
Станок для выравнивания досок
Содержание:
- 0.1 Предназначение рейсмусового станка
- 0.2 Конструкция рейсмусового станка
- 0.3 Принцип работы рейсмусового станка
- 0.4 Изготовление рейсмусового станка
- 0.5 Наладка рейсмусового станка
- 1 Ровняя доску использую фуганок.
- 2 Стругаем края заготовки.
- 3 Стругаем две стороны доски.
- 4 Купить или сделать, что выгоднее?
- 5 Для каких целей нужен рейсмусовый станок?
- 6 Дерево любит уход, крепкие руки и качественное оборудование
- 7 Сколько времени понадобится для того, чтобы самому сделать рейсмусовый станок?
- 8 Во сколько вам обойдётся станок в домашних условиях?
- 9 Какие инструменты понадобится для того, чтобы сделать самодельный рейсмус?
- 10 Процесс подготовки к работе
- 11 Этапы работы
- 12 Запуск станка
- 13 Заключение

Часто мастера, которые любят работать с деревом, или хозяева дачных домиков, сталкиваются с необходимостью строгания множества досок, чтобы придать им визуальной привлекательности. Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Содержание:
Предназначение рейсмусового станка
Рейсмусовые станки предназначаются для плоскостного строгания заготовок — щитов, брусков и досок по толщине в заданный размер, поэтому и являются основными на деревообрабатывающих предприятиях. К тому же рейсмусы имеются практически у каждого столяра. Главное назначение рейсмусовых станков состоит в равномерном обслуживании досок и прочих деревянных изделий по всей площади и получении заготовок, что имеют равную толщину по всей ширине и длине.
Рейсмусы при использовании в строительстве за один проход способны обрабатывать в большом количестве широкие доски. В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.
Как правило, перед проведением данной процедуры деревянные поверхности подвергают предварительной обработке на фуговальном станке. Для нестандартных разновидностей материала (полимеры, мягкие пластики, утеплители на вспененной основе) предназначаются рейсмусовые станки с обрезиненными металлическими подающими вальцами, которые не способны портить поверхности заготовок.

Секционные подающие вальцы, которыми оснащено деревообрабатывающее оборудование, позволяют на входе в станок одновременно подавать разнотолщинные заготовки. Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
На самодельном рейсмусовом станке нельзя строгать очень тонкие заготовки, потому что возникают вибрации, что сказываются на качестве обрабатываемой поверхности. Наименьшая длина обрабатываемой заготовки должна на 100 миллиметров быть большей расстояния от переднего до заднего подающего валка. При возникновении необходимости фрезеровать более короткий материал, то его нужно надежно закреплять на основании. С помощью соответствующих приспособлений на рейсмусовых станках получится обработать даже клинообразные заготовки и выровнять непараллельные плоскости.
Глубина пропила показывает срез рейсмуса за один проход: этот показатель колеблется в пределах 1 — 3 миллиметров, зависимо от ширины материала. Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение – 30 — 330 миллиметров. На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
Конструкция рейсмусового станка
Рейсмусовым станком называют специальное устройство, которое относится к категории деревообрабатывающих станков, которые успешно справляются с плоскостным, объемным и профильным фрезерованием прямо- и криволинейных заготовок, выполненных из массивного дерева.
По конструкции различают:
- Односторонние рейсмусовые станки, на которых производится строгание только с верхней стороны;
- Двухсторонние рейсмусовые станки, где строгаются одновременно две противоположные стороны – нижняя и верхняя;
- Специальные рейсмусы – трех-, четырех- и много-ножевые.
Наибольшее распространение получили односторонние рейсмусовые станки, которые являются более простыми по конструкции и соответственно в эксплуатации. Их устройство мы сегодня и будем рассматривать.
Стол рейсмусового станка в отличие от фуговального станка кроется из одной сплошной плиты, что точно выстрогана и отшлифована, а также он не имеет в своей конструкции направляющей линейки. Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим.

Станина для рейсмусового станка чугунная, пустотелая, цельнолитая, на ней крепят все детали и механизмы станка. Опорным столиком может служить металлический уголок размерами 100 на 100 миллиметров и длиной не меньше 1000 миллиметров. Эта длина объясняется мерами безопасности. Опорный столик навешивают на технологические уголки станка, крепят с одной стороны болтами, с другой – струбцинами. По высоте стол можно перемещать по направляющим салазкам с помощью подъемного механизма.
Над столом размещен ножевой вал. Механизм подачи заготовки представлен двумя парами валиков. Первая из них располагается перед ножевым валом, другая — за валом. Нижние валики устанавливают точно под верхними. Вращаются верхние валики от электрического двигателя через зубчатую передачу, поэтому они называются приводными, питающими или подающими. Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Назначение нижних валиков состоит в облегчении подачи на ножи материала, они выступают над поверхностью рабочего стола на 0,2—0,3 миллиметра. Строгаемый материал при более высоком расположении нижних вальцев вибрирует от ударов ножей, тонкий будет прогибаться, и строгание получится неровным. Передний верхний валик принято делать рифленым для лучшего сцепления с нестроганой поверхностью заготовки. Такой валик устанавливается на 2—3 миллиметра ниже поверхности материала, что подается на ножи.
Верхний задний валик необходимо делать гладким, потому что рифление способно портить строганную поверхность дерева. Размещают его ниже на 1 миллиметр режущих кромок ножей. Валики механизма подачи располагаются параллельно, поэтому в рейсмусовый станок одновременно можно подавать исключительно детали одинаковой толщины. Изделия меньшей толщины, даже на 2—3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно.
Для одновременного строгания пиломатериалов, что имеют разную толщину, в схему рейсмусового станка вводят рифленый валец секционный, что позволяет применять всю ширину станка и резко увеличивать его производительность. Состоит секционный валик из 12 рифленых колец, которые насажены на общую ось и соединены с ней пружинами. При прохождении под валиком изделия, толщина которого больше толщины других, что одновременно обрабатываются, секции, что надавливают на него, смещаются кверху и сохраняют сцепление с материалом под действием пружин.
Перед подобным рифленым валиком располагаются подвески, предназначение которых кроется в том, чтобы не допустить обратного вылета детали из станка. Сверху ножевой вал закрыт подъемным массивным колпаком, который служит надежным ограждением и является качественным приспособлением, что направляет стружку в воронку эксгаустера. Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
Сменные ножи вы можете увеличить от двух до четырех. В качестве инструмента кроме фрезы можно применять гладкий барабан, что обтянут шлифовальной шкуркой. Выточить барабан получится из термостойкого пластика, алюминия или твердой древесины. Подходящие размеры: диаметр 80 миллиметров, длина 100 миллиметров. На одном из торцов делают проточку под гайку с шайбой. На боковой поверхности для прикрепления шкурки прорезан продольный паз, что имеет трапециевидную форму, под прижимную планку аналогичной формы. Просверливают в планке три отверстия для винтов с потайными головками.

Подача проводится верхними вальцами — задним гладким и передним рифленым. Два гладких вальца, которые свободно вращаются в подшипниках, способны уменьшать трение при движении по столу материала. Типовая максимальная ширина обрабатываемого изделия 315 — 1250 миллиметров, толщина — 5 — 160 миллиметров, диаметр ножевого вала 100 — 165 миллиметров, имеется на валу 2 — 4 ножа. Мощность электрического мотора достигает 1 — 44 кВт.
Чем быстрее будут вращаться валовые ножи, тем чище и ровнее получается поверхность заготовок после строгания. Выбирать для использования можно аппараты со скоростью вращения 6 — 10 тысяч оборотов в минуту. Вес, устройство рейсмусового станка, а также компактность рейсмуса характеризуют напрямую возможность перемещения оборудования. Компактные станки, что имеют вес 27 — 39 килограммов, являются самым хорошим выбором.
При определенном расстоянии рабочего стола от ножевого вала строгают заготовку в размер, который показан на шкале, укрепленной на станине станка. Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Принцип работы рейсмусового станка
В принцип работы рейсмуса заложена методика плоского строгания доски. Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Можно приобрести односторонний или двусторонний рейсмус. У первых рейсмусовых станках присутствует один ножевой вал, в двусторонних есть ещё и дополнительный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Обычно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В некоторых моделях рейсмусовых станков для удобства производителями увеличена длина стола. Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается с помощью подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок и большой глубине резания ухудшается качество обработанной поверхности. Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Рейсмусовый станок является одним из наиболее высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Изготовление рейсмусового станка
Все хозяева, которые сталкиваются с изготовлением строительной столярки, вагонки и мебели из древесины, пришли к выводу о необходимости иметь в своем пользовании хотя бы самый примитивный рейсмус. Без такой установки крайне сложно получить откалиброванные заготовки по толщине заготовки, кроме того процедура займет кучу времени. Не всем по карману купить оборудование промышленного изготовления, цены рейсмусовых станков «кусаются», поэтому умельцы приходят к решению своими руками изготовить установку.
Перед тем, как приступить к изготовлению рейсмусового станка, стоит изучить процесс использования и хранения рейсмуса. Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Для домашнего создания предлагается следующая конструкция. Рама и рабочий стол станка являются сварными, выполненными из уголка 50 на 50 миллиметров и квадратной трубы 40 на 40 миллиметров, можно использовать и материал больших размеров. Помните, что излишняя массивность только увеличивает устойчивость рейсмусового станка и уменьшает вибрации, возникающие при работе. Для изготовления станка необходимы: токарный и сверлильный станки, болгарка, сварочный аппарат и дрель.
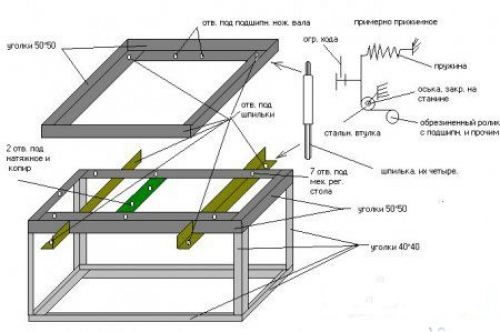
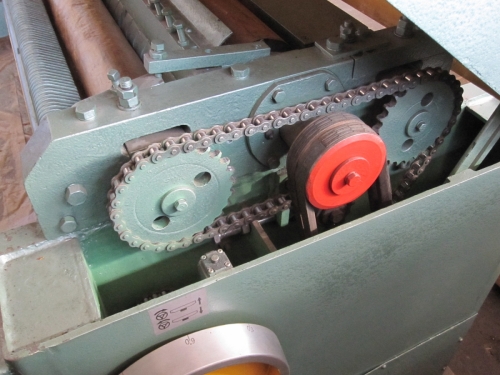
Следующим обязательным элементом конструкции выступает ножевой вал. Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Для подобного размера вала вполне подходит асинхронный мотор, что имеет мощность 4-5 кВт, нет надобности использовать шкивы большего размера, кроме того двигатель подобной мощности вполне запускается от одной фазы известными способами. Прижимные ролики рекомендуется выточить или использовать готовые из выжимки старых советских стиральных машин. Рама роликов – сварная, крепят её с одной стороны на подпружиненных болтах, с другой — для крепления используется кусок рулевой тяги от «Москвича». Опыт показывает, что неплохо два таких крепления применить на один ролик.
Стол согласно чертежу рейсмусового стола устанавливается на регулировочных болтах. Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.

До начала работы необходимо проверить правильность расположения ножей, а также остроту их заточки. Помните, что огражденным должен быть ножевой вал. Не допускается обработка заготовки длиной меньше расстояния между задними и передними валами. Запрещается чистить, ремонтировать и налаживать рейсмусовый станок на ходу.
Подавать заготовки необходимо торец в торец, используя при этом всю ширину стола. Помните, что материал после обработки не должен иметь вырывов, заколов, а также рисок. Ворсистость и мшистость получаются при обработке сырого материала или строгании тупыми ножами, непрострожка наблюдается при неплотном прижатии заготовки валиками к столу, неодинаковой толщине заготовки и неодинаковом выступе лезвий ножей из вала.
Наладка рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Любая неточность наладки спровоцирует дефекты обработки или приведет к уменьшению производительности станка. Чаще всего наблюдаются такие упущения в наладке рейсмусов:
- Перекос на рабочем столе. Строгаемая поверхность не будет получаться параллельной фугованной стороне.
- Рифленый валик располагается очень низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания. Строганные поверхности получаются с поперечными вмятинами.
- Нижние валики подачи размещаются над уровнем стола выше, чем нужно, на 0,1—0,2 миллиметра. Вследствие этого имеет место вибрация обрабатываемого изделия под ударами ножей, а более тонкие детали прогибаются. Строгание выходит непрямолинейным и не таким гладким, концы изделий больше прострагиваются.
- Задняя нажимная колодка на обрабатываемую деталь давит. По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
- Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или неисправностей эксгаустера. По этим причинам на строганной поверхности возникают вмятины, иногда задержка детали.

Поэтому при наладке рейсмусового станка следует помнить, что при значительном заполнении стола, к примеру, при строгании широкого щи¬та или одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, потому что в этих случаях сопротивление резанию сильно увеличивается. При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
К наиболее распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- и криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок и оконных блоков. Если вы планируете заниматься только плоскостным строганием, то вам стоит отдать предпочтение рейсмусу. Вы можете приобрести этот станок в торговой точке или собрать своими руками, используя информацию, представленную на нашем сайте, и нашу пошаговую инструкцию.
 Использую фуганок для выравнивания доски, в конечном итоге, у меня часто получается поверхность шероховатой и появляются сколы. Это занимает много времени в подготовке изделия к отделке.
Использую фуганок для выравнивания доски, в конечном итоге, у меня часто получается поверхность шероховатой и появляются сколы. Это занимает много времени в подготовке изделия к отделке.
Ровняя доску использую фуганок.
Чтение структуры древесины. Глядя на направление волокон, на лицевую сторону и края заготовки определите правильное направление волокон древесины перед фугованием. Фуганки — деревообрабатывающие станки для того, чтобы выровнять край или сгладить лицевую сторону заготовки. Это рассматривалось уже в статьях Выровнять кривую заготовку фуганком. Но не всегда возможно получить хорошую, гладкую поверхность так, как у деревянной заготовки есть участки с сучками и свилеватостью, зачастую проявляющиеся в сколах, после фугования. В некоторых случаях это может быть вызвано тупыми ножами или при работе с очень фигурной структурой лесоматериала, которую трудно совместить с гладкой поверхностью, независимо от того, что вы делаете. Но наиболее часто проблема является результатом ориентации направления волокон в заготовке к фуговальному станку.
Стругаем края заготовки.
Определяем правильное направление волокон в заготовке по отношению к фуговальному станку. Изучите лицевую сторону доски и определите, куда будут направлены волокна при подаче доски: вначале лицевой стороной, затем обратной стороной доски. Подавайте доску к станку в направлении, когда волокна в заготовке расположены от наклона ножей. Это дает возможность ножам при фуговании гладить доску, а не против волокон, которое ведет к шероховатости и сколам на заготовке и по края, сотрите рисунок ниже.
Стругаем две стороны доски.
Фугование любой стороны доски может быть немного более сложной задачей. Это потому, что ориентация волокон в заготовке может показаться направлена в одном направлении на одной из сторон, а реально направлена в обратном направлении, как видно из рисунка выше. Определите вначале V -образное или клиновидное направление волокон на одной из сторон доски, переверните доску обратной стороной вниз и направляйте доску уменьшающимся клином к ножам фуганка.
Фактически, иметь лучшее представление о направлении волокон, можно если посмотреть в торец доски и увидеть, увеличивается или уменьшается клин. Еще один из способов, это использовать свой ручной рубанок и определить направление волокон по принципу: гладит или скалывает и третий способ определить направление волокон уже непосредственно на станке при фуговании, сильные удары ножей фуганка по доске говорят о неверном расположении волокон для фугования.
Изменение Направления волокон.Направление волокон может также измениться в пределах одной доски. Увидев это, замедлите скорость подачи заготовки, таким образом можно избежать грубое фугование. Создав ножам условия меньших «укусов», у Вас есть вероятность окончить фугование с небольшим количеством дефектов на доске. Определение направления волокон является лучшим способом получить лучшие результаты в работе с фуганком. В конечном счете время затраченное на определение направления волокон, спасет Вас от траты времени на шпаклевание и шлифование изделия.



Здравствуйте уважаемые читатели и подписчики блога, на связи с вами Андрей Ноак! Сегодня я – Андрей Ноак готов делиться с вами полезной информацией. Речь пойдет о самодельном рейсмусе. А именно, о том, как сделать рейсмусовый станок своими руками в домашних условиях.
Купить или сделать, что выгоднее?
Мы часто откладываем свои мечты «на потом». Всё больше думаем, как бы побыстрее расправиться с задачами привычным способом по типу – «нажал на кнопку и спина мокрая». (Это я об обычном фуганке).
Слово «самодельный» скептики относят к разряду «непрофессиональный». Отнюдь. 50% мастерских работают на самодельном оборудовании. Главное результат! Верно? А уж, какие станки использует мастер, клиенту без разницы (если вы берёте заказ в работу).
Ну а если вы решили что-то построить или смастерить для себя, то вам сам Бог велел закатать рукава и создать свой собственный станок, дабы «не влететь в копеечку».
Для каких целей нужен рейсмусовый станок?
Главная цель приобретения рейсмуса – это облегчить себе труд и одновременно сэкономить на покупке досок и на услуге по их обработке.
Если вы в строительстве уже долгое время, то знаете, что выгоднее покупать не строганные доски. Это гораздо дешевле. Но такие доски использовать нельзя! Травмоопасно и не эстетично. Что в таком случае делать? Ведь хочется и в убытке не остаться и получить качественный продукт. Разберёмся в истоках, дабы понимать, о чём речь.
Рейсмус предназначен для строгания и выравнивания толщины досок. Он обрабатывает большое количество материала за минимальный срок. А самодельный рейсмусовый станок – это практически мини завод в домашних условиях! Завод калибровки дерева. А какое качество на выходе! Доска к доске! Все одинаковой толщины, ровные, гладкие! Любо дорого смотреть. А работать с такими деревянными досками одно удовольствие!
Дерево любит уход, крепкие руки и качественное оборудование
Вот вам простой пример. Хозяйка на кухне делает нарезку овощей вручную. При этом она тратит уйму времени и сил. Да и овощи получаются не ровные, не такие, как нужны для идеального салата. Так и хочется сказать ей: «Алё, очнись! На дворе 21 век! А комбайны на что изобрели?»
Так вот, я считаю, каждый уважающий себя хозяин – мастер столярного дела обязан иметь в своём арсенале из строгального оборудования – рейсмусовый станок. Это выгодно и функционально. Качество досок получается идеальное!
Сколько времени понадобится для того, чтобы самому сделать рейсмусовый станок?
Сразу стоит отметить, что это задача под силу каждому мастеру, кто как-то связан со строительной деятельностью или столярной профессией. Соорудить его можно буквально за пару часов при наличии всех составляющих частей и нужных деталей. Ну а на более сложную модель, конечно же, придётся потратить времени чуть побольше.
Что необходимо иметь для изготовления самого простого рейсмусового станка? На этот вопрос отвечу чуть позже. А сейчас разберёмся в необходимости данной задачи. Начнём с главного вопроса.
Во сколько вам обойдётся станок в домашних условиях?
Мой давний знакомый на днях сообщил радостную новость. Он приобрел, наконец-таки тот самый рейсмусовый станок по дереву, о котором так давно мечтал. Да, это реально круто! Но ведь он мог потратить деньги на какое-либо дополнительное оборудование, успей он прочесть мои советы.
Если в дух словах, то он купил то, что мог сделать сам в домашних условиях.
Ну, может, получилось бы не один в один. Но, тем не менее, с функциями, которые выполняет его дорогостоящий станок, самодельный рейсмус из строгального станка справится на ура!
Как сделать своими руками то, что обычно покупают за огромные деньги? И во сколько это обойдётся? Цена вопроса минимальна.
Всё, что есть под рукой, можно применить. Зависит от выбранной вами модели. Для более сложных станков с использованием шлифовки, например, список необходимых деталей увеличивается.
А делать его можно из «отходов». Столешницу для своего рейсмуса я вырезал из старой мойки. А ведь её участь была уже решена. Её отправляли на помойку! Я подарил ей новую жизнь!
Далее по такой же схеме собираем весь станок. Что плохо лежит – всё пускаем в дело. В общем, берем строгальный станок, и обеспечиваем его приборами для точного строгания.
Итак, если вы знаете, в чём главное отличие электрофуганка от рейсмусового станка, то явно понимаете, что без такого помощника в строительстве любого объекта или при изготовлении предметов мебели обходиться довольно сложно.
Из строгального станка не выйдут откалиброванные доски. Он просто строгает! А рейсмус выдаст вам доски идеально ровные одинаковой толщины, точно под копирку.
Мы, наконец, подошли к основному вопросу.
Какие инструменты понадобится для того, чтобы сделать самодельный рейсмус?
Для начала пробуем собрать самый простой. Поехали. Мы делаем мини станок из электрорубанка для обработки небольших брусочков и реек с максимальной высотой обработки – 100мм. Максимальная ширина заготовки -110мм.
Итак нам понадобится:
- Электро-лобзик;
- Электро-дрель;
- Измерительный инструмент.
- Электрорубанок;
- Уголки;
- Фанера;
- Саморезы;
- Шпилька или длинный болт.
Ну а теперь перейдём к деталям и у нас получится как бы пошаговая инструкция изготовления.
Процесс подготовки к работе
Чтобы регулировать толщину заготовки, фуганок должен опускаться и подниматься (фиксироваться). Следовательно, наша основная задача подвесить электрорубанок над столешницей.
Можно, конечно, сделать всё на глазок, но лучше заранее продумать все детали. Делать чертежи мини станка не обязательно самому, можно поискать в интернете. Но я все таки рекомендую расчертить изделия своими ручками и уже на основе чертежа что то делать. Так вы сможете продумать каждую деталь лучше, да и можно будет использовать в его строительстве все что плохо лежит :-)!
Этапы работы
- Снимаем заднюю плиту с электрорубанка и устанавливаем основу, на которой будут находиться крепёжные планки;
- Нарежем из фанеры детали: 4 штуки направляющие для подъема и опускания электрорубанка, боковые щёчки, 2 крышки для регулировки;
- Делаем корпус (основание) и крепим к нему 4 направляющие;
- Заранее в нижней крышке делаем отверстие и крепим гайку с резьбой М10;
- Вставляем в него каретку и сверху накрываем верхней крышкой (в крышке вставлен подшипник: 30 x 10 x 10);
- Вставляем винт М10 (шаг резьбы 1.5 мм)
Запуск станка
- Ставим станок на верстак (стол);
- С помощью линейки или любого другого измерительного прибора выставляем высоту электрорубанка и фиксируем его;
- Подключаем к сети электрорубанок. Чтобы запустить его на постоянную работу нажимаем кнопку пуска и фиксируем боковой кнопкой;
- Приступаем к работе. Пропускаем несколько заготовок.
Если осталась неровность на досках, надо уменьшить толщину заготовок.
- Опускаем электрорубанок вниз на нужную толщину и пропускаем ещё раз. И так продолжаем добиваться нужного размера.
Калибровка считается выполненной, если на выходе доски получились одинаковой толщины
Заключение
Вот, пожалуй, и всё по этой теме. Надеюсь мои советы пригодились уже многим. Я рад приносить пользу, и благодарю вас, уважаемые читатели, за отзывы, которые вы ежедневно оставляете мне.
Статья была полезна? Оставьте комментарий. Возможно, в обсуждениях кто-то поделиться и своим опытом.
Будьте в курсе моих новостей и не забывайте подписаться на обновления. Желаю всем удачных свершений, новых открытий и изобретений. С вами был Андрей Ноак.


Отправить ответ