
Температура плавления 500 градусов
Содержание:
Чтобы организовать плавление металла в домашних условиях необходимо изготовить приспособление, в котором можно было бы нагреть заготовку до необходимой температуры. Если для плавления олова и свинца, достаточно загрузить сырьё в металлическую ёмкость и поставить её на огонь. То для литья медных сплавов потребуется приобрести специальную печь.

О том как осуществляется плавка латуни в домашних условиях будет рассказано в данной статье. Но прежде чем приступить к описанию основных этапов работы, необходимо изучить теоретические сведения о металлическом сплаве.
Из чего состоит латунь
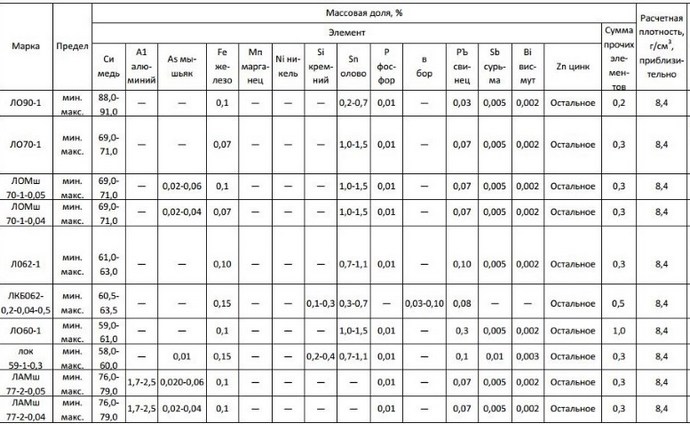
Латунь состав сплава которого может существенно отличаться, обязательно содержит медь в количестве не менее 55%. На остальные 45% в составе двухкомпонентного сплава приходится доля цинка. Цинк в составе медного сплава существенно увеличивает механическую прочность сплава и устойчивость к коррозии.
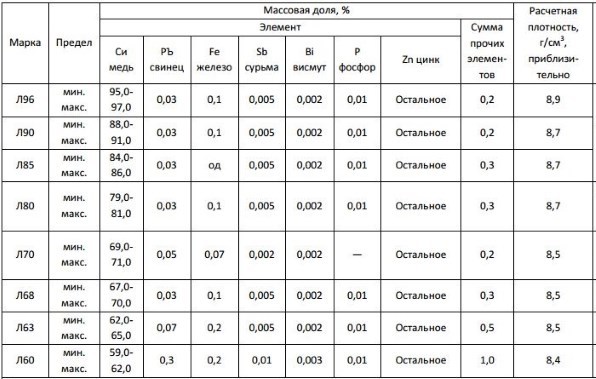
Кроме цинка многокомпонентная латунь может содержать:
Дополнительные добавки необходимы в том случае, если требуется наделить металлический сплав новыми свойствами, которые будут способствовать более лёгкому формированию изделия при литье и во время механической обработки.
Для плавления латуни сплав необходимо нагреть до 880 — 950 градусов. Какая именно температура необходима для плавки конкретного вида латуни зависит от её состава, но при выполнении плавления металлов в домашних условиях не всегда удаётся установить марку сплава.
Чтобы гарантированно расплавить латунь в домашних условиях следует приобрести специальное устройство, в котором металл нагревался бы до максимальной температуры плавления.
Самостоятельное изготовление плавильного устройства потребует значительных временных затрат и специальных знаний. Поэтому намного проще приобрести в специализированных магазинах готовые плавильные печи, работающие на газе или от сети переменного тока.
Печь и инструменты для плавления латуни
Чтобы осуществить литьё латуни в домашних условиях необходимо приобрести специальную печь.

В домашних условиях лучше всего использовать небольшие устройства с максимальной температурой нагрева 1300 градусов. Такое ограничение необходимо чтобы предотвратить выгорание цинка входящего в состав данного медного сплава.
- В качестве ёмкости для плавления латуни используются графитовые тигли.
- Также потребуется приобрести щипцы и большую ложку. Щипцы необходимы для установки и снятия тигля с печи, а ложка применяется для удаления шлака, который образуется на поверхности расплава.
- Чтобы вылить из тигля расплавленную латунь в форму используется литейный ковш. Без этого приспособления невозможно выполнить безопасный наклон раскалённого тигля во время плавильных работ.
Работы с расплавом должны производиться без каких-либо отступлений от правил техники безопасности, поэтому кроме приспособлений для плавления обязательно следует приобрести защитную одежду, средства защиты зрения и дыхания.
При расплавлении латуни образуются вредные пары, которые негативно воздействуют на здоровье человека.
- Осуществлять плавильные работы без респиратора категорически запрещено. Специальные очки или маска используются для защиты глаз от воздействия инфракрасного излучения, которое, при длительном воздействии, может нанести ущерб органу зрения.
- Также необходимо использовать жароупорный фартук для защиты одежды от возможного попадания расплавленного металла и толстые перчатки, чтобы не обжечь руки во время плавильных работ.
Когда все необходимые инструменты и приспособления будут приобретены, можно приступать к подготовке плавления латуни.
Подготовительные работы
Чтобы плавление медного сплава было произведено по всем правилам, необходимо подготовить инструменты и место для работы.
Оптимальным вариантом размещения печи для плавки латуни является навес на свежем воздухе. Установка печи на улице позволяет минимизировать вредное влияние паров цинка, а также обеспечить хорошее горение топлива, при использовании газовой печи.

В плане противопожарной безопасности размещение высокотемпературной печи вне помещения является наиболее правильным. Если нет возможности установить плавильную печь таким образом, то помещение, в котором планируется проводить плавильные работы, должно быть оборудовано системой принудительной вентиляции воздуха.
Поверхность, на которую устанавливается печь, вне зависимости от места размещения, должна быть обязательно изготовлена из негорючих материалов. Также для безопасного перемещения тигля с расплавленным металлом рекомендуется установить ящик с сухим песком. Для предотвращения разбрызгивания расплавленного металла, работы по заливке форм рекомендуется проводить только над ёмкостью с песком.
- Если для получения расплава будет применяться металлический лом, то прежде чем приступить к плавке следует тщательно очистить латунную поверхность от загрязнения и краски.
- При использовании проката цветного металла его достаточно нарезать на куски, размер которых не будет превышать параметры тигля плавильной печи.
Такие подготовительные работы позволят получить более качественное плавление металла с меньшим количеством шлака, а сам процесс будет более пожаробезопасным.
Процесс плавления латуни
После проведения подготовительного этапа можно приступать к непосредственному плавлению медного сплава.

Работа осуществляется в такой последовательности:
- В печи нагреваются формы до температуры +100 градусов. Также необходимо хорошо прогреть ложку перед использованием. Такая процедура необходима для полного испарения влаги с поверхности инструментов. После прогревания, формы необходимо разместить на сухом песке.
- Заранее подготовленный латунный лом или измельчённый металлический прокат для плавления, закладывается в тигель в необходимом количестве.
- Прогревается печь до температуры +500 градусов.
- Тигель с латунью устанавливается в печь и температура повышается до 950 градусов.
- Когда металл полностью расплавится с его поверхности необходимо аккуратно с помощью ложки удалить образовавшийся шлак и продукты окисления.
- Когда латунь приобретёт яркий жёлтый цвет можно приступать к заполнению заранее подготовленных форм. Для этой цели тигель извлекается специальными щипцами из печи и устанавливается на литейный ковш. Затем производится заполнение форм расплавом.
Если необходимо продолжить плавления металла, то тигель необходимо снова наполнить подготовленным материалом и установить в плавильную печь.
Советы и рекомендации
- На рынке представлено большое количество печей для плавки металлов и не всегда удаётся сделать правильный выбор устройства. Особенно при отсутствии опыта плавильных работ. Чтобы печь можно было использовать не только для плавки латуни рекомендуется выбрать устройство с возможностью разогрева до 1300 градусов. Например, температура плавления бронзы составляет около 1150 градусов и маломощные приборы не позволят осуществить плавление данного цветного сплава.
- Для каждого вида цветного металла необходимо использовать отдельный тигель, поэтому в ёмкости в которой расплавлялась латунь не рекомендуется плавить бронзу или любой другой металл или сплав.
- Не рекомендуется надевать одежду из синтетики во время выполнения плавильных работ. Такая ткань легко возгорается и плавится. В случае возникновения пожара может послужить причиной получения серьёзных ожогов.
- В непосредственной близости от места, где будет установлена плавильная печь необходимо разместить ёмкость с холодной водой. Такая предохранительная мера позволит, в случае получения ожога, моментально снизить температуру поражённого участка тела.
- Огнетушитель обязательно должен быть расположен в прямой доступности от места, где производятся плавильные работы.
- Момент полного расплавления латуни можно определить на глаз. Выливать изделия из данного сплава необходимо когда поверхность расплавленного металла начнёт светиться жёлтым цветом с небольшим оранжевым отливом.
- Во время плавления, латунь категорически запрещается перемешивать. Такое действие может привести к образованию пузырьков воздуха, что негативно отразится на плотности материала, его механических и эстетических свойствах.
- Точная температура плавления латуни зависит от её марки. При определении точки плавления опытным путём необходимо соблюдать осторожность и не слишком перегревать смесь, чтобы не ускорить процесс окисления металлического сплава.
- Печь для плавки латуни можно изготовить самостоятельно, но только при наличии специальных знаний. Если в этом деле возникнут трудности можно обратиться за консультацией к опытным умельцам.
Значительно сэкономить можно и в случае замены графитового тигля на изделие из керамики. Если приобрести специальную огнеупорную глину, то можно научиться самостоятельно изготавливать ёмкости для плавильных печей.
Керамические тигли обладают значительно меньшим ресурсом, но в случае, когда возможно самостоятельное изготовление таких деталей экономия денег будет значительной.
Заключение
При какой температуре плавится медь и её сплавы рассказано в статье, но только теоретических знаний недостаточно для того, чтобы стать профессионалом в этом деле.
После того как печь для плавки латуни будет приобретена или смонтирована, необходимо расплавить небольшое количество металла для проверки работоспособности оборудования. И получения опыта плавления медных сплавов в домашних условиях.
1. Классификация припоев
1.1 В зависимости от температуры плавления припои подразделяются на мягкие, твёрдые и полутвёрдые:
- Мягкие припои – температура плавления до 400 °С;
- Твёрдые припои – температура плавления свыше 500 °С;
- Полутвёрдые припои – температура плавления лежит в диапазоне от температуры плавления чистого олова до 400 °С.
Мягкие и полутвёрдые припои имеют предел прочности до 50–70 МПа при растяжении и применяются для пайки токоведущих частей, не являющихся одновременно несущими конструкциями машин и аппаратов. Пайка мягкими и полутвёрдыми припоями осуществляется паяльником или погружением деталей в расплавленный припой.
Твёрдые припои имеют предел прочности до 500 МПа и применяются в качестве припоев 1 категории прочности при пайке токоведущих частей, допускающих высокий нагрев и деталей, воспринимающих основную механическую нагрузку. Пайка твёрдыми припоями осуществляется электроконтактным способом, графитовыми или медными электродами или с помощью дуговой сварки. Мелкие детали паяют с помощью автогена.
1.2 Система обозначения припоев
Обозначение марки припоя обычно начинается с буквы «П» – припой. Числа в марке припоя показывают содержание компонентов (буквы после буквы «П») в процентах (округлённо). Буква или буквосочетание в конце обозначения марки припоя означает, что данный компонент составляет оставшееся содержание припоя.
Обозначение компонентов:
- А – алюминий;
- Ж – железо;
- И – индий;
- К или Кд – кадмий;
- М – медь;
- О – олово;
- С – свинец;
- Ср – серебро;
- Су – сурьма;
- Ф – фосфор;
- Ц – цинк.
Примеры обозначений марок припоев:
- ПОС61 – припой оловянно-свинцовый, олова – 61 %, остальное – свинец;
- ПОССу61-0,5 – припой оловянно-свинцовый, олова – 61 %, сурьмы – 0,5 %, остальное – свинец;
- ПОС61М – припой оловянно-свинцовый, олова – 61 %, остальное – свинец и добавка меди;
- ПСр3И – припой серебряно-индиевый, серебра – 3 %, остальное – индий;
- ПСр3Кд – серебряно-кадмиевый, серебра – 3 %, остальное – кадмий.
2. Мягкие и полутвёрдые припои
2.1 Основные применения мягких и полутвёрдых припоев
- О2 – лужение и пайка коллекторов, якорных секций и обмоток электрических машин с изоляцией класса H, лужение ответственных неподвижных контактов, в том числе содержащих цинк;
- ПОС90 – лужение и пайка внутренних швов пищевой посуды и медицинской аппаратуры;
- ПОС61 – лужение и пайка электро- и радиоаппаратуры, печатных плат, точных приборов с высокогерметичными швами, где недопустим перегрев;
- ПОС40 – лужение и пайка электроаппаратуры, деталей из оцинкованного железа с герметичными швами;
- ПОС10 – лужение и пайка контактных поверхностей электрических аппаратов, приборов, реле;
- ПОСК50-18 – пайка деталей из меди и её сплавов, чувствительных к перегреву, в том числе пайка алюминия, плакированного медью. Пайка керамики, стекла и пластиков, металлизированных оловом, серебром, никелем;
- ПОС61М
- ПОССу61-0,5 – лужение и пайка электроаппаратуры, пайка печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жёстких требованиях к температуре;
- ПОССу50-0,5 – лужение и пайка авиационных радиаторов;
- ПОССу40-0,5 – лужение и пайка жести, обмоток электрических машин, для пайки монтажных элементов моточных и кабельных изделий;
- ПОССу35-0,5 – лужение и пайка свинцовых кабельных оболочек;
- ПОССу30-0,5 –лужение и пайка листового цинка, углеродистых и нержавеющих сталей. Лужение и пайка проводов, кабелей, бандажей, радиаторов, различных деталей аппаратуры и приборов, работающих при температуре до 160 °С;
- ПОССу25-0,5 – лужение и пайка радиаторов;
- ПОССу18-0,5 – лужение и пайка трубок теплообменников, электроламп;
- ПОССу95-5; ПСр3Кд – горячее лужение и пайка коллекторов, якорных секций, бандажей и токоведущих соединений электрических машин нагревостойкого исполнения и с повышенными частотами вращения. Пайка трубопроводов и различных деталей электрооборудования.
- ПОССу40-2 – припой широкого назначения;
- ПОССу30-2 – лужение и пайка в холодильном аппаратостроении, электроламповом производстве;
- ПОССу18-2, ПОССу15-2, ПОССу10-2 – пайка в автомобилестроении;
- ПОССу8-3 – лужение и пайка в электроламповом производстве;
- ПОССу5-1 – лужение и пайка деталей, работающих при повышенных температурах;
- ПОССу4-6 – пайка белой жести, лужение и пайка деталей с закатанными и клепанными швами из латуни и меди;
- ПОССу4—4 – лужение и пайка в автомобилестроении;
- ПОСК2-18 – лужение и пайка металлизированных керамических деталей;
- ПОСИ30; ПСр3И – пайка меди и её сплавов и других металлов, неметаллических материалов и стекла с металлическими покрытиями. Пайка деталей радиоэлектронной аппаратуры. Обладает высокой жидкотекучестью и обеспечивает хорошее сцепление спаиваемых поверхностей.
- Сплавы: Вуда, Розе, Д’Арсе, Липовица с индием – легкоплавкие припои, применяемые в радиосхемах с полупроводниковыми приборами и в схемах, где припой используется в качестве температурного предохранителя.
Примечание: Сурьмянистые припои не рекомендуется применять для пайки цинковых и оцинкованных деталей.
2.2 Химический состав и физико-механические свойства мягких и полутвёрдых припоев
Таблица 1 Мягкие припои (сплавы) с низкой температурой плавления
Основным расходным материалом во время пайки является припой. Это тот сплав металла, который наплавляется на поверхность основного материала. Но делает это так, чтобы не расплавлять то место, на котором происходит пайка. Это достигается благодаря тому, что температура плавления припоя оказывается более низкой. Данный параметр является одним из основополагающие при определении характеристик, во время выбора марки для наплавки и прочих нюансах использования. Ведь по такому параметру происходит основная классификация, которая выделяет мягкие и твердые припои.

К мягким относятся все те, которые плавятся при значении ниже 300 градусов Цельсия. Как правило, это все те вещи, что используются в домашних условиях, так как с ними можно справиться обыкновенными инструментами. Качество их соединения далеко не всегда хорошо, как у представителей другой группы, но простота применения и улучшенное схватывание зачастую это компенсируют. К твердым относятся те, у которых плавление проходит на отметке выше 300 градусов Цельсия. С такими уже сложнее работать, так как тут нужен не только специальный флюс, но и особые инструменты. Некоторые из таких материалов плавятся при температуре выше 700 градусов, так что обыкновенным паяльником здесь не обойтись и нужна уже более мощная горелка.

Стоит отметить, что имеется несколько значений в данном параметре. Есть начальная температура плавления, при которой материал только начинает переходить в жидкое состояние, а есть уже окончательная, при которой сплав полностью становится жидким. Для пайки берется первый вариант, так как он помогает сохранить вязкость материала, что делает работу более легкой и удобной.
Свойства 
Стоит отметить, что от того при какой температуре плавится припой зависят многие его свойства. Это обусловлено составом, ведь если в него входят тугоплавкие металлы, которые в своем чистом виде имеют высокую прочность, то и при добавлении в сплав они сохраняют эти качества, пусть и не в полной мере. Таким образом, прямая зависимость прочности соединения от точки расплавления практически всегда оказывается верной. Простым примером является сплав Вуда, который является одним из самых легкоплавких вариантов. На практике он оказывается очень хрупким и может треснуть или слететь от небольших температурных воздействий.

Здесь же наблюдается зависимость с тем, какую температуру будет выдерживать полученное соединение. Температура плавления припоя должна быть меньше, чем у основного металла, иначе это был бы уже процесс сварки. Пайка высокотемпературными припоями сама происходит при высокой температуре, соответственно и соединение будет лучше сопротивляться такому воздействию. Теплопроводность припоя также является важным фактором, ведь если она на низком уровне, то это помогает лучше переносить воздействие высоких температур и защищает деталь от перегревания.
Температура плавления припоев
Различия в температуре могут быть очень сильными, что видно на примере таблицы. Причем это касается даже соседних марок в одной серии, так как многое определяется добавками в составе и прочими нюансами. Здесь приведены основные данные к самым распространенным маркам:


Отправить ответ