
Сварка чугуна электродом по нержавейке
Содержание:
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
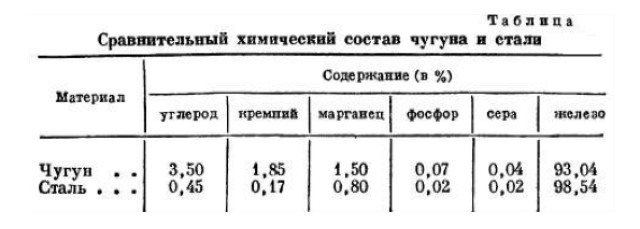
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Основные методики
Выделяют несколько наиболее эффективных технологий:
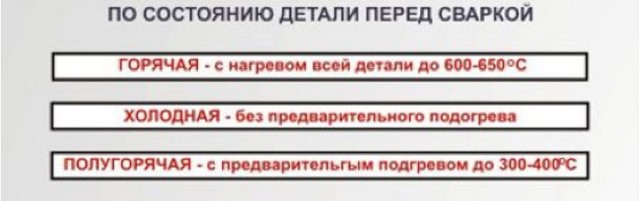
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.

Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
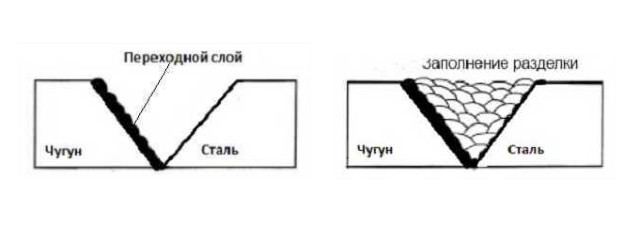
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.
Буду благодарен за любые в тему ответы. серега Дворник, 30 Мая 16, 14:42
Я тоже только дома варю . Но чугун как-то варил — трубу канализационную.
Чугун варится спецэлектродами с медным стержнем . Обмазка обычная от электродов нержавейки .
Но можно просто намотать медную проволоку 1.5-2 мм на электрод для нержавейки .
Длину проволоки подбирайте так, чтобы спираль весила в среднем в 4-5 раз больше, чем железный стержень.
Посл. ред. 30 Мая 16, 17:31 от Odd
Буду благодарен за любые в тему ответы. серега Дворник, 30 Мая 16, 17:42
Посл. ред. 30 Мая 16, 20:41 от саня29
Посл. ред. 30 Мая 16, 21:15 от Jollier
Посл. ред. 30 Мая 16, 22:08 от серега Дворник
прием заказов и консультация
Прием заказов в ремонт и выдача из ремонта
Перед выездом к нам — позвоните по телефонам, указанным выше.
Прием заказов и получение их из ремонта по срочному либо для иногородних возможны в другое удобное время по предварительному обоюдному согласованию
Умельцы сваривают чугун электродами, предназначенными для сварки сталей. Зачем использовать дорогостоящие марки для сварки чугуна?
При выходе из строя чугунной детали встает вопрос — как и чем варить чугун. Сварка чугуна марками электродов и других расходных материалов для сталей – взамен электродов по чугуну наиболее доступный (и изначально вроде недорогой) способ сварки. Зачастую можно услышать истории о том, что кому-то заварили чугунную деталь обычным электродом (например МР-3) либо полуавтоматом простой проволокой, которой варят сталь , либо народные рецепты – медной проволокой в аргоне, нихромовой проволокой, электродом по нержавейке обмотанном медным проводом и т.п. Однако в подавляющем большинстве случаев такая сварка дает очень низкое качество сварного соединения (а то и вообще приводит в негодность ремонтируемое изделие) и, как правило, сиюминутную выгоду. А Вам хочется чтобы над Вашим изделием провели эксперимент по сварке сомнительного качества? Тогда специально для Вас мы подготовили эти фото по «качественной» сварке чугуна «грамотными» специалистами по «прогрессивным» технологиям . Фотогалерея будет постоянно обновляться.
Почему столь доступный метод не приветствуется специалистами, очевидно из приведенных ниже фактов.
- Вследствие местного неравномерного нагрева металла возникают сварочные напряжения, которые в связи с очень незначительной пластичностью чугуна приводят к образованию трещин в шве и околошовной зоне. Наличие отбеленных участков, имеющих большую плотность (7,4 . 7,7 г/см3), чем серый чугун (6,9 . 7,3 г/см3), создает дополнительные структурные напряжения, способствующие трещинообразованию.
- Быстрое охлаждение, имеющее место при холодной сварке, приводит к значительному повышению твердости наплавленного металла и металла зоны термического влияния, где чугун приобретает структуру белого чугуна, характеризующегося высокой твердостью и хрупкостью. Места сварки невозможно обработать режущим инструментом.
- При сварке чугуна электродами для стали сварочная ванна кипит и происходит повышенное газообразование которое продолжается и на стадии кристаллизации. Это приводит к непровару и порам в сварочном шве – сварочный шов выглядит как пористый шоколад. Ни о какой прочности и плотности и однородности шва речь не идет
- Повышенная жидкотекучесть чугуна затрудняет удержание расплавленного металла от вытекания и формирование шва. Практически невозможна сварка в положениях, отличных от нижнего.
- Наличие кремния, а иногда и других элементов в металле сварочной ванны способствует образованию на ее поверхности тугоплавких окислов, приводящих к образованию непроваров.
- В отличие от сварки электродами по чугуну прочность металла, наплавленного стальными марками, примерно в два раза выше прочности чугуна. Поэтому толщина наплавленного металла должна составлять примерно 50% от толщины стенки детали в месте сварки. Излишнее количество наплавленного металла нежелательно, так как при этом увеличиваются усадочные напряжения и появляется опасность образования трещин.
- Из-за отсутствия в электродах графитизаторов, кислородсодержащих элементов, пластификаторов сварочные швы выполненные электродами для обычной стали не обладают структурой серого чугуна, науглерожены (хрупкие), непластичные (при остывании их рвет либо деформирует деталь)
Если оценить необходимые трудозатраты по подготовке к сварке и низкую вероятность получения качественного соединения, станет очевидным тот факт, что следует выбирать более дорогостоящую, но более эффективную услугу по сварке чугуна специальными электродами.
Если Вас не убедили наши аргументы – это Ваше право произвести ряд экспериментов над Вашим вышедшим из строя изделием. Может быть именно Вам и повезет и сваренное неизвестно чем (либо не тем, чем надо) Ваше изделие будет служить еще очень долго (попав в тот заветный 1% исключения из общего правила). Но если у вас нет желания ставить сомнительные эксперименты – обращайтесь к нам и мы постараемся в кратчайшие сроки помочь Вам с ремонтом и реставрацией чугунных деталей.


Отправить ответ