
Сварка чугуна электродом в домашних условиях видео
Содержание:
 Сварить чугун сложно, но возможно. Сварка чугуна электродом в домашних условиях чем-то похожа на подбрасывание монеты. Одна попытка может дать отличный результат и усыпить бдительность, другая — закончиться из рук вон плохо. Почему так происходит? Всё дело в том, что не только различные виды чугуна свариваются по-разному, но даже детали из одинакового материала могут быть непредсказуемы. История эксплуатации отливки, среда, в которой она пребывала — всё имеет значение.
Сварить чугун сложно, но возможно. Сварка чугуна электродом в домашних условиях чем-то похожа на подбрасывание монеты. Одна попытка может дать отличный результат и усыпить бдительность, другая — закончиться из рук вон плохо. Почему так происходит? Всё дело в том, что не только различные виды чугуна свариваются по-разному, но даже детали из одинакового материала могут быть непредсказуемы. История эксплуатации отливки, среда, в которой она пребывала — всё имеет значение.
Любительское исполнение работы может сэкономить время и деньги, но если речь идёт о критически важных вещах, то мудрым решением будет поручить дело специалистам с профессиональными сварочной установкой.
Для работ с чугуном важно знать правильный алгоритм, необходимый для получения качественного результата. До начала самих работ нужно:
- определить сплав;
- очистить деталь;
- обеспечить необходимый предварительный нагрев.
Определение сплава
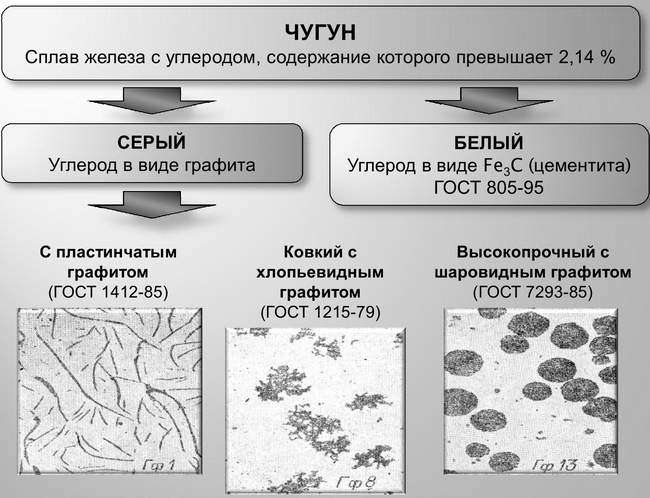
 Чугун — это сплав железа с углеродом, высокое содержание последнего (обычно 2—4%) придаёт материалу характерную твёрдость. Однако твёрдость эта достигается за счёт пластичности. Она значительно ниже, чем у сталей или кованого железа. Циклы нагрева и охлаждения во время сварки вызывают расширения и сжатия отливки, создавая напряжения в металле. Чугуны не растягиваются и не деформируются под нагрузкой, а трескаются, что делает их чрезвычайно трудносвариваемыми материалами. Эта их свойство может быть купировано путём добавление в сплав различных примесей.
Чугун — это сплав железа с углеродом, высокое содержание последнего (обычно 2—4%) придаёт материалу характерную твёрдость. Однако твёрдость эта достигается за счёт пластичности. Она значительно ниже, чем у сталей или кованого железа. Циклы нагрева и охлаждения во время сварки вызывают расширения и сжатия отливки, создавая напряжения в металле. Чугуны не растягиваются и не деформируются под нагрузкой, а трескаются, что делает их чрезвычайно трудносвариваемыми материалами. Эта их свойство может быть купировано путём добавление в сплав различных примесей.
Чугуны разнятся по свариваемости.
- Серый. Наиболее распространён в промышленности. По структуре похож на железную губку, поры которой заполнены графитом. Он сравнительно пластичен и лучше сваривается. Тем не менее он представляет собой проблему даже у опытных сварщиков: графитовые хлопья в составе серого чугуна могут попасть в сварочную ванну и сделать шов хрупким.
- Белый содержит углерод в виде цементита, без присутствия чистого графита. Цементит — очень твёрдая и хрупкая кристаллическая структура. Белый чугун считается несвариваемым.
Очистка деталей
 Среда, в которой пребывала отливка, влияет на свариваемость не меньше марки сплава из-за впитывающих свойств чугуна. Например, выхлопные коллекторы, подвергавшиеся много лет воздействиям продуктов сгорания под нагревом, будет очень трудно сварить. Вне зависимости от марки сплава и происхождения нужно полностью очистить отливку в области сварного шва — удалить краску, жир, масло, окалину. Полезным будет осторожно и медленно нагревать место сварки в течение непродолжительного времени, чтобы выпарить летучие примеси из обрабатываемой зоны.
Среда, в которой пребывала отливка, влияет на свариваемость не меньше марки сплава из-за впитывающих свойств чугуна. Например, выхлопные коллекторы, подвергавшиеся много лет воздействиям продуктов сгорания под нагревом, будет очень трудно сварить. Вне зависимости от марки сплава и происхождения нужно полностью очистить отливку в области сварного шва — удалить краску, жир, масло, окалину. Полезным будет осторожно и медленно нагревать место сварки в течение непродолжительного времени, чтобы выпарить летучие примеси из обрабатываемой зоны.
Предварительный нагрев
Все чугуны подвержены растрескиванию под напряжением. Регулирование температуры — единственный способ предотвратить трещины. Создание сварного шва, с точки зрения тепловых процессов, состоит из трёх шагов:
- предварительного нагрева;
- ввод тепла;
- медленного охлаждения.
Основная задача теплового контроля — управление расширением. Напряжений в металле не возникает, когда весь объект нагревается или расширяется одновременно и с одинаковой скоростью. Риск появления трещин велик в случае, если тепло локализовано в небольшой околошовной зоне. Предварительный нагрев снижает тепловой градиент между телом отливки и местом сварки. В теории более высокотемпературные методы сварки требуют повышения температур предварительного нагрева. Если последний нет возможности обеспечить, лучшей стратегией будет минимизация теплового ввода — применять методы сварки при низкой температуре легкоплавящимися электродами.
Скорость охлаждения — ещё один фактор, оказывающий непосредственное влияние на возникновение напряжений в сварной зоне. Быстрое охлаждение за счёт сокращения остывающей зоны порождает хрупкие, легко трескающиеся швы.
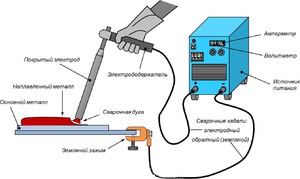
Электросварка
Электродуговая сварка в качестве расходного материала предполагает электрод, покрытый флюсом. Есть несколько видов электродов, пригодных для такого вида работ: на основе чугуна, легированной стали, из медных и никелевых сплавов. После механической обработки будущей сварной зоны (торцевания, сверления отверстий в местах окончания трещин, соединения деталей крепежом) следует выбрать такую последовательность сварных проходов, чтобы обеспечить равномерный и минимальный нагрев всей детали. Перед каждым следующим проходом шву нужно дать остыть. Во время ожидания охлаждения можно его обстучать — это уменьшает напряжения в металле.
Поскольку применяемые электроды прочнее обрабатываемого чугуна, нет никакой необходимости делать особенно толстые швы. Последнее также помогает уберечь место сварки от тепловых деформаций. Следует избегать резких охлаждений, пользоваться для этого водой допускается только с большой осторожностью и в исключительных случаях.
Для описанных выше работ актуальны все требования к технике безопасности проведения сварочных работ и правила безопасной эксплуатации электрического оборудования.
Чугунные детали применяются не только в промышленности и на производстве. Из этого материала изготавливаются декоративные решетки и другие полезные изделия. Некоторые из них иногда ломаются, и в таких случаях требуется сварка чугуна с использование электрода в домашних условиях. Здесь существуют определенные сложности технического плана, поскольку чугун по своей сути является сплавом железа и углерода с добавлением различных примесей и легирующих добавок.
По сравнению с обычными металлами, такая структура требует особого подхода и специальных подготовительных работ. В противном случае, материал перекаливается и становится более хрупким.
Специфические качества чугуна
Чугун как особый металл имеет несколько разновидностей, определяемых в первую очередь его структурой. Опытные сварщики легко определяют, как и каким способом сваривать тот или иной образец, на основании одного лишь разреза.
При мелкозернистой структуре и цвету, близкому к серому оттенку, сварка чугуна инвертором осуществляется намного проще, чем таких же деталей с крупным зерном темного цвета. Следует учитывать и другие факторы. Например, чугунные заготовки, продолжительное время находящиеся в масле или подверженные постоянным окислениям во влажных грунтах, воде и другой такой же среде, совершенно не годятся для сваривания.

Таким образом, возможности для сварки этого материала довольно ограничены по причине его физических свойств и специфических особенностей:
- Чугун обладает повышенной текучестью, поэтому все детали из этого материала могут свариваться только в горизонтальном положении.
- Если не соблюдается температурный режим, в большинстве случаев происходит перекаливание. В результате выгорания углерода, во внутренней структуре металла возникают пустоты.
- В местах сварочных швов нередко образуются напряжения металла из-за его низкой пластичности и под влиянием слишком высоких или низких температур окружающей среды.
- При контакте расплавленного чугуна с окружающей средой могут появиться оксиды, у которых температура плавления превышает этот же показатель у первоначального материала.
- Во время остывания детали, в районе сварочного шва могут образоваться трещины, что указывает на несоблюдение технологии производства работ.
Подготовка чугуна к сварочным работам
Перед началом сварочных работ чугун необходимо подготовить. Эта процедура начинается с зачистки мест соединения при помощи болгарки со специальными насадками. Слой металла, расположенный на самом верху, очищается до чистой структуры, после чего эти места обезжириваются растворителем или бензином.
Трещины обнаруженные при зачистке, шлифуются до тех пор, пока полностью не исчезнут. В остаточных местах трещин сверлятся отверстия диаметром 10 мм.

На подготовительном этапе следует учитывать ряд особенностей, имеющих важное значение:
- Использование стальных шпилек для придания структуре детали дополнительной прочности. Их количество строго регламентировано величиной соединений, но не выше 25% от общей площади изломов. Крепление может быть выполнено послойно, без каких-либо опорных элементов.
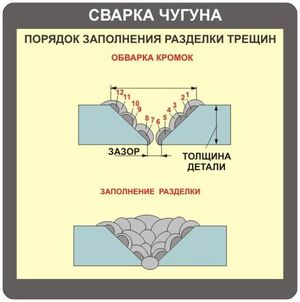
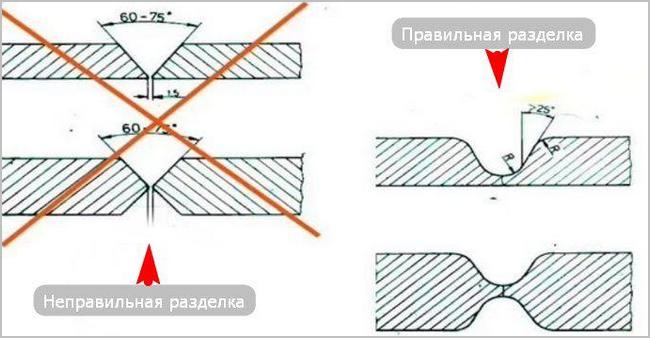
- Разделка кромок, при которой удаляются острые края в местах соединений. После обработки они приобретают сферическую форму.
- Для сварки чугуна понадобятся специальные электроды с присадками из никеля, меди, хрома и других материалов, облегчающих наплавление металла на чугун.
На шпильках следует остановиться более подробно. После того как они окончательно зафиксированы на своих местах, можно приступать к непосредственному свариванию швов. Вокруг шпилек послойно наносится металл, формирующий сварочный шов. Температура нагрева не должна превышать 80 0 С, поэтому все действия рекомендуется производить поочередно с разных концов или в шахматном порядке. В самом конце наносится верхний соединительный шов проволокой из нержавейки, прочно объединяющий сталь, нанесенную возле шпилек.
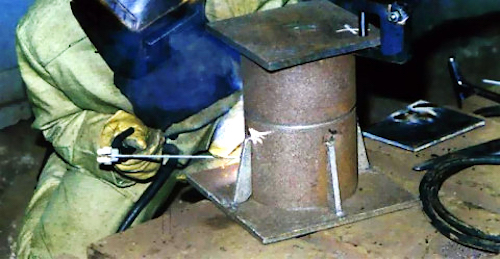
Сварка чугуна в домашних условиях
Чугунные детали вполне возможно сварить в домашних условиях постоянным током при помощи инвертора. Данное устройство обеспечивает качественное проплавление заготовок, его использование позволяет снизить количество брызг, образующихся под действием дуги.
Сварка чугуна электродом в домашних условиях инвертором могут быть выполнены одним из двух способов. Первый – так называемый холодный метод – применяется для заваривания небольших трещин или устранения раковин на поверхности изделия. В этом случае не требуется предварительный прогрев до начала работ. Место соединения очищается от загрязнений и окислов. Узкие трещины, шириной до 1 мм, запиливаются болгаркой с установленным тонким диском. После этого расплавленный металл будет затекать глубоко внутрь, усиливая тем самым сварочный шов. Данный метод подходит для второстепенных соединений, не подверженных серьезным нагрузкам.
Более ответственные работы выполняются с использованием горячего метода, с предварительным подогревом деталей до 350 0 С. Изделие укладывается в горн на 20 минут, после чего оно извлекается и начинаются сварочные работы. Вместо горна можно воспользоваться паяльной лампой или газовой горелкой. Предварительный разогрев материала способствует сглаживанию температурного перепада между электродом или присадочным металлом и самой деталью. Данный метод способствует минимизации трещин и предотвращает образование твердых соединений, с трудом поддающихся шлифовке.
Все соединения получаются качественными и способны переносить заданные эксплуатационные нагрузки. Дополнительный эффект от данного метода получается за счет медленного постепенного остывания металла по окончании работ. С этой целью деталь помещается в сухой песок или печную золу. Применять изделие можно только после его окончательного остывания.
Выбор электродов и настройка аппарата
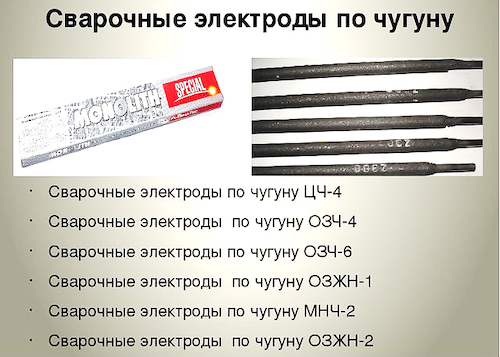
Для соединения чугунных заготовок с помощью инвертора необходимо сделать правильный выбор электродов. Как правило, материал стержня содержит определенные добавки, облегчающие контакт со свариваемым металлом. Они же активно сдерживают выделение углерода, препятствуют образованию трещин и пор.
Чаще всего, сварка чугуна выполняется электродами ОЗЧ-2, МНЧ-2, ЦЧ-4, ОЗЖН-1. Они содержат медные и никелевые добавки, связывающие углерод, укрепляющие шов и придающие ему более высокую пластичность. После этого сопротивление шва изломам и разрывам существенно увеличивается.
Нередко возникают ситуации, когда требуется проведение срочного ремонта, а электроды для работы с чугуном отсутствуют. В этом случае они могут быть изготовлены самостоятельно. Потребуется обыкновенный стандартный электрод, на который наматывается медная проволока в один слой витков, плотно прилегающие друг к другу. Намотка начинается с рабочего конца, на котором появится электрическая дуга. Точного диаметра для медной проволоки не существует, его значение составляет 0,5-1 мм. В процессе горения основной стержень расплавляется вместе с намотанной медью, а обмазка обеспечивает защиту сварочной ванны от внешних воздействий.
Большое значение для получения качественного соединения имеют правильные настройки инвертора. Они выполняются в зависимости от диаметра и типа электрода, соответствующего сварочному току. Существуют таблицы, облегчающие этот процесс:
У домашнего мастера выполнение сварочных работ со сталью не вызывает трудностей. А вот как варить чугун электросваркой знает не каждый сварщик-самоучка.
Особенности материала
Чугун — это сплав углерода с железом, где содержание углерода 2,14%. Что отрицательно сказывается на качественном соединении.
Процесс трудоемок ввиду:
- образования трещин и пор;
- при обработке появлению каленых структур и быстрому затуплению инструмента;
- тонкий материал рассыпается от перегрева.
По составу чугун подразделяется на серые и белые:
- Белые не свариваются ввиду хрупкости и твердости. Подаются шлифовке;
- Серые (высокопрочный, ковкий) легко обрабатываются и ограниченно свариваются.
Технология сварки чугуна электродами
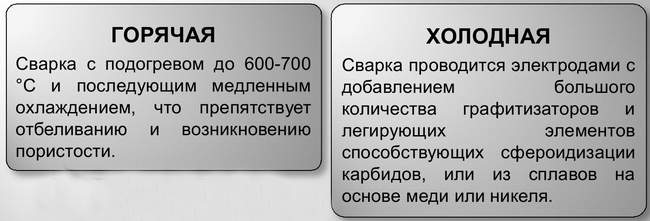
Существует 2 способа сварки чугуна — горячая и холодная.
К горячей относится и полугорячая .
При горячем соединении деталь нагревают до температуры 600-700°С, выполняют сварку и медленно охлаждают чугунное изделие в печи. При полугорячем соединении поддерживают температуру 300-400°С.
Горячая и полугорячая сварка нуждается в дополнительном оборудовании. В бытовых условиях применяется холодное соединение.
Разделка кромок
Сварка чугуна электродом в домашних условиях нуждается в разделке фасок. Обезжиривать и зачищать детали не требуется.
Снятие фасок выполняется:
Нюанс : острые кромки не допускаются. Остроту снимают подходящим инструментом.
Как правильно сварить чугунные детали на холодную
При соединении не перегревайте околошовную зону (не более 80°С). Делайте частые перерывы между проходами. Используйте многопроходную сварку.

- сначала выполните наплавку по краям фасок;
- затем постепенное заполнение шва;
- после каждого прохода делайте проковку валика по горячему.
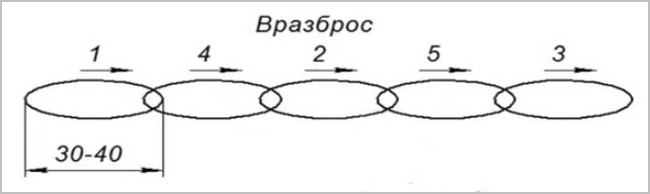
Валики выполняйте длиной 40 мм, вразброс для снижения нагрева детали.
Как заварить чугун электросваркой в домашних условиях. Что понадобится:
- источник тока (инвертор);
- электроды 3 мм;
- щетка для зачистки шва;
- молоток для проковки и удаления шлака;
- шарошка или фреза для разделки фасок;
- щиток и перчатки.
- сначала разделка кромок и притупление острых углов;
- затем наплавка по краям фасок;
- далее постепенное заполнение шва.
Делайте проковку каждого валика по горячему. Не спешите, давайте время для остывания детали (нагрев околошовной зоны не более 80°С).
После заполнения сварочного шва, переверните деталь и разделайте кромки с обратной стороны. Выполните сварку, как описано выше. Соблюдая температурный режим и делая проковку каждого валика. По окончанию процесса, по желанию отшлифуйте наплавленную поверхность.
Видео:
Холодной сваркой ремонтируют батареи, тиски, блок цилиндров двигателя и другие конструкции из серого чугуна.
Марки электродов для сварки чугуна
В этой статье, вы можете познакомится с заводскими электродами и самодельными для соединения разных видов чугуна.
Таблица ниже, поможет выставить ток на аппарате для разных диаметров марок электродов:
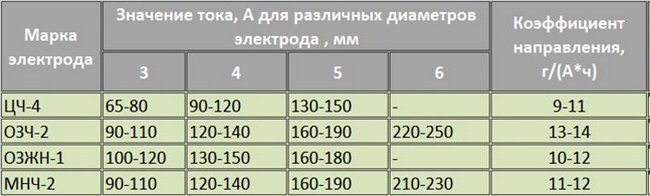
Значение тока указаны для нижнего положения электрода. Для вертикального положения ток уменьшают на 15-20 А, кроме ЦЧ-2.
В целях экономии, домашние умельцы приноровились выполнять сварку чугуна обычным электродом с медной проволокой. Видео ниже:
Также, медная проволока поможет в сварке чугуна со сталью.
Некоторые умельцы спрашивают, как варить чугун полуавтоматом? На форумах по металлообработке опытные сварщики советуют применять проволоку ПАНЧ 11. Соединение выполняется стежками по 2-5 см с проковкой, без газовой защиты на прямой полярности. Ток 90-110 Ампер в зависимости от толщины металла.
Чем резать чугун
Виды резки делятся на термические и механические. Перечень инструментов и способов:
- Болгарка — простой и доступный способ. Минус: рез происходит по прямой.
- Труборезы хорошо себя зарекомендовали при работе с трубами.
- Сабельная пила.
- Электродом.
- Газокислородная резка — неплохой вариант. Кислородно флюсовая улучшит качество резки чугуна.
- Мобильные установки Терморезак 2М (вес до 5 кг).
- Кислородно-копьевая резка и плазменная.
Как видите, есть из чего выбрать! В бытовых условиях широко применяется болгарка.


Отправить ответ