
Температура нагрева паяльника для полипропиленовых труб
Содержание:
- 1 Преимущества пластиковых труб и их виды
- 2 Подготовительный этап
- 3 Процесс пайки полипропиленовых труб
- 4 Другие варианты соединения
- 5 «Холодная» сварка пластмассовых изделий
- 6 Общая информация
- 7 Режим пайки и его влияние на процесс
- 8 Общее влияние температуры при стыковочных работах
- 9 Как сваривать полипропиленовые трубы вручную
- 10 Нюансы выдержки нужного теплового режима
Водопровод – неотъемлемая деталь жизни современного человека, обеспечивающая ему комфортные условия существования: горячая и холодная вода поступают прямо в квартиру; таким же образом, через канализацию, использованная вода отводится из жилища.

В прежние времена для создания водопровода чаще всего использовали стальные трубы, но сейчас на смену им пришли современные пластиковые изделия, одно из достоинств которых – простота соединения между собой. Об одном из способов соединения полимерной продукции, пайке труб из полипропилена, можно узнать, прочитав текст ниже.
Преимущества пластиковых труб и их виды
Трубы из высокомолекулярных соединений появились на рынке относительно недавно и уже успели завоевать популярность.
Можно назвать несколько причин этого:
- небольшой вес изделий – трубы из любого полимера, даже армированные алюминием, гораздо легче металлических изделий с аналогичными габаритами;
- меньшая цена – трубы из стали, чугуна, тем более цветных металлов стоят значительно дороже пластиковых;
- устойчивость к коррозии – полимеры, в отличие от стали, не разрушаются при долгом контакте с водой;
- химическая индифферентность – продукция не реагирует с кислотами, щелочами и другими агрессивными средами;
- простота присоединения труб друг к другу – любое соединение пластиковых труб требует значительно меньше усилий и затрат времени, чем в случае металлических изделий. При замене коммуникаций часто возникает непонимание, как соединить металлическую трубу с полипропиленовой, поэтому в этом стоит разобраться детальнее.

Среди недостатков пластмассы можно отметить:
- меньший срок службы продукции;
- небольшую механическую устойчивость;
- малые, по сравнению с изделиями из сплавов, верхние значения рабочих температуры и давления.
В большинстве случаев при обустройстве домашнего водопровода плюсы полимерных труб перевешивают их минусы.

По материалу изготовления полимерные трубы бывают:
- Полипропиленовыми (PP, ПП, ППР). Такие изделия выпускают как цельными (однослойными), так и многослойными, в том числе армированными алюминиевой фольгой, придающей пластику большую прочность.
- Полиэтиленовыми (PE, ПЭ). Максимальная рабочая температура среды, которую эти трубы может переносить, самая низкая в ряду пластиковой продукции, однако они очень успешно применяются при обустройстве наружных трубопроводов.
- Поливинилхлоридные (PVC, ПВХ). Отличительная особенность изделий из этого материала – возможность соединять их «холодной» сваркой, то есть полимерным клеем.
Далее будет рассказано об особенностях сварки труб из этих материалов, в частности, о температуре и времени пайки полипропиленовых труб.
Подготовительный этап
К пайке труб ППР, ПЭ или ПВХ рекомендуется приступать не ранее того, как схема будущего трубопровода будет полностью размечена и просчитана и будут подготовлены все необходимые материалы, включая трубы, переходники и другую арматуру.
Перед началом процесса необходимо каким-либо путём обзавестись исправным, обеспечивающим разогрев до нужной температуры паяльником для полипропиленовых труб и вспомогательными строительными инструментами – маркером, рулеткой и т.д.

Много времени пайка полипропиленовых труб не отнимает, поэтому заранее нужно продумать будущее расположение водопровода, варианты его крепления на стены и прочие доступные поверхности. Следовательно, необходимо закупить и крепёжную арматуру – крепления, кронштейны, кольца и держатели. Выбор этих элементов велик, поэтому у любого мастера есть возможность подобрать необходимые именно ему.
Полипропиленовые трубы во время пайки можно слегка изгибать, придавая им нужное направление, однако прикладывать несоразмерные усилия не следует, поскольку есть опасность повредить изделие. Следует также принимать во внимание неодинаковую пластичность марок пластмассы.

Есть несколько рекомендаций по проектированию и размещению трубопроводов из полипропилена:
- следует в любой точке крепления соблюдать зазор между трубой и стенкой или другой поверхностью; величина этого расстояния должна превышать 2 см;
- благодаря быстрому остыванию соединения и высокой температуре нагрева пайка полипропиленовых труб не даёт мастеру времени выровнять элементы контура по горизонту, поэтому места включения в схему фитингов и размещения самих труб необходимо разметить заранее (прочитайте также: "Как правильно паять пластиковые трубы – инструменты и инструкция по соединению");
- поскольку трубы из этого материала, особенно неармированные, имеют склонность к значительному линейному температурному расширению, в обустраиваемом контуре водопровода горячей воды или системы отопления нужно предусмотреть наличие расширительных компенсаторов любого типа.
Процесс пайки полипропиленовых труб
Используемая в процессе технология достаточно проста и не поставит в тупик даже начинающего мастера, однако, вследствие быстрого остывания сварного шва, требует точности и аккуратности движений. Если нарушить целостность соединения до полного остывания, оно станет негодным, придётся отрезать испорченный кусок трубы и паять заново.
Самое главное в процессе – хороший, обеспечивающий нужную для пайки полипропиленовых труб температуру (260°С) прибор. Часто в комплекте с ним идут ножницы для резки и большее или меньшее количество насадок для изделий разных диаметров.
Процесс осуществляется в четыре стадии:
- Резка труб. Должна производиться острым прибором, например, поставляющимися в комплекте ножницами. Прежде чем приступать к созданию контура, необходимо произвести на отдельном куске трубы два-три контрольных среза. После этого нужно очистить поверхность соединяемых элементов от грязи и жира. Во время разрезания нельзя допускать деформации изделий; если образуются заусенцы, их зачищают наждачной бумагой. При применении труб, армированных фольгой, слой фольги на срезе во избежание коррозии также нужно зачистить.
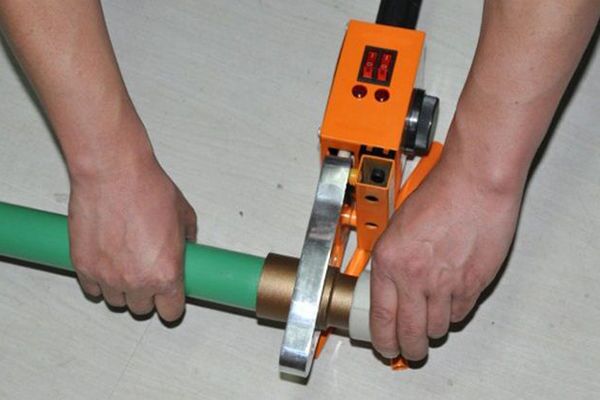
- На поверхности трубы на 2 мм дальше глубины плавления маркером наносится отметка. На паяльник для труб надевают насадки, соответствующие диаметрам изделий: соединяемых встык труб или трубы и фитинга (муфты, уголка и т.д.). Такие запчасти для паяльника полипропиленовых труб обычно идут в комплекте с инструментом. Прибор включают в сеть, разогревают элементы нужное время, после чего, сняв с насадок, быстро соединяют, прижимая друг к другу. Во время остывания изделий ни в коем случае нельзя допускать продольного вращения, смещения в стороны и ослабления соединения, в противном случае придётся паять заново.
- Дождавшись охлаждения деталей, визуально оценивают качество соединения и приступают к сварке следующих элементов. Читайте также: "Как выполняется пайка полипропиленовых труб – правила соединения".

Одно из условий качественной сварки – положительная температура внешней среды. Качественное соединение должно, при отсутствии внешних угроз различного типа, прослужить от 15 до 20 лет без необходимости проведения ремонта.
Другие варианты соединения
Помимо соединения полипропиленовых труб, возможны и иные варианты. Например, с участием металлической и пластиковой труб. В этом случае используют комбинированные соединительные элементы – фланцы и фитинги.
«Холодная» сварка пластмассовых изделий
Этот метод применяется для скрепления труб ПВХ.
- Подготовить отрезки труб так же, как было описано выше, не забывая зачищать заусенцы. Разметку тоже следует произвести заранее.
- На торцы обоих изделий наносят полимерный клей, как можно быстрее соединяют их и прижимают друг к другу.
- Выдерживают элементы в таком положении не менее 15 секунд.
- Собранный контур нельзя в течение последующего часа передвигать, чтобы клей хорошо застыл. Воду можно подавать по прошествии этого времени.
Герметичность соединения клеем не уступает по качеству сварке, но необходимо учитывать, что трубы ПВХ можно использовать только для переноса холодной воды. Кроме того, при использовании клея необходимо соблюдать технику безопасности.
Прочность и долговечность различных коммуникаций из пластика зависит, насколько точно учтена температура пайки полипропиленовых труб. При сваривании изделий из полипропилена необходимо учитывать время нагрева материала, время остывания стыков. Правильное сопоставление и учет температурных и временных показателей процесса пайки технических изделий из полипропилена способствует изготовлению прочного и надежного материала. При отклонении от технологии изделие будет иметь разрывы в местах стыка и отличаться низким качеством.
Общая информация 
Температурный режим пайки трубных изделий из полипропилена напрямую зависит от применяемого полимера. На практике используются 4 типа материалов:
- PN10, применяемые для использования технических изделий при температурном режиме до +40 С;
- PN16 для использования при +60 С;
- PN20, используемые в водопроводе от +80 С до +95 С;
- PN25 для режимов эксплуатации свыше +95 С.
Помимо выдержки температурного режима, сварка полипропиленовых труб своими руками зависит от давления, которое способно выдержать трубное технических изделий конкретной маркировки.
Первый тип применяется при прокладывании техизделий, предназначенных для холодного водоснабжения. Трубные изделия с маркировкой PN20 считаются универсальными и предназначены для холодного и горячего водоснабжения, но при учете, что воздействие +95 С носит кратковременный характер. Если температура не соблюдается, то от ее действия они потеряют герметичность и деформируются.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
Излишний перегрев фитинга и трубного техизделия при сваривании становится причиной деформации деталей. Нарушается их геометрия, а во внутреннем сечении происходит наплыв валика.»
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
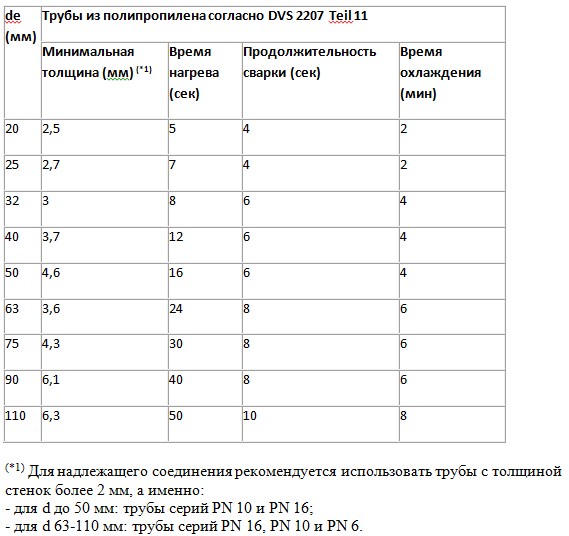
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С. Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода.

Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
 Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.

При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.

На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.

На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.

Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:

Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.


Отправить ответ