
Строение токарного станка по металлу
Содержание:
Создание множества разнообразных моделей станков, которые конструктивно отличаются друг от друга, дало возможность осуществить автоматизацию обрабатывания металлических изделий. Токарный станок по металлу считается наиболее популярным на данный момент устройством станочного типа. Возможно приобрести настольные станки. Они не так функциональны, как стандартные, однако с успехом используются домашними умельцами и частными мастерами. Различные их модели располагают отличающимися характеристиками.

Принцип работы
Токарное обрабатывание металлических деталей считается наиболее распространенной операцией, осуществляемой на производстве. Соответственно со статистическими данными, больше 60% всех металлических изделий обрабатывается с помощью данной технологической операции. Сегодня обычные устройства используются редко, их практически повсеместно заменили на агрегаты с ЧПУ, дающие возможность выполнять высокоточную обработку.
Ключевые технические характеристики токарного станка следующие:
- наибольший допустимый радиус обтачиваемого изделия;
- наибольшая дистанция промеж центров станочного устройства;
- наибольший диаметр детали, фиксируемой над суппортным элементом для обрабатывания.
В пиноль задней бабки устанавливаются необходимые приспособления (развертки, сверлильные инструменты). Задняя бабка двигается по направляющим станины, останавливается в требуемом месте. Суппортный элемент располагается промеж задней и передней бабки. При обрабатывании каретка станет передвигаться по направляющим, перемещать резец продольно заготовке. Держатель резца выбирается при учете уровня нагрузки на режущий инструмент, материала изделия. Для несложной обработки обычно берутся одиночные держатели резца. На выпускаемых сегодня станочных агрегатах установлены резцовые головки. Это высокопрочные элементы, на которых возможно зафиксировать четыре режущих инструмента одновременно.
Устройство токарного станка по металлу таково, что он функционирует благодаря электрическому мотору, который оснащен ременным приводом из материала высокой плотности. Ремень объединяет движок и ступенчатый шкив. Натяжение ремня должно быть достаточным для производительной работы.
Типы станков
- Токарно-винторезные. Предоставляют возможность точить конусы, создавать разные типы нарезок. Считаются самыми универсальными устройствами. Почти не используются на крупносерийном производстве.
- Токарно-карусельные. Предназначаются для обрабатывания крупногабаритных изделий. Позволяют точить и растачивать цилиндры, конусы, выполнять подрезку торцов и прорезку углублений.
- Лоботокарные. Предназначаются для обрабатывания цилиндров, конусов, фасонов, чугунных/стальных дисков.
- Токарно-револьверные. Используются для обработки изделий, выполненных из калиброванного прутка. На таком оборудовании возможно точить, растачивать, сверлить, зенкеровать, развертывать детали. Кроме того, можно создавать нарезки посредством метчиков.
- Автоматы продольного точения. Применяются для производства мелкосерийных изделий из прутка, фасонного профиля. Позволяют точить медные, стальные заготовки. Конструкция токарного станка подобного типа такова, что он управляется посредством кулачковой системы и распределительных валов, установленных в станине.
- Многошпиндельные. Предназначаются для обрабатывания изделий из прутка, имеющего сечение в форме круга/шестигранника/квадрата. Дают возможность точить, подрезать, сверлить, растачивать, зенкеровать заготовки.
- Токарно-фрезерные. Особенность устройств такова, что они предоставляют возможность как точить, так и фрезеровать заготовки. Рабочее приспособление заменяется автоматически.

Конструктивные элементы
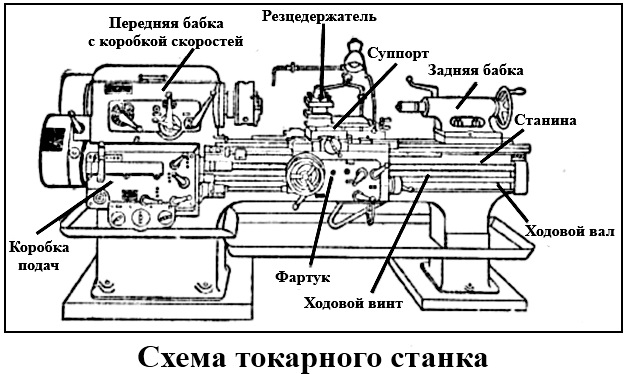
Схема токарных станков разных моделей приблизительно одинакова.
Станина
Главным узлом станочного устройства считается станина, которая состоит из пары ребер, расположенных вертикально. Промеж них поперечно располагается несколько перекладин, которые делают статор неподвижным.
Основание размещено на ножках. Число ножек зависит от величины станины. Конструктивно они устроены так, что в них возможно помещать весь нужный инструмент.

Поперечные станинные рейки, расположенные наверху, являются направляющими для перемещения по ним суппортного элемента, задней бабки. Сегодня нашли применение направляющие двух типов:
- призматические (для передвижения суппортного элемента);
- плоские (для перемещения задней бабки).
Передняя бабка
Узлы, располагающиеся в передней бабке, поддерживают и вращают обрабатываемое изделие. Тут же размещаются элементы, которые регулируют быстроту кручения заготовки. К ним причисляются:
- шпиндель;
- два подшипника;
- шкив;
- коробка скоростей.
Главным узлом передней бабки считается шпиндель. Справа от него имеется нарезка. К ней прикрепляются патроны, которые удерживают изделие. Шпиндель монтируется на пару подшипников. Точность токарной обработки зависит от его состояния.

В передней бабке есть гитара сменных шестеренок, предназначающаяся для передачи кручения и вращающего момента с выходного вала коробки скоростей на вал коробки подач. Настройка суппортной подачи выполняется посредством подбора и перестановки разных колес с зубцами.
Задняя бабка
Этот элемент входит в основные узлы токарного станка. Он заключает в себе основание и держатель шпинделя.
Подвижный держатель перемещается по основанию под углом в 90 градусов к станочной оси, проходящей горизонтально. Благодаря этому возможно точить конусы. Через стенку бабки проходит вал, поворачиваемый рычагом, расположенным сзади станочного агрегата. Фиксация бабки на станине выполняется обыкновенными болтами.

Суппорт
Верх суппорта служит для фиксации режущих приспособлений, используемых при обрабатывании изделий. Так как суппортный элемент подвижен, резец передвигается туда, куда нужно рабочему.
При обрабатывании изделий большой длины суппортный ход по горизонтали станочного агрегата должен совпадать с длиной изделия. Продольно суппорт перемещается по салазкам, а поперечно – по вертикальным направляющим.
Эти направляющие необходимы для поворота суппорта. Они позволяют задавать угол размещения изделия относительно станочного фартука.

Коробка подач
От данного агрегата зависит, в какую сторону будет двигаться суппорт. Трензель, задающий направление, располагается в передней бабке. Управляется он при помощи внешних рукоятей. Кроме направления, возможно менять амплитуду перемещения. Для этого используются сменные шестеренки.

Шпиндель
Шпиндельный корпус должен не прогибаться под действием:
- массивных заготовок;
- максимально натянутого ремня;
- давления режущего инструмента.
Особенные требования выдвигаются к шейкам, устанавливаемым в подшипники. Их нужно шлифовать правильно и чисто.
Шпиндель является устойчивым благодаря подшипникам, узлу регулирования натяжения. К правому подшипнику шпиндельный узел прикрепляется при помощи втулки из бронзы. Ее наружная расточка такая же, как у гнезда передней бабки. На втулке есть сквозное отверстие и несколько надрезанных участков. Закрепляется она посредством гаек, которые накручены на ее концы с резьбой.

Гитара
Соответственно с описанием токарного станка, данный узел служит для регулировки суппортной подачи, является набором сменных шестеренок. Гитара оснащена реверсом. В выпускаемых сегодня устройствах она не применяется.

Фартук
Фартук приводит в движение станки, которые соединяют суппорт с зубчатой рейкой и винтом хода. Управляющие рукояти размещены на корпусе, что облегчает регулирование суппортного хода.

Электрическое оснащение
Соответственно с устройством токарного станка, он функционирует благодаря электроприводу. Моторы, которыми оборудуются подобные агрегаты, бывают асинхронными либо функционирующими от постоянного электрического тока. Движки способны выдавать как одну, так и несколько скоростей вращения.

Большая часть станочных агрегатов оснащается моторами с короткозамкнутым ротором. Для того чтобы передавать вращающий момент от мотора коробке скоростей, применяется ременная передача либо прямое соединение с валом.
Сегодня существуют устройства, у которых быстрота вращения шпинделя настраивается бесступенчато. Однако так как подобные станки чересчур массивные, они используются нечасто.

Технология работы
Назначение и устройство токарных агрегатов таково, что они дают возможность применять резцовые, сверлильные, зенкеровочные, разверточные, метчиковые, плашковые, фасонные приспособления. Резцы используются чаще прочих инструментов, применяются для обрабатывания плоскостей, цилиндров, фасонов; создания нарезки.
Для фиксации деталей применяются патроны. Устройство токарного патрона хорошо знакомо любому опытному рабочему. Обыкновенно используется самоцентрирующийся патрон с тремя кулачками, передвигающимися посредством диска. Последний располагает пазами, в которых есть кулачковые выступы и коническое колесо с зубцами. В зависимости от направления вращения диска, кулачки сближаются с центром либо отдаляются от него.
Говоря про устройство токарных станков, нельзя не упомянуть про специальные хомутики, передающие кручение от шпинделя к обрабатываемой детали, монтированной в центрах станочного агрегата. Хомутик устанавливают на обрабатываемое изделие и фиксируют винтом. Хвостовик упирается в палец патрона поводка.
Патроны-цанги используют обычно для фиксации холоднотянутого прутка. Патроны-мембраны используются для обработки деталей с высокоточным центрированием. Метод фиксации изделий подбирается при учете их величины, жесткости, точности обрабатывания.
Рекомендуем также к прочтению:
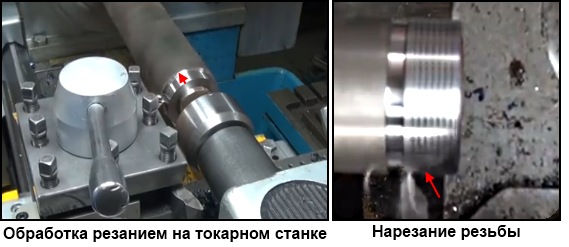
С устройством токарно-винторезного станка мы познакомимся на примере двух моделей токарных станков : токарно-винторезный станок 16К-25 и токарно-винторезный станок 1И-611. На токарном станке можно выполнять различные работы ( обработку резанием, нарезание резьбы, обработку торцевых поверхностей и другие).
Мы не зря остановились на этих моделях токарных станков, так как эти модели очень популярны и известны среди токарей. Конструкция токарно-винторезных станков 16К-25 и 1И-611 стала известна достаточно давно, а именно в 1983 году.
Стандартные токарные станки 16К-25 и 1И-611 могут модернизироваться с помощью специальных дополнений, которые создаются в зависимости от специфики эксплуатации токарного станка.
Технология обработки на токарном станке может совершенствоваться при помощи внедрения новых дополнений.
Металлообрабатывающие станки бывают несколько видов и делятся в зависимости от массы .
Виды металлорежущих станков :
— Легкие токарные станки ( до 1 тонны) ;
— Средние токарные станки (до 10 тонн) ;
— Тяжелые токарные станки (более 10 тонн).
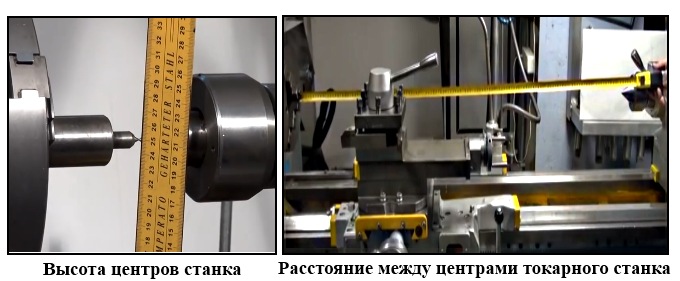
Главным определяющим параметром токарного станка является высота его центров или расстояние от оси вращения шпинделя до верхней точки станины станка. Этот размер определяет наибольший диаметр деталей, обрабатываемый над станиной. Расстояние между центрами станка, также является определяющим параметром, от которого зависит наибольшая длина детали, которая может быть обработана на станке.

Основные узлы станка:
- Основание ;
- Станина ;
- Передняя бабка (шпиндельная бабка) ;
- Задняя бабка ;
- Суппорт ;
- Коробка подач.
Теперь более подробно изучим узлы токарного станка, рассмотрим устройство узлов токарного станка и назначение узлов токарного станка.

- Основание токарного станка (нижняя часть). У станков 16К-25 и 1И-611 основание выполняется единым. Конструкции других токарных станков могут иметь основание, которое состоит из двух или более массивных тумб.
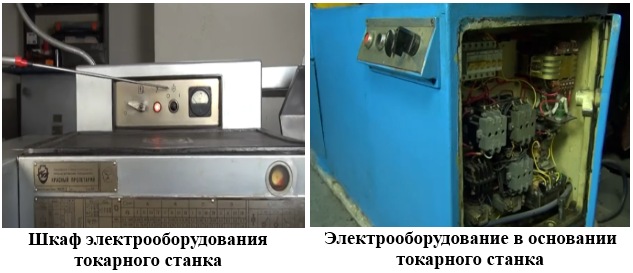
В полостях основания токарного станка находятся главный двигатель, емкость, насосная система охлаждения. Как правило, в основании токарного станка монтируется электрооборудование. Но существуют токарные станки, в которых имеется специальный электро шкаф, где и располагается электрооборудование токарного станка. В средней части основания станка выполнена емкость (корыто), которое используется для накопления стружки и стекающих охлаждающих жидкостей из зоны обработки.
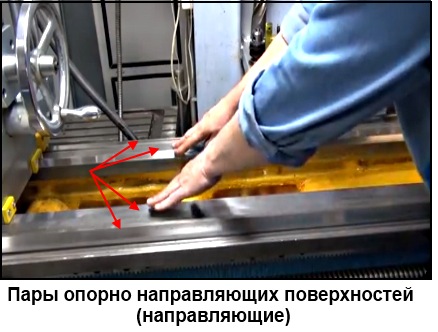
На плоскости основания токарного станка крепится станина, которая является главной деталью станка. С левой стороны станины выполнена плоскость для установки передней бабки. А справа проходят две пары опорно-направляющих поверхностей. Одна пара для направления продольного движения суппорта, другая пара для направления движения задней бабки. Каждая опорно направляющая пара состоит из одной направляющей призматического профиля и одной плоской направляющей. У станин прочих конструкций существуют и другие сочетания профилей направляющих. Обобщенно опорно направляющие поверхности называют «направляющие».

Обе пары направляющих станины выполнены с высокой геометрической точностью и взаимопараллельностью. Рабочие поверхности направляющих станины поддаются поверхностной закалке. Конструкция некоторых токарных станков предусматривают защиту для направляющих станины.
С левой стороны станка на станине крепится передняя бабка токарного станка (шпиндельная бабка). Передняя бабка имеет шпиндель, который является очень важной деталью, о которой мы поговорим позже. Внутри передней бабки скомпонован механизм перемены передач (коробка скоростей).

Коробка скоростей токарного станка предназначена для передачи движения от главного двигателя станка к его шпинделю. Передача главного движения может осуществляться с различными крутящими моментами и возможностью ступенчатого изменения частоты оборотов шпинделя. Частота оборотов измеряется числом оборотов шпинделя за одну минуту. На этом токарном станке имеется механизм, который называется фрикционная муфта (фрикцион). Он позволяет управлять вращением шпинделя без остановок и реверса (изменения направления вращения) главного двигателя.
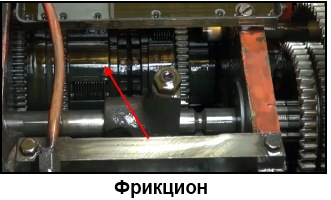 Фрикционом, приводимым в действие одной из двух дублированных рукояток, запускается, изменяется и останавливается вращение шпинделя. Данный фрикцион механический и его ручной привод позволяет плавно раскручивать шпиндель, проворачивать его толчками в обоих направлениях, в отдельных случаях помогать торможению шпинделя. Фрикционы на различных станках бывают также с электромеханическими и гидравлическими приводами.
Фрикционом, приводимым в действие одной из двух дублированных рукояток, запускается, изменяется и останавливается вращение шпинделя. Данный фрикцион механический и его ручной привод позволяет плавно раскручивать шпиндель, проворачивать его толчками в обоих направлениях, в отдельных случаях помогать торможению шпинделя. Фрикционы на различных станках бывают также с электромеханическими и гидравлическими приводами.
Для торможения шпинделя в передней бабке находится механический тормоз, приводимый в действие той же рукояткой, которой управляется фрикцион.


На токарных станках со значительной длиной станины ручка управления шпинделя дублируется ручкой закрепленной на суппорте. А на станках с небольшой длиной станины достаточно одной ручки.
Фрикциона на станке может и не быть вовсе, как например на этом более легком токарном станке, на котором реверсирование, пуск и остановка шпинделя происходит за счет изменения режимов работы главного двигателя. Во внутренней части передней бабки находится механизм ступенчатого изменения частот оборотов шпинделя, а кроме этого и часть механизма подачи.
Рукоятки, рычаги и переключатели токарного станка находятся на передней части передней бабки. Частоты оборотов можно изменять изменением положения рукояток на основании данной таблицы.

На этом станке механизм разделения частот разделен и находится в двух узлах. Ступенчатое переключение частот оборотов с малым шагом выполняется в коробке скоростей, находящейся в полости основания станка. Числа оборотов минуту появляются в окошке устройства при проворачивании колеса на нем. После выбора нужной частоты оборотов делается исполнения переключения на нее одним движением рычага, при этом главный двигатель останавливается и запускается вновь после выполнения переключения. Переключение на ступень пониженных частот оборотов осуществляется рычагом на передней бабке, который называется «перебор». Также в передней бабке находится часть механизма переключения подач.
Современные токарные станки имеют конструкцию, позволяющую производить бесступенчатое, то есть плавное переключение частот оборотов.
Шпиндель токарного станка это деталь передней бабки, и он представляет собой вал, сложной формы, со сквозным отверстием. Он вращается в специальных, высокоточных регулируемых подшипниках, находящихся в корпусе передней бабки. С передней стороны шпинделя находится установочный фланец на который крепится устройство для крепления деталей (например, трехкулачковый самоцентрирующийся патрон). Внутри шпинделя, с передней его стороны, выполнено коническое отверстие для установки в нем различных зажимных приспособлений в частности таких, как цанговый патрон.
Стандартные внутренние и наружные конусы (конусы Морзе)

В зависимости от размеров станка в их шпинделе выполняется и соответствующий их размеру номер конуса Морзе. Шпиндели токарного станка имеют внутри сквозное отверстие для возможности прохода в них пробковых материалов. Диаметр этого отверстия является важным технологическим параметров этого станка. Шпиндель токарно винторезных станков кинематически соединен с коробкой подач, то есть от него на коробку подач передается вращение. Передача вращательного движения от передней бабки к коробке подач происходит через механизм, который называется гитара.

Коробка подач токарного станка служит для передачи крутящего момента от механизма гитары к ходовым винту и валу с возможностью ступенчатого изменения частот их вращения. Таким образом происходит изменения величин подач или шагов резьб при их нарезке резцов. Переключения делаются определенными сочетаниями положения механических переключателей в соответствии с таблицей, которая должна присутствовать на каждом станке. Передача крутящего момента с заданной частотой вращения от коробки подач к суппорту происходит посредством ходового винта или ходового вала, переключение которых выполняется отдельной рукояткой.
 Суппорт токарного станка служит для поступательных перемещений в горизонтальной плоскости, установленного на нем инструмента. Продольное перемещение суппорта происходит за счет скольжения его каретки (продольных салазок) по направляющим станины. По поперечным направляющим на суппорте перемещаются поперечные салазки, обеспечивающие соответствующее движение инструмента. Сверху к корпусу поперечных салазок крепятся со своим фланцем верхние салазки (поворотные салазки). Они имеют возможность поворота относительно своей опоры под любым углом, что используется для обработки конических поверхностей. Передвижение верхних салазок на этих станках только ручное. На более тяжелых токарных станках перемещение салазок выполняется механическим способом. На верхних салазках устанавливается резцедержатель. В нашем случае они оба четырехпозиционные в которых можно крепить одновременно до четырех различных инструментов.
Суппорт токарного станка служит для поступательных перемещений в горизонтальной плоскости, установленного на нем инструмента. Продольное перемещение суппорта происходит за счет скольжения его каретки (продольных салазок) по направляющим станины. По поперечным направляющим на суппорте перемещаются поперечные салазки, обеспечивающие соответствующее движение инструмента. Сверху к корпусу поперечных салазок крепятся со своим фланцем верхние салазки (поворотные салазки). Они имеют возможность поворота относительно своей опоры под любым углом, что используется для обработки конических поверхностей. Передвижение верхних салазок на этих станках только ручное. На более тяжелых токарных станках перемещение салазок выполняется механическим способом. На верхних салазках устанавливается резцедержатель. В нашем случае они оба четырехпозиционные в которых можно крепить одновременно до четырех различных инструментов.
Резцы токарных станков и другой инструмент устанавливаются на опорные плоскости резцедержателя и прижимаются к ним сверху болтами. На этом станке резцедержатель имеет возможность поворота, вокруг совей оси. Точную фиксацию в каждом из четырех положений, а также может быть закреплен, в любом нефиксированном положении своего поворота. Повороты и закрепление резцедержателя в фиксированных положениях производятся простым вращательно возвратным движением рукоятки. Нижняя часть суппорта называется фартук, через который насквозь проходят ходовые винт и вал, передавая крутящий момент на механизм фартука. Снаружи фартука располагаются рукоятки и рычаги управления подачами, а именно включением, выключением и изменением направлений подачи. Управление подачами в продольном и поперечном направлении производится ручкой четырехпозиционного переключателя. На этом станке с относительно большими длинами перемещения салазок есть механизм ускоренной подачи, включаемый нажатием кнопки на ручке управления подачами. Преобразование вращательного движения механизмов подач в поступательно движение суппорта происходит за счет реечной передачи на продольном направлении его движения и винтовой передачи на поперечном направлении движения поперечных салазок. Соединение суппорта с ходовым винтом выполняется путем обхвата резьбы ходового винта маточной гайкой, находящейся в фартуке, и управляемой отдельной рычажной рукояткой. Кроме этого на станках есть предохранительные механизмы, предотвращающие критические нагрузки при механических подачах. Вместе с механическим приводом подач на всех салазках универсальных станков есть ручной привод подач. Вручную продольная подача приводится вращением маховика (штурвала). Маховик может быть с горизонтальной рукояткой или без нее. Ручной привод поперечной подачи на этих станках выполнен в виде Т образной рукоятки с горизонтальной ручкой. На некоторых станках привод поперечной подачи может быть выполнен в виде круглого маховика с горизонтальной ручкой, однако Т-образная рукоятка значительно удобнее. Важными компонентами ручных приводов всех подач, показывающими величины их поступательного перемещения являются лимбы. Деления на поверхности лимбов или круговая шкала лимба позволяет производить мерные перемещения салазок на заданные расстояния с достаточной точностью, как при ручном приводе, так и при механическом. На всех лимбах указывается величина перемещения, которая сообщается салазкам при повороте шкалы лимба на одно деление. Эта взаимосвязь называется ценой деления, которая на разных лимбах может различаться.
Задняя бабка базируется на станине станка, на ней есть салазки, на которых она может продольно передвигаться по направляющим станины и крепится на ней в любой нужной точке посредством рычажной рукоятки. Усилия фиксации задней бабки рычагов может регулироваться, а также может быть дополнено зажимом гайкой. Задняя бабка с закрепленными в ней приспособлениями служит второй опорой при обработке изделий со значительной длиной, а также предназначена для самостоятельной обработки, закрепляемыми в ней различными инструментами. Инструмент или приспособление крепится в конус выдвижной части задней бабки, называемой «пиноль». Размер конуса Морзе в пиноли может быть разным. В отличии от конуса Морзе в шпинделе во внутренней части конического отверстия пиноли есть замок, который удерживает инструмент от проворота за его лапу. Оси пиноли конусов Морзе и шпинделя находятся на одной высоте направляющей напротив станины вне зависимости от положения задней бабки. Ось пиноли может перемещаться в горизонтальной плоскости относительно оси шпинделя в небольшом диапазоне, что технологически необходимо. Это перемещение выполняется при помощи двух винтов, которые двигают корпус задней бабки относительно ее опорной плиты.
Подача инструмента закрепленного в пиноли задней бабкипроизводится вручную при помощи винтовой передачи выдвигающей пиноль. Пиноль может стопориться в любом положении рычагом зажима. На маховике привода пиноли имеется лимб для отсчета ее линейных перемещений.
На этом станке задняя бабка достаточно тяжелая и для облегчения ее перемещения по станине используется пневматическая подушка, приподнимающая заднюю бабку над станиной за счет подаваемого между салазками задней бабки и станины сжатого воздуха. Подача сжатого воздуха включается при нейтральном положении зажимного рычага и отключается при зажиме. На современных станках смазка закрытых механизмов осуществляется автоматически. На станках устанавливаются индикаторы централизованной подачи смазки. На этом станке на нормальную работу системы централизованной смазки указывает вращающийся ротор в контрольном окошке, а на этом станке об подаче смазки свидетельствует падение капель, видимые через контрольное окошко.
Основные компоненты электрооборудования токарного станка находятся в полости или в отдельном электро шкафу. Общее включение или выключение электропитания на всех станках производится главным автоматическим рубильником или главным выключателем. Органы управления электрооборудованием токарного станка выведены наружу, некоторые из которых подведены к удобным для пользования точкам.
Открытые кабельные соединения между всеми электроприборами защищены от механических и термических воздействий гибкими металлическими рукавами. Управление главным двигателем токарных станков осуществляется по-разному. В одних конструкциях, имеющих фрикцион кнопками пуск и стоп. Управление главным двигателем в токарных станках, не имеющих фрикциона, осуществляется трехпозиционным рычагом. Позиции трехпозиционного рычага управления главного двигателя токарного станка : нейтральное положение, вперед, запуск прямых оборотов, запуск обратных оборотов.
Все токарные станки без исключения оборудованы местным низко вольтовым освещением. Напряжение местного освещение токарного станка может быть 12В, 24В, 36В, такое которое не опасно для токаря, так как 220В. Светильники местного освещения имеют защитный металлический плафон. Направление света может регулироваться. Запуск системы охлаждения токарного станка заключается во включении электро гидронасоса, подающего охлаждающую жидкость по магистрали. Как правило, насосы устанавливаются в полостях станка, что предохраняет их от внешних повреждений. На токарных станках предусмотрены такие защитные приспособления, как откидной кожух зажимного устройства на шпинделе и откидной щиток на суппорте.

Защитные элементы токарного станка предназначены для защиты токаря от разлетающихся под воздействием центробежных сил стружки и охлаждающей жидкости. На этом можно считать знакомство с принципиальным устройством классического токарного станка законченным.
Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение.

Основными узлами являются:
- станина;
- передняя бабка;
- шпиндель;
- механизм подачи;
- суппорт;
- фартук;
- задняя бабка.

Основные узлы токарного станка по металлу
Видео-урок об устройстве токарных станков по металлу
Станина
Основной неподвижной частью станка является станина, состоящая из 2 вертикальных рёбер. Между ними находятся несколько поперечных перекладин, обеспечивающих жёсткость и неколебимость статора.

Станина располагается на ножках, их количество зависит от длины станины. Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты.
Верхние поперечные рейки станины служат направляющими для передвижения по ним суппорта и задней бабки. Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов:
- призматические для перемещения суппорта;
- плоская направляющая для хода задней бабки. В очень редких случаях её заменяет призматического типа.
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.

Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.

Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Шпиндель
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
- детали с большим весом;
- предельное натяжение ремня;
- нажим резца.
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.

В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей.
Механизм подачи
Механизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов.
Суппорт
Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы.

При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим.
Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка.

Фартук
Фартук, как и передняя бабка, скрывает за своим корпусом необходимые для приведения в движение механизмов станка узлы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта.
Задняя бабка
Задняя бабка подвижная, она используется для закрепления детали на шпинделе. Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель.

Задняя бабка в разрезе
Подвижная верхняя часть движется по нижней перпендикулярно горизонтальной оси станка. Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами.

Индивидуален по своей компоновке каждый токарный станок, устройство и схема могут несколько отличаться в деталях, но в малых и средних станках такой вариант встречается наиболее часто. Компоновки и схемы тяжёлых больших токарных станков отличается в зависимости от их назначения, они узкоспециализированные.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.


Отправить ответ