
Техника сварки электродуговой сваркой
Содержание:
- 1 Азы электросварки
- 2 Особенности сварки электродом
- 3 Технология дуговой сварки
- 4 Обзор основных ошибок начинающих
- 5 Технология и описание электродуговой сварки
- 6 Параметры электрической дуги
- 7 Характеристики источников энергии
- 8 Особенности сваривания некоторых материалов
- 9 Область применения
- 10 Зажигание сварочной дуги

Сварка электродом – это способ дуговой электросварки, используемый для совмещения металлических изделий. Данный метод получил свое название за счет сварочной дуги – длительного потока энергии, который возникает в электроде при сварке металла под высокой температурой. Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Азы электросварки
Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, ва жно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
жно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Особенности сварки электродом
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Не которые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
которые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических кап ель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
ель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
- Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
- Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра. Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
- При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов. Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Обзор основных ошибок начинающих
Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:

- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
- Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
- Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
- Не так установленные настройки на аппарате. Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
- Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
Основной задачей является обеспечение таких условий труда, при которых сводится к минимуму возможность получения человеком травмы во время выполнения различных работ как на производстве, так и дома. Особенно актуален указанный вопрос во время проведения различных операций с металлами, в том числе и при помощи дуговой электрической сварки.
Сварка – процесс, во время которого получают неразъемное соединение деталей. С помощью такого процесса выполняется большое количество конструкций, в том числе мосты, корабли, гидротехнические сооружения, краны и многие другие металлоконструкции.
Способы сварки будут зависеть от материала и параметров соединяемых деталей. В зависимости от этого выбирается техника проведения работ и источники теплоты. Для выполнения процесса сварки используют преобразованную энергию в тепло. Выполнено это может быть при помощи дуги, электронного луча или квантового генератора. Может быть использовано тепло, которое выделяется при прохождении тока по твердому или жидкому проводнику, при прохождении химической реакции, может быть использована энергия ультразвука и др.
Технология и описание электродуговой сварки
Одним из самых распространенных методов сварочной технологии является электродуговая сварка.
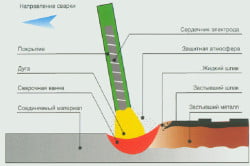
Схема ручной электродуговой сварки.
В данном случае для того, чтобы соединить детали, их кромки расплавляют при помощи электрического дугового разряда. Для использования указанного метода сварки необходимо применять оборудования, вырабатывающие большой ток при небольшом напряжении, при этом одна деталь прикрепляется к зажиму, а к другому зажиму присоединяют электрод. Дуга образуется между электродами, в этом месте получается ионизированная среда.
Электрическая дуга имеет несколько областей:
Этому методу присуще то, что в центре газового столба температура достигает 6500-7500°С, это позволяет работать практически с любым металлом или сплавом. На самой детали и на электроде дуга будет иметь уже более низкую температуру – порядка 4000°С.
Сваривание тонких деталей или изделий из легированных, высокоуглеродистых сталей, которые чувствительны к большой температуре и перегреву, проводится дугой, питающейся током обратной полярности, при этом минус подключают не к электроду, а к детали.
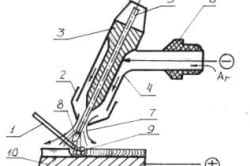
Схема электродержателя для аргонно-дуговой сварки: 1 – присадочный пруток; 2 — сопло; 3 — токоведущий мундштук; 4 – корпус; 5 – электрод; 6 – рукоятка; 7 – атмосфера защитного газа; 8 – сварочная дуга; 9 – ванна расплавленного металла; 10 – деталь.
При проведении сварки происходит большое излучение как в ультрафиолетовом, так и в инфракрасном диапазоне, а также выделяется много тепла от соединяемых деталей и самого места сварки.
Мощность дуги будет меняться в зависимости от материалов, которые свариваются, и от используемых защитных газов. Если не использовать специальные защитные средства, то работник может получить травмы органов зрения и кожи.
Во время процесса сварки происходит нагрев электрода, он начинает выпускать свободные электроны, при этом образуются заряженные ионы. Атомы, которые потеряли электроны, являются положительным ионами, а те, что присоединили электроны, отрицательными. В зоне проведения работ газ становится ионизированным, что делает его электропроводным.
Параметры электрической дуги
Во время проведения сварки образуется сварочная ванна, в центре которой есть кратер. Расстояние от электрода до кратера ванны и будет длиной сварочной дуги. При проведении ручной сварки дуга должна быть длиной 2-6 мм. Обычно длина дуги равна диаметру электрода, который используется для проведения сварки, если она больше диаметра электрода в 1,5 раза, то это будет длинная дуга.
Большинство работ проводится с использованием короткой дуги, так как при работе длинной сильно разбрызгивается металл, шов получается пористым и непрочным. Большое количество брызг расплавленного металла значительно увеличивает вероятность получения травмы.
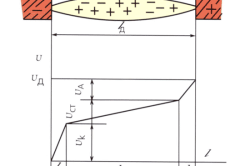
Схема электрической дуги: Uд – напряжение дуги; Uк – катодное падение напряжения; Uст – падение напряжения столба дуги; Uд – анодное падение напряжения; l – д; lк; lст; lд – длины дуги, катодной зоны, столба дуги, анодной зоны.
Если работа проводится с использованием угольного электрода, то длина дуги может составлять 15-20 мм. Между напряжением разряда и длиной дуги существует прямая зависимость, на это влияет наличие флюса и его свойства, характеристики покрытия электрода, наличие защитного газа.
Чем больше сила тока, проходящего через электрод, тем выше будет температура дуги. Если выполняется ручная сварка, то плотность тока в пределах 10-20 А/мм 2 , а напряжение – 18-20 В. Такие параметры позволяют работать с материалами толщиной больше 1 мм, с легированной и углеродистой сталью, твердыми сплавами или цветными металлами.
Для проведения ремонтных работ может быть использован постоянный или переменный ток. При переменном токе получается неустойчивая дуга, чтобы ее улучшить, надо увеличить плотность тока. Это опасно при работе с тонкими деталями.
Если используется постоянный ток, то получают стабильную дугу, работают на малых токах, что позволяет работать с тонкими материалами, но для указанного процесса необходимо оборудование, имеющее более высокую стоимость и сложную конструкцию.
На качество шва негативное действие оказывают такие газы, как кислород, азот и водород, поэтому после проведения работ шов надо зачистить, а зону, где происходит сваривание, защищают нейтральным газом.
Характеристики источников энергии
Источники тепла различаются по таким параметрам:
Источники сварочного тока.
- источники тока могут быть постоянными или переменными, использование выпрямителей или преобразователей дает возможность вырабатывать постоянный ток, а переменный ток вырабатывается трансформаторами;
- в зависимости от количества постов, которые могут подключаться одновременно, бывают одно- и многопостовые источники;
- работу можно проводить при помощи электрода с покрытием или предназначенным для работы с использованием защитных газов, при приведении полуавтоматической или автоматической сварки, при выполнении плазменного резания;
- источники тепла могут различаться по принципу действия;
- привод может быть электрическим или от ДВС;
- есть стационарные и передвижные модели.
Если проводятся работы с приборами, которые питаются от электричества, всегда есть большая вероятность того, что человек будет поражен электрическим током. Обычно напряжение сварочной дуги около 90 В, а сжатой дуги достигает 200 В. Влажная погода, ослабленный организм будут отягощающими факторами при поражении током.
Особенности сваривания некоторых материалов
Чугун. Сваривание чугунных деталей – достаточно сложный процесс, это объясняется характеристиками указанного материала. Чугун можно варить двумя способами:
- холодная сварка, в данном случае материал не греется, а применяют специальные электроды.
- горячая сварка – перед проведением работ деталь нагревают, а потом медленно охлаждают;
Схема холодной сварки.
Латунь, медь, бронза. При использовании обычной дуги и электрода, который плавится, соединять детали из этих материалов сложно. Указанные материалы отлично растворяют газ, имеют высокую жидкотекучесть, достаточно сильно расширяются при нагревании, что и обусловливает сложность проведения работ.
Для работы с медными деталями используют угольные или обыкновенные электроды, которые имеют маркировку МН-5 и ОЗБ-1, работают постоянным током и обратной полярностью. Этот материал хорошо варится вольфрамовым электродом, методом аргонной сварки. Для присадки используют прутки из такого же материала, как и сама деталь. Если работаете угольным электродом, то для флюса берите буру.
При работе с латунью надо использовать присадки материалом, в котором много цинка, при этом выделяется много ядовитых испарений, поэтому выполнять работу надо в респираторе.
Алюминий и его сплавы. Эти материалы быстро окисляются, на поверхности получается тугоплавкая пленка, что значительно затрудняет процесс сваривания.
Присадка должна соответствовать свариваемой детали. Работа проводится током обратной полярности. При работе электродом 4-6 мм ток должен быть в пределах 120-160 А.

Схема горячей сварки.
Перед проведением работ, поверхность надо обезжирить при помощи растворителя или бензина, после чего выполняют ее механическую зачистку. Чтобы шлак не разъедал металл, его необходимо удалить, для этого используют щетку по металлу и подкисленную воду.
Сваривание чистого алюминия проводится электродами марки ОЗА-1, для сваривания его сплавов берут электроды марки ОЗА-2.
Для улучшения качества шва, недопущения коробления деталей их перед свариванием надо нагреть до 200-300°, чтобы определить температуру, используют специальный карандаш или термопару. Чтобы расплавленный металл не растекался, используют глиняные или металлические подкладки. Чтобы структура шва была более прочной и мелкозернистой, охлаждать его надо медленно и немного проковывать. Для снятия внутреннего напряжения проводится нагревание детали до 300-350°.
Если применять аргонно-дуговую сварку с вольфрамовым электродом, то использование флюса не требуется, но при удалении оксидной пленки придется приложить больше усилий.
Во время выполнения работы сварщик подвергается таким негативным факторам, как воздействие тепла, брызги металла и шлака, выделение вредных газов и др. Организации процесса сварки и соблюдению технологии необходимо уделять особенное внимание, тогда возможность получения травмы во время работы будет сведена к минимуму.
Ручная дуговая сварка стала самым распространенным видом соединения металла, который используется на протяжении нескольких последних десятилетий. За последние годы появляются более новые и эффективные, но они не столь просты и доступны как этот. Для дуговой сварки производится огромное количество разнообразных моделей инверторов и трансформаторов, есть широкий выбор электродов для каждого металла и особенностей его применения.

Также стоит упомянуть разнообразие флюсов и прочих материалов, которые призваны сделать сварку более качественной и получить швы повышенной надежности. Это наиболее легкий в освоении метод, что делает его особенно популярным в частном применении. Практически все материалы и инструменты к нему являются доступными и недорогими. Для более сложных процедур, которые выходят за рамки бытового применения, конечно, требуются специальные расходные материалы и особенная методика проведения процесса.
Область применения 
Источники питания для ручной дуговой сварки позволяют применять ее практически в любой области. Чаще других она встречается в бытовой сфере, так как может работать от стандартной сети. Качество получаемого шва у нее вполне достаточное для такого типа применения. Помимо этого практически в каждом предприятии, где идет работа с металлом, находится место для использования такой технологии. Лучше всего она подходит для соединения углеродистых сталей.
При создании металлоконструкций, таких как ворота, решетки, заборы и прочее, данный метод является одним из основных. Заводы и предприятия, которые ремонтируют свою технику или создают новую, также имеют в своем арсенале сварочные инверторы и трансформаторы. Совсем не обязательно, что в какой-то сфере они будут единственным способом сварки, так как для простых и менее ответственных соединений данная недорогая технология может оказаться лучше всего.
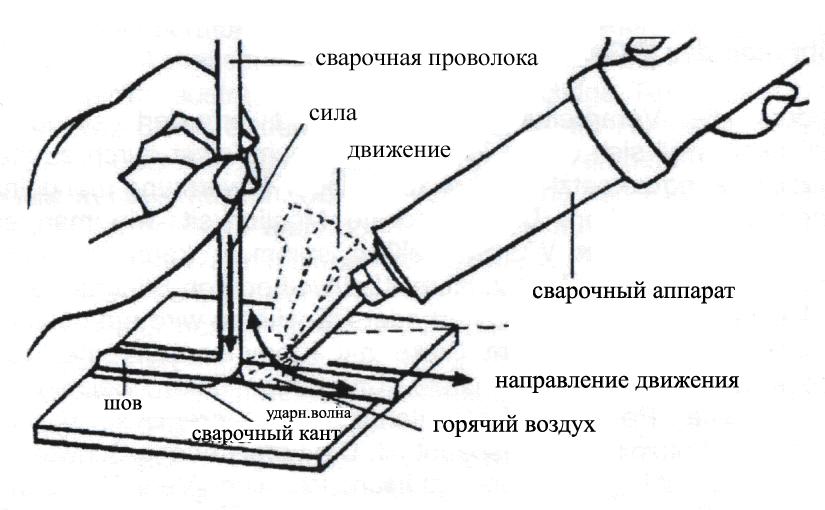
Зажигание сварочной дуги
Движение электрода при ручной дуговой сварке начинается с розжига электрической дуги. Для этого есть два основных способа. Способ «тычка» основан на том, что нужно создать короткое замыкание при со прикасании торца сварочного электрода с поверхностью основного металла, после чего следует сразу оторвать электрода на такую высоту, чтобы дуга зажглась, но не потухла при этом. Как правило, это расстояние чуть больше диаметра электрода, которым производится сварка, или равное ему. После этого уже проводится непосредственное сваривание. Данный метод достаточно простой, но при этом имеет недостаток. Здесь имеется большая вероятность залипания электрода. Если сила тока меньше положенной, сварщик не успел резко оторвать электрод от поверхности или по другим причинам при розжиге тычком возникает опасность залипания.
Вторым способом розжига является «розжиг чирком», это более сложный, но практически все специалисты без труда его осваивают. Он основан на том, что дуга зажигается во время движения электрода. Конец материала черкается о поверхность основного металла, после чего сразу отрывается. Размер дуги подбирается также как и в первом случае. Основной сложностью здесь является попасть в нужное место начала шва, что очень важно при тонких работах. Для толстых металлов такой точности не требуется.

Скорость сварки
Скорость сварки при ручной дуговой сварке подбирается в зависимости от толщины основного металла, а также от размера сварного шва. В основу выбора входит принцип полного заполнения сварочной ванны с заданным углублением расплавленным металлом. Валик должен иметь возвышение над кромками заготовки, что является одним из показателей его правильного формирования. Подрезы и наплывы говорят о том, что параметры режима ручной дуговой сварки были неправильно определены и скорость не соответствует требуемой. Желательно, чтобы скорость продвижения расходного материала позволяла формировать шов, ширина которого до двух раз больше диаметра электрода.
При слишком медленном передвижении электрода образуется масса жидкого металла, которая скапливается перед дугой. Это не дает ей воздействовать на близлежащие кромки, поэтому, нет достаточно уровня приваривания, хотя кажется, что таким образом можно увеличить глубину проварки. Это говорит о то, что следует придерживаться оптимальных режимов.
Быстрое передвижение электрода также может вызвать не проварку, но уже по более явным причинам. Быстрое передвижение создает слишком слабую температуру, которая не позволяет добраться на нужную глубину основного металла, так что шов получается слишком тонкий. После охлаждения, шов может оказаться деформированным, на нем нередко возникают трещины и прочие виды брака.
Если нет четко заданных указаний по конкретному шву, то опытные специалисты могут подбирать все интуитивно. Сварив не один десяток швов, мастер быстро ориентируется и чувствует, как нужно передвигать сварочную ванну, чтобы получилось все максимально качество. Тем не менее, для упрощения определения скорости имеются таблицы с данными, определяющими примерные значения, в зависимости от толщины заготовки.


Отправить ответ