
Станок с абразивным кругом
Содержание:
- 1 Применение шлифовальных станков
- 2 Классификация шлифовального оборудования
- 3 Делаем простейший шлифовальный станок своими руками
- 4 Ленты для ленточно-шлифовальных станков
- 5 Шлифовальные круги — назначение
- 6 Как пользоваться шлифовальным кругом для болгарки?
- 7 Как установить шлифовальный круг на болгарку?
- 8 Установка шлифовального круга на станок — особенности

У многих есть дома наждак — электрический станок, оборудованный шлифовальными кругами. Чаще всего на наждаке что-либо затачивают или шлифуют. Шлифовальных абразивных кругов в продаже очень много, помимо них в быту удобно использовать алмазные заточные круги. Однако для первоначальной обработки, для грубой обработки металла лучше все-таки использовать абразивные круги. Разберем классификация кругов для наждака, какие они бывают и где применяются.

Белые круги — они из электрокорунда 25А
Самые популярные круги, поскольку предназначены для обработки нетвердых металлов, для дома самое то. Поточить ножи, топоры, ножницы, обработать обыкновенную сталь(уголки и прочее) — такой круг подойдет просто отлично. Огромный выбор размеров и посадочных отверстий:

Маркировка электрокорунда 25А, чаще всего имеет белый цвет. Иногда производители добавляют красящий элемент, в результате чего круг может быть синего или оранжевого цвета. При точении обычного металла на таком круге получается очень качественная заточка, поскольку состав круга сам по себе мягкий, температура при трении небольшая, поэтому на металле не появляется синей окалины, а раз ее нет — то металл отлично сохраняет свои свойства.
Это прежде всего относится к ножам и других режущих предметам, поскольку это очень важно, чтобы при заточке не перекалить металл. Так что шлифовальный круг из электрокорунда — отличный выбор для дома.
Размеры кругов бывают разные, для различных станков. Посадка чаще всего 32 мм — если покупаете круг для домашнего наждака. Самые обычные размеры круга 125, 150, 175 и 200 мм в диаметре, посадка 32 мм и толщина 10, 16, 20, 25 мм. Как вы знаете, наждаки для дома бывают разных размеров, поэтому и круги выпускают нескольких размеров.
Зеленые круги — из карбида кремния 64С
Круги зеленого цвета, предназначены для обработки инструментальной стали и твердых сплавов(например напайки на бурах для перфоратора). 
Материал более стойкий к истиранию, высокая температура при точении, поэтому если вы решите поточить таким кругом кухонный нож, то наверняка испортите нож, поскольку окалина на лезвии появится мгновенно.
Поэтому такой круг применяется только для точении инструмента из инструментальной стали(Р6М6, Р18, сталь с добавлением кобальта, также твердые сплавы ВК8, Т5К10, Т15К6). Конечно, точить твердый сплав также не очень удобно, нужно использовать самое мелкое зерно круга, но лучше всего конечно же точить твердый сплав алмазными заточными кругами.
Маркировка круга 64С, размеры такие же, как у электрокорунда.
Стоит заметить, что помимо небольших кругов для использования в быту выпускают шлифовальные круги большого диаметра, их ставят на большие станки. Посадка у таких кругов 76 мм, 127 мм и 203 мм.
Диаметры 250, 300, 350 и 400 мм. Электрокорунд и карбид кремния.
Это большие, тяжелые и дорогие круги для производства. Например, вот тут я держу круг 64с 400*40*127 25СМ — фото:

Какая бывает «зернистость»?
Многие, кто покупают шлифовальные круги на наждак, даже не знают, как маркируется зернистость. Думаю, этот момент также нужно осветить подробнее.
Итак, зерно шлифовального круга бывает 8, 12, 16, 25, 40-Н.
8 — самое мелкое, 40 — самое крупное.
Помимо цифр также можно увидеть буквы СМ — означает средне-мягкий круг, самый распространенный, поскольку не очень дорогой и терпит довольно неплохо. Чуть реже в продаже можно найти зерно СТ — средне-твердый, его стоимость заметно выше, однако и стойкость к истиранию гораздо выше.
Для точной заточки конечно лучше брать мелкое зерно, 12 или 16. Часто у нас покупают круги для заточки коньков, это 150*8*32 12 СМ — круг диаметром 150 мм, толщина всего 8 мм, посадка 32 мм, зерно мелкое, позволяет заточить просто идеально.
Например, для установки наждачного круга на станок 150 мм лучше всего покупать такой 150*20*32 25 СМ — стандартный круг для наждака диаметром 150 мм, посадка 32 мм, ширина круга 20 мм. Зерно 25 — среднее, подойдет для заточки как мелкого инструмента(ножи, ножницы), так и крупного — топоры. СМ — стандартный средне-мягкий круг для использования в быту также подойдет. Стоит такой круг примерно 120 рублей.
Из производителей порекомендую шлифовальные круги производства города Волжск — отличное качество(круги не разваливаются и довольно долго терпят), невысокая цена, доставка транспортными компаниями по всей России.
Шлифовальный станок – это устройство, используемое для обработки заготовок из различных материалов абразивным инструментом и способное обеспечить шероховатость поверхности от 0,02 до 1,25 микрон. Шлифовальные станки, которые могут иметь различное конструктивное исполнение, позволяют эффективно решать задачи, связанные с обработкой поверхностей деталей, изготовленных из разных материалов.

Одна из многочисленных разновидностей шлифовальных станков
Применение шлифовальных станков
С помощью станка для шлифования можно осуществлять ряд технологических операций:
- шлифовку внутренних, а также наружных поверхностей деталей, имеющих различную форму и назначение;
- заточку инструментов различного назначения;
- обдирку, шлифование, а также отрезку отливок из металла, изделий со сложным профилем;
- обработку зубчатых деталей, а также деталей с резьбой;
- формирование на стальных прутках канавки шпоночного и спиралевидного типа.
Шлифовальный станок практически незаменим при работе с деталями, изготовленными из керамических и магнитных материалов и отличающимися сложностью обработки и высокой хрупкостью. Кроме того, шлифовальные станки способны выполнять технологические операции шлифовки и обдирки на высокоскоростных режимах, что делает такое оборудование эффективным и производительным. На этих станках можно в процессе обработки удалять с поверхности заготовки большое количество металла за короткий промежуток времени.
На видео ниже работа круглошлифовального станка с ЧПУ:
Все шлифовальные станки работают по одному принципу: обработка металла осуществляется за счет одновременного вращения абразивного круга и перемещения или вращения обрабатываемой детали. Рабочей поверхностью является периферия или торец абразивного круга, а заготовка движется по отношению к ней по прямолинейной или дуговой траектории. Любой шлифовальный станок содержит в своей конструкции несколько кинематических цепей, которые обеспечивают:
- передвижение рабочего стола в продольном и поперечном направлении, что возможно благодаря гидравлическому приводу;
- вращение рабочего инструмента – шлифовального круга, осуществляемое за счет индивидуального привода рабочего инструмента;
- подачу заготовки или инструмента в поперечном направлении за счет гидравлического или электромеханического привода;
- правку круга, которую можно выполнять вручную за счет использования электромеханической либо гидравлической системы;
- вращение заготовки или рабочего стола;
- подачу рабочего инструмента на глубину, что может выполняться за счет гидравлического или механического привода.
Классификация шлифовального оборудования
В зависимости от области применения станки для шлифования подразделяются на целый ряд типов.
Это оборудование предназначено для шлифовки цилиндрических (Ø 25–600 мм) и конических заготовок. Такие станки имеют в своей конструкции шпиндель, вращающийся в горизонтальной плоскости, который может передвигаться на специальных салазках. Деталь, требующая обработки, может зажиматься в патроне или между центрами задней и передней бабки.

Такие станки применяются для шлифования наружных и торцевых поверхностей цилиндрических заготовок (Ø 25–300 мм), а также деталей конической формы. Для выполнения обработки заготовки могут фиксироваться в центрах или в патроне.

Универсальный круглошлифовальный станок
Шлифовальные станки этого типа используются для обработки цилиндрических (Ø 150–400 мм), конических и профильных заготовок, которые фиксируются в центрах оборудования. Обработка осуществляется за счет поперечного движения (врезания) абразивного круга.

Круглошлифовальный врезной станок
Обработка на таком оборудовании может выполняться по двум схемам: на проход (цилиндрические поверхности (Ø 25–300 мм)) и методом врезания (цилиндрические, конические и профильные поверхности). Отличительной особенностью шлифовальных станков данного типа является то, что в их конструкции не предусмотрены центры для фиксации заготовок.

Бесцентровый круглошлифовальный станок
Сюда относятся станки для шлифования прокатных вальцов цилиндрической, конической и профильной конфигурации. Фиксация заготовок на станках этого типа осуществляется при помощи центров оборудования.

Для шлифования шеек коленчатых валов
На таких станках, работающих по методу врезания, выполняют одновременную или последовательную шлифовку шатунных шеек коленчатых валов.
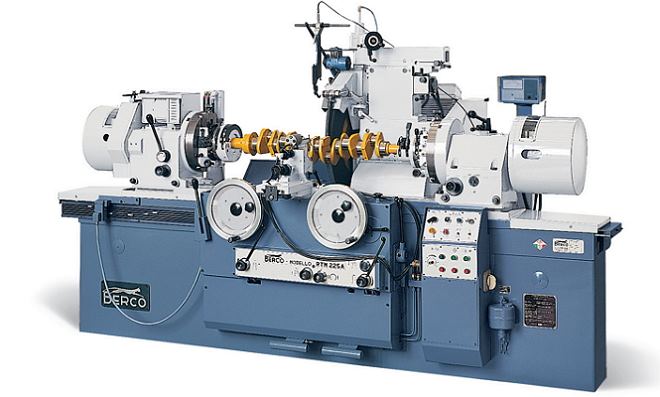
Станок для шлифования шеек коленчатых валов
Эти устройства позволяют обрабатывать цилиндрические и конические отверстия в широком интервале размеров (диаметром 1–10 см на настольном шлифовальном станке и до 100 см – на производственном).

Обработка на таком оборудовании выполняется торцом или периферией абразивного круга. Шлифовальные станки этого типа могут оснащаться дополнительными устройствами, что дает возможность выполнять на них обработку заготовок из металла сложной конфигурации. В зависимости от расположения шпинделя плоскошлифовальные станки могут быть горизонтальными и вертикальными. В конструкции таких устройств также может быть предусмотрена одна или две колонны.

На этом оборудовании можно одновременно выполнять обработку двух плоских поверхностей, что значительно увеличивает его производительность. Такие шлифовальные станки, на которых обрабатываемые детали фиксируются на специальном подающем устройстве, могут быть вертикального или горизонтального типа.

Двухсторонний плоскошлифовальный станок
Максимальная длина направляющих, которые можно обрабатывать при помощи этих шлифовальных станков, составляет 1000–5000 мм. Направляющими таких типов оснащены станины, рабочие столы, салазки и другие узлы оборудования различного назначения.
Такие шлифовальные станки служат для заточки различного инструмента с максимальным диаметром 100–300 мм (метчики, развертки, зенкеры, фрезы и др.). Технические возможности оборудования этого типа позволяют оснащать его дополнительными приспособлениями для обработки цилиндрических заготовок, а также для внутреннего и торцевого шлифования.

Универсальный заточной станок
Это шлифовальное оборудование применяют для обдирки и зачистки поверхности заготовок методом шлифования. На таких станках используются абразивные круги диаметром 100–800 мм.

Это шлифовальное оборудование применяется для выполнения притирки заготовок с плоскими и цилиндрическими поверхностями. Диаметр абразивных дисков, которые устанавливаются на таких станках, составляет 200–800 мм.

На этом оборудовании выполняют притирку калибровочного и измерительного инструмента, изготовленного из металла. Максимальный диаметр калибров и инструментов, которые можно обрабатывать на станках этого типа, – 50–200 мм.
С помощью такого оборудования выполняют притирку отверстий, максимальный диаметр которых составляет 100–300 мм.

Это станки, предназначенные для выполнения отделочных (притирочных) операций. На таких устройствах обрабатывают различные изделия из металла: коленчатые валы с максимальным диаметром 100–200 мм, шпиндели оборудования, поршни и др.
Такие станки служат для выполнения полировки деталей из металла. На этом универсальном оборудовании можно выполнять полировку плоских, цилиндрических, конических, внутренних поверхностей, а также заготовок сложной конфигурации. В качестве рабочего инструмента на этих станках может быть использован бесконечный ремень шириной 100–200 мм или мягкий полировальный круг диаметром 100–200 мм.

Существуют также хонинговальные станки, которые используются для выполнения тонкого шлифования (0,04–0,08 мм на диаметр).

Делаем простейший шлифовальный станок своими руками
Учитывая тот факт, что серийное шлифовальное оборудование стоит недешево, есть смысл задуматься над тем, чтобы изготовить такой станок своими руками. Даже простейший самодельный станок, сделать который совсем несложно, позволит вам с высокой эффективностью и качеством выполнять шлифовку заготовок различной конфигурации.
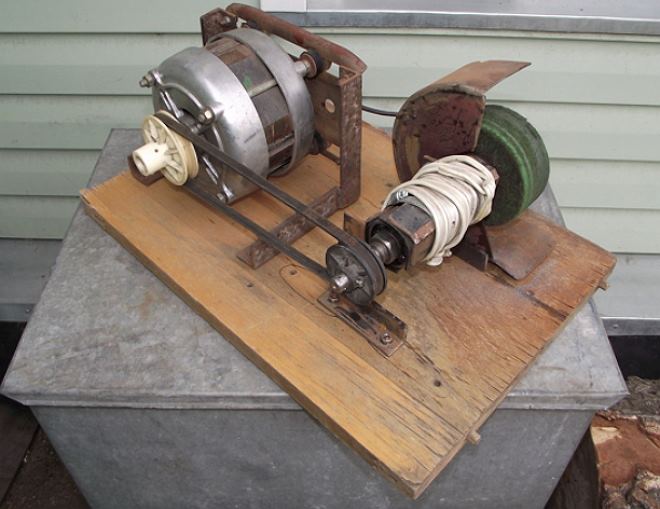
Несущим элементом самодельного станка для выполнения шлифовальных работ является станина, на которой закрепляются два барабана и электрический двигатель. Для изготовления станины можно использовать толстый стальной лист, из которого вырезается площадка требуемого размера.
С двигателем все намного проще: его можно снять со старой стиральной машины, которая уже отслужила свой срок. Барабаны можно сделать наборными, для этого удобно использовать плиту ДСП, из которой вырезаются диски требуемого диаметра.

Простой самодельный станок из подручных средств
В качестве примера разберем последовательность действий по изготовлению самодельного шлифовального станка, станина которого имеет размеры 50х18 см. В первую очередь, из стального листа вырезают саму станину, а также рабочий стол, на котором будет закреплен электродвигатель. Размеры такого стола будут составлять примерно 18х16 см.
Важно, чтобы торцы станины и рабочего стола, которые будут соединяться, были обрезаны максимально ровно. Толстый лист металла, из которого вы будете изготавливать станину и рабочий стол, сложно разрезать вручную, поэтому лучше выполнить такую процедуру на фрезерном станке. В станине и рабочем столе необходимо просверлить по три отверстия и надежно соединить их при помощи болтов. Только после этого устанавливается двигатель и надежно соединяется с поверхностью рабочего стола таким образом, чтобы основание двигателя плотно прилегало к поверхности площадки.
Еще один самодельный станок, собранный «на коленке»
Выбирая электродвигатель для своего самодельного шлифовального оборудования, важно обращать внимание на мощность: она должна быть не ниже 2,5 кВт, а частота вращения – около 1500 об/мин. Если использовать привод с более скромными характеристиками, то станок будет обладать невысокой эффективностью. Можно избежать необходимости использования редуктора, если грамотно подобрать диаметры ведущего и натяжного барабана.
Выбирать диаметры барабанов следует в зависимости от того, с какой скоростью будет перемещаться абразивная лента. Так, если скорость движения ленты должна быть приблизительно 20 м/сек, то необходимо изготовить барабаны диаметром 20 см. Для установки натяжного барабана используется неподвижная ось, а ведущий фиксируется непосредственно на валу электродвигателя. Чтобы сделать вращение натяжного барабана более легким, используется подшипниковый узел. Площадку, на которой устанавливается натяжной барабан, лучше всего сделать с некоторым скосом, это обеспечит плавный контакт абразивной ленты с обрабатываемой заготовкой.

Вариант самоделки немного сложнее
Не составит особой сложности изготовить и барабаны для самодельного шлифовального станка. Для этого необходимо нарезать из ДСП квадратные заготовки размером 20 на 20 см, в центре каждой из которых просверливается отверстие. Затем эти заготовки собираются в пакет толщиной 24 см, который протачивается для формирования цилиндрического барабана диаметром 20 см.
Чтобы абразивная лента не проскальзывала на барабанах, на их поверхность можно натянуть широкие резиновые кольца, которые обычно нарезают из камеры велосипеда или мопеда. Ширина абразивной ленты, которую можно изготовить самостоятельно, должна составлять порядка 20 см.
Ленты для ленточно-шлифовальных станков
Как на производстве, так и в домашних условиях часто используются шлифовальные станки, рабочим инструментом в которых является матерчатая лента со слоем абразивного порошка. Основой таких лент является плотная материя (бязь, саржа) или специальная бумага, а абразивный слой на них фиксируется при помощи клеевого состава.
Эффективность использования такой ленты зависит от ряда параметров: плотности нанесения абразивного порошка и состава его зерен. Большей эффективностью отличаются ленты, порошок на которых занимает не более 70% их площади. Объясняется это тем, что обрабатываемый материал не забивается между абразивными зернами такой ленты. В качестве абразивного порошка, наносимого на рабочую поверхность ленты, могут использоваться как природные, так и искусственные материалы, но все они должны обладать высокой твердостью.
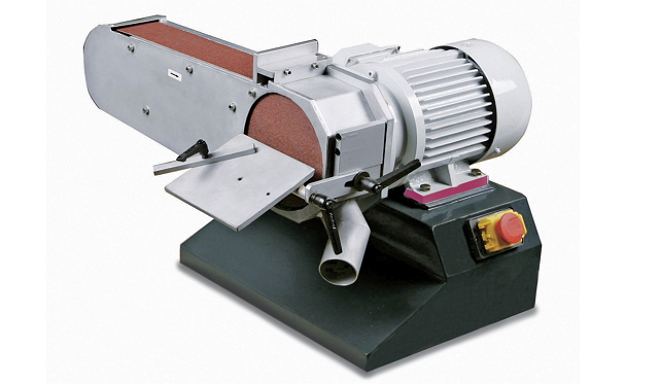
Одна из разновидностей ленточно-шлифовального станка
Классифицируются ленты, устанавливаемые на шлифовальный станок, по номеру, обозначающему величину абразивных зерен, выраженную в сотых долях миллиметра. Надежность и эффективность такой ленты зависит также и от типа клея, который используется для фиксации абразивных зерен. На сегодняшний день используется два типа такого клея: мездровый и из синтетической смолы.
Как правило, ленточные шлифовальные станки применяются на деревообрабатывающих предприятиях. Лента на таких станках может также крепиться и на бобины, что позволяет отнести их к категории круглошлифовального оборудования. Но в большинстве случаев эти станки делают универсальными, выполнять на них обработку деревянных деталей можно как при помощи ленты, так и с использованием шлифовальных кругов.

Применение шлифовальных кругов — процесс, требующий учета массы тонкостей. Выбор также может представлять затруднения, так как количество видов изделия весьма значительно, а производство шлифовальных кругов отличается обширной географией.
Шлифовальные круги — назначение
Ответ на вопрос «Для чего нужен шлифовальный круг?» предполагает большое количество вариантов. Основными операциями, для которых предусматривается использование шлифовальных кругов, являются:
- шлифование;
- зачистка поверхности;
- отрезание;
- обдирание.
В ходе эксплуатация шлифовальных кругов могут выполняться и другие задачи, связанные с очисткой и шлифованием поверхности. В большинстве случаев использование этого инструмента необходимо не только с эстетической точки зрения, но и предписывается технологическим процессом для придания поверхности необходимых свойств.
Как пользоваться шлифовальным кругом для болгарки?
Шлифкруги могут применяться на двух инструментах:
Крепление шлифовального круга на последней осуществляется на шпинделе. Основным преимуществом при этом является легкая смена дисков, которые можно выбирать и устанавливать под разные задачи.
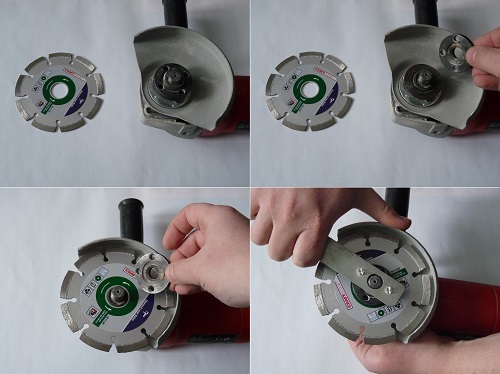
Как установить шлифовальный круг на болгарку?
Перед кругом размещается прокладка, такая же используется с другой стороны. Это позволяет увеличить срок службы инструмента. Особенно внимательно стоит отнестись к тому, как крепить шлифовальный круг, поскольку от правильности крепления зависит срок его службы.
При установке шлифовального круга на болгарку важно, чтобы крепления были затянуты достаточно сильно, иначе круг быстро соскочит в процессе использования. Другая крайность также недопустима — круг должен свободно вращаться. Если крепления перетянуты и из-за этого наблюдается тугой ход, шлифкруг очень быстро треснет и придет в негодность.
Установка шлифовального круга на станок — особенности
В зависимости от конкретной модели станка установка шлифовального круга может выполняться несколькими способами. Чаще всего применяются следующие из них:
Крепление наждачки на шлифовальный круг
Для того, чтобы обеспечить чистовое шлифование поверхности на круги нередко закрепляют наждачную бумагу. Надежность в этом случае обеспечивает так называемое двойное крепление — клей наносится на поверхность круга, а наждачная бумага выбирается специальная — с клеевым слоем с обратной стороны.
Диаметр шлифовального круга — как выбрать нужный?
При выборе размера шлифовального круга необходимо учитывать два параметра, в частности:
- Внешний диаметр круга, измеряемый от одного его края до другого. По данному размеру круг выбирают исходя из поставленных задач, то есть размера обрабатываемого изделия. Целесообразно всегда выбирать максимальный из возможных вариантов, поскольку окружная скорость шлифовального круга в этом случае будет выше, а значит и производительность также возрастет.
- Внутренний диаметр шлифовальных кругов, то есть размер посадочного отверстия, на котором круг крепится на шпиндель. Посадочный диаметр шлифовальных кругов должен обязательно совпадать с заявленным производителем конкретной болгарки или станка. Если он меньше, потребуется расточка, если больше, шпиндель обматывают специальной лентой до совпадения параметров. Однако, любое из этих действий отрицательно влияет на качество крепления.
При выборе шлифовального круга для шлифовальных станков диаметры играют особую роль при внутреннем шлифовании. В этом случае размер круга обычно составляет от 0,7 до 0,9 от размера отверстия. Превышать эти параметры не стоит, поскольку процедура шлифования будет неудобной, а при меньшем диаметре круга скорость её выполнения сильно упадет.
На сколько хватает шлифовального круга?
При интенсивном использовании, которое по сути сопровождает выполнение любой операции, износ шлифовального круга неизбежен. В ходе эксплуатации зерна по внешнему диаметру круга стачиваются, поэтому он частично утрачивает свои абразивные и режущие свойства. В связи с этим говорят о такой характеристике, как расход шлифовальных кругов.
Норма расхода шлифовальных кругов для выполнения конкретной задачи, как правило, определяется опытным путем, так как зависит от нескольких параметров:
- Материала. Чем тверже материал, тем быстрее диск изнашивается. В частности, расход шлифовальных кругов на 1м2 по дереву будет несколько ниже, чем при работе с камнем или металлом;
- Наличия или отсутствия функции самозатачивания. Изнашиваясь до определенного предела, зерна с кромки выпадают, поэтому круг становится острее. У некачественных изделий зерна часто выпадают бесконтрольно и до полного износа. В этом случае говорят, что круг «сыпется».
Скорость шлифовального круга — критерии выбора
Одна из ведущих характеристик, на основе которой осуществляется выбор конкретной модели круга, — скорость вращения шлифовального круга. Значение скорости в обязательном порядке указываются при маркировке изделия. При этом важно учитывать, что согласно существующим стандартам выделяют 2 вида шлифования:
- скорость до 50 м/сек — стандартный вариант;
- скорость свыше 50 м/сек — скоростной вариант.
Скорость шлифования обычно определяется исходя из двух параметров:
- возможностей инструмента, предельная скорость вращения для которого всегда указывается в технической документации;
- характера выполняемой операции.
Для круга же скорость определяют, прежде всего, исходя из материала его изготовления, а также прочности. Превышение указанных на маркировке значений не допускается, так как в этом случае сильно возрастает опасность того, что круг треснет и расколется от чрезмерных нагрузок в процессе применения.
При обозначении скорости традиционно указывается не частота вращений, но так называемая окружная скорость. Фактором, определяющим её значение, помимо вращения, является также диаметр круга. По мере стачивания круга его диаметр уменьшается, а значит эффективность работы может падать. В этом случае допускается увеличение частоты вращения пропорционально стачиванию. Однако итоговое значение всё равно не должно превышать указанную на этикетке предельную окружную скорость.
Надежные производители шлифовальных кругов
Среди ведущих изготовителей кругов выделяются как зарубежные, так и отечественные производители. Пальму первенства по качеству и разнообразию традиционно удерживают итальянские компании, в частности Bavelloni, Botero и ADI. Помимо вышеперечисленных достоинств, круги их производства отличаются функциональностью, так как в ассортименте можно найти изделие фактически для любой задачи.
Существенным недостатком «итальянцев» при всех вышеперечисленных плюсах является довольно высокая цена. Китайские производители — Zauber и Huater — позволяют существенно сэкономить на приобретении, при этому также отличаясь достойным качеством.
Среди производителей шлифовальных кругов в России, заслуживающих особого внимания, стоит назвать Лужский и Ивановский заводы (ЛАЗ и ИСМА). Их изделия пользуются устойчивым спросом на рынке.
Испытание шлифовальных и отрезных кругов — особенности процедуры

Так как в процессе использования круги подвергаются весьма интенсивным нагрузкам, а также представляют существенную опасность в случае разрыва, испытание шлифовальных кругов является обязательным заключительным этапом их изготовления. Данную процедуру выполняют в два этапа:
- Испытание шлифовальных кругов на механическую прочность, которое предполагает простукивание их по торцу специальным деревянным молотком. В случае наличия каких-либо микроповреждений, о чем говорит дребезжащий звук, изделие выбраковывается и в продажу не поступает;
- Испытание на специальном испытательном станке с полностью закрытым (из соображений безопасности) корпусом. Здесь круг проверяется на скорости, несколько превышающей предельно допустимые значения. Время испытания определяется исходя из материала изготовления круга и строго регламентируется существующими стандартами.
По завершении испытаний на круг наносится маркировка, содержащая дату проведения и условный знак лица, производящего оценку.
Очистка шлифовального круга
На срок эксплуатации круга оказывают влияние два процесса:
- износ, предполагающий повреждение режущей кромки вследствие стачивания об обрабатываемый материал;
- засаливание, когда снимаемые в результате шлифовки частицы материала забивают поры круга, приводя к ухудшению его абразивных свойств.
Вопрос «Как очистить шлифовальный круг?» в этом смысле особенно актуален, поскольку грамотная очистка круга позволяет существенно продлить время его службы. Основной способ очистки засаленного круга — использование диска с алмазными вкраплениями. Для этого его прикладывают с торца или с боков. В последнем случае движения необходимо выполнять от центра. Данный способ требует осторожности — поверхность шлифовального круга таким образом легко повредить.
Другой вариант, который обеспечивает более щадящую очистку — использование специального бруска. Диск при этом вращается с небольшой скоростью, а движения осуществляются от центра к краю. Таким же способом стоит почистить и край диска — достаточно поднести к нему брусок на несколько секунд.
Как очистить шлифовальный круг от смолы?
При шлифовке деревянных изделий распространенной проблемой является выделение смолы, которая также забивает поры круга. Таким образом абразивный слой шлифкруга очень быстро приходит в негодность: на нем появляется тёмный налет и дальнейшее использование становится невозможным.
Как очистить лепестковый шлифовальный круг от смолы? Для этих целей используют алмазный карандаш. Для эффективной очистки достаточно всего нескольких движений в рабочем режиме.


Отправить ответ