
Температура паяния полипропиленовых труб
Содержание:
- 1 Общее влияние температуры при стыковочных работах
- 2 Как сваривать полипропиленовые трубы вручную
- 3 Нюансы выдержки нужного теплового режима
- 4 Выбираем полипропиленовую трубу
- 5 Монтаж водопроводной системы из полипропиленовых труб
- 6 Свариваем самостоятельно полипропиленовые трубы
- 6.1 Сварка диффузным способом
- 6.2 Сварка раструбным способом
- 6.3 Сварка стыковым способом
- 6.4 Сварка муфтовым способом
- 6.5 Сварка полифузным способом
- 6.6 Соединение полипроилена холодной сваркой
- 6.7 Основные правила сварки полипропиленовых труб
- 6.8 Свариваем трубопроводы на сложных участках
- 6.9 Учимся на чужих ошибках
- 6.10 Видео — Правильная пайка полипропиленовых труб
- 7 Этапы работы
 Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.

При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
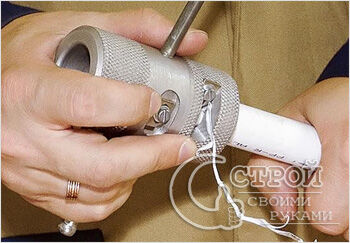
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.

На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.

На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
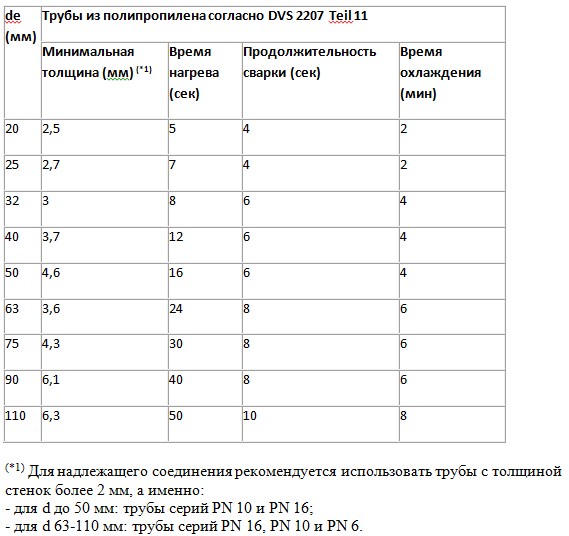
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
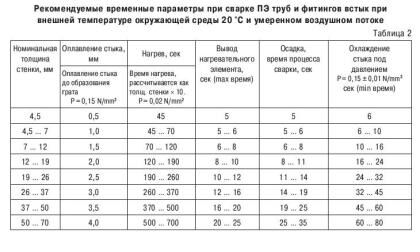
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.

Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:

Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.
Пайка полипропиленовых труб и температура пайки
Температура пайки полипропиленовых труб
В последнее время чрезвычайно увеличилось количество материалов, из которых изготавливаются трубопроводы канализации или водоснабжения. Если ранее абсолютное большинство таких трубопроводов изготовлялось преимущественно из металл, то развитие химической промышленной привело к появлению новых материалов, например, полипропилена или поливинилхлорида. Изобретение новых материалов привело и появлению новых способов соединения таких трубопроводов. Одним из самых надежных методов фиксации стала сварка. Что такое sololift, Вы можете прочитать в нашей статье.

Процесс пайки полипропиленовых труб своими руками
Для того, чтобы сделать качественное сварное соединение необходимо знать температуру пайки полипропиленовых труб. Температуру вы сможете увидеть в таблице ниже, в основном стоит обратить внимание, что она зависит от диаметра трубы.
Температура пайки полипропиленовых труб
Выбираем полипропиленовую трубу
Процедура выбора исходного материала для строительства трубопровода тесно связан с его будущим назначением. Критическим показателем для выбор является температура рабочих сред, выдерживаемая изделием. Существуют модификации труб как для холодного, так и для горячего или смешанного водоснабжения.
Определившись с модификацией полипропилена, используемого для изготовления трубопровода на необходимо выбрать набор труб и соединительных элементов – фитингов. Такой выбор зависит от проекта вашей системы водоснабжения.
На начальном этапе вы должны измерить ваше помещение и расстояние до сантехнических приборов. Проект может составляться на миллиметровой бумаге, на которой вы можете точно соблюсти монтаж и обозначить все необходимые элементы и размеры системы.

Комплектующие для монтажа полипропиленовых труб
Каждый из типов соединительных элементов, представленных на рисунке имеет определенное предназначение. После выбора количества и номенклатуры составных частей для водопровода – приобретите материалы и приступайте к монтажу системы. Что такое флюс для пайки медных труб, Вы можете прочитать в нашей статье.
Монтаж водопроводной системы из полипропиленовых труб
Наиболее надежным способом соединения деталей водопроводной системы из полипропилена является сварка или пайка. При любом названии суть этого процесса заключается в разогреве торцов соединяемых элементов до температуры плавления и дальнейшая их фиксация.
Инструменты для сварки труб
Для производства сварочных работ на полипропиленовых трубах необходимо специализированное оборудование – аппарат для сварки. Среди них можно выделить следующие модификации:
-
Устройства с ручным управлением. Такие аппараты используются для соединения труб с диаметром до 25 миллиметров. Трубы разного сечения фиксируются с помощью разных насадок.

Ручной сварочный аппарат

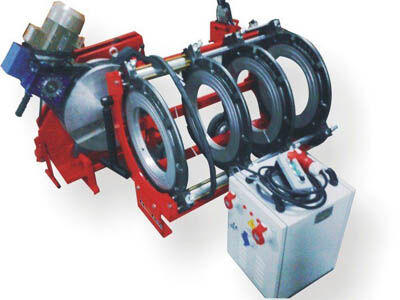
Автоматические модели сварочных аппаратов
Кроме того, для работы вам понадобятся ножницы для разрезания труб и инструменты, обрабатывающие торцы отрезков труб. Этот инструмент удаляет армирующий слой, который препятствует пайке полипропилена.

Ножницы для резки труб
Рассмотрим модификации сварочных аппаратов:
- Устройство с нагревательным элементом ручного типа: в таком оборудовании присутствует диск с электрическим нагревательным элементом. Поверхность диска обработана тефлоном, вследствие чего пластик при пайке не растекается.
- Существуют модификации ручного аппарата, предназначенные для сварки труб муфтовым способом.
- Стыковая сварка полипропилена используется, как правило при промышленном монтаже полипропиленовых труб большого сечения.
Цены на аппарат для пайки полипропиленовых труб
Выбираем насадки для пайки труб
При выборе нагревательных насадок, помимо соответствия сечению используемой вами трубы вам необходимо обратить внимание на следующие характеристики:
- Большую прочность конструкции,
- Большую теплопроводность насадки,
- Обязательное сохранение геометрии и размеров при нагревании или охлаждении
Многие сварочные аппараты дают возможность работать одновременно с несколькими насадками разного сечения. Это очень удобно при монтаже сложных систем.

Насадки для пайки различного диаметра
В насадке имеется два конца – одним она разогревает внешнюю поверхность трубы, а другим – внутренне сечение. Для того, чтобы полипропилен не налипал на насадку – ее покрывают тефлоном. Размеры насадок совпадают с наиболее популярными для создания трубопроводов сечениями труб: от 20 до 63 миллиметров.
Подготавливаемся к работе
После приобретения всех необходимых инструментов и материалов нам необходимо подготовиться к работе. Также запасаемся рулеткой и чистыми тряпками.
На начальном этапе, после составления проекта соединений и всех схемы водоснабжения нам необходимо провести тщательную уборку помещения, включая удаление всей пыли. Мельчайшие частицы, осаждающиеся на склеиваемую поверхность могут нарушить качество соединения.
Свариваем самостоятельно полипропиленовые трубы
Включение сварочного аппарата можно производить только после того, как насадка заняла свое место в гнезде. Существует несколько методик сварки полипропиленовых труб, рассмотрим их поподробнее.
Сварка диффузным способом
При использовании этой методики полипропилен с разных деталей взаимно проникает друг в друга при разогреве, после чего при застывании образует единое целое. Это основной способ работы с полипропиленовыми трубами, но он используется только для соединения однородных материалов.

Диффузионная сварка полипропиленовых труб
Температура пайки при этом методе составляет около 260 градусов цельсия. Именно при этой температуре полипропилен переходит в жидкое состояние.
Сварка раструбным способом
При использовании этой методики также используются сварочные аппараты с насадками различного диаметра. Что такое припой для пайки меди, Вы можете прочитать в нашей статье.
На начальном этапе трубопровод режется на участки определенной длины. Труба обрезается исключительно под прямым углом. Если вы используете армированную конструкцию – торцы разрезов зачищаются от металла.

Одновременное нагревание двух участков полипропиленовой трубы
Сам процесс сварки происходит очень просто – два соединяемых элемента вставляются в сварочный аппарат, нагреваются до температуры плавления, после чего фиксируются друг с другом. В ходе остывания полипропилена отрезки соединяемых труб не должны изменять своего положения.
Сварка стыковым способом
Этот метод подходит для соеднинения трубопроводов большого сечения. Как и при использовании предыдущих технологии труба режется на отрезки, ее торцы обрабатываются. Место соединения нагревается при помощи специального сварочного зеркала, а затем соединяемые элементы с усилием прижимаются друг к другу. При этом достигается столь высокая механическая прочность соединительного узла, что она не уступает прочности самой трубы. Ключевым моментом при применении такого способа является обеспечение прижатия друг к другу соединяемых участков.

Сварка стыковым способом — фото
Видео — сварка канализационной трубы стыковым способом
Сварка муфтовым способом
При применении этой технологии вводится специальный промежуточный соединительный элемент – муфта или фитинг. Процесс соединения аналогичен описанным выше за исключением одновременного разогрева не участков труб и трубопровода и элемента соединения.

Электромуфтовая сварка пластиковых труб
Сварка полифузным способом
Эта методика очень напоминает соединение диффузным методом. Отличие заключается в то, что до температуры плавления нагревается только один соединяемый элемент.
Соединение полипроилена холодной сваркой
При использовании такой технологии на поверхность соединяемых полипропиленовых элементов наносится специальный клеевой состав. Использовать такую методику можно только в трубопроводных системах, рассчитанных на небольшое давление рабочей жидкости.
Основные правила сварки полипропиленовых труб
Чтобы добиться качественного, герметичного соединения полипропиленовых труб при их сварке или пайке необходимо соблюдать следующие правила:
- Держите сварочные аппарат в рабочем состоянии. Для того, чтобы приступить к соединению нового участка вам потребуется не менее пяти минут.
- Всегда одновременно нагревайте оба соединяемых элемента трубопровода.
- Пред нагревом и пайкой в обязательном порядке нанесите на поверхности тру риски, обозначающие глубину планируемого шва. Также такой разметкой можно ориентировать элементы относительно друг друга, например, при сварки под определенным углом.
- Сварка полипропиленовых труб – это одноразовая операция. Если вы неправильно соедините два элемента, то расстыковать их будет уже невозможно. Вам придется отрезать бракованный элемент и увеличивать число швов.
- Особое внимание обращайте на неподвижное положение элементов относительно друг друга при застывании сварочного шва. Лучше для этого использовать средства механической фиксации, например, струбцины. Малейшее воздействие на шов в процессе его формирования может привести к нарушению герметичности.
Свариваем трубопроводы на сложных участках
Наибольшую проблему вызывает сварка трубопроводов из полипропилена в труднодоступных участках. Для того, чтобы провести такую работу вам необходимо разбить конструкцию на отдельные узлы. Как установить сололифт для канализации, Вы можете прочитать в нашей статье.
В начале монтируется самая громоздкая и неудобная часть. Желательно сформировать ее на свободном участке, а потом разместить на посадочном месте.
Сформированный сложный участок жестко крепится к стене, после чего к нему привариваются более мелкие и легкие в монтаже узлы. В этом случае вам возможно придется воспользоваться помощью напарника.
Учимся на чужих ошибках
Рассмотрим наиболее распространенные ошибки при монтаже трубопроводов из полипропилена:
- Недостаточный нагрев. Не стоит торопиться. Пользуйтесь таблицами и четко выдерживайте положенное время нагрева. Но и не затягивайте процесс – образовавшийся излишний наплав может сформировать внутренний шов, который будет чрезвычайно чувствителен к гидроударам.
- Правильно рассчитывайте глубину пайки.
- Тщательно очищайте поверхность труб, не забывайте обезжиривать соединяемые участки.
Для того, чтобы уяснить, как необходимо соединять полипропиленовые трубы для водопровода методом пайка-сварки – посмотрите обучающее видео.
Видео — Правильная пайка полипропиленовых труб

Пайка труб из полипропилена (ПП) полиэтилена, пластиковых труб на сегодняшний день применяется повсеместно. Это обусловлено отличительными признаками данного способа соединения:
- В них есть потребность. Сегодня это наилучший вариант для применения в хозяйстве. Он может использоваться для водопроводных и для тепловых сетей. В настоящее время большинство людей используют только этот вид пайки пластиковых труб.
- Доступность. ПП гораздо дешевле аналогов из металла, не подвержен коррозии.
- Простота, самостоятельное применение. Банальное соблюдение некоторых правил этого вида пайки может позволить осуществить весь процесс самостоятельно. Хотя, если вы не уверены в своих силах, лучше поручить это дело профессионалу, либо прибегнуть к помощи напарника. В помощь начинающим мастерам существует таблица пайки полипропиленовых труб с указанием всех необходимых характеристик.
- Оперативность. Готовое соединение можно получить за несколько минут. Не стоит эту особенность трактовать досконально: слишком торопиться тоже не стоит, можно упустить важные детали, испортить соединяемые элементы.
- Долгий срок службы. Конечно, не такой, как у металлических соединений. Но некоторые производители заявляют сроки службы до нескольких десятков лет. Срок службы зависит не только от выбора производителя и качества ПП. Важно соблюсти все правила при установке и эксплуатации трубопровода.
Этапы работы
Выбор сварочного аппарата
Для пайки соединений из ПП необходима специальная техника: сварочный аппарат, также называемый «утюгом», «паяльником». Этот аппарат можно приобрести для личного пользования. Но, как правило, в следующий раз понадобится он вам не скоро. Поэтому существуют услуги аренды и проката подобного оборудования. Сварочный аппарат может быть ручным, полуавтоматическим, полностью автоматическим. Он имеет насадки различных размеров. Для оперативности работы аппарат не нужно выключать после каждого отдельного соединения. Требуется соблюдать не только правила, изложенные в настоящей статье, но и инструкцию к сварочному аппарату. Также необходимы специальные ножницы для резки труб. Когда ножницы режут криво (если отрезать нужно 1 см), можно применить углошлифовальную машинку.
 Сварочный аппарат для полиэтиленовых труб
Сварочный аппарат для полиэтиленовых труб
Выбор труб, фитингов
Существует четыре маркировки труб в зависимости от характеристики их назначения.
- Для полипропиленовых труб с холодным водоснабжением до 20 градусов Цельсия выбирают маркировку PN 10. Она также походит для обогрева полов до 45°.
- Для горячего водоснабжения до 60°; а также холодного, используется маркировка PN 16.
- Маркировку PN 20 приобретайте, если будете использовать трубопровод с горячим водоснабжением до 95°.
- Для отопления до 95° и горячего водоснабжения следует покупать маркировку PN 25.

Все полипропиленовые трубы можно разделить на следующие виды:
- Для холодного водоснабжения;
- Для горячего водоснабжения;
- Для горячего водоснабжения и отопления (смешанные).
Все элементы и детали следует выбирать исходя из требований к качеству. Выбрав самый дешевый вариант, вы рискуете в итоге столкнуться с некачественным соединением. Не стоит соединять деталь одного производителя с фитингом, муфтой другого. Они могут не подойти друг другу по размеру и по составу материала.
Различают полипропиленовые (пропиленовые) и полиэтиленовые трубы. У данных материалов много общего:
- Оба подвержены плавлению при воздействии высокой температуры;
- Не являются проводниками электрического тока;
- Легкие;
- Устойчивы к силовым воздействиям (удары);
Отличия полипропиленовых (пропиленовых) и полиэтиленовых труб:
- ПП нужна более высокая температура, чтобы расплавиться;
- ПП обладает более высокой прочностью;
- ПП менее гибкий
- ПП имеет показатели лучше по тепло- и морозостойкости.
Цвета ПП труб отличаются не в зависимости от состояния настроения производителя. Каждый цвет характеризует область будущей эксплуатации:
- Белый цвет ПП не подойдет для монтажа на улице, в условиях плохой погоды и перепада температур;
- Серый цвет ПП отлично подойдет для дома: водопровода и отопительных систем;
- Черный цвет ПП применяют при строительстве канализационных систем. В их материале предусмотрены специальные вещества для дополнительной устойчивости;
- Зеленый цвет ПП покупают люди для дома за городом, для дачи. Их используют для полива насаждений. Они самые дешевые из всего перечня по цветам, так как их способность выдержать внутреннее давление водой очень низкая. Сейчас многие производители начали совершенствовать качество зеленого ПП, что позволяет использовать их даже для холодного водоснабжения.

Для фиксации трубопровода в горизонтальном положении применяются клипсы. В вертикальном — специальный хомут.
Подготовка к работе, температура «утюга»
Подготовка элементов к пайке представляет собой зачистку поверхностей, удаление посторонних мелких предметов, грязи, заусенцев, пыли, обезжиривание поверхностей с помощью специальных спиртовых, иных растворов. Подготовить нужно не только поверхность спаиваемых элементов, но и само помещение. Желательно, чтобы оно также было не пыльным.
Температура паяльника должна быть примерно 260-270°. Когда он нагреется, заранее подготовленные элементы нужно ровно надеть на насадки сварочного устройства. Если элемент «сядет» неровно, пайка будет некачественной — впоследствии возможны проблемы с использованием трубопровода. Этот процесс занимает несколько секунд. Точное время пайки полипропиленовых труб может варьироваться в зависимости от её толщины и степени исправности паяльника. Если устройство для сварки полипропиленовых труб греет слабо, то не спешите и дайте ему прогреться до необходимой температуры. Сделать соединение при слабом нагреве вы сможете, но в дальнейшем может возникнуть протечка. Детали, которые подлежат соединению друг с другом, должны нагреваться одновременно. Нагреваемая деталь должна быть вставлена в насадку до конца. Если вы не знаете расположение этого предела, заранее отметьте необходимое место с помощью маркера.

Перегрев элемента можно легко заметить: он станет очень мягким, при соединении сразу деформируется.
Ниже представлена таблица времени сварки полипропиленовых труб.
В ней приведены рекомендуемые показатели: температура нагрева полипропиленовых труб в зависимости их размера (объема); периоды соединения деталей и их охлаждения. Эти характеристики указаны, если температура места проведения работ не менее 20 градусов. Если температура ниже — время нагрева необходимо увеличить.
| Объем (см.) | Время нагрева (сек.) | Время сварки полипропиленовых труб (сек.) | Время охлаждения после сварки (минуты) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4. |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Соединение элементов
При расплавлении материала элементы достают из насадок, и быстро, но аккуратно соединяют друг с другом с применением небольшой физической силы. Сильно надавливать и прокручивать элементы нельзя. Каждый производитель запрещает крутить детали. Однако, многие профессионалы позволяют себе это, но всего на несколько градусов. И только с целью вхождения одной детали в другую, так как иногда материалы очень «тугие» и налазят с трудом. Держать детали нужно в этот момент максимально ровно! В противном случае, шов может получится кривым, что потом скажется на качестве и герметичности. Если шов все-таки получился неровным, исправить это путем разъединения уже не получится. Единственный выход – вырезать некачественно сделанный шов и сваривать по новой. Если это случилось с фитингом, повторному использованию он уже не подлежит. Профессионалы начинают комплекс работ со сварки громоздких конструкций.

Выделяют виды сварки: диффузионная и муфтовая. Диффузионная сварка основана на принципах диффузии: соединение происходит путем взаимного проникновения элементов. Муфтовая сварка применяется для труб маленького диаметра с помощью специальных муфт, фитингов.
Соединенные элементы нужно остудить, выдержав их в неподвижном состоянии несколько минут. Только в этом случае, соединение будет качественным, герметичным и долго прослужит вам верой и правдой.
Таким образом, ничего сложного в сварке пластиковых труб нет. При соблюдении всех требований и правил, изложенных выше, работа получится качественной, трубопровод прослужит в хозяйстве немало времени, а вам удастся сэкономить на услугах специалистов в этой области. Хоть сначала и не обойдется без нескольких испорченных деталей. Восполнить их легко ввиду их небольшой стоимости, а для напоминания показателей времени и температуры всего есть таблица сварки полипропиленовых труб.
Ниже представлено видео-инструкция по сварке полипропиленовых труб.


Отправить ответ