
Технология сварки алюминия полуавтоматом
Содержание:
- 1 Особые свойства алюминия
- 2 Основные правила качественной сварки алюминия
- 3 Подготовка материала к сварке
- 4 Технология сварки алюминия полуавтоматом
- 5 Какой защитный газ используют
- 6 Оборудование и его настройка
- 7 Присадочный материал для работы
- 8 Техника безопасности при работе
- 9 Плюсы и минусы сварки полуавтоматом
- 10 Особенности сварки алюминия и сплавов на его основе
- 11 Нюансы ведения сваривания полуавтоматами
- 12 Полуавтоматы для сварки сплавов на основе алюминия
- 13 Аргонодуговая сварка
- 14 Виды проволоки
- 15 Технология сварки алюминия полуавтоматом
- 16 Интересное видео
Алюминиевые конструкции отличаются небольшим весом, устойчивостью к коррозии и простотой монтажа с помощью метизов.
Сварка этого материала также возможна, но выполнить операцию очень непросто с применением обычных сварочных материалов и устройств. Для качественного соединения алюминия методом сварки, иногда применяются полуавтоматические приборы.
Как выполняется сварка алюминия полуавтоматом и какие применяются материалы, будет рассказано далее.
Особые свойства алюминия
Для правильного выполнения сварочных операций следует знать особенности данного материала. Среди наиболее важных физико-химических свойств алюминия можно назвать следующие:
- не изменяет цвет при нагреве;
- алюминий и его сплавы обладают слишком широким диапазоном температур плавления;
- теплопроводность металла в несколько раз выше, чем у стальных сплавов.
Неопытному сварщику следует помнить о вышеперечисленных особенностях металла и соблюдать меры предосторожности, чтобы не получить травму либо не повредить свариваемую поверхность.
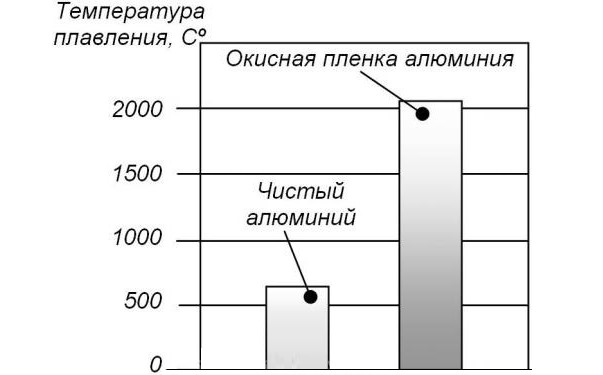
При выполнении сварочных работ необходимо учитывать образование окисной плёнки, которая плавится при значительно большей температуре, чем основной металл.
Чтобы произвести расплавление окисного слоя и при этом не повредить металлическую поверхность, рекомендуется правильно подготовить материал, а также придерживаться основных правил сваривания легкоплавкого металла.
Основные правила качественной сварки алюминия
Сварка алюминия имеет особенности, которые должны учитываться при работе.

Основные задачи стоящие перед сварщиком:
- Удалить с свариваемой поверхности оксидную плёнку. Для этой цели можно воспользоваться механическим способом. Работа может быть выполнена обычной металлической щёткой. Ещё можно избавиться от тугоплавкой плёнки химическим путём или включить на сварочном аппарате импульсный режим работы. Полуавтомат с импульсным режимом работы позволяет обеспечить лучшее удаление оксидного слоя посредством мгновенного нагрева поверхности до температуры плавления.
- Обеспечить нагрев металла в необходимом диапазоне температур. Сложность сваривания алюминия заключается в том, что при более высокой теплопроводности металла, неподготовленный специалист может допустить серьёзную ошибку, которая заключается в чрезмерном нагреве небольшого участка свариваемой поверхности. В этом случае может образоваться моментальный прожёг алюминия с невозможностью восстановления прежней геометрии заготовки. Чтобы не допустить подобной ситуации, сварщику необходимо уметь правильно выбирать режим подачи проволоки и её размер.
- Предотвратить коробление металла при остывании. Алюминий обладает значительной линейной усадкой при остывании, поэтому чтобы не допустить деформации металла в месте образования сварного шва, необходимо заканчивать сварочный процесс меньшим током. Начинать сварку, наоборот, необходимо с подачей большей силы тока для быстрого проплавления оксидной плёнки.
Сварка алюминия с помощью аргона
Соединение алюминия в среде аргона имеет неоспоримые преимущества перед методом в котором используется специальная порошковая проволока для сварки без газа.
Видео: технология соединения без газа.
Работа с алюминием в среде защитного газа позволяет получить более качественный шов, который обеспечит абсолютную герметичность между свариваемыми деталями.
Хорошего результата при использовании аргоновой сварки можно достичь только в том случае, если будет правильно настроен полуавтомат и приобретены качественные расходные материалы. Квалификация мастера также имеет большое значение для выполнения аргоновой сварки.
Если работа производится впервые, то в качестве пробного варианта рекомендуется вначале поэкспериментировать на ненужных алюминиевых деталях.
Процесс выполнения сварочной операции должен производиться в такой последовательности:
- Удалить с помощью металлической щётки или растворителя оксидную плёнку.
- Прогреть свариваемые детали до +150-300 градусов в зависимости от толщины.
- Поднести горелку к свариваемой поверхности, зажечь дугу и произвести сваривание металла.
- По завершении сварки алюминия необходимо погасить дугу и дождаться полного прекращения подачи газа.
При осуществлении сварки в среде углекислого газа последовательность действий не будет меняться, но сложность выполнения работ существенно увеличится, по причине чрезмерного образования оксидной плёнки во время сваривания металла.
Вне зависимости от вида инертного газа применяемого для сварки алюминия, горелка над соединяемой поверхностью должна перемещаться очень плавно.
Процесс сваривания этого вида металла не является сложным, но только при условии, если сварочный полуавтомат для сварки алюминия был правильно настроен. Большое внимание следует уделить выбору присадочных материалов применяемых для соединения.
Настройка аппарата и применяемые материалы
Если будет правильно выполнена настройка полуавтомата можно добиться ровного шва и отсутствие участков со сквозным прожогом металла.

Прежде всего необходимо правильно выставить напряжение и силу тока. Примерные значения следующие:
- при толщине свариваемого металла 2 мм — напряжение 15 В;
- сила тока 140-150 А.
Проволока должна соответствовать типу алюминиевого сплава. Обычно, применяют проволоку диаметром 0,8-1,2 мм.
Приведённые выше значения настройки сварочного аппарата являются усреднёнными и могут быть скорректированы как в большую, так и в меньшую сторону в процессе выполнения сварочных работ.
Сварка алюминия постоянным током обратной полярности
Применение переменного тока для сварки алюминия применяется наиболее часто, но не менее качественно выполнить работу можно с использованием постоянного тока обратной полярности.
Данный вариант аргоновой сварки алюминия осуществляется в такой последовательности:
- К свариваемым деталям подключается отрицательный контакт, а к электроду положительный.
- Включают подачу защитного газа.
- Осуществляют сваривание металла при вертикальном наклоне горелки не более 20 градусов.
При выполнения сварочной операции постоянным током обратной полярности рекомендуется не отрывать горелку от свариваемой поверхности более чем на 15 мм иначе возможно затухание дуги. Технология выполнения операции не допускает попадания кислорода в сварочный шов, что позволяет выполнить качественное соединения без образования пустот и примесей внутри металла.
В качестве инертного газа данным методом используется аргон или любой другой инертный газ.
Плюсы и минусы аргонового соединения
Сварка алюминия полуавтоматом в аргоне своими руками имеет как плюсы, так и существенные недостатки.
- Преимуществом метода является возможность более качественно управлять процессом дугового разряда, не допуская чрезмерного нагрева металла, в тоже время максимально быстро расплавляя алюминиевую поверхность в месте соединения. Благодаря использованию инертного газа удаётся получить более качественный шов лишённый пористости и посторонних включений.
- Недостатком метода является высокая стоимость оборудования и расходных материалов.
- Если необходимо выполнить небольшой объём работ, то дешевле, быстрее и проще воспользоваться услугами профессиональных сварщиков.
Метод соединения алюминиевых деталей требует правильной подготовки материалов и настройки оборудования, что непросто сделать самостоятельно начинающему мастеру. Если принято решение освоить аргоновую сварку алюминия самостоятельно, то советы и видео представленные в статье позволят правильно осуществить основные настройки оборудования и подобрать расходные материалы.
На поверхности алюминия всегда образуется оксидная плёнка, её нужно удалять, иначе варить металл будет крайне сложно, а полученная деталь будет низкого качества.
Чаще всего полуавтомат используют, когда нужно что-то наплавить или закрыть зазор.
У алюминия высокая теплопроводность, а работать с ним нужно при низких температурах.
Подготовка материала к сварке
Перед процессом нужно сделать следующее:
- отшлифовать поверхность;
- убрать налёт и оксидную плёнку: щётками, специальными машинками или флюсами;
- обезжирить поверхность ацетоном;
- расшить кромки (если толщина заготовки более 5 мм);
- края деталей обрезать под углом 30-45 градусов и обработать флюсом;
- чтобы детали не деформировались, их нужно заранее подогреть.
Технология сварки алюминия полуавтоматом
Соблюдаются следующие условия:
- Проволоку нужно подавать плавно, всегда впереди горелки.
- Горелку двигать всегда вдоль шва.
- Скорость работы – максимальная.
- Если при работе используются тонкие пластинки металла, нужно подложить под него нержавейку, чтобы не прожечь.
- Важно учитывать усадку металла: коэффициент его расширения выше, чем у других.
- Необходимо как можно точнее выставить параметры аппарата и скорость подачи присадочного материала.
- Использовать защитный газ – аргон или смесь аргона и гелия.
- После работы подождать, пока металл остынет и проверить качество соединения с помощью керосина.
- Обработать шов и придать ему эстетический вид.
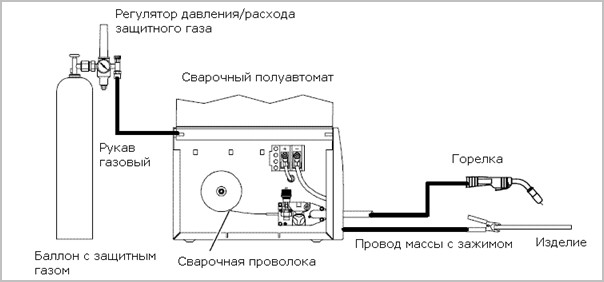
 Схема сварки алюминия полуавтоматом
Схема сварки алюминия полуавтоматом
Какой защитный газ используют
При работе на полуавтомате с алюминием рекомендуют использовать аргон или смесь аргона с гелием. Последнюю смесь применяют для заготовок с большим сечением.
В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Аргон создаёт защитный слой, который ослабляет воздействие атмосферного воздуха, следовательно, на шве будет меньше различных окисей.
Использование газа замедляет рабочий процесс, зато результат – высокое качество полученного шва.
Можно ли варить алюминий полуавтоматом без защитного газа
Иногда алюминий варят без газа, но чтобы вокруг металла была защитная среда, используют порошковую проволоку. Её испарения защищают металл от образования окисей.
Оборудование и его настройка
С алюминием можно работать на любом оборудовании, но чаще всего сварка этого металла проходит на импульсных или инверторных сварочных аппаратах.
Инвертор (ТИГ) работает на переменном токе высокой частоты, процесс сварки значительно дольше импульсного.
Полуавтомат для сварки алюминия должен соответствовать следующим требованиям:
- наконечник под алюминий должен быть на 0,2-0,3 мм больше, чем диаметр проволоки;
- проволока должна быть тоже алюминиевая;
- шланг не должен быть длиннее 3 метров, без скрученных участков;
- канал подачи лучше заменить на тефлоновый;
- механизм подачи сварочного полуавтомата оснастить 4 роликами с U-образными канавками.
 Примерная стоимость полуавтоматических аппаратов для сварки на Яндекс.маркет
Примерная стоимость полуавтоматических аппаратов для сварки на Яндекс.маркет
Перед началом работы нужно правильно выставить рабочие режимы полуавтомата: напряжение, силу тока, скорость подачи сварочной проволоки, полярность и внимательно подобрать расходные материалы.
Приблизительные параметры для металла толщиной 2 мм: напряжение 15 В, сила тока 140-150 А.
Присадочный материал для работы
Присадочную проволоку, с помощью которой варят алюминий, производят по двум стандартам:
- ГОСТ 14838-78 — используют для холодной высадки из алюминия и сплавов с его повышенным содержанием.
- ГОСТ 7871-75 – используют для сварки алюминия и его сплавов.
 Примерная стоимость алюминиевой проволоки для сварки на Яндекс.маркет
Примерная стоимость алюминиевой проволоки для сварки на Яндекс.маркет
Важно использовать проволоку сразу после распаковки коробки. В открытой среде она хранится недолго. Воздух ухудшает её качественные характеристики и окисляет.
Техника безопасности при работе
Обязательно нужно соблюдать меры безопасности во время сварочного процесса:
- проверить технику и целостность электрических проводов перед работой;
- работать в специальной защитной одежде и маске;
- не варить на открытом воздухе под дождём;
- если процесс сварки идёт с защитным газом, отодвинуть баллоны минимум на 5 метров от места сварки.
Плюсы и минусы сварки полуавтоматом
- Экономичность: себестоимость полуавтомата ниже аргоновой сварки.
- Полуавтомат – универсальная и относительно несложная техника.
- Процесс сварки занимает немного времени, поскольку присадочная проволока подаётся автоматически.
- Если не использовать защитный газ, швы получаются некачественными.
- Если нет возможности использовать газ, нужно обязательно использовать флюс.
- Высокая скорость электрической сварки усложняет процесс формирования нормального валика шва.
Металлические конструкции, изготовленные из сплавов на основе алюминия широко применяются при возведении и ремонте объектов разного назначения, включая сооружения нестандартных форм.
Материал позволяет строить уникальные многоэтажные офисные здания, центры торговые, выставочные, развлекательные, спортивные сооружения, поражая своими стеклянными фасадами и формами крыш. У архитекторов и дизайнеров это востребованный материал. Ему можно придать любую форму, что и привлекает людей творческих профессий.

Сварка алюминия полуавтоматом считается производительным способом создания изделий необходимой конфигурации. Этим же способом восстанавливают работоспособность изделий, вышедших из строя, разнопрофильные ремонтные мастерские. Широко используется материал в промышленности — самолето-, кораблестроение и при производстве автомобилей. Полуавтоматическая сварка алюминия, да и автоматическая, на этих производствах занимают главенствующие позиции.
Применение металлических конструкций на основе алюминия в строительстве снижает массу несущих и ограждающих конструкций, обеспечивает повышенную коррозионную стойкость, высокие эксплуатационные свойства и требования, которые предъявляются к зданиям и сооружениям по архитектурной и строительной части.
Особенности сварки алюминия и сплавов на его основе
Конструкции чаще всего изготавливают из 99% алюминия, сплавов алюминиево-магниевых, где количество магния находится в пределах 4,8 ÷ 6,0% (остальное алюминий) и алюминиево-кремниевых (5,0 % кремния, остальное алюминий). Эти материалы характеризуются уникальными свойствами:
- небольшим весом (до 3 раз ниже, чем у стали и до 7 — у железобетона);
- коррозионной стойкостью;
- высокими прочностными характеристиками;
- не теряют своих качеств при температуре от минус 80 до 300 0С;
- соединяются всеми известными способами (механическими, с помощью пайки, сварки);
- не реагируют на воздействие большинства кислот, масел, газов, ультрафиолета;
- не теряют своих качеств в во взрывоопасных зонах и агрессивных средах;
- полируются;
- окрашиваются (анодируются);
- длительностью эксплуатации (более 80 лет).
Что нужно для сварки алюминия полуавтоматом знать сварщику? Во-первых, он должен знать какие факторы затрудняют процесс соединения деталей, во-вторых, уметь выбрать полуавтомат сварочный по алюминию и, в третьих, знать технологию проведения сварочных работ, обеспечивающую качество.
Сложность сварки сплавов на основе алюминия вытекают из физико-химических свойств, присущих этому материалу. К ним относят:
- температуру плавления;
- теплопроводность;
- электропроводность;
- текучесть;
- взаимодействие с кислородом;
- склонность к усадке;
- не возможность по внешнему виду определить процесс расплавления (цвет почти не меняется);
- количество магния в сплаве (чем больше, тем хуже свариваются детали).
Из-за наличия на поверхности оксидной пленки температура плавления у материала разная — у самого металла она составляет 660 0С, а у пленки она может доходить до 2200 0С. Происходит это в результате активного взаимодействия алюминия с кислородом воздуха. В дальнейшем она служит защитой от дальнейших окислительных процессов.
Прежде чем сваривать детали, необходимо удалить с поверхности в месте соединения эту тугоплавкую пленку. Избавиться от нее можно следующими способами:
- механическим (зачистка металлической щеткой, шлифовальной машинкой, напильником);
- химическим (травлением с помощью специальных растворов, флюсов);
- пробиванием электроимпульсом (полуавтомат должен иметь специальный режим).
Полуавтомат сварочный для алюминия должен работать на токах в диапазоне 50 ÷ 450 А. Выбор силы тока, как и напряжения, зависит от толщины заготовок и марки сплава.
Из-за повышенной теплопроводности материала он теряет прочность при нагревании, что может привести к такому дефекту, как прожог. И тут важно правильно подобрать температуру ведения сварки и длину дуги. Это зависит от толщины свариваемых деталей, их положения в пространстве, марки, Ø присадочной проволоки или электрода. В процессе сварки необходимо применять теплоотводящие подкладки (из керамики или металла), включая водоохлаждаемого типа.
Обратите внимание! Толстые детали должны перед сваркой обязательно прогреваться горелкой или в печах до необходимой температуры (зависит от марки алюминиевого сплава, но как правило не превышает 110 0С ).
Нюансы ведения сваривания полуавтоматами
Сварка осуществляется в принципе на любом сварочном оборудовании. Однако, должны соблюдаться некоторые требования. Полуавтомат сварочный для сварки алюминия и его сплавов должен иметь:
- механизм подачи с U-образными канавками и быть с 4 роликами. Это позволит правильно подавать присадочную проволоку без воздействия на ее поверхность;
- наконечник должен предназначаться для подачи алюминиевой проволоки (у него должна быть маркировка AL);
- диаметр отверстия наконечника подающего алюминиевую проволоку больше диаметра проволоки на 0, 4 мм(из-за расширения, которое происходит вследствие нагрева при подаче);
- шланг, подающий проволоку не длиннее 3 м, во избежание деформирования проволоки и его канал должен быть тефлоновым или графитовым, чтобы снизить силу трения (подача осуществляется с большой скоростью).

Полуавтоматы для сварки сплавов на основе алюминия
Сварка может вестись полуавтоматами без подачи в зону сварки защитного газа и с ним. В последнем случае применяется аргон или смесь аргона с гелием. Они препятствуют образованию оксидной пленки. Особенно это относится к сплавам алюминия, где в составе более 1% магния.
Если сварка ведется без применения защитного газа, то проволока для сварки алюминия полуавтоматом без газа должна применяться только порошковая или процесс сварки должен осуществляться под слоем флюса (испарения формируют защиту расплавленной ванны от контакта с воздухом).
Сварка алюминия полуавтоматом в среде углекислого газа не ведется, т. к. он хоть и защищает расплавленный металл от воздействия воздуха, но в тоже время вступает в реакцию с алюминием. Из-за этой особенности получить качественное и прочное соединение невозможно.
К преимуществам сварки полуавтоматами относят:
- высокую скорость;
- одинаковую глубину проплавления;
- возможность сваривания швов без ограничения их длины;
- возможность создания изделий сложной конфигурации;
- надежную защиту от вредного воздействия окружающей среды;
- высокое качество сварного соединения.
Наряду с преимуществами необходимо отметить и недостатки:
- металл должен тщательно подготавливаться к соединению;
- полуавтомат должен настраиваться в зависимости от марки сплава;
- сварщик должен иметь необходимую квалификацию и навыки.
Обратите внимание! Полуавтоматическая с варка алюминия не выполняется на улице.
Аргонодуговая сварка
Выделяют 2 вида сварки — TIG и MIG. В первом случае сварку ведут с помощью вольфрамового электрода в среде защитного газа (аргона). Сварка алюминия полуавтоматом в аргоне, как и сплавов на его основе, выполняется на переменном токе.
Такой аппарат обязательно снабжают специальным устройством. Оно облегчает процесс зажигания дуги. Подача инертного газа и проволоки (сплошной или порошковой) происходит через сварочную горелку специальной конструкции. Сварщик в этом случаем имеет возможность контролировать процесс сваривания.
MIG сварка или она еще называется полуавтоматической импульсной ведется инвертором. Устройство может менять частоту напряжения, что сказывается на качестве сварного шва. Импульсный полуавтомат для сварки алюминия — это оптимальное решение, т. к . повышает производительность труда сварщика и экономит потребление электрической энергии.

Виды проволоки
Проволока для сварки алюминия полуавтоматом является присадочным материалом. Она, в процессе сварки, плавясь, входит в состав шва. Поэтому основное требование к ее выбору — должна по химическому составу приближаться к химическому составу материала, который будет свариваться. Также ее температура плавления должна быть или такой же, как свариваемые элементы или чуть ниже.
Алюминиевая сварочная проволока для полуавтомата выпускается производителями российскими и зарубежными Ø 0,8 ÷ 3,2 мм. Сварка алюминия проволокой осуществляется марками, указанными в таблице.
| Марка по международной классификации | Отечественный аналог |
| ОК Autrod 1070 (18.01) | Св. — А85, Св.- А97, Св. — Амц |
| ОК Autrod 1450 (18.11) | Св. — 1201 |
| ОК Autrod 4043 (18.04) | Св. – АК5, Св. – АК6 |
| ОК Autrod 5183 (18.16) | Св. – АМг5 |
| ОК Autrod 5356 (18.15) | Св. – АМг3 |
Проволока для сварки алюминия полуавтоматом по еще одной распространенной классификации EN ISO 18273 может иметь маркировку ER 4043, ER 5356. Это чаще всего используемые присадочные материалы для сварки литейных сплавов типа АД31, АД33и АД35, если им не нужна операция анодирования. Поставляется в бухтах или на кассетах разного веса.

Сварка алюминия полуавтоматом без газа ведется с применением порошковой проволоки, ее еще называют самозащитной. Имеет трубчатую конструкцию внутри которой находится порошкообразный наполнитель. Он одновременно выполняет несколько функций — раскисляет, легирует, защищает от вредного воздействия воздуха, формирует шов и т. д.
Выбор диаметра и марки самозащитной проволоки зависит от толщины изделий, которые будут свариваться и состава алюминиевого сплава.
Технология сварки алюминия полуавтоматом
Качество полученного шва зависит от многих факторов — применяемого аппарата, присадочного материала, качества аргона (при аргоно-дуговой сварке), навыков сварщика. Как сваривать алюминий полуавтоматом? Зависит от модели аппарата, но какой бы она не была необходимо выполнять следующие действия:
- подготовку поверхностей заготовок. Удаляют загрязнения разного рода с помощью ветоши. Далее необходимо убрать окислы. Их удаляют с помощью металлической щетки, угловой шлифовальной машинки и травлением специальными растворителями и реактивами. При этом придерживаются таких правил. Щеткой нельзя сильно надавливать на изделие и очистку проводят только в одном направлении. Остатки травящих жидкостей обязательно снимают, используя ацетон растворители или промыванием. У изделий, имеющие толщину более 3 мм разделывают кромки. Угол разделки 60 0;
- подогрев. Осуществляют в печах или с помощью горелки. Особенно это касается заготовок, у которых разная толщина. Температура прогрева не должна превышать 110 0С;
- настройка аппарата. Независимо от типа применяемого устройства подбирается диаметр проволоки, диаметр наконечника, сила тока и напряжение. Чаще всего используют специальные таблицы, которые имеются в инструкции к изделию. Наиболее выгодными являются устройства импульсного типа, снабженный специальной программой. Сварщик только выставляет значение тока, а микроконтроллер осуществляет подбор остальных параметров в автоматическом режиме;
- определиться с положением горелки и скоростью ведения сварочного процесса. Она должна располагаться под углом не более 20 0 к вертикали, сварку ведут на большой скорости только справа налево. Особое внимание необходимо уделить окончанию шва. Его заваривают, возвращаясь назад на мм 20, без выключения сварочной дуги.
На результат сварки влияние оказывает квалификация сварщика и его навыки. Он обязательно должен пользоваться средствами защиты — маской, респиратором, спецодеждой, обувью и рукавицами. На сварщике не должно быть открытых участков тела, т. к. возможно получение ожога от ультрафиолета.
Несколько слов о причинах возникновения брака. Чаще всего после сварки обнаруживаются прожоги, трещины, не правильно заваренный кратер. Трещины возникают из-за нарушения ведения технологического процесса.
При превышении температуры нагрева происходит расширение сплава, а если не обеспечивается медленное остывание, то происходит быстрое сжатие, что и приводит к возникновению трещин и разрывов. Применение теплоотводящих подкладок обеспечит качество сварки. Также негативно сказывается на качестве и недобросовестная подготовка изделия к процессу сваривания.
Сварочный полуавтомат для сварки алюминия — аппарат, который позволяет повысить производительность труда. Его использование будет эффективным, если будут учитываться все требования производителя устройства, которые указаны в паспорте. Поэтому необходимо тщательно проработать инструкцию и следовать ее указаниям.


Отправить ответ