
Сверление отверстий под конфирматы
Содержание:
 В последнее время распространённым мебельным креплением стал винт-конфирмат, или как его часто называют, евровинт. Это простой, но довольно надёжный вид крепежа, который позволяет существенно ускорить процесс сборки мебели. Однако несмотря на простоту, в работе с евровинтами существуют определённые тонкости, касающиеся подготовки отверстий для них.
В последнее время распространённым мебельным креплением стал винт-конфирмат, или как его часто называют, евровинт. Это простой, но довольно надёжный вид крепежа, который позволяет существенно ускорить процесс сборки мебели. Однако несмотря на простоту, в работе с евровинтами существуют определённые тонкости, касающиеся подготовки отверстий для них.
Описание конфирмата
Это нечто среднее между винтом и шурупом.
- У конфирмата конец стержня тупой, а не острый, как у шурупа.
- В головке евровинта, как правило, выполнено отверстие под шестигранник, что является редкостью для шурупов, но часто встречается у винтов.
- Резьба конфирмата с особым профилем и увеличенным шагом предназначена, как у шурупов, для нарезки внутренней резьбы в отверстии и надёжной фиксации в деревянной детали.
 Тупой наконечник не позволяет непосредственно ввинчивать эту крепёжную деталь в дерево. Поэтому необходимо предварительно разметить и высверлить отверстия под крепежи. Но проблема в том, что для того чтобы сделать их обычными инструментами, потребуется три сверла на каждую дыру.
Тупой наконечник не позволяет непосредственно ввинчивать эту крепёжную деталь в дерево. Поэтому необходимо предварительно разметить и высверлить отверстия под крепежи. Но проблема в том, что для того чтобы сделать их обычными инструментами, потребуется три сверла на каждую дыру.
Особенностью евровинта является и то, что его стержень состоит из двух частей — резьбовой и гладкой. Соответственно, возникает необходимость сначала сверлить отверстие меньшего диаметра для резьбовой части, затем частично увеличивать отверстие сверлом большего диаметра для цилиндрической части, примыкающей к головке конфирмата. Третья операция — раззенковка под саму головку. Таким образом, отверстие под конфирмат состоит из трёх участков, требующих применения трёх разных свёрл.
Сверло под мебельный евровинт
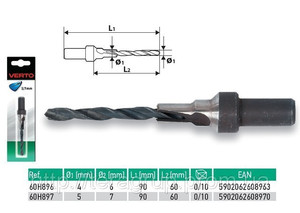
Для того чтобы сократить количество операций и ускорить сборку, разработано специальное сверло для конфирмата. Инструмент состоит из трёх частей. Первая предназначена для проходки части отверстия под резьбу. Вторая — для гладкой части евровинта. Третья — для зенковки конусовидного углубления под головку.
Диаметр сверла под конфирмат определяется по наиболее популярным размерам евровинтов.
Основные маркировки
Распространены свёрла следующих маркировок:
 HSS расшифровывается как «быстрорежущие инструментальные стали». Именно такие стали (отечественные марки Р18 и Р9М5 или зарубежный аналог — HSS4341) используются для производства свёрл.
HSS расшифровывается как «быстрорежущие инструментальные стали». Именно такие стали (отечественные марки Р18 и Р9М5 или зарубежный аналог — HSS4341) используются для производства свёрл.
Рассмотрим для примера наиболее часто используемый евровинт 7×50. Диаметр отверстия под резьбу для него равен 4,7 мм, для цилиндрической части — 6,7 мм. Соответствующие диаметры сверла — 4,5 и 6,5 мм либо 5 и 7 мм. Для точности центровки отверстия наконечник инструмента выполнен в виде пера. Сверло бывает как неразборным, так и составным, что позволяет производить точную подстройку размеров.
Производители устройств
Инструменты такого типа выпускаются как отечественными предприятиями, так и рядом зарубежных компаний. Какой производитель лучше? Наиболее дешёвыми являются свёрла, сделанные в КНР. Но китайские изготовители зачастую не соблюдают технологическую культуру. В частности, используют не быстрорежущие, а другие марки инструментальных сталей.
Необходимо учитывать, что подготовка отверстий для евровинтов выполняется высокооборотным инструментом и в больших объёмах. Это приводит к довольно сильному нагреву инструмента. Не предназначенная для этого сталь отпускается, её твёрдость снижается. В результате приходится прикладывать большие усилия при сверлении, что может привести к браку при подготовке отверстий.
Гораздо качественней инструменты производства американской компании DeWalt или швейцарской Archimedes. Однако стоимость их в 2−3 раза больше, чем отечественных, при вполне сопоставимом качестве. Поэтому в большинстве случаев вполне достаточно приобрести отечественное изделие, например, выпущенное Тульским инструментальным заводом.
Правила сверления
 Одно из самых важных условий — отверстия необходимо высверливать строго перпендикулярно к поверхности заготовки. Особенно это актуально для углублений, выполняемых в торцах плит ЛДСП. В настоящее время используются панели ЛДСП, толщина которых составляет 16 мм. Поэтому при любом отклонении от вертикали можно просто испортить заготовку. Чтобы избежать этого, на практике пользуются несложным приспособлением — шаблоном, благодаря которому сверло всегда входит в деталь под углом 90 градусов.
Одно из самых важных условий — отверстия необходимо высверливать строго перпендикулярно к поверхности заготовки. Особенно это актуально для углублений, выполняемых в торцах плит ЛДСП. В настоящее время используются панели ЛДСП, толщина которых составляет 16 мм. Поэтому при любом отклонении от вертикали можно просто испортить заготовку. Чтобы избежать этого, на практике пользуются несложным приспособлением — шаблоном, благодаря которому сверло всегда входит в деталь под углом 90 градусов.
Если отверстие одновременно выполняется в двух сопряжённых деталях, то они должны быть надёжно зафиксированы, например, с помощью струбцин, чтобы избежать смещений. Под одиночную заготовку при сквозном сверлении необходимо подкладывать ненужный предмет из дерева или ДСП. Это уменьшит вероятность образования сколов на поверхности ЛДСП в месте выхода сверла.
И, наконец, недопустимо сверлить углубления под евровинты обычным сверлом. Если его диаметр будет соответствовать гладкой части конфирмата, то при его вкручивании не будет нарезаться резьба, и такое соединение ничего не удержит. Если же диаметр инструмента будет подобран под резьбу, при закручивании евровинта ЛДСП может лопнуть под давлением гладкой части крепления.
 Одноэлементная стяжка — крепеж, любимый мебельщиками-профессионалами и обычными любителями делать все своими руками. Широко известна с 90-х годов под разными названиями: «еврошуруп», «конфирмат» и другими. Одной из первых изделия начала выпускать немецкая фирма Hafele. Торговая марка называлась Confirmat. Для вставки крепежа выпускается специальное сверло для конфирмата.
Одноэлементная стяжка — крепеж, любимый мебельщиками-профессионалами и обычными любителями делать все своими руками. Широко известна с 90-х годов под разными названиями: «еврошуруп», «конфирмат» и другими. Одной из первых изделия начала выпускать немецкая фирма Hafele. Торговая марка называлась Confirmat. Для вставки крепежа выпускается специальное сверло для конфирмата.
Преимущества
 Для евровинта необходимо отверстие. Сложность заключается в том, что по своей конструкции он неоднороден: наружный диаметр резьбы и размер головки отличаются. Есть еще шляпка. Все это нужно учитывать для надежного крепления. Можно сделать следующее:
Для евровинта необходимо отверстие. Сложность заключается в том, что по своей конструкции он неоднороден: наружный диаметр резьбы и размер головки отличаются. Есть еще шляпка. Все это нужно учитывать для надежного крепления. Можно сделать следующее:
- Просверлить отверстие, соответствующее длине конфирмата. Его диаметр делается чуть меньше, чем у наружной резьбы.
- Головка еврошурупа — чуть шире. Она должна плотно входить в отверстие, но не слишком, иначе могут появиться трещины. Верхнюю часть уже проделанного отверстия придется расширять сверлом с необходимым диаметром.
- Чтобы шляпка хорошо вошла, необходимо освободить место и под нее. Для получения нужного гнезда дополнительно производится обработка с помощью зенковки. Хотя некоторые мастера этот шаг опускают: достаточно немного сильнее закрутить конфирмат.
То есть для того, чтобы вставить один евровинт, нужно иметь два подходящих сверла и, желательно, зенковку. Потребуется проделать несколько операций, каждая из которых может окончиться неудачей, особенно для новичка:
- положение отверстия и его угол может быть взят неверно, что отразится на надежности соединения;
- при зенковке возможны сколы.
Значительно упростить процесс, сэкономить время и нервы способно специальное конфирматное сверло. Обычно оно заменяет собой все описанные выше инструменты и позволяет сделать отверстие быстро, одним движением. Хорошие образцы не портят края отверстия или делают это незначительно. Небольшой брак обычно можно закрыть шляпкой или заглушкой. Изделия подходят:
- для твердой и мягкой древесины;
- для ДСП с покрытием и без него;
- для пластика.
Размеры
Отверстия под конфирмат соответствуют следующим размерам сверл:
 HSS 7×70;
HSS 7×70;- HSS 7×50;
- HSS 6,3×50;
- HSS 5×50.
HSS с английского High — Speed Steels, то есть изделия выполнены из быстрорежущей инструментальной стали. Лучше всего для их изготовления подходит иностранная марка HSS 4341 или российские:
Особенности конструкции
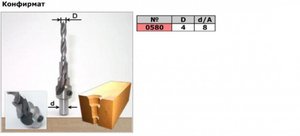
 Отверстие должно быть ступенчатым, так как конфирмат имеет части разного диаметра. Поэтому и специальные сверла под него должны повторять форму крепежа. Добиться этого удается с помощью соответствующей конструкции.
Отверстие должно быть ступенчатым, так как конфирмат имеет части разного диаметра. Поэтому и специальные сверла под него должны повторять форму крепежа. Добиться этого удается с помощью соответствующей конструкции.
С патроном дрели соединяется крепежная часть. В ней имеется отверстие (глухое) под съемное сверло. Посадка последнего — скользящая, производится с незначительным зазором. Это предотвращает изгиб и поломку. Режущая часть — ступенчатая, позволяющая сделать отверстие с несколькими диаметрами за один раз. Конструкция может быть и неразборной.
Сверло для евровинта обладает следующими особенностями строения:
- Передняя часть выполнена под острым углом. Это необходимо для лучшего вхождения и обеспечивает центровку отверстия.
- Угол винтовой канавки — такой же, как у резьбы в конфирмате. Крепеж хорошо заходит и надежнее держит.
- Можно регулировать положение упорной части. Это помогает избежать пересверливания: не нужно дополнительно следить за глубиной дырки.
- Полировке поверхности перьев придается особое значение. Это уменьшает трение и способствует лучшему удалению стружки. Последняя убирается через отверстия в торце упора.
- Контактная площадь упора делается как можно меньше, чтобы не сминать боковые поверхности дырки. Стойкость сверла остается в допустимых пределах.
- Упор не только центрирует, но и осуществляет зенкование, необходимое для лучшего захода шляпки. То есть отверстие получается под ключ, можно сразу вставлять конфирмат.
Основные характеристики
 Качественное сверло под евровинт мебельный должно обладать следующими характеристиками:
Качественное сверло под евровинт мебельный должно обладать следующими характеристиками:
- ударная вязкость (kc): 150−165;
- стойкость к температуре 120−150 °C;
- твердость: 61−64;
- стойкость к изгибам на заданном уровне.
Эти параметры необходимы:
- для быстрого образования нужного отверстия;
- для предотвращения образования дефектов, например, сколов;
- для долгой службы.
Выбор подходящего сверла
 При выборе сверла под евровинт мебельный нужно обращать внимание в первую очередь:
При выборе сверла под евровинт мебельный нужно обращать внимание в первую очередь:
- на размеры;
- на производителя;
- на стоимость.
В продаже много китайской продукции. Она, как правило, обладает очень привлекательной ценой, но качество оставляет желать лучшего. Отсутствие надежности обычно объясняется следующим:
- применяемая сталь не подходит для условий работы;
- материал неправильно обработан.
Производители из Поднебесной часто используют любую инструментальную сталь. В итоге твердость быстро снижается, и сверло затупляется. При работе мастеру приходится увеличивать силу нажатия. Материал при этом часто разрушается, крошится.
Если термическая обработка сверла проведена неправильно, оно будет подвержено изгибам. Проявляется это обычно, когда нужно последовательно сделать несколько отверстий.
Гораздо более надежными являются российские сверла под конфирмат, сделанные:
- ООО «Тульский Инструментальный Завод»;
- ООО «БСИ-инструмент».
Из иностранных подойдут, например:
Зарубежная продукция дороже как минимум в два раза. Важно при покупке сразу определить некоторые характеристики:
 Размер гладкой части конфирмата и глубина посадочной части сверла должны быть одинаковыми.
Размер гладкой части конфирмата и глубина посадочной части сверла должны быть одинаковыми.- Желательно, чтобы шероховатостей на перьях было как можно меньше.
- Часть упора для зенковки — под углом 45°, переход к резьбе — плавный.
- Качество отверстий при неразборной и разборной конструкции — одинаковое. Однако последний вариант — удобнее. Он подойдет в разных случаях, так как конфирмат бывает разным.
Для работы подойдет только инструмент с высокой мощностью. Евровинты можно закрутить и «по дедовскому методу», описанному в начале статьи. Однако это потребует значительно больше усилий, времени и мастерства. Поэтому многие останавливают свой выбор на конфирматных сверлах. Из многообразия товаров всегда есть возможность выбрать что-то подходящее.
Автор Maksim2018 , 10 января 2018
14 сообщений в этой теме
Создайте аккаунт или авторизуйтесь, чтобы оставить комментарий
Комментарии могут оставлять только зарегистрированные пользователи
Создать аккаунт
Зарегистрировать новый аккаунт в нашем сообществе. Это несложно!


Отправить ответ