали уже прошли. Клиент сейчас очень требователен к качеству изделия и особенно обращает внимание на гарантийное обслуживание и сроки гарантии. Большие фирмы дают сейчас пять и более лет. Они делают свои окна на полностью автоматизированом оборудовании, такого качества на полурочном добиться очень тяжело, а ездить под гарантию исправлять мелкие огрехи финансово накладно. Времена кустарщиков ушли в прошлое, сейчас это удел больших производств. Разве что в удаленных поселках и маленьких городках какой то спрос может быть.
Сегодня ни одно строительство новых объектов не обходится без окон ПВХ, помимо этого, все больше людей хотят сменить старые деревянные окна на металлопластиковые конструкции. В связи с высокой востребованностью продукции, все больше предпринимателей хотят организовать собственное производство окон ПВХ. Такие компании могут выиграть на фоне конкурентов, которые предлагают продукцию ведущих производителей, но выполняющих заказы в течение длительных сроков. Поэтому в этом материале мы осуществим расчет экономической целесообразности для небольшого предприятия по производству пластиковых окон.

Организация предприятия по изготовлению окон ПВХ
При открытии предприятия по производству окон-ПВХ необходимо подать заявление в ЕГРИП, в котором нужно указать основные коды ОКВЭД:
- 25.23 – Производство пластмассовых изделий, которые используются в строительстве;
- 45.42 – Производство столярных и плотничьих работ;
- 51.53.24 – Оптовая торговля строительными материалами;
- 45.44.1 – Производство стекольных работ.
После регистрации кодов ОКВЭД нужно подать заявление в налоговую для регистрации плательщика ЕНВД. Поэтому деятельность по производству металлопластиковых конструкций будет на общей системе налогообложения, и предпринимателю нужно будет начислять и платить НДФЛ и НДС. Во время подготовки производства необходимо провести все сертификационные испытания. Они подтвердят высокое качество продукции, возможность ее использования в определенных климатических условиях.
Эти испытания могут проводиться как на территории России – на соответствие требованиям Строительных норм, стандартам ГОСТ и СНиП, так и в Германии – на соответствии стандартам DIN и цветовой палитре RAL.
Получение сертификата соответствия на пластиковые окна с 2010 по 2011 год – это была обязательная процедура. Она проводилась с целью подтверждения качества окон требованиям ГОСТ 30674-99.
Сейчас эта процедура заменена декларированием. Сертификационные испытания все равно проводятся, но в соответствии с обязательными пунктами нормативной документации.
Также для реализации окон ПВХ предприниматель должен получить лицензию Госстроя и санитарно-эпидемиологическое заключение.

Технология производства окон ПВХ
Производственный процесс изготовления пластиковых окон включает такие этапы:
1. Резка профиля
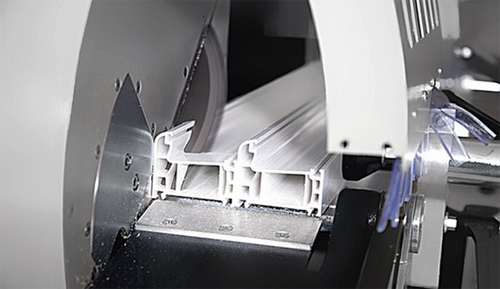
На этом этапе выполняется резка металлического профиля и хлыстов ПВХ. От уровня исполнения этой операции во многом зависит качество готовой продукции, поэтому следует уделять пристальное внимание соблюдению плоскости реза и расположению хлыстов профиля. Нарезка заготовок осуществляется в соответствии с бланком заказа и с учетом запаса на сварку (5-6 мм). — резка пластикового профиля. Рамный и створочный профиль нарезаются на пиле под углом 45°. Эркеры, подставочные профиля, импорт нарезаются под углом 90° с учетом запасов с каждой стороны (2,5-6 мм). — резка армирующего профиля производится на специальной пиле под углом 90°.
2. Фрезерование дренажных каналов

Для компенсации ветрового давления и отвода лишней влаги делаются дренажные отверстия в створке, импосте и раме. Расположение этих отверстий должно соответствовать рекомендациям снабженца профиля.
Отверстия должны иметь продолговатую форму и делаться с помощью специального инструмента или на дренажном станке.
3. Фиксация металлического профиля в пластиковом
В специальную камеру заготовки пластикового профиля помещаем металлический профиль и закрепляем его с помощью саморезов. Эту операцию можно осуществить с помощью ручного винтоверта или на автоматическом шуруповерте.
4. Фрезерование отверстий под замок основного запора и под ручку
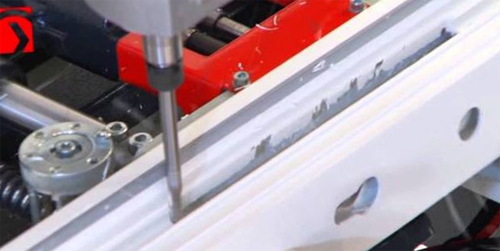
Для установки элементов фурнитуры необходимо предварительно сделать соответствующие отверстия. Эта операция осуществляется на копировально-фрезерном станке.
5. Фрезерование торцов импоста

Для установки импоста в раму или створку необходимо соответствующим образом обработать края заготовки. Это действие выполняется на торцефрезерном станке. Далее импост прикрепляется к створке или раме с помощью механических соединителей.
6. Сварка окон ПВХ.
Во время сварки необходимо соблюдать такие условия:
- температура сварного ножа должна быть 230-250°;
- тщательно обработать поверхность ножа;
- время разогрева шва – от 25 до 40 сек.;
- время сварки шва – от 25 до 40 сек.
Перед тем как поместить заготовки на сварочный станок необходимо убедиться в их чистоте, так как пыль, стружка металла или ПВХ ухудшают качество сварки. После окончания этой операции осуществляют визуальный контроль качества сварочного шва.
7. Зачистка углов металлопластиковых изделий – удаление наплава сварного шва
Эта операция может выполняться вручную или на специальном станке. Автоматический станок срезает наплав с лицевой поверхности профиля специальными ножами, далее фреза очищает торцевую поверхность профиля.
Под каждый вид профиля подбирается специальная фреза!
8. Установка уплотнительной резины

Погружение уплотнительной резины в паз нужно начинать с середины верхней перекладины. Резина вручную помещается в паз так, чтобы не было ее растяжения. Стыковать уплотнитель нужно, используя специальный клей.
9. Операции по сборке оконной конструкции включают установку импостов и фурнитуры
После установки фурнитуры, необходимо поместить створку на раму и ввести фальцевые вкладыши, прокладки под стеклопакет.
10. Нарезка штапиков
Штапик – контур, который нужен для крепления стеклопакета в створке или раме. Действия по резке штапиков осуществляются на специальной пиле, иногда на маятниковой пиле.

В завершение производственного процесса, нужно поставить стеклопакет в створку или раму, а в специальные пазы забить штапики. Эта операция может осуществляться на стенде остекления. После этого окно готово к монтажу.

На крупнейших заводах России имеется автоматизированная линия по производству окон ПВХ, на которой осуществляется полный цикл производства. Например, на заводе компании Kaleva есть не только сборочный цех и комплекс производственного оборудования, но и экструзионная линия.
Оборудование для производства окон ПВХ
Так как сегодня окна ПВХ востребованы и представлены в широком многообразии, недостатка с предложением оборудования не наблюдается. Наибольшим спросом на рынке оборудования пользуются линии турецких торговых марок – Yilmaz, NISSAN, KABAN и Nikmak, а также станки и инструменты отечественных производителей.
В список оборудования для изготовления пластиковых окон входят:
- Одно- и двухголовочные пилы для нарезки профилей ПВХ и армирования;
- Рольганги;
- Станки для сварки ПВХ;
- Копировально-фрезерные станки;
- Пилы для нарезки армирующего профиля;
- Углозачистные станки;
- Станки для фрезерования торца импоста;
- Пилы для нарезки штапиков;
- Вырубные пилы;
- Гибочные станки;
- Стенды остекления;
- Вытяжки;
- Моечные машины;
- Экструдеры;
- Деминерализаторы;
- Монтажные подъемные устройства.
Бизнес план производства окон ПВХ
Особенности выбора помещения
Площадь помещения напрямую зависит от объема производства. Предприятие планирует изготавливать стандартные двухстворчатые окна размером – 1400*1200. Чтобы открыть цех по производству окон ПВХ, который будет выпускать 20 конструкций за смену, достаточно помещения площадью 200 кв. м. При этом стоит помнить, что высота потолка должны быть более 3 метров.
Рядом должен находиться склад готовой продукции.
Станки для изготовления металлопластиковых конструкций не смогут работать без электричества. Напряжение питания должно составлять 380 В/50Гц. Оптимальная температура в помещении – 18° С, в обратном случае может нарушиться технология производства.
Также в помещении должна быть создана хорошая система вентиляции. Особое внимание нужно уделить созданию системы освещения. По всей территории цеха делается общее освещение, а для отдельных участков – локальный «свет».
Подбор персонала
Чтобы организовать небольшое предприятие по производству окон ПВХ нужно нанять около 10 человек и установить специальную программу.
Такая программа с наименьшими погрешностями рассчитает стоимость металлопластиковых конструкций и предоставит всю информацию, нужную для производства.
Контроль
Контролировать производственный процесс должен руководитель производства, а главный технолог сможет проверить, соответствует ли готовая продукция общепринятым стандартам и требованиям заказчика? Он также должен распределять задания между рабочими и контролировать технологический процесс.
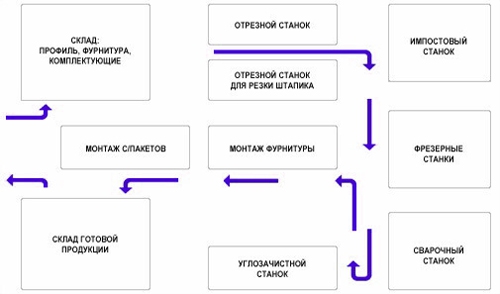
На предприятии должен быть и инженер, который будет отслеживать работу оборудования и в случае необходимости устранять поломки. В штат рабочих нужно нанять не менее 7 человек, из них один должен быть кладовщик, осуществляющий прием или отправку товаров. Оптимальная схема организации технологической линии и состав производственных участков отображены ниже.
Капитальные затраты
Чтобы открыть завод по производству окон ПВХ производительностью 20 готовых изделий за смену необходимо осуществить закупку такого оборудования:
- Двухголовочная пила с фронтальной подводкой диска – 372000 рублей;
- Углозачистной автомат (Yilmaz CA) -225 000 рублей;
- Торцефрезерный станок (Yilmaz km-212) – 30 000 рублей;
- Двухголовочный сварочный станок – 411 600 рублей;
- Оборудование для нарезки армирования – 9000 рублей;
- Копировально-фрезерный станок (Yilmaz FR-225) – 106 400 рублей;
- Компрессор Remezza – 26 000 рублей;
- Станок для создания водоотводящих отверстий – 86 000 рублей;
- Автоматическая пила для нарезки пластиковых штапиков – 99 600 рублей;
Итого стоимость полного комплекта оборудования составляет 1 365 000 рублей.
Затраты на доставку и монтаж оборудования – 50000 рублей;
Прочие расходы (на получение лицензии, сертификатов) – 50000 рублей.
Итого капитальные затраты: 1 465 000 рублей.
Расчет стоимости материалов для производства окон ПВХ
Стоимость материалов, которые необходимы для изготовления стеклопакетов
Норма расхода, стоимость единицы материалов, финансовые затраты (руб.) из расчета на 1 кв. метр продукции:
- Стекло (С-300 руб./кв. м): норма затрат – 2 кв. м; стоимость расхода – 600 руб.;
- Обечайка (С-100 руб./м): норма затрат – 4 м; стоимость расхода – 400 руб.;
- Бутил (С-35 руб./кг): норма затрат – 0,1 кг/кв. м; стоимость расхода – 3,5 руб.;
- Прочие расходные материалы на 1 кв. метр продукции – 200 рублей.
Итого затраты на изготовление 1 кв. метра стеклопакета – 1203,5 рублей.
Стоимость материалов, которые нужны для создания металлопластиковой конструкции:
- ПВХ профиль (С-1000 руб./м): норма затрат – 0,5 м/кв. м; стоимость расхода – 500 руб.;
- Металлопрокат (С-582,5 руб./м): норма затрат – 1 м/кв. м; стоимость расхода – 582,5 руб.;
- Комплектующие и другие расходные материалы – 2000 руб.
Итого: 3082,5 руб./кв. м.
Суммарные затраты материалов для изготовления 1 кв. метра продукции – 4 286 рублей.
Затраты на материалы в месяц: 22 смены * 20 готовых изделий * 1,68 кв. м* 4 286 рублей = 3 168 000 рублей.
Ежемесячные доходы за месяц (с учетом цены готового изделия – 9 500 рублей): 22 смены *20 единиц готовых изделий * 9500 рублей = 4 180 000 рублей
Постоянные ежемесячные затраты
- Аренда производственного помещения и склада – 50 000 рублей;
- Коммунальные платежи – 25000 рублей;
- Зарплата рабочих (10 человек) – 100 000 рублей;
- Затраты на материалы и комплектующие для производства – 3168000 рублей.
Итого затраты в месяц: 3 343 000 рублей.
Налог на прибыль (20%) – 167 400 рублей.
Итого расходы: 3 510 400 рублей.
Рентабельность и прибыль
Чистая прибыль: 4 180 000 — 3 510 400=669 600 рублей.
Рентабельность предприятия по производству окон ПВХ составит 19,07 %.
При чистой прибыли 669 600 рублей в месяц срок окупаемости составит 1 год и 9 месяцев. Но, данные расчеты ориентировочные и начинающий предприниматель должен помнить, что при высокой конкуренции нужно будет увеличить расходы и включить дополнительную статью – затраты на рекламную кампанию. В результате этого срок окупаемости может увеличиться.
Полезное по теме:
Сейчас изготовление пластиковых окон — одно из самых прибыльных направлений малого бизнеса в сфере ремонта и строительства. Замена старых рам на пластик востребована не только в жилых домах, но в офисах, магазинах и других нежилых помещениях. Поэтому недостатка спроса на продукцию не будет. Рассказываем, что включает линия для производства пластиковых окон и сколько стоит её организация.
Технология производства
Выбрать оборудование для производства пластиковых окон на начальном этапе бизнеса трудно. Производство пластиковых окон — достаточно сложный технологический процесс, организовать который с нуля стоит больших усилий. В состав простой на вид конструкции входит десяток элементов:
- пластиковый профиль;
- стеклопакет;
- фурнитура (ручки, замки);
- сэндвич панель;
- штапики;
- откосы;
- водоотводы;
- подоконник;
- защитная плёнка.
Производитель окон может производить все элементы с нуля, производить только часть из них или просто собирать конструкции из предварительно закупленных материалов. Все варианты считаются производством, но обойдутся в разную стоимость.

Нарезка профиля
Производство пластикового окна начинается с нарезки профиля. Это основа всей будущей конструкции. Профили разделяются по классам в зависимости от толщины и степени теплоизоляции. Лучший вариант — профиль класса А, он самый «толстый» (толщина стенок от 2,5 мм) и поэтому тёплый, а также не склонный к деформации.
Профиль режут по стандартным или индивидуальным размерам заказчика. Для распила используют пилы:
- пневматические стационарные;
- маятниковые настольные;
- одно- или двухголовую для ПВХ;
- ленточнопильные станки (оптимальны для крупных производств).
Последний вариант подходит только крупным производствам, приобретать такой станок при запуске бизнеса слишком дорого. До разреза пластик нужно нагреть до комнатной температуры. Поэтому склад, где хранят ПВХ-заготовки должен быть отапливаемым и без сквозняков (в противном случае перед нарезкой придётся ждать, когда панель отогреется). Пластик режут по лицевой стороне, чтобы избежать трещин и сколов.
Дренажные каналы
В пластиковых окнах предусматриваются дренажные отверстия. Их задача — выводить воду, которая попадает внутрь конструкции. Откуда вода в окне:
- дождь и снег могут просачиваться через уплотнитель или в пространство между профилем и стеклопакетом;
- внутренний конденсат;
- вода, попавшая во время мытья окон.
Таким образом, функция водоотведения важна для долгого использования окна без деформации и неудобств для человека. При качественном исполнении дренажные отверстия незаметны, так как выполнены аккуратно и закрыты заглушками. Важно, чтобы влага, которая будет уходить по специальным шприцам, не соприкасалась с металлическими частями каркаса окна, иначе появится ржавчина.
Закрепление металлической части
Несмотря на то, что окна называются «пластиковыми», в состав конструкции входят металлические элементы. Сам по себе пластик не выдержит ветра, и окно прослужит недолго. Назначение арматуры заключается в жёстком закреплении всей конструкции для предотвращения деформации и продлении срока службы окна. Чем толще металлическая арматура, тем прочнее рама и дороже окно.
Толщина армирующего профиля составляет от 1,2 до 1,5 мм. Чем плотнее оно будет установлено, тем лучше для долговечности окна. Более надёжным считается замкнутое армирование. Стальной вкладыш располагается внутри пластиковой конструкции и незаметен снаружи.

Отверстия под замок и ручку
После подготовки пластикового профиля и армирования приступают к установке фурнитуры. Это ручки, замки, петли. Замки бывают разных видов: врезные, накладные, розетки, гребёнки и блокады. Отверстия для фурнитуры выполняются на копировально-фрезерных станках. Такие аппараты позволяют изготавливать отверстия по точно заданному образцу и полностью исключают ошибку оператора.
Копировально-фрезерные станки работают с высокой скоростью. Работает по методу копирования шаблона. Один шаблон можно использовать для изготовления неограниченного количества деталей.
Фрезерование торцов импоста
В пластиковых окнах импост — это отрезки пластикового профиля, которые соединяют между собой разные участки рамы. Это перемычки, которые делят пространство окна на отдельные секторы. К примеру, отделают форточку от нераспашной части окна. Рамы без импоста также бывают, но они не так популярны среди покупателей, потому что ограничены в функционале.
Есть 2 варианта установки импоста:
- сварка с основной конструкцией;
- крепление болтами.
Перед установкой торцы импосты обрабатывают на фрезерном станке. Обработка пластика таким оборудованием достаточно проста: это лёгкий материал с минимальным сопротивлением, он не тупит фрезы и создаёт минимум вибраций. Для пластика подходят однозубые и двузубые фрезы.
Сварка готовых частей
Один из важнейших этапов производства пластиковых окон — сварка конструкции. Профили рамы и створок свариваются по углам. Важно не допустить смещения пластин или их деформации. Для этой стадии используют сварочные станки.
Процесс начинается с разогрева поверхностей и оборудования. Главный враг сварки — холод. Профиль должен быть нагрет хотя бы до комнатной температуры, как и оборудование. Температура сварного ножа должна достигать 250 градусов. Все поверхности должны быть чистыми, так как любое загрязнение значительно ухудшит качество сварки. Швы должны быть равномерными.
Зачистка острых углов
Сварной шов нужно зачистить. Для этого используется специальный аппарат — углозачистной станок. Иногда эту операцию проводят вручную, что значительно замедляет производство. Поэтому лучше приобрести автоматический станок, который будет обрабатывать швы одновременно с нескольких сторон и под разными углами.
Уплотнение и герметик
При монтаже пластиковых окон обязательной является герметизация. Это обработка внутренних и наружных швов с целью избавиться от щелей и зазоров, через которые может попасть холодный воздух. Для этой операции используют герметик — полимерная паста, высыхающая после нанесения и предотвращающая сквозняки. Герметик наносят после монтажа окна.
Герметик выполняет и роль утеплителя. Его стандартный цвет — белый, но для цветных конструкций есть возможность использовать бесцветный. Качество герметизации зависит не только от материала, равномерности нанесения, но и от гладкости стены, куда ставится конструкция. Если на ней есть зазоры, трещины, неровности, предварительно нужно нанести слой штукатурки.

Сборка конструкции
Готовые конструкции устанавливают на месте либо мастера, либо владельцы квартиры. Первый вариант предпочтительнее, так как гарантирует более высокое качество работы. Работа проходит в несколько стадий:
- демонтаж старого окна и зачистка поверхностей;
- демонтаж старого подоконника и зачистка цементного слоя под ним;
- накладывается слой грунтовки и гидроизоляции;
- установка деревянных клиньев по периметру окна;
- крепление профиля-подставки;
- проверка ровности окна уровнем и отвесом;
- крепление рамы;
- запенивание;
- крепление анкерами;
- крепление водоотлива;
- вставляется стекло, фиксируется штапиками;
- герметизация;
- монтаж подоконника.
Нарезка штапиков
Штапик — это узкая рейка, которая нужна для укрепления стекол внутри каркаса окна. Для пластиковых конструкций используются пластиковые штапики. Для монтажа нужны рейки, нарезанные под углом 45 градусов. Для их нарезки используют торцовку, угломер и сваренный уголок рамы или автоматическая пила. То есть, фактически нарезают вручную. Специального оборудования для автоматической нарезки штапиков нет.
Затраты производства
Оборудование для производства окон ПВХ обойдётся в среднем в 1,5 миллиона рублей:
- ленточнопильный станок — от 300 тысяч рублей;
- углозачистная техника — от 200 тысяч рублей;
- торцефрезерный станок — 30 тысяч рублей;
- сварочный станок — от 400 тысяч рублей;
- техника для нарезки металлической арматуры — 10 тысяч рублей;
- компрессор — от 25 тысяч рублей;
- станок для дренажный отверстий — от 80 тысяч рублей;
- пила для штапиков — от 80 тысяч рублей.
Это затраты только на оборудование, без учёта аренды помещения, расходных материалов, оплаты труда персонала, коммунальных услуг и транспортных расходов. Цех средней мощности будет производить 20 готовых конструкций за смену.
Классификация оборудования для производства окон ПВХ
Всё оборудование для производства металлопластиковых окон можно разделить на 2 категории: основное (без которого нельзя обойтись) и дополнительные инструменты (выполняющие вспомогательную функцию, теоретически их можно чем-то заменить или даже обойтись вовсе без них).
Конкуренция в этой сфере довольно высокая, поэтому больше зарабатывают производители качественного товара. Поэтому без хорошей техники не обойтись, экономить на средствах производства не имеет смысла.

Основное оборудование
Основные станки для производства пластиковых окон это:
- пилы и пильные установки;
- станок для дренажный отверстий;
- торцефрезерный станок;
- сварочный станок.
На уровне микропредприятия даже эту технику иногда заменяют ручным инструментом, но скорость производства в таком случае крайне низкая.
Дополнительные инструменты
Среди дополнительного оборудования и инструментов следует назвать:
- дрели, шуруповёрты, ручные фрезерные аппараты;
- компрессор;
- углозачистной станок;
- стеллажи и сборочные столы с зажимами.
Заключение
Производство пластиковых окон представляет собой достаточно объёмный технологический процесс. Он требует закупки оборудования в среднем на 1,5 миллиона рублей. Иногда удаётся заменить часть техники ручными инструментами, но это снижает скорость изготовления, а иногда и его качество.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.


Отправить ответ