
Сварочные материалы для сварки под флюсом
Содержание:

Сварочный флюс — материал, используемый при сварке для защиты зоны сварки от атмосферного воздуха, обеспечения устойчивости горения дуги, формирования поверхности сварного шва и получения заданных свойств наплавленного материала [1] . Например, при газовой и кузнечной сварке металлов широко используют такие компоненты, как бура, борная кислота, хлориды и фториды. Они образуют жидкий защитный слой, в котором растворяются оксиды, образующиеся на свариваемых поверхностях.
При электрошлаковой сварке используют измельчённые композиции сложного состава, через них, кроме того, должен проходить электрический ток, с выделением тепла для нагрева свариваемых деталей.
Содержание
Классификация [ править | править код ]
Флюсы классифицируют по способу изготовления, химическому составу и назначению.
По способу изготовления — разделяют на плавленые и неплавленые.
В состав плавленых входят только шлакообразующие компоненты. Их получают сплавлением составляющих компонентов. Изготовление флюса включает следующие процессы: размола до необходимых размеров сырья ( марганцевая руда , кварцевый песок , мел и др.); смешивания их в определенных пропорциях; плавка в газопламенных или электропечах; грануляции с целью образования измельченного до определенных размеров зерна флюса.
Неплавленые — это смесь порошкообразных и зернистых материалов, которая кроме шлакообразующих содержит раскислителей и легирующих элементов. Делятся на керамические — замешены на жидком стекле и испеченные — образованные спеканием без расплавления.
Отсутствие плавки позволяет вводить в состав флюса различные ферросплавы, металлические порошки, оксиды и др.
Неплавленые флюсы изготавливают следующим образом: компоненты измельчают, дозируют, усредняют. Затем замешивают с водным раствором жидкого стекла и гранулируют. Гранулы сушат и прокалывают. Используют преимущественно плавленые, которые имеют высокие технологические свойства и низкую цену. Плавленые различают по содержанию оксидов различных элементов. В качестве основных — входят оксиды марганца и кремния.
Марганец , имея большее сродство к кислороду восстанавливает оксиды железа и способствует выведению серы образуя сульфид.
Кремний способствует снижению пористости металла шва за счет подавления процесса образования оксида углерода и является хорошим раскислителем.
По содержанию SiO 2 подразделяются на: высококремнистые (до 40 . 45% SiO 2 ), низкокремнистые (до 0,5% SiO 2 ) и безкремнистые.
По содержанию MnO делятся на: высокомарганцевые (> 30% MnO), среднемарганцевые (15-30% MnO) и низкомарганцевые.
По назначению различают флюсы для сварки: низкоуглеродистые, легированные, для спецсталей, для цветных металлов.
Для сварки углеродистых и низколегированных сталей используют высококремнистая флюсы, содержащие большое количество SiO 2 i MnO i имеют кислый характер. Для сварки легированных сталей — низкокремнистые, с повышенным содержанием СаО, MgO, CaF 2 , имеющие слабокислую характер; Для сварки высоколегированных сталей с большим содержанием легкоокисляемых элементов (Cr, Mo, Ti, Al и др.) — безкремнистые, на основе CaO, CaF 2 , Al 2 O 3 и бескислородные фторидные флюсы, содержащие 60-80% CaF 2 и имеют основной или нейтральный характер.
Для сварки сталей, цветных металлов и сплавов используют неплавленые керамические флюсы, содержащие мрамор , плавиковой шпат , фториды или хлориды щелочноземельных металлов, ферросплавы сильных раскислителей (Si, Ti, Al), легирующие элементы и чистые металлы. Такие шлаки имеют основной или нейтральный характер и обеспечивают в металле шва заданный содержание легирующих элементов.
Нормативные документы [ править | править код ]
- ГОСТ 9087-81 Флюсы сварочные плавленые. Приведено около 50 марок сварочных флюсов и требования к ним.
Литература [ править | править код ]
В. П. Мовчан, М. М. Бережний. Основы металлургии. Днепропетровск: Пороги. 2001. 336 с.
Дуговая сварка под флюсом.
2. Сущность и область применения автоматической и механизированной сварки под флюсом.
1.Дуговая сварка под флюсомвыполняется голой электродной проволокой, которая подается в зону горения дуги специальным механизмом.
Сварочная дуга возбуждается между электродной проволокой под слоем сыпучего флюса и свариваемым металлом. За счет высокой температуры дуги флюс плавится и закрывает расплавленный металл шва и электрода коркой расплавленного шлака, замедляющего процесс охлаждения металла шва и зон, прилегающих кнему, а также предохраняет металл от соприкосновения с воздухом, что способствует улучшению качества шва.
Малый вылет электрода, отсутствие на нем покрытия, большая скорость подачи электродной проволокипозволяют значительно увеличить сварочный ток по сравнению с ручной сваркой электродами тех же диаметров, что приводит к ускорению процесса плавления сварочной проволоки, увеличению глубины проплавления основного металла и, как следствие, к значительному повышению производительности.
При сварке под флюсом эффективно используется тепло дуги и экономично расходуется электроэнергия, выполняется сварка как на переменном, так и на постоянном токе.
При сварке под слоем флюсаобычно применяют силу тока до 1000…1200 А, что при открытой дуге невозможно. При увеличении силы сварочного тока происходит сильное разбрызгивание металла и нарушение правильного формирования шва. Таким образом, при сварке подслоем флюса можно повысить сварочный ток в 4…8 раз по сравнению со сваркой открытой дугой, сохранять при этом высокое качество сварки, хорошее формирование шва при высокой производительности.
При сварке под слоем флюса металл шва образуется за счет расплавления основного металла (около 2 /3) и лишь примерно 1 /3 за счет электродного металла. Сварку изделий толщиной до 15…20 мм можно производить без разделки кромок. Потерн металла па угар и разбрызгивание при этом относительно небольшие – не более 2% от массы расплавленного электродного металла. Дуга под слоем флюса более устойчива, чем при открытой дуге.
2. На рис. 72, а схематически показан процесс автоматической сварки под слоем флюса. Сварка производится голой электродной проволокой 4, которая с катушки 3 подается в зону горения 1 дуги сварочной головкой автомата 5, перемещаемой вдоль шва. Впереди головки из бункера 2 по трубе в разделку шва поступает зернистый флюс, который, расплавляясь в процессе сварки, равномерно покрывает шов, образуя твердую корку шлака 7. Остальная часть флюса отсасывается в бункер по трубке 6.
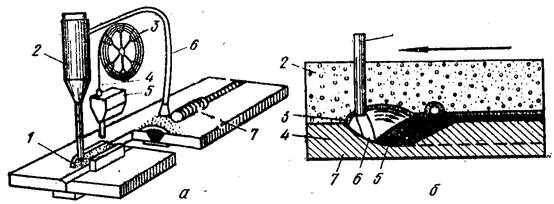
Рис. 72. Схема автоматической сварки под слоем флюса (а) и продольного разреза зоны сварки (б)
На рис. 72, б схематически дан продольный разрез зоны сварки под флюсом. При горении дуги основной металл 7 и электродная проволока 1 расплавляются под флюсом 2,который под действием высокой температуры дуги также расплавляется; в результате горения дуги происходит в газовом пузыре 6,окруженном пленкой жидкого шлака 8,защищающей столб дуги и всю зону сварки от воздействия воздуха (см. рис 72, бжидкий металл 5 и наплавленный металл 4). Дуга плавит металл и вытесняет его; газовый пузырь наполняется металлом электрода и расплавленным основным металлом. Металл сварочной ванны хорошо перемешивается, и сварной шов обладает достаточно хорошими механическими свойствами.
Полуавтоматическая сварка осуществляется но такой же схеме, только при этом применяется более тонкая электродная проволока, а полуавтомат подается сварщиком вручную, вдоль выполняемого шва. Автоматическая установка для дуговой сварки имеет следующие основные части: сварочную автоматическую головку, обеспечивающую возбуждение и поддержание дуги, а также подачу проволоки в дугу; механизм для перемещения дуги вдоль шва или самой детали относительно неподвижной головки; источник электрического тока для питания дуги; флюсовую аппаратуру; распределительное устройство для управления автоматом.
Главнейшей частью автоматической установки является сварочная головка. Сварочная головка с плавящимся электродом применяется с автоматическим регулированием дуги, главным образом по напряжению, и с использованием принципа саморегулирования – с постоянной скоростью подачи электродной проволоки.
В сварочных головках с автоматическим регулированием дуги поддерживается напряжение дуги, т. е. длина дуги. В случае повышения напряжения скорость подачи проволоки повышается до тех пор, пока не восстановится заданное напряжение на дуге, а в случае понижения напряжения скорость подачи проволоки уменьшается.
В сварочных головках с постоянной скоростью подачи электродной проволоки постоянно поддерживается величина сварочного тока. Количество проволоки, расплавленной в единицу времени, остается неизменным для заданного режима.
Автоматы со сварочной головкой с регулируемой дугой применяют для сварки открытой дугой и для сварки под флюсом. Автоматы со сварочной головкой с постоянной скоростью подачи электродной проволоки пригодны только для сварки под флюсом. Автоматы, в которых сварочная головка находится на тележке, передвигаемой вдоль изделия, называются сварочными тракторами. Для удобства сварки сварочная головка автомата может перемещаться вверх, поворачиваться вокруг колонки, а также вместе с коромыслом в плоскости, перпендикулярной шву.
При автоматической сварке для получения прочного сварного соединения необходимо обеспечить сохранение установленного положения плавящегося электрода по отношению к свариваемым кромкам изделия. С этой целью применяют специальные направляющие или копирующие устройства. Автоматические направляющие устройства могут быть прямого действия или со вспомогательным двигателем (серводвигателем). Автоматические направляющие прямого действия обычно имеют систему роликов, свободно катящихся перед электродом по разделке свариваемого соединения и соответственно направляющих движение электрода.
При использовании сварочных тракторов применяют для направления электрода самокопирование, т. е. сварка стыковых швов происходит при свободном движении двух роликов трактора вдоль кромок разделки шва. Для направления электрода при автоматической сварке криволинейных швов используют электромагнитный ролик, закрепленный на шарнирной консоли соосно со сварочной головкой и движущейся по шаблону (копиру).
Высокая производительность достигается применением двух, трех и более дуг. Двухдуговая сварка стали толщиной 8…10 мм производится одним проходом со скоростью до 120 м/ч. Этот способ автоматической сварки заключается в использовании двух мощных сварочных дуг, расположенных в общем плавильном пространстве; первая дуга расположена вертикально, вторая наклонена углом вперед. Значительная производительность достигается также при автоматической сварке с использованием трехфазного тока для питания сварочной дуги.
Полуавтоматическая сварка выполняется специальными полуавтоматами, часто шлангового типа.
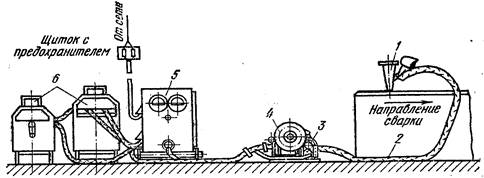
Шланговый полуавтомат (рис. 73) состоит из переносного механизма 3,держателя 1 со специальным гибким шлангом 2,передвижного аппараторного ящика с включающей аппаратурой и электроизмерительными приборами 5.
Питание дуги осуществляется соответствующими источниками. На схеме показан сварочный трансформатор с дроссельной катушкой 6. Механизм 3 обеспечивает подачу электродной проволоки с постоянной скоростью, имеет электродвигатель мощностью 0,1 кВт. Скорость подачи проволоки может меняться в пределах 80…600 м/ч путем перестановки зубчатых колес. Через гибкий шланг 2 механизмом подается электродная проволока диаметром до 2 мм из кассеты 4.
Не нашли то, что искали? Воспользуйтесь поиском:
Для автоматической дуговой сварки под флюсом используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Подача и перемещение электродной проволоки механизированы. Автоматизированы процессы зажигания дуги и заварки кратера в конце шва. В процессе автоматической сварки под флюсом (рис. 5.10) дуга 10 горит между проволокой 3 и основным металлом 8. Столб дуги и металлическая ванна жидкого металла 9 со всех сторон плотно закрыты слоем флюса 5 толщиной 30—50 мм. Часть флюса расплавляется, в результате чего вокруг дуги образуется газовая полость, а на поверхности расплавленного металла — ванна жидкого шлака 4,
Для сварки под флюсом характерно глубокое проплавление основного металла. Действие мощной дуги и весьма быстрое движение электрода вдоль заготовки обусловливают оттеснение расплавленного металла в сторону, противоположную направлению сварки. По мере поступательного движения электрода происходит затвердевание металлической и шлаковой

покрытого твердой шлаковой коркой 6. Проволоку подают в дугу и перемещают ее вдоль шва с помощью механизмов подачи 2 и перемещения. Ток к электроду поступает через токопровод 1.
Основные преимущества автоматической сварки под флюсом по сравнению с ручной дуговой сваркой состоят в повышении производительности процесса сварки в 5—20 раз, качества сварных соединений и уменьшении себестоимости 1 м сварного шва. Повышение производительности достигается за счет использования больших сварочных токов (до 2000 А) и непрерывности процесса сварки. Применение непокрытой проволоки позволяет приблизить токопровод на расстояние 30—50 мм от дуги и тем самым устранить опасный разогрев электрода при большой силе тока. Плотная флюсовая защита сварочной ванны предотвращает разбрызгивание и угар расплавленного металла. Увеличение силы тока позволяет сваривать металл большой толщины (до 20 мм) за один проход без разделки кромок. Дуговую сварку под флюсом выполняют сварочными автоматами: сварочными головками или самоходными тракторами, перемещающимися непосредственно по изделию. Назначение сварочных автоматов — подача электродной проволоки в дугу и поддержание постоянного режима сварки в течение всего процесса. Автоматическую сварку под флюсом применяют в серийном и массовом производствах для выполнения длинных прямолинейных и кольцевых швов в нижнем положении на металле толщиной 2—100 мм. Под флюсом сваривают стали различных классов. Автоматическую сварку широко применяют при изготовлении котлов, резервуаров для хранения жидкостей и газов, корпусов судов, мостовых балок и других изделий. Она является одним из основных звеньев автоматических линий для изготовления сварных автомобильных колес и станов для производства сварных прямошовных и спиральных труб.
35. Строение и свойства электрической дуги. Требования к источникам сварочного тока. Напряжение холостого хода для источников постоянного и переменного тока. Внешняя характеристика источника сварочного тока.
Сварочной дугой называется мощный устойчивый стационарный электрический разряд в газовой ионизированной среде. Открытие этого явления было сделано в 1802 г. русским ученым В.В. Петровым. В практическом применении данного явления для получения неразъемных соединений важную роль сыграли русские ученые Н.Н. Бенардос и Н.Г. Славянов.
При дуговой сварке электрическая энергия преобразуется в тепловую, которая концентрированно вводится в свариваемые заготовки и оплавляет металл в месте их соединения. Схема строения сварочной дуги постоянного тока приведена на рис. 1.1.
 Рис.1.1. Принципиальная схема горения электрической дуги: 1-катодное пятно; 2-катодная зона; 3-столб дуги; 4-ионизированная газовая среда: 5-анодная зона; 6-анодное пятно
Рис.1.1. Принципиальная схема горения электрической дуги: 1-катодное пятно; 2-катодная зона; 3-столб дуги; 4-ионизированная газовая среда: 5-анодная зона; 6-анодное пятно
В процессе горения дуги происходит разогрев и последующее расплавление металла катода и анода (электрода и свариваемой детали). Образуются катодное и анодное пятна. Из катодного пятна происходит эмиссия электронов, являющаяся причиной начальной ионизации среды в междуговом промежутке. Площадь катодного пятна зависит от силы сварочного тока, материала сварочной проволоки и ряда других факторов.
Электроны и другие заряженные частицы, образующиеся в результате процессов ионизации, создают направленные потоки. Возникает электрическая дуга, включающая в себя три зоны: катодную, анодную и столб дуги.
В столбе дуги создается самая высокая температура порядка 7000 °С. Под влиянием электрического поля электроны и ионы в столбе дуги находятся в движении. Электроны как самые подвижные частицы создают основу потока.
Ионы, обладающие положительным зарядом, под действием электрического поля перемещаются к катоду и образуют катодную область. Температура в катодной зоне достигает 3500 °С, а температура катодного пятна 2500 °С.
Электроны и отрицательные ионы перемещаются к аноду; образуется анодная зона, температура которой выше 4500 °С, а анодного пятна примерно 3500 °С. По этой причине анодное пятно больше катодного и при прямой полярности (электрод — минус, деталь — плюс) происходит перегрев детали.
Напряжение электрической дуги Uд складывается из падения напряжения в трех ее составных зонах
Стабильность горения дуги зависит от концентрации заряженных частиц в дуговом промежутке, которая, в свою очередь, определяется процессами ионизации (образование заряженных частиц). Основными механизмами образования заряженных частиц являются: автоэлектронная и термоэлектронная эмиссии, а также ионизация ударом, термическая ионизация, фотоэмиссия и фотоионизация.
Напряжение холостого хода источника сварочного тока должно быть достаточным для легкого зажигания сварочной дуги. Оно должно отвечать требованию


Отправить ответ