
Сварочный полуавтомат принцип работы видео
Содержание:
- 1 Что потребуется для переделки инвертора в полуавтомат
- 2 Как переделать инверторный трансформатор
- 3 Настройка инвертора, используемого для полуавтоматической сварки
- 4 Как использовать сварочный инвертор
- 5 Как контролировать правильность работы оборудования
- 6 В каких случаях используется сварочный полуавтомат
- 7 Что такое полуавтомат и его виды
- 8 Техника сварки полуавтоматом
- 9 Основные правила при проведении сварочных работ
- 10 Важность понимания процесса
- 11 Составные детали и принцип действия
- 12 Подающий механизм
- 13 Газовая горелка в комплекте с наконечниками
- 14 Источник питания
- 15 Порядок подключения к сети и запуск в работу
Сварочный полуавтомат – это функциональное устройство, которое можно приобрести готовым или сделать из инвертора своими руками. Следует отметить, что изготовление полуавтоматического аппарата из инверторного устройства – задача не из простых, но при желании ее можно решить. Тем, кто поставит перед собой такую цель, следует хорошо изучить принцип работы полуавтомата, посмотреть тематические фото и видео, подготовить все необходимое оборудование и комплектующие.
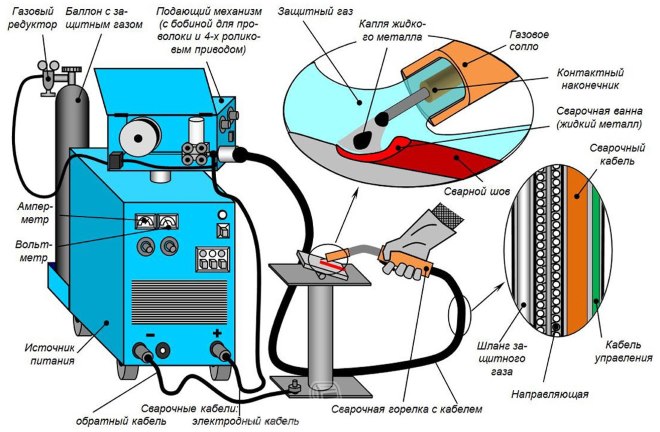
Схема полуавтоматической сварки в среде защитного газа
Что потребуется для переделки инвертора в полуавтомат
Чтобы переделать инвертор, изготовив из него функциональный сварочный полуавтомат, вы должны найти следующее оборудование и дополнительные комплектующие:
- инверторный аппарат, способный формировать сварочный ток силой 150 А;
- механизм, который будет отвечать за подачу сварочной проволоки;
- основной рабочий элемент – горелку;
- шланг, через который будет подаваться сварочная проволока;
- шланг для подачи защитного газа в зону выполнения сварки;
- катушку со сварочной проволокой (такую катушку необходимо будет подвергнуть некоторым переделкам);
- электронный блок, управляющий работой вашего самодельного полуавтомата.
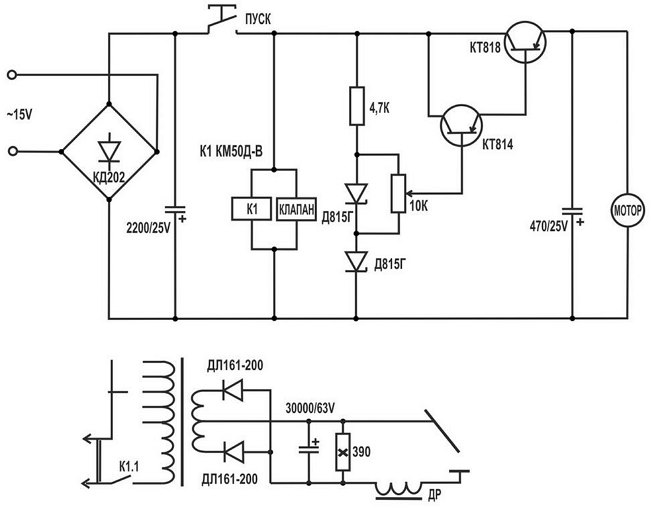
Электрическая схема самодельного полуавтомата
Отдельное внимание надо посвятить переделке подающего устройства, за счет которого в зону сварки подается сварочная проволока, передвигающаяся по гибкому шлангу. Чтобы сварной шов получался качественным, надежным и аккуратным, скорость подачи проволоки по гибкому шлангу должна соответствовать скорости ее расплавления.
Поскольку при сварке с использованием полуавтомата может применяться проволока из разных материалов и различного диаметра, скорость ее подачи должна регулироваться. Именно такую функцию – регулирование скорости подачи сварочной проволоки – как раз и должен выполнять подающий механизм полуавтомата.
Самыми распространенными диаметрами проволоки, применяемой при сварке полуавтоматом, являются 0,8; 1; 1,2 и 1,6 мм. Проволоку перед выполнением сварки наматывают на специальные катушки, которые являются приставками полуавтоматических аппаратов, закрепляемыми на них при помощи несложных конструктивных элементов. В процессе выполнения сварки проволока подается автоматически, что значительно сокращает время, затрачиваемое на такую технологическую операцию, упрощает ее и делает более эффективной.
Основным элементом электронной схемы блока управления полуавтомата является микроконтроллер, который отвечает за регулирование и стабилизацию сварочного тока. Именно от данного элемента электронной схемы сварочного полуавтомата зависят параметры рабочего тока и возможность их регулирования.
Как переделать инверторный трансформатор
Для того чтобы инвертор можно было использовать для самодельного полуавтомата, его трансформатор необходимо подвергнуть некоторым переделкам. Выполнить такую переделку своими руками несложно, надо только придерживаться определенных правил.
Чтобы привести характеристики инверторного трансформатора в соответствие с теми, которые необходимы для полуавтомата, следует обмотать его медной полосой, на которую нанесена обмотка из термобумаги. Нужно иметь в виду, что для этих целей нельзя использовать обычный толстый провод, который будет сильно нагреваться.
![]()
Переделанный трансформатор инвертора
Вторичную обмотку инверторного трансформатора также необходимо переделать. Для этого надо сделать следующее: намотать обмотку, состоящую из трех слоев жести, каждый из которых необходимо изолировать при помощи фторопластовой ленты; концы уже имеющейся обмотки и сделанной своими руками спаять между собой, что позволит повысить проводимость токов.
Конструктивная схема инвертора, используемого для его включения в сварочный полуавтомат, должна обязательно предусматривать наличие вентилятора, который необходим для эффективного охлаждения устройства.
Настройка инвертора, используемого для полуавтоматической сварки
Если вы решили сделать своими руками сварочный полуавтомат, используя для этого инвертор, необходимо предварительно обесточить данное оборудование. Чтобы такое устройство не перегревалось, следует разместить его выпрямители (входной и выходной) и силовые ключи на радиаторах.

Силовые диоды на дополнительных радиаторах
Кроме того, в той части корпуса инвертора, где располагается радиатор, нагревающийся сильнее, лучше всего смонтировать термодатчик, который будет отвечать за отключение аппарата в том случае, если он перегреется.
После того как все вышеперечисленные процедуры выполнены, можно соединить силовую часть устройства с его блоком управления и подключить его к электрической сети. Когда индикатор подключения к сети загорится, к выходам инвертора следует подключить осциллограф. С помощью этого прибора надо найти электрические импульсы частотой 40–50 кГц. Время между формированием таких импульсов должно составлять 1,5 мкс, что регулируется изменением величины напряжения, поступающего на вход устройства.
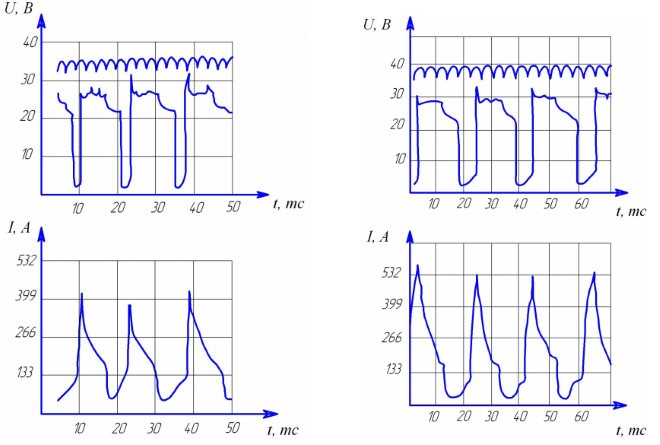
Осциллограмма сварочного напряжения и тока: слева на обратной полярности, справа – на прямой
Необходимо также проверить, чтобы импульсы, отражающиеся на экране осциллографа, имели прямоугольную форму, а их фронт составлял не более 500 нс. Если все проверяемые параметры соответствуют требуемым значениям, то можно подключать инвертор к электрической сети. Ток, поступающий от выхода полуавтомата, должен иметь силу не менее 120 А. Если величина силы тока меньше, это может означать то, что в провода оборудования подается напряжение, величина которого не превышает 100 В. При возникновении такой ситуации необходимо сделать следующее: протестировать оборудование путем изменения силы тока (при этом надо постоянно контролировать напряжение на конденсаторе). Кроме того, следует постоянно контролировать температуру внутри устройства.
После того как полуавтомат протестирован, необходимо проверить его под нагрузкой. Чтобы сделать такую проверку, к сварочным проводам подключают реостат, сопротивление которого составляет не меньше 0,5 Ом. Такой реостат должен выдерживать ток силой 60 А. Сила тока, который в такой ситуации поступает на сварочную горелку, контролируется при помощи амперметра. Если сила тока при использовании нагрузочного реостата не соответствует требуемым параметрам, то величину сопротивления данного устройства подбирают эмпирическим путем.
Как использовать сварочный инвертор
После запуска полуавтомата, который вы собрали своими руками, на индикаторе инвертора должно высветиться значение силы тока, равное 120 А. Если все сделать правильно, то так оно и произойдет. Однако на индикаторе инвертора могут высветиться восьмерки. Причиной этого чаще всего является недостаточное напряжение в сварочных проводах. Лучше сразу найти причину такой неисправности и оперативно устранить ее.
Если же все сделано правильно, то индикатор корректно покажет силу сварочного тока, регулируемого при помощи специальных кнопок. Интервал регулировки рабочего тока, который обеспечивают сварочные инверторы, находится в пределах 20–160 А.
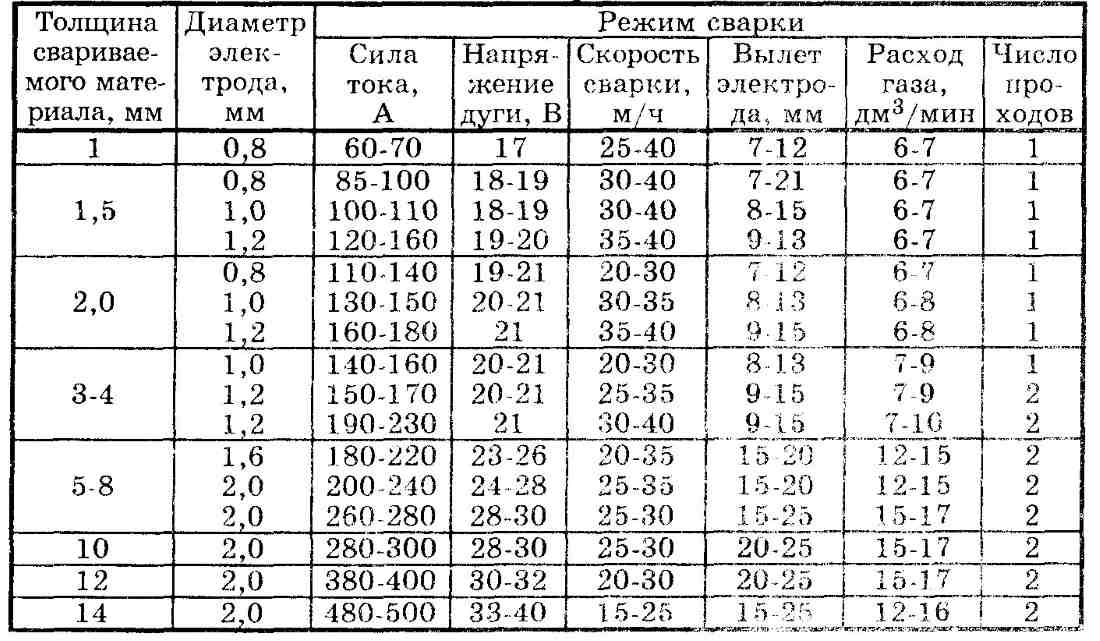
Ориентировочные режимы полуавтоматической сварки стыковых швов
Как контролировать правильность работы оборудования
Чтобы сварочный полуавтомат, который вы собрали своими руками, служил вам длительное время, лучше постоянно контролировать температурный режим работы инвертора. Для осуществления такого контроля необходимо нажать одновременно две кнопки, после чего температура самого горячего радиатора инвертора будет выводиться на индикатор. Нормальной рабочей температурой считается та, значение которой не превышает 75 градусов Цельсия.
Если данное значение будет превышено, то, кроме информации, выводимой на индикатор, инвертор начнет издавать прерывистый звуковой сигнал, на что следует сразу же обратить внимание. В этом случае (а также при поломке или замыкании термодатчика) электронная схема устройства автоматически снизит рабочий ток до значения 20А, а звуковой сигнал будет издаваться до тех пор, пока оборудование не придет в норму. Кроме того, о неисправности оборудования, сделанного своими руками, может свидетельствовать код ошибки (Err), высвечиваемый на индикаторе инвертора.

Настройка режима сварки на инверторе «Ресанта»
В каких случаях используется сварочный полуавтомат
Практика показывает, что полуавтомат лучше использовать в тех случаях, когда требуется получить точные и аккуратные соединения деталей, изготовленных из сталей. При помощи такого оборудования, которое при желании можно изготовить своими руками, выполняют сварные соединения тонкого металла, что очень актуально при ремонте кузова автотранспортного средства.
Научиться работать на таком аппарате тоже несложно: в этом помогут уроки, взятые у квалифицированных специалистов, или обучающее видео.

Сварочным полуавтоматом можно качественно и быстро соединить две детали. За счет того, что данным видом аппарата можно работать с любыми металлами различной толщины, автоматическая и полуавтоматическая сварки применяется во всех промышленных отраслях. В сравнении с ручной дуговой сваркой у нее намного выше коэффициент полезного действия, при небольших материальных затратах. Сварка полуавтоматом для начинающих включает в себя несколько аспектов – теоретический и практический. Они тесно взаимосвязаны, и перед тем, как приступать к сварочным работам, новичок должен освоить основные азы.
Что такое полуавтомат и его виды
Чтобы варить сварочным автоматом, необходимо понимать, что это и как он устроен. Аппарат для полуавтоматической сварки представляет собой механический прибор, в котором установлена катушка с проволокой, исполняющей роль плавящегося электрода и механизм для автоматической ее подачи. Сила тока и скорость подачи электрода устанавливает сварщик на аппарате сам, в зависимости от типа металла, который сплавляется, и от скорости перемещения горелки.

Существует множество различных агрегатов для сварочных работ. Чтобы их немного упорядочить, существует несколько классификаций. Рассмотрим самую основную – по способу защиты материала во время процесса:
- полуавтоматическая сварка под слоем флюсов (флюс – это порошкообразный состав, который находится в середине рабочей проволоки. По своим химическим свойствам он напоминает обмазку электрода );
- сварка в инертных и активных газах;
Кроме этого различают однофазный и трехфазный агрегаты для сварки полуавтоматом. Однофазные модели работают от обычной розетки в 220В. В этом случае, если сеть не будет соответствовать мощности агрегата, то дуга не будет стабильной, что приведет к дефектам при создании шва. Трехфазный аппарат не везде можно подключить, но при этом он отличается высоким качеством работы при разных нагрузках.
Хоть перечисленные сварочные полуавтоматы и отличаются между собой, все они имеют следующую комплектацию:
- источник тока;
- редуктор для перемещения электрода;
- горелка;
- сварочный кабель с зажимом;
- система управления;
- баллон с газом;
- рукав подачи газа.
Техника сварки полуавтоматом
Рассмотрим, как варить полуавтоматом, так как данный вид работ имеет несколько вариантов – сварка с защитных газах и сварка без газа, с использованием порошковой проволоки (флюса).
Технология сварки в среде защитного газа
Для сварки полуавтоматом можно использовать несколько видов газов. Чаще всего применяется углекислый газ или гелий. Это обусловлено их доступностью и небольшими расходами при использовании. Газы используются для того, чтобы снизить окисление металла, из которого изготовлена свариваемая деталь, чтобы повысить прочность шва. Основным условием для работы полуавтоматом с углекислотой является предварительная подготовка детали. Имеется в виду ее тщательная зачистка, чтобы удалить всю пыль, грязь, остатки лакокрасочных изделий или ржавчину. Для этого используется наждачная бумага или железная щетка.

Технология сваривания бывает трех видов:
- непрерывного сваривания, когда горелка или электрод ведется от начала до конца шва;
- точечной сварки, при котором детали соединяются не сплошной дорожкой, а сварными точками;
- сварка коротким замыканием производится, в основном, для тонколистового металла и заключается в расплавлении металла за счет подачи импульсов от короткого замыкания, которое образуется в сварочном аппарате. После замыкания, расплавленный материал стягивается в каплю, применяемую для соединения двух деталей.
Чаще всего сварка полуавтоматом с углекислотой производится на режиме переменного тока. Перед началом работы надо подготовить все для сварки. Аппарат настраивается в зависимости от типа металла и его толщины. От режима сварки будет зависеть расход газа из баллонов. Проволока расходится практически одинаково – в среднем 4 сантиметра в секунду. Более точные настройки можно посмотреть в таблицах ГОСТа, где указаны режимы и нормы для каждого вида металла. Когда и оборудование и детали готовы, можно начинать соединение изделий на полуавтомате. Первым делом, необходимо включить подачу газа, а затем возбудить дугу. Для этого нужно проволокой коснуться детали. При нажатии на «пуск/старт» на корпусе аппарата начинается механическая подача электродной проволоки.
Качество шва завит от многих нюансов. Например, важно проволоку держать и вести прямо, но не слишком близко к заготовке. Чтобы не перекрывать себе обзор сварочной ванны. Во время работы важно, чтобы между кромками свариваемых деталей соблюдался нужный интервал. Технология работы такова, что при толщине изделия до сантиметра зазор должен быть не более 1 мм, при толщине изделий более сантиметра зазор составляет 10% от данной величины. Очень часто детали в лежачем состоянии сваривают на специальной железной подложке, размещая ее снизу очень плотно к основному металлу.
Технология сварки алюминия
На полуавтомате можно варить различные металлы, и алюминий не исключение. Но тут есть особые правила, так как данный металл имеет некоторые особенности. На его поверхности имеется тонкий слой амальгамы, у которого температура плавления намного выше, чем у алюминия (больше 2000 градусов в то время, как основной металл плавится при 650 градусах). В этом случае используется в качестве инертного газа аргон. Так как алюминий быстро плавится и начинает течь, для работы на сварочном полуавтомате применяется подложка.

Сам сварочный процесс происходит плавящимися электродами под действием постоянного тока обратной полярности — это, когда на деталь крепиться отрицательный заряд, а на горелку – положительный. Такие приемы сварки способствуют качественному плавлению заготовки и быстрому разрушению верхнего слоя. Хотя для такого соединения можно применять и другу хитрость – предварительно зачищать изделие, чтобы снять оксидную пленочку. Подробнее об особенностях работы с алюминием можно прочесть здесь.
Технику соединения можно выполнять в разном пространственном положении, используя разные виды швов.
Сварка с проволокой
Особенности сварки заключаются в том, что производить работу можно как в газовой среде, так и без использования углекислоты, гелия или аргона. Одним из популярных методов соединения является сварка под флюсом. Ее чаще применяют в промышленных условиях, нежели в бытовых. Это связано с том, что сам по себе флюс – материал дорогостоящий. Это порошок, который находится в середине проволоки. Во время расплавления, под воздействием высокой температуры, он выделяет газовое облако, которое защищает сварочную ванну от окисления. То есть, при этом дополнительно инертный газ из баллона не подается.

Основной плюс порошковой проволоки в том, что с ее помощью можно варить сварочным агрегатом на улице, или в помещении при сквозняке. Например, при газовой сварке не получится качественная дорожка, если будет ветер, так как он нарушает полок газа.
Сварка полуавтоматом без газа может осуществляться при любых условиях, как в помещении, так и на улице.
Варить сварочным агрегатом с применением самозащитной проволоки не рекомендуется слишком тонкие листы или среднеуглеродистую сталь, так как могут появиться дефекты (в основном – горячие трещины).
Чтобы повысить температуру сварочной дуги для быстрого и качественного расплавления флюса необходимо использовать такой же трюк, как и при алюминиевой сварке – применить обратную полярность.
Основные правила при проведении сварочных работ
Чтобы стать настоящим профессионалом, необходимо знать все о сварке полуавтоматом, и техника безопасности – это один и важных аспектов. Необходимо изучить и каждый раз соблюдать все нормы и стандарты, прописанные в ГОСТе. Нельзя пренебрегать ТБ, работая с огнем и газовыми баллонами. Также важно защитить себя, надев форму и маску, которая защитит глаза от ультрафиолетового ожога.
Не только новичкам, но и опытным мастерам рекомендуется изначально попробовать шов на черновой детали или на незаметном участке, чтобы убедиться в правильности настроек на сварочном полуавтомате. Перед использованием агрегата, требуется прочесть инструкцию, и соблюдать ее при работе. И еще, аппарат не может работать беспрерывно. То есть, периодически нужно делать паузы, об этом пишется в инструкции к ним.
Автоматическая и полуавтоматическая сварка требует длительного обучающего процесса, который включает в себя теоретические и практические знания. Обучение на сварщика — длительная и ответственная работа, хотя разобравшись во всем можно понять, что это не сложно, если соблюдать все рекомендации.
И в конце хотелось бы ответить на один из самых частых вопросов, чем отличается автоматическая сварка от полуавтоматической:
- автоматическая сварка – это процесс, при котором движение дуги и подача электрода происходят механизировано;
- полуавтоматическая сварка – это такая сварка, при которой проволока подается механизированно, а перемещение дуги вручную.
Подробнее, как варить полуавтоматом, можно увидеть в следующем видео:
Полуавтоматический сварочный аппарат позволяет существенно повысить скорость сварки. Принцип работы сварочного полуавтомата предполагает наличие защитной среды, обеспечивающей формирование качественного и ровного шва.
Важность понимания процесса
 Одного понимания принципа действия сварочного полуавтомата обычно недостаточно для полного овладения всеми приёмами работы с ним. Для грамотной эксплуатации оборудования, помимо всего прочего, следует знать устройство сварочного полуавтомата.
Одного понимания принципа действия сварочного полуавтомата обычно недостаточно для полного овладения всеми приёмами работы с ним. Для грамотной эксплуатации оборудования, помимо всего прочего, следует знать устройство сварочного полуавтомата.
Имея необходимую информацию и опыт работы, отдельные сварщики отказываются от покупки готового фирменного изделия и отдают предпочтение самодельным устройствам, используемым обычно в бытовых целях.
Самым простым решением поставленной задачи считается подход, при котором за основу берётся уже готовый, но устаревший (бывший в употреблении) сварочный агрегат.
Для сборки работоспособного полуавтомата на базе инверторного устройства дополнительно потребуется знание основ электроники, что заметно облегчит понимание того, как работает схема сварочного полуавтомата.
Задача состоит в том, чтобы организовать подачу в зону сварки защитного газа и присадочной проволоки.
Составные детали и принцип действия
В рамках автоматизации процесса обработки металлов в домашних условиях самодельный инверторный сварочный полуавтомат значительно облегчает работу и существенно повышает прочность шва.
Дополнительно упростить решение этой задачи можно, если за основу будущего самодельного полуавтомата взять схему типового инверторного агрегата.
Для самостоятельного изготовления сварочного полуавтомата потребуется несколько видоизменить преобразователь нагрузочного тока, дополнив его рядом современных электронных элементов.
 С принципиальной схемой инверторного устройства, обеспечивающего формирование рабочего тока для полуавтомата можно ознакомиться на картинке.
С принципиальной схемой инверторного устройства, обеспечивающего формирование рабочего тока для полуавтомата можно ознакомиться на картинке.
Электронный способ преобразования питающего напряжения заметно упрощает регулировку рабочих параметров сварочного тока. Электронный преобразователь влияет на дискретные компоненты схемы, в результате аппарат работает более стабильно.
Сами сварочные работы полуавтоматом организуются по принципу сплавления заготовок в парах аргона или углекислоты с одновременной подачей присадочной проволоки в рабочую зону. С учётом особенностей организации сварного процесса в состав оборудования входят следующие обязательные узлы:
 газовый баллон с углекислотой или аргоном в комплекте со шлангом для их доставки к сварочной ванне;
газовый баллон с углекислотой или аргоном в комплекте со шлангом для их доставки к сварочной ванне;- ёмкость (барабан или кассета) с механизмом, обеспечивающим непрерывную подачу присадочной проволоки;
- держатель со встроенным каналом для её перемещения;
- источник питания, модуль управления и объединяющие их электрические цепи.
Каждый из этих узлов выполняет свою функцию, позволяющую сварочному полуавтомату полноценно работать. Благодаря чёткому функциональному разграничению отдельных блоков, собрать полуавтомат своими руками не составляет особого труда.
Подающий механизм
 Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Второй способ, называемый тянущим, обеспечивает подачу присадочного изделия по каналу, оборудованному в ручке (держателе) горелки. И, наконец, комбинированный вариант предполагает комплексное использование обоих методов.
При этом специальный блок подачи обеспечивает согласованное перемещение присадочного материала. Комбинированный метод чаще всего применяется при подающих каналах значительной длины.
Диаметр заправляемой в сварочный полуавтомат проволоки обычно колеблется в пределах от 0,6 до 2,0 мм. Сама она располагается на вращающихся бобинах, заметно облегчающих её подачу в зону сварки.
При использовании специальной порошковой проволоки с внутренней полостью для флюса необходимость в дополнительной защите отпадает, поскольку газовая оболочка образуется за счёт сгорания флюсового наполнителя.
Известно несколько разновидностей электродного присадочного материала, используемого при эксплуатации сварочных полуавтоматов (стальная, «омеднённая» и алюминиевая проволоки).
Каждое из наименований применяется в различных условиях сплавления заготовок, при которых обычно протекает сварочный процесс.
Газовая горелка в комплекте с наконечниками
Одной из важнейших составляющих конструкции полуавтоматов является держатель с каналом, обеспечивающим непосредственное поступление газа и присадочной проволоки к месту формирования сварочной ванны.
Рукоятка этой детали должна изготавливаться из качественного изоляционного материала и оборудоваться специальной пусковой кнопкой с защитным козырьком.
 Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Во избежание эффекта налипания расплавленных капель поверхность сопла либо полируется, либо покрывается защитным материалом.
При рабочих токах, превышающих значение 325 Ампер горелка (точнее, сопло) нуждается в дополнительном охлаждении, исключающем её перегрев. Поскольку гарантийный срок службы сопла обычно не превышает 6-ти месяцев – рекомендуется менять его по истечении этого времени (раз в полгода).
Для изготовления наконечников применяются хорошо проводящие электрический ток материалы (бронза и сплавы меди с графитом или вольфрамом). Их предельные эксплуатационные сроки, в конечном счёте, определяются качеством составляющих компонентов.
Непосредственное подсоединение держателя к сварочному полуавтомату осуществляется неразъемными соединителями или с помощью разъёмов типа «Euro Mig-Mag». Именно такими разъемами подсоединяются горелки к известным моделям фирменных полуавтоматов «ПШ-112», «А-1197» и ряда других агрегатов.
Источник питания
Функцию источника рабочего тока в варочном полуавтомате может выполнять классический трансформатор, выпрямительный преобразователь или электронно-импульсный инвертор. Электросхему будущего агрегата следует продумать до мелочей и выбрать её в соответствии с поставленными практическими задачами.
От типа и конструкции самого преобразователя во многом будут зависеть как технические, так и эксплуатационные параметры будущего устройства (его габариты, вес и выходная мощность).
Большинство пользователей предпочитает вариант переделанного под автомат бывшего в употреблении инверторного агрегата, имеющего малые габариты и вес, работа которого обеспечивает высокое качество сварки.
В состав такого сварочного полуавтомата должны входить импульсный преобразователь тока, дополненный всеми рассмотренными ранее механизмами плюс блок управления нагрузочными параметрами. Также не следует забывать о комплекте соединительных проводов и держателе рабочих электродов.
Порядок подключения к сети и запуск в работу
Для качественной сварки металлических заготовок самодельным полуавтоматом необходимо соблюдать заданный технологией порядок рабочих операций. При этом важно грамотно выбирать подходящую для данного вида сварных работ полярность тока. Так, при использовании флюсовой проволоки необходимо прямое включение, а при обработке изделий в аргоновой среде – обратное.
 Прямая полярность означает подсоединение «плюса» питающего напряжения непосредственно к земляному зажиму, в то время как «минус» от инвертора подключается к держателю с горелкой. Обратное подключение осуществляется в строго противоположном порядке (менять полярность допускается перекидыванием контактов на самом инверторе).
Прямая полярность означает подсоединение «плюса» питающего напряжения непосредственно к земляному зажиму, в то время как «минус» от инвертора подключается к держателю с горелкой. Обратное подключение осуществляется в строго противоположном порядке (менять полярность допускается перекидыванием контактов на самом инверторе).
После фиксации на рабочем месте проволочной катушки можно переходить к подсоединению элементов подачи защитного газа. С этой целью сначала на газовом баллоне закрепляется редуктор, после чего его штуцер соединяется со сварочным аппаратом посредством специального отводящего шланга.
Перед началом сварных работ обязательно нужно произвести следующие регулировки:
- настройка механизмов натяжения проволоки и её прижатия;
- регулировка потока защитного газа, осуществляемая посредством специального редуктора;
- установка величины сварочного тока, проводимая в процессе сварки.
Работать на сварочном инверторе в режиме полуавтомата допускается только при наличии защитного щитка с застеклённым окошком. Такая предусмотрительность позволяет контролировать весь рабочий процесс и защитить глаза и лицо от опасного излучения. Для работы также потребуются перчатки и костюм из плотной хлопчатобумажной ткани, обеспечивающей защиту кожи тела и рук.


Отправить ответ