
Температура пайки серебряным припоем
Содержание:
- 1 Чем пайка лучше сварки
- 2 Подготовка к успешной пайке
- 3 Пайка
- 4 Каков расход серебряного припоя?
- 5 Сравнение серебряного припоя и олова при пайке нержавейки
- 6 Какую нержавейку нельзя паять твёрдыми припоями
- 7 Особенности технологии соединения металлоизделий
- 8 Выбор материала для соединения металлических изделий
- 9 Как паять серебро паяльником?
- 10 Соединение серебряных изделий газовой горелкой
- 11 Как паять серебро оловом?
- 12 Несколько рекомендаций
- 13 Когда можно паять серебро?
- 14 Инструменты для пайки серебра
- 15 Способы пайки серебра
- 16 Прочность паяного соединения
Антикоррозионные свойства стали придаёт присадка хрома от 12%. На поверхности образуется защитная плёнка. При механическом и термическом воздействии она повреждается, но быстро восстанавливается на воздухе. Поэтому коррозионно стойкие металлы так ценятся.
Чем пайка лучше сварки
Соединение деталей из нержавеющей стали выполняется двумя методами: аргонной сваркой и пайкой твёрдым припоем. Если первый способ недоступен, альтернативой будет пайка. Главный плюс этого способа — в ненужности дорогостоящего промышленного аргонно-сварочного оборудования.
Пайка нержавейки серебряным припоем доступна в условия гаража и домашней мастерской. Для нередких случаев это дешевле и проще. Но и тут не всё гладко. Нержавейка — металл особый, мягким припоем его не взять. Для надёжной пайки понадобятся:
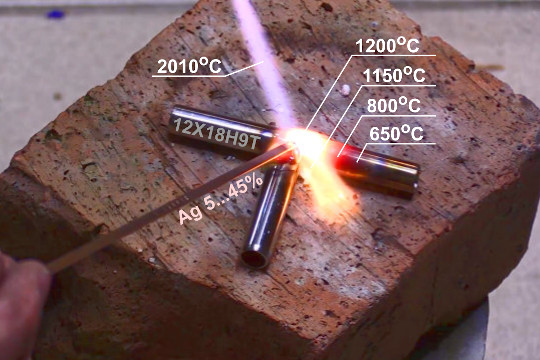
- твёрдый серебряный припой с содержанием серебра от 5% до 45%,
- специальный флюс (если только припой не офлюсованный),
- хорошая газовая горелка для пайки, способная давать факел пламени более 2000 градусов Цельсия (горелка на МАПП-газе даёт 2010 градусов, на пропане — меньше).
Всё правильно, серебро плавится при значительно меньшей температуре. Высокая температура горения необходима для быстрого прогрева металла и уверенного поддержания требуемого уровня тепла. Делает пайку нержавейки серебряным припоем качественной, распределение расплава равномерным, гарантирует его проникновение и растекание под действием капиллярного эффекта. И создаёт условия для выполнения ответственных соединений, которые будут работать под нагрузкой и давлением много лет.
Таблица 1 . Температура плавления металлов и припоев
Подготовка к успешной пайке
Спаиваемые детали подготавливаются, подгоняется форма и размер сопряжений, чтобы в итоге получился стык с минимальным зазором. Поверхности зачищаются. Лучше не использовать металлическую щётку, так как от неё останутся частички стружки, которые потом образуют ржавчину. Детали фиксируются друг относительно друга. На поверхности вокруг стыка наносится флюс.

Если используется офлюсованный пруток — сначала он прогревается боковой стороной на стыке, чтобы флюсующее вещество на нём расплавилось и попало в зазор до начала пайки.
В некоторых случаях, чтобы упростить и ускорить непосредственное спаивание, ответные поверхности заранее пропаивают, покрывают тонким слоем припоя. Лужёная поверхность металла лучше смачивается припоем. Но нужно учитывать, что размеры соединяемых деталей при этом изменяться. Например, при паянии тройника диаметр трубки увеличиться, а посадочного отверстия уменьшится.
Пайка
Поджигаем горелку пьезокурком. Прогреваем место пайки, причём не ограничиваясь местом у самого стыка, захватываем пошире, на расстояние 2-3 поперечника. Для массивных деталей потребуется больше тепла, чтобы металл не остывал в процессе паяния. Иначе не получится качественного соединения. Можно использовать двух- и даже трёх-сопловые газовые горелки. Или двумя горелками одновременно прогревать с двух сторон.

Важно не останавливать пламя горелки на одном месте, чтобы металл не перегрелся в одной точке, и его не повело и чтобы он не расплавился. Прогрев надо выполнять, равномерно медленно двигая сопло по всей поверхности сопряжения. Металл приобретает малиновый оттенок, а затем становится красным. Подносим пруток серебряного припоя к стыку.
Факел пламени нужно направлять не прямо на пруток, а немного опережать точку приложения прутка. Благодаря высокой температуре нагретых деталей припой плавиться и по прогретой нержавейке хорошо проникает в стык. Когда таким образом обработано всё соединение, пайка завершена. Даём изделию остыть. Зачищаем напильником и наждачкой, промываем водой с ветошью или губкой.
Готовое соединение выдерживает высокие механические нагрузки и давление. Хотя окончательная проверка произойдёт в работе, как правило, качество пайки уже можно наблюдать визуально. Дело сделано!
Каков расход серебряного припоя?
При соблюдении технологии расход очень небольшой. Например, для установки фланца на трубу 1 1/2" понадобиться не больше 1 сантиметра прутка.
Наилучший вариант — это, конечно же, офлюсованный серебро содержащий пруток. Бери и паяй, не беспокоясь о флюсе. Классика — это ортофосфорная кислота, она хорошо избавляет от тонкого слоя окислов. Наносится кисточкой. Известен также простой в приготовлении состав из равных частей ортофосфорной кислоты и буры. Ещё один состав: бура, фтористый натрий, борная кислота. Покупая в магазине, выбираем флюс для высокотемпературной пайки.
Сравнение серебряного припоя и олова при пайке нержавейки
Преимущества олова в его дешевизне и низкой температуре расплавления, его берёт даже 60-ваттный электропаяльник. Вполне сгодится для лужения, заделки мелких отверстий, выполнения не ответственных соединений, которые будут работать под слабой нагрузкой. А также для временных решений, на скорую руку. Нужен оловянный припой без содержания свинца.
Температура плавления олова 232 градуса, а серебра 962. Какой из расплавов крепче въестся в поверхность нержавеющего металла? Как говориться, выбирайте сами.
Какую нержавейку нельзя паять твёрдыми припоями
Некоторые виды (марки) нержавеющих сталей нельзя подвергать ни сварке ни пайке твёрдыми припоями (серебром, латунью), из-за чего в них начинается внутренняя коррозия. Это аустенитные нержавеющие стали (названы в честь английского металлурга Аустена), например 12Х18Н9 (маркировка по ГОСТу — 0,12% углерода, 18% хрома, 9% никеля). Тут есть 2 варианта решения: лудить оловом, ибо оно относится к мягким припоям и плавится при 232 градусах. Или взять нерж другой марки. Например, если в обозначении будет буква Т или Б, то любой термообработке подвергать можно (они легированы титаном или ниобием: марки обозначаются 12Х18Н9Т или 12Х18Н9Б соответственно).
Видео: пайка нержавейки серебряным припоем
Серебро — это драгоценный и благородный металл, применяемый для различных целей, включая изготовление ювелирных украшений. Например, цепочка из него является привлекательным и классическим изделием, которое можно носить как браслет или ожерелье. Правда, несмотря на прочность серебра, украшения из этого металла могут быть достаточно хрупкими и даже ломаться. Но многие из них несложно восстановить, главное знать, как паять серебро в домашних условиях.
Особенности технологии соединения металлоизделий
Чтобы сцепить их между собой используют более легкоплавкий металл. Процесс пайки может отличаться в зависимости от условий, в которых будет применяться изделие, и от типа металлов, подлежащих слиянию. Например, ремонт ювелирных украшений и скрепление печатных плат в электронике выполняются разными способами. Однако многих людей больше интересует, как паять серебро в домашних условиях.
Выбор материала для соединения металлических изделий
Припой для пайки серебра можно приобрести в любом хозяйственном магазине. Лучше отдавать предпочтение тугоплавким веществам, температура плавления у которых составляет не менее 240 °C. При этом желательно использовать специализированную пасту для пайки либо сплавы с маркировкой ПСР-2.
Припой для соединения серебряных изделий можно изготовить самостоятельно. В него обязательно должны входить следующие металлы:
Расплавить эти компоненты получится в муфельной печи под флюсом. Полученную смесь необходимо вылить на подложку, а потом пропустить ее через вальцовочный станок для создания пластинок толщиной около 0,5 мм.
Для создания неразъемных соединений деталей применяют полосы шириной около 1—3 мм. От них отрезают куски необходимой длины. Во время пайки на скрепляемое место воздействует воздух. Чтобы не допустить окисления и прочих негативных реакций, надо использовать флюс (колофоний). Он при нагревании припоя умеренно распределяется по металлу, изолируя область сварки.
Как паять серебро паяльником?
Перед тем как паять серебро в домашних условиях, необходимо подготовить заранее флюс и припой. Часто при соединении составных частей, содержащих серебро, используют 60 % олова и 40 % свинца. Такой припой начинает плавиться при температуре 180 °C.
Но прежде чем приступить к пайке серебра следует зачистить плоскости изделий и убрать с них пленку окислов, появившуюся со временем. В подобной ситуации припой обеспечивает внутреннее слияние с серебром.
Участок пайки серебряного изделия надо хорошо прогреть, чтобы превысить температуру плавления металлов для соединения, используя мощный паяльник. Вдобавок ко всему, его рекомендуется изолировать от действия кислородного воздуха. Добиться наилучшего результата поможет флюс, создающий над местом соединения составных частей защитную пленку. Колофоний при расплавлении припоя распределится равномерно по металлической плоскости.
Применять паяльник для соединения ювелирных украшений из серебра надо при использовании высокотемпературного припоя, совпадающего с пробой металла.

Соединение серебряных изделий газовой горелкой
Прежде чем узнать, как паять серебро кассетной горелкой, необходимо до начала работ позаботиться о наличии вентилятора для проветривания комнаты. Чтобы уменьшить количество дыма, образуемого в процессе пайки горелкой, придется не только включить это устройство, но и распахнуть окна. Во время соединения металлических украшений важно сильные струи держать подальше от места выполнения работ, иначе процедура охлаждения может привести к возникновению проблем при пайке.
Перед тем, как паять серебро в домашних условиях газовой горелкой, для ополаскивания изделий после скрепления понадобятся емкости с водой. Причем металлические детали должны поместиться в них целиком.
Паять серебряные украшения лучше горелкой, имеющей плоский наконечник, поскольку заостренный будет быстро отводить тепло. Процесс соединения металла требует выполнения следующих этапов:
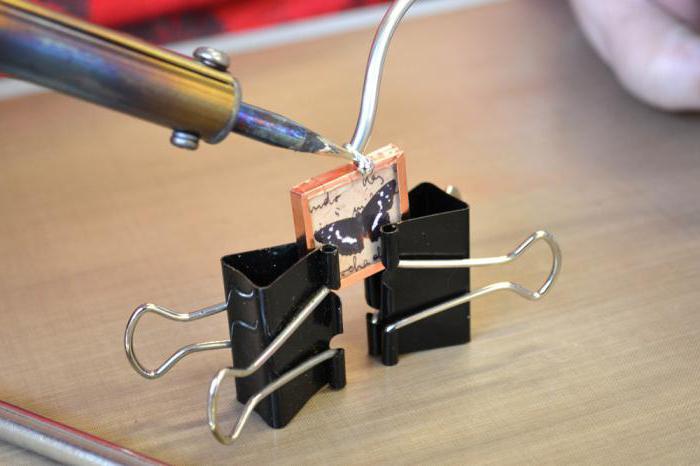
- Первым делом элементы для пайки следует разместить на огнеупорной поверхности. Главное — обеспечить жесткую фиксацию деталей, относительно друг друга. Для этого можно использовать нихромовую проволоку и зажимы.
- Затем поверхность металлических изделий очищается от оксидных пленок и покрывается тонким слоем флюса.
- После этого приступают к процессу пайки. На месте сварки необходимо расположить немного припоя. Горелку следует подвести к боковой части детали, осторожно прогревая область соединения.
- Чтобы заполнить трещины, необходимо использовать припой с небольшим содержанием серебра. А вот для более прочного соединения, наоборот, лучше использовать припой с большим включением серебра.
- Потом выполняется финишная обработка. Изделия надо хорошо очистить от флюса, а лишний припой устранить надфилем либо наждачкой. Поверхность серебряного изделия остается лишь покрыть кислотным раствором для осветления и почернения.

Как паять серебро оловом?
Пайку оловом серебряных украшений осуществляют редко, поскольку их ремонт в дальнейшем может привести к печальным последствиям. Например, когда ювелир не в курсе, что изделие ранее скреплялось этим металлом, может использовать для его пайки обычный высокотемпературный припой. Эти действия приведут к тому, что оно попросту сгорит.

Несколько рекомендаций
Не стоит применять слишком много припоя, чтобы избежать появления комочков. Если они все же образовались, то их надо убирать пилочкой. При пролитии кислотного раствора на одежду или кожные покровы сразу же промойте эти места большим количеством холодной воды.
 Всем привет! Сегодня немного расскажу как паять серебро оловом своими руками. Такой вопрос часто возникает, когда женская половина просит спаять серебряное кольцо, цепочку или серьги. Для любого радиолюбителя это вызов и повод достать баночки с флюсами.
Всем привет! Сегодня немного расскажу как паять серебро оловом своими руками. Такой вопрос часто возникает, когда женская половина просит спаять серебряное кольцо, цепочку или серьги. Для любого радиолюбителя это вызов и повод достать баночки с флюсами.
Когда можно паять серебро?
Серебро является достаточно мягким металлом, поэтому изделия из него часто ломаются. Например, порвавшуюся цепочку, серьги или треснувшее серебряное кольцо просто относят в ювелирную мастерскую. Но при определенных навыках пайки вполне можно починить изделие в домашних условиях.

Украшения из серебра оловом нужно паять очень осторожно, чтобы не испортить их. Серебро имеет свои особенности и работа с ним происходит несколько иначе, чем, например, с привычным для ремонтников оловом.
Инструменты для пайки серебра
Виды припоя для серебра
Крайне важно выбрать подходящий припой для серебра. В качестве припоя нельзя использовать лом серебра, так как припой должен обладать меньшей температурой плавления, чем материал, который предполагается спаять.
Температура плавления серебра составляет +960 градусов по Цельсию.
Для такого тугоплавкого металла необходим особый припой. Как правило, это сплавы серебра с другими металлами. Такие сплавы приближаются к серебру по надежности, прочности и устойчивости паяного соединения к коррозии.
Чем больше процентное содержание серебра, тем более прочным считается припой. В зависимости от изменения доли серебра меняются и температура плавления, плотность, удельное сопротивление.

В связи с этим чаще всего используют ПСР-3, ПСР-10, ПСР-15, ПСР-25 (число означает содержание серебра в процентах). Если необходима особая прочность соединения и высокая защита от коррозии, то можно взять ПСР-72.

В продаже существует порошкообразные припои, а также состоящие из отдельных кусочков размером в 2-3 мм. Иногда встречаются припои, имеющие форму проволоки или листов. В таком случае подготовить куски нужного размера нужно будет самостоятельно с помощью кусачек.
Для качественной пайки необходимо обеспечить в месте соединения удаление окислов с помощью флюса. Проще всего сделать флюс своими руками из порошковой буры (декагидрат тетрабората натрия) и поташа (карбонат натрия). Компоненты следует смешать в равных частях, предварительно растерев кристаллики буры в мелкий порошок.

Также можно использовать более эффективный магазинный флюс ПВ-209, имеющий повышенную активность. Он состоит из борного ангидрида (до 35%), фтористого калия (до 42%) и тетрабората калия (до 23%). Для получения необходимой консистенции данный флюс следует развести водой либо глицерином.
Одним из самых распространенных готовых флюсов считается канифольный. Это вещество представляет собой особую смолу, образующую пленку на месте пайки, которая препятствует контакту с окружающим кислородом.
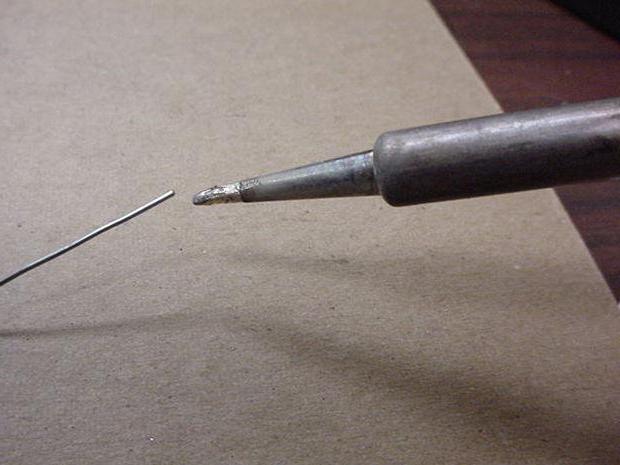
Паяльник
При пайке необходимо создать надежное соединение деталей. Если мощность паяльника окажется недостаточной, то образуется холодная пайка и соединение будет не прочнее клея. Как правило, с помощью паяльника можно соединить лишь мелкие детали, используя малое количество серебряного припоя. Пример в следующем видеоролике.
Газовая горелка
Для полноценного расплавления серебряного припоя лучше использовать компактную газовую горелку, имеющую температуру пламени до 1300 градусов Цельсия.

Чаще всего такие горелки заправляют пропаном, но также допускается бутан-пропановая смесь. Для получения более высоких температур используют газовые смеси на основе ацетилена, которые дают пламя с температурой около 2000 градусов Цельсия. Чтобы спаять серебряные изделия, достаточно обычного пропана.
Часто пропан продается в баллончике. На горелке существует специальная система регулировки и наконечник горелки, чтобы пламя подавалось направленно и равномерно. Также регулировать пламя можно при помощи насадок. Для пайки можно установить насадку с плоским носиком.
Способы пайки серебра
Сам процесс пайки серебра мало чем отличается от пайки других металлов, однако существуют некоторые нюансы при работе с паяльником в отличие от газовой горелки.
Пайка серебра паяльником
Предварительно необходимо установить на паяльник тонкое жало. Если мощность паяльника 40 — 60 Вт, то рекомендуется использовать припой ПСР-3, температура плавления которого составляет 315 градусов Цельсия. Этот припой также удобен тем, что внутри него находится смола, исполняющая функции флюса и защищающая сплав от окисления.
Не стоит при починке серебряного изделия в домашних условиях использовать оловянно-свинцовый припой (например ПОС-60 ). Такое соединение может оказаться непрочным, поэтому прибегать к этому припою следует лишь в крайнем случае. Тем более свинец быстро окисляется и дает темный матовый цвет.

Приступая к пайке серебра в домашних условиях, необходимо осуществить следующие действия:
- Тщательно очистить поверхности соединяемых деталей из серебра от различных загрязнений и окислов, обезжирить;
- Нагреть место соединения так, чтобы температура в точке пайки серебра стала выше температуры плавления припоя;
- Подать на место соединения припой вместе с флюсом , удобнее иметь трубчатый серебрянный припой;
- Прогреть образовавшийся стык паяльником, добиваясь расплавления припоя и его распределения между серебряными деталями;
- Дождаться остывания изделия и полировать место соединения, чтобы не было видно следов пайки.
Пайка газовой горелкой

Пайка газовой горелкой с оловом дает более надежное соединение, но требует большего внимания и навыков:
- Необходимо зачистить поверхности соединяемых деталей от черноты, загрязнений и окислов;
- Нанести на место соединения флюс, который может быть как покупным, так и приготовленным самостоятельно;
- Уложить на место спаивания кусочек припоя необходимого размера;
- Аккуратно прогревать изделие вокруг места пайки, следя за положением припоя, чтобы не допустить его сдувания пламенем;
- Когда припой начнет расплавляться, следует увеличить пламя до тех пор, пока припой не образует равномерный шов с блестящей поверхностью;
- После завершения пайки дать остыть и почистить место соединения, чтобы убрать следы флюса . Далее можно заполировать излишки олова.
Прочность паяного соединения
Стоит отметить, что припои из сплавов серебра с медью и цинком достаточно универсальны и могут паять любые металлы. Серебряный припой имеет достоинства в виде высокой прочности, скорости растекания, смачиваемости и устойчивости к коррозии. Паяное соединение с оловом, содержащим серебро получается прочнее свинцового. Недостатком серебряного припоя являются высокая температура плавления и значительная стоимость, поскольку серебро – драгоценный металл.
Прочностные характеристики припоя ПСР-1,4 в сравнении с другими припоями показаны в таблице ниже. Даже содержание серебра 1,4 % в припое заметно повышает временное сопротивление разрыву при сохранении низкой температуры плавления.
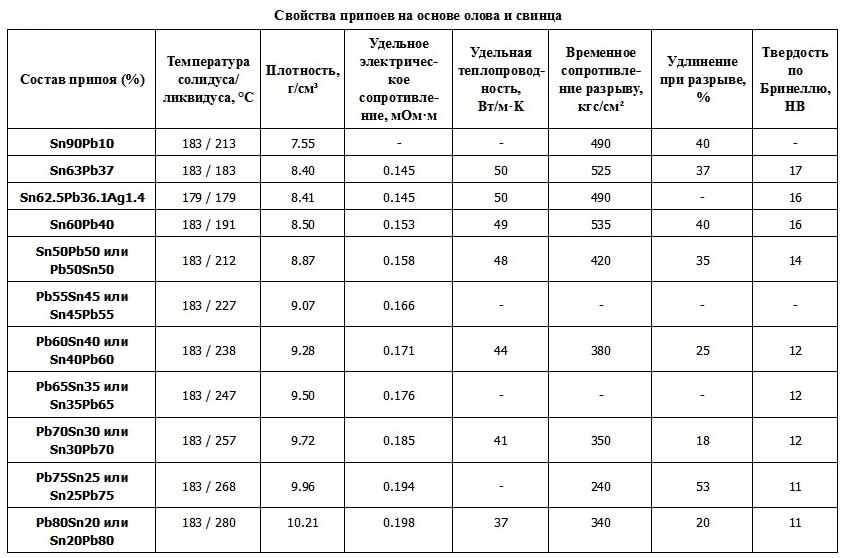
Число в названии припоя обозначает процентное содержание серебра в нем. Так, сплавы ПСР-2.5, ПСР-15 и ПСР-25 можно использовать при пайке изделий, которые не испытывают значительных нагрузок на шов. Для получения высокопрочного соединения используют припой ПСР-45, состоящий из 45% серебра, 30% меди и 25% цинка. Он обладает высокой вязкостью, ковкостью и текучестью. Паяное соединение будет обладать устойчивостью к коррозии, растяжениям, вибрации и ударам. Припои ПСР-65 или ПСР-80 обладают еще более высокими прочностными свойствами, однако имеют высокую стоимость.
Надо сказать, что серебряный припой весьма сложно найти в продаже, но его можно сделать самостоятельно. Как сделать серебряный припой самостоятельно и как паять газовой горелкой можно посмотреть в видеоролике.


Отправить ответ