
Станок для вальцовки труб
Содержание:
![]()
При установке интеркулеров часто приходится обрезать алюминиевые трубы и соединять их силиконом. При этом, чтобы силикон не соскочил, труба должна быть развальцована.
Развальцевать трубу можно различными способами, в поиске по Драйву Вы найдете много вариантов. Но самый удобный, правильный, качественный и быстрый вариант — воспользоваться станком для развальцовки труб
Такие станки есть в продаже, но их ценник весьма не гуманный. 8000 р.
Я пользуюсь точно таким станком, когда работаю с трубами в одной из мастерских. Удобная и полезная штука.
Я постоянно пополняю свой личный арсенал инструмента и давно положил глаз на такой станок. Но жаба сказала, что не даст денег и мне пришлось изготовить станок самому.
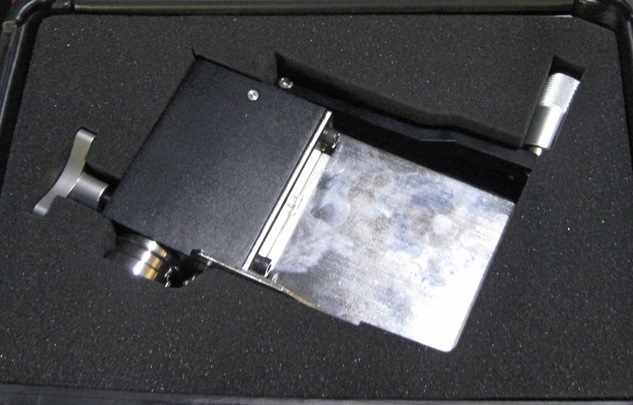
И вот что у меня получилось.

Станок полностью изготовлен из нержавейки. Он получился тяжелее и больше станка, который можно найти в продаже, но оно того стоит )
А теперь более подробно.

Плюс моего станка в том, что его можно крепить на край стола или в тиски. Станок из магазина можно крепить только в тисках. Струбцину, при помощи которой станок крепится к столу, я сделал съемной, для того чтобы при необходимости было проще закрепить его в тисках.




От вращения на оси ролики фиксируются шплинтами и затягиваются болтами



Ну а теперь самое интересное! Тест станка!
Берем алюминиевую трубу и зажимаем его между роликами

Прокручивая ролики и постепенно закручивая прижимной винт формируем бортик на пайпе.

Получился аккуратный, ровный бортик


Но это еще не все!
Иногда попадаются машины, где при установки интеркулера использованы трубы из нержавейки. Зачастую они не развальцованы. Приходится это исправлять.
Я пробовал развальцовывать трубы из нержавейки на станке за 8000. Не для этих целей он, явно не для этих. Слишком хлипкий.
Не то что мой станок!
Без особых усилий мой станок делает отличный бортик на трубах из нержавейки!



Если посидеть и продумать конструкцию станка тщательней, то конечно можно сделать более компактный вариант. В процессе создания уже появились мысли что можно сделать более удачно, но для этого нужно делать все с начала. Ни времени ни желания на это нет.
Еще один не маловажный момент.
На станке из магазина можно развальцовывать трубу диаметром минимум примерно 20 мм, на моем станке такую трубу развальцевать не возможно. Минимальный внутренний размер трубы для моего станка 28 мм.
Но для моих задач этого достаточно.
данные Яндекс Маркета от 21.05.2019 15:06
Станок вальцовочный Stalex W01-1.5х1300
Тип станка: вальцовочный, Максимальная толщина стального листа: 1.5, Рабочая длина: 1.3, Привод: ручной, Мобильность: стационарный
Москва, Алтуфьевское шоссе, д. 1
Станок для вырезания отверстий в трубах PHC-4 STALEX, У26328

Станок Stalex PHC-4 специально разработан и предназначен для точного и удобного вырезания отверстий в трубах. Диаметр хвостовика сверл от 3 до 16 мм.
Станок для разматывания трубы. 720193
Станок для разматывания трубы 720193 понадобится при монтаже труб для систем отопления и водоснабжения.
Москва, Западная, д. 6, стр. 19
Устройство для вырезания седловин на трубах Stalex PN-1/2S, 376202
Устройство Stalex PN-1/2S для вырезания седловин является полезной опцией при наличии сверлильного станка или дрели. Применим во всех отраслях производства где используются изделия из труб.
Станок для вырезания отверстий в трубах STALEX PHC-6
Станки Stalex PHC специально разработаны и предназначены для точного и удобного вырезания отверстий в трубах. Диаметр хвостовика сверл от 3 до 16 мм. Частота вращения шпинделя
Москва, 2-й Капотнинский проезд, д. 2, стр. 2
Станок для вырезания отверстий в трубах Stalex PHC-6
Max диаметр трубы: 12 дюйм; Max диаметр трубы: 300 мм; Высота: 303 мм; Длина: 340 мм; Ширина: 315 мм; Вес: 20 кг.
Москва, ул.Пришвина, д. 3, корп. Г
Станок для вырезания отверстий в трубах STALEX PHC-4
Станки Stalex PHC специально разработаны и предназначены для точного и удобного вырезания отверстий в трубах. Диаметр хвостовика сверл от 3 до 16 мм. Частота вращения шпинделя
Москва, 2-й Капотнинский проезд, д. 2, стр. 2
Приспособление для сверления труб Хайтек Инструмент 20-80 мм (угол поворота 45 гр, подача инструмента 120 мм)
Специальное устройство для обрезки и сверления труб. Диаметр заготовки 20-80 мм. Оснастка фиксируется на любом верстаке. Оснащено 3-х кулачным патроном и хвостовиком. Есть линейная шкала для установки смещения от оси. Конструкция прочная, металлическая. Приспособление применяется при изготовлении таких изделий, как перила, каркасы и ограждения.
Станок вальцовочный BLACKSMITH W01-0,8x 305 ручной
Листогибочный ручной станок Blacksmith W01-0.8×305 используют для гибки металлических листов толщиной до 0.8 мм. С его помощью сгибают изделия цилиндрической формы, изготавлив
Москва, 2-й Капотнинский проезд, д. 2, стр. 2
Станок вальцовочный BLACKSMITH W01-0,8×1000 ручной
Листогибочный ручной станок Blacksmith W01-0.8×1000 используют для гибки металлических листов толщиной до 0.8 мм. С его помощью сгибают изделия цилиндрической формы, изготавли
Москва, 2-й Капотнинский проезд, д. 2, стр. 2
Станок вальцовочный Stalex Esr-1300х2.5
Тип станка: вальцовочный, Максимальная толщина стального листа: 2.5, Рабочая длина: 1.3, Привод: электромеханический
Москва, Алтуфьевское шоссе, д. 1
Устройство для вырубки седловин на трубах Stalex RA-2, 376204
Устройство для вырубки седловин на трубах Stalex RA-2 376204 упрощает обработку труб при их перпендикулярном соединении. Стальной корпус выдерживает значительное давление. Изделие применяется для обработки труб диаметров 3/4", 1", 1 1/4".
Станок для вырезания отверстий в трубах RIDGID HC-300 RIDGID 76787
Сверлильный станок для вырезания отверстий в трубах RIDGID HC-300 предназначен для быстрого и эффективного сверления отверстий максимального диаметра до 3" (76 мм) в стальных трубах диаметром 1 1/2" — 8" (38 — 200 мм). Отверстия различных размеров позволяют использовать такие фитинги (седла), как Mechanical T и Vic-Let tm или сварные седла Weld-O-Let и другие для разветвления трубопроводов, находящихся не под давлением.
Москва, улица Викторенко, д. 3
Станок вальцовочный BLACKSMITH W01-1,5×1300 ручной
Листогибочный ручной станок Blacksmith W01-1.5×1300 используют для гибки металлических листов толщиной до 1.5 мм. С его помощью изготавливают изделия цилиндрической формы, дуг
Москва, 2-й Капотнинский проезд, д. 2, стр. 2
Станок вальцовочный STALEX W01-0,8x 915 ручной
Вальцовочный станок предназначен для предания листу цилиндрической формы различного радиуса, данное оборудование широко применяется для изготовления комплектующих вентиляции
Москва, 2-й Капотнинский проезд, д. 2, стр. 2
Станок вальцовочный ручной настольный Blacksmith W01-0.8×305
Листогибочный ручной станок Blacksmith W01-0.8×305 используют для гибки металлических листов толщиной до 0.8 мм. С его помощью сгибают изделия цилиндрической формы, изготавливают водосточные желоба, дымоотводные трубы и емкости. Подходит для небольшой мастерской или производства. Станок легко установить на любой верстак благодаря небольшим размерам. На валах предусмотрены специальные канавки для гибки прутков и проволоки. Нижний вал с регулируют с помощью рычага и кулачкового упора.
Москва, Киевское шоссе, корп. B
Станок вальцовочный STALEX W01-0,8x 305 ручной
Отличная модель ручных вальцов, также применима для использования на небольших производствах. Один из самых легких, но весьма производительных станков, обрабатывающих заготовк
Москва, 2-й Капотнинский проезд, д. 2, стр. 2
Станок профилегибочный STALEX HTR-40 гидравлический
Ручной гидравлический трубогиб Stalex НTR-40 – универсальный трубогиб для гибки профильных труб. Трубогиб поставляется с регулируемыми вальцами для гибки профильной трубы, что
Москва, 2-й Капотнинский проезд, д. 2, стр. 2
Станок для вырезания отверстий в трубах HONGLI JK150 (PHC-6) HONGLI (Хонгли) 85001
Станок для сверления труб Hongli JK150 предназначен для сверления отверстий в трубах размером до 152 мм. Отверстия можно использовать для установки разветвлений негерметизированных труб. Размер патрона 5/8" (16мм), что позволяет использовать различные сверла и коронки. Входящие в состав двигатель и редуктор оптимизируют производительность при сверлении больших отверстий. Боковая рукоятка позволяет работать оператору с любой стороны.
Москва, улица Викторенко, д. 3
Станок для вырезания отверстий в трубах RIDGID HC-450 RIDGID 57597
Вальцовочные станки предназначены для поперечной и продольной деформации металлоизделий без изменения их температуры. Их используют для обработки ровных поверхностей разной толщины и размеров. Вальцовочные механизмы распространены на различных видах производства: машиностроении, строительстве и других.
Назначение вальцовочных станков
На вальцовочных станках обрабатывают нержавеющую, легированную, углеродистую сталь, листовой алюминий, медь, латунь и поликарбонат. На них изготавливают водостоки, воздуховоды, трубы для дымоходов, дугообразные изделия, подгибают кромки деталей, подправляют заготовки плоской формы.
Чаще всего на вальцовочном оборудовании формируют детали в форме конусов, овалов или кругов. Для этого в устройстве предусмотрены валы, через которые прокатывается лист металла.
Устройство и принцип работы вальцовочного станка
Вальцовочное устройство размещается на мощной и тяжелой станине, которая должна обеспечивать устойчивость в процессе работы. Самые простые станки оснащены тремя валами, более сложные — до девяти. На производстве наиболее распространены трех- и четырехвальцовые механизмы.
Кроме листового металла, некоторые станки позволяют сгибать металлический прут, трубу. Для этого на вальцах есть специальная канавка.
Металлический лист размещается на нижних вальцах, верхний (или задний) придавливает его сверху. Изменять можно горизонтальное положение нижних вальцов и вертикальное — верхнего. В зависимости от их соотношения определяется радиус будущего изделия.
Вальцы могут быть металлическими полированными или обрезиненными.
Конструктивные особенности станка определяют его технологические возможности:
- ширина листового металла;
- поперечник вальцов: от него зависит радиус будущего изделия;
- толщина металла: от нее зависит сила прижима вальцов;
- максимальные расстояния между валами: определяют радиусы изгиба детали;
- производство конусовидных деталей: возможно на станках, где валы в плоскости перемещаются относительно друг друга.
Существуют и другие технические характеристики, от которых зависит удобство использования и производительность станков.
Виды вальцовочных машин
Вальцовочные механизмы используются в основном на средних и крупных производствах. В мелких мастерских их роль успешно выполняют ручные листогибы.
Вальцовочные машины бывают механическими и электромеханическими.
Механические станки это наиболее простая и дешевая конструкция. Она содержит три вальца, которые вращаются мускульной силой. Движение от рукоятки на исполнительный механизм передается шестеренками. Верхний вал прижимается механическими прижимами. Характеристики механических вальцов:
- длина заготовки — 34 см — 2 м;
- толщина материала 0,8 — 3 мм.
Устройство не позволяет выполнять конусные изгибы. Чаще всего механические вальцовки используются в малых цехах и мастерских для изготовления изделий из алюминиевого и стального тонкого листа.
Электромеханические станки более производительные, оснащены электроприводом, который вращает исполнительный механизм. За счет применения электрической установки можно увеличить толщину металла и скорость выполнения работы. Электропривод всегда оборудуется тормозом. Реверс и моментальная остановка требуются в начале изготовления детали и при формовке желобов. Дополнительно оборудование комплектуется насадками для изготовления профильных труб квадратного сечения, уголков.
- длина заготовки варьирует 34 см до 2 м;
- наибольшая толщина листового металла — 1 см.
Существуют модели с памятью настроек. Станок фиксирует диаметр трубы, поэтому не требуются выставлять его для каждой новой заготовки. Подобное возможно благодаря редуктору верхнего вала. Верхний вал освобождается с помощью защелки. Квалифицированный специалист за одну минуту может изготовить на таком станке 2 трубы.
| Тип привода | Наибольшая ширина листа, см | Наибольшая толщина листа, мм | Диаметр вальцов, мм | Габариты станка, см | Вес, кг | |
| ВРН-340 | ручной | 34 | 3 | 41 | 60 х 30 х 20 | 35 |
| СЭТ-1250 | электрический | 125 | 1 | 90 | — | — |
| ВРН-1300 | ручной | 130 | 1 | 76 | 145 х 25 х 30 | 120 |
| ВРМ-1500 | ручной | 150 | 1,5 | 70 | 175 х 60х100 | — |
| Корвет | электрический | 130 | 1,5 | 75 | 175 х 53 х 63 | 275 |
| Proma ZS-8 | электрический | 100 | 0,8 | 50 | 142 х 34 х 50 | 86 |
| АВР 1000 | ручной | 100 | 0,7 | 55 — 58 | 160 х 55 х 118 | 120 |
| ВЭН-1300 | электрический | 130 | 0,8 | 76 | 155 х 30 х 28 | 145 |
| ВЭЛ-2000 | электрический | 200 | 1 | 72 | 275 х 76 х 107 | 345 |
Таблица 1. Характеристики некоторых моделей вальцовочных станков
Вальцы могут быть настольными и напольными. Настольное устройство фиксируют на верстаке с помощью шурупов. Электромеханические станки выполняют стационарными. Конструкции на механической тяге часто бывают разборными для удобства перевозки.
Четырехвалковые станки
Более производительные и мощные устройства на гидравлической тяге. Их используют не только при изготовлении строительных элементов, но и в авиастроении, кораблестроении, гидромашиностроении. Производительность их на 45 — 80% больше, чем у трехвалковых. Они обладают следующими преимуществами:
- процедура подгибки и гибки усовершенствована, благодаря чему плоский край получается короче;
- в один проход материала осуществляется гибка листа с обоих краев;
- не требуется предварительная подгибка листа, необходимая на трехвалковых устройствах;
- автоматический режим не подразумевает дополнительные заправки материала. Лист подается горизонтально, а не наклонно, как в трехвалковых;
- четырехвалковые механизмы работают с листами пятиметровой ширины.
Четырехвальцовые станки оснащены дополнительным роликом спереди. Когда металл размещен между нижними и верхним роликом, передвижением дополнительного ролика снизу-вверх подгибается передний край листа. Таким образом, получается наиболее удобная для будущей вальцовки форма. Дополнительный вал перемещается за счет пневматического механизма.
Вальцы с ЧПУ
Стандартный вальцовочный механизм с электроприводом дополнительно оснащается числовым программным управлением. Цифровое позиционирование осуществляется для прижимного вальца. Как правило, такие станки могут работать в ручном или автоматическом режимах.
Программы предусматривают гибку трубы с сечением:
- прямоугольник;
- овал;
- круг;
- треугольник;
- неправильный овал.
На таком станке легко изготавливать корпусы для бойлеров, печей, трубы, баки. Заготовка подается плавно, автоматически регулируется толщина материала и угол загиба. В память числового программатора можно ввести более 250 программ, оборудование оснащается системой защиты от сбоев и самодиагностикой неполадок. При выполнении изделия вводятся индивидуальные настройки. Только на станках с ЧПУ возможно изготавливать такие формы, как полицентрик или эллипс. В качестве дополнения к вальцовочному аппарату предлагается устройство для автоматического сброса изделий и накопительная площадка для труб.
Порядок работы на вальцовочном станке
- Поднимаем верхний прижимной вал.
- Устанавливаем лист металла между верхним и нижними вальцами.
- Используя прижимные винты, приближаем верхний вал к нижним на расстояние, требуемое для создания детали с нужным радиусом.
- Вручную или с помощью тумблера опускаем прижимной вал и пропускаем через ролики весь лист.
- Чтобы снять деталь, необходимо поднять верхний ролик и установить его в начальную позицию.
- Вал можно полностью откинуть в сторону или снять, чтобы снять деталь с замкнутым контуром.
Когда верхний вал располагается параллельно нижним, получается цилиндрическая деталь. Если необходимо изготовить коническую трубу, прижимной вал размещают под углом к ведущим. Чем дальше прижимной ролик от ведущих — тем больше будет радиус трубы.
Самодельный вариант станка
Несмотря на простоту конструкции, собрать своими руками вальцовочный станок не так просто. Ведь большинство деталей придется вытачивать. Но обладая токарными навыками и инструментами, можно попробовать собрать самодельный аппарат на ручной тяге. Для этого понадобятся:
- швеллер;
- металлические штыри различного диаметра;
- валы диаметром 70 или 90 мм;
- подшипники;
- сварочный аппарат;
- болгарка;
- токарный станок.
- Из швеллера свариваем основание станины.
- Рама станка выполняется из швеллера в форме буквы «П», из арматуры привариваются ограничители для стойки прижимного вала.
- Вырезаем 3 вала, устанавливаем нижние валы на подшипники и стойки закрепляем на уголки, которые вставляются в основание с межцентровым расстоянием 300 мм. При необходимости расстояние между ними можно менять. Нижние вальцы можно снимать, это облегчает перевозку станка.
- Стойка для прижимного вала сваривается из швеллера в форме «П», она должна свободно помещаться внутри основной стойки.
- Положение вала регулируется штырем с резьбой, который проходит через верхнюю поперечину обоих стоек и закрепляется снизу шайбой.
- Верхний вал вращается на подшипниках.
Максимальный размер обрабатываемого листа металла зависит от длины валов. Расстояние между нижними валами можно изменять вручную. Вращаются валы ручкой, которая вставляется в торцы. Для этого в них заранее подготавливают отверстия квадратного сечения. Ручки сваривают из металлического прута квадратного сечения. Удобнее сделать их съемными, чтобы не занимали много места в мастерской. На представленном вальцовочном станке можно гнуть не только металл, но и трубы.
Видеоролик с описанием этого самодельного вальцовочного аппарата, автоматического станка «Тапко-М» и промышленного оборудования с ЧПУ:


Отправить ответ