
Температура плавления припоя олова
Содержание:
- 1 Виды оловянных припоев, свойства и характеристики
- 2 Марки оловянных и оловянно-свинцовых припоев
- 3 Процесс пайки
- 4 Применение
- 5 Температура плавления и другие свойства припоев на основе олова и свинца
- 6 Температура плавления припоев на основе серебра, их плотность и удельное электрическое сопротивление
- 7 Температура плавления припоев и легкоплавких сплавов
- 8 Плотность припоев и баббитов, их теплопроводность и КТлР
- 9 Состав и теплопроводность припоев и баббитов при различных температурах
Оловянный припой — это прутки, проволока, порошок, фольга, гранулы, изготовленные из олова. Все эти изделия могут быть использованы для пайки. Пайкой называют метод сращивания деталей с помощью припоя. При этом температура плавления деталей выше, чем температура плавления вещества, используемого в качестве припоя.
Реализуем оловянный припой в виде: прутка оловянного диаметром от 8 до 10 мм; цилиндра диаметром от 80 до 250 мм, проволоки и чушек в ассортименте.
Виды оловянных припоев, свойства и характеристики
По химическому составу сплава выделяют сурьмянистые припои, припои с малым количеством сурьмы (малосурьмянистые), сплавы без сурьмы (бессурьмянистые). Все вышеперечисленные виды припоев производят по ГОСТ 21931-76 (в изделиях), ГОСТ 21930-76 (чушки).
Существует и другой вариант классификации оловянных припоев. По нему сплавы делятся на:
— оловянно-свинцовые (в сокращении ПОС);
— сурьмянистые (сокращенно ПОССу);
— оловянно-свинцово-кадмиевые (сокращенно ПОСК);
Последние легируют медью, серебром, цинком, алюминием, кадмием.
Оловянные припои ПОС (сплавы оловянно-свинцовые), имеющие процентный состав олова от 10% до 90%, относятся к мягким припоям.
Они начинают плавиться при 183°C (температура расплава пары «олово-свинец»), а завершают плавление при различных температурах. Это определено химическим составом сплава. А именно:
ПОС-15 (олово 15%) — 280 °C.
ПОС-25 (25%) — 260 °C.
ПОС-35 (33%) — 247 °C.
ПОС-61, ПОС 63 (олово 61% и 63%) — 183 °C
ПОС-90 (олово 90%) — 220 °C
В силу того, что состав сплавов ПОС-61 и ПОС-63 практически идентичен составу эвтектики «олово+свинец», они расплавляются при постоянной температуре 183 °C.
Также к мягким оловянным припоям относят:
— ПОССу – используется для пайки изделий из цинка, оцинкованного металла, при высоких требованиях к паяному соединению (припои сурьмянистые);
— ОЦ — для соединения изделий из алюминия (припои оловянно-цинковые);
— ПОСК — для соединения изделий, реагирующих на перегрев, пьезокерамики, выводов конденсаторов (оловянно-свинцово-кадмиевые);
— припои без свинца, которые кроме олова включают в состав серебро, медь, висмут и другие металлы.
Припоем называют сплав, состоящий из легкоплавких металлов. Например, оловянный. Но паять одним оловом — довольно дорого. С чистым оловом работают только тогда, когда нужно получить абсолютно безвредный для человека спай: при пайке посуды для употребления пищи или медицинского оборудования. В остальных случаях, для удешевления припоя, к олову добавляют более дешевый, но вредный свинец.
Для справки: поверхность припоя тем темнее, чем больше в нем свинца. А пруток из чистого олова при сгибе или сжатии издает характерный хруст.
К положительным свойствам оловянных припоев можно отнести:
— прочность в сочетании с пластичностью;
— высокий коэффициент теплопроводности;
Оловянные припои используют для соединения деталей практически из всех металлов, и чем больше в составе припоя чистого олова — тем качественнее будет полученное соединение. Преимущество ПОС — его универсальность. Мягкие припои эксплуатируют в виде палочек (прутков), реже используют проволоку или пасту (смесь припоя с флюсующим веществом). Чем больше в сплаве олова, тем крепче соединение деталей при пайке.
Данный вид оловянного проката не используют для спайки алюминия. Прочие металлы, в том числе медь, железо, хорошо поддаются пайке ПОС. Спай — самое уязвимое место соединения «металл — припой — металл». Прочность спая зависит от химического состава используемого припоя. Сопротивление на разрыв места спайки равно 6-8 кг/мм 2 , увеличивается пропорционально увеличению количества олова.
Рассмотрим некоторые особенности использования цинка и сурьмы в качестве добавок к припою при пайке определенных металлов. Добавление цинка при работе с алюминием и сплавами из этого металла увеличивает коррозийную стойкость спайки. Такие ЦО припои, содержащие от 10% до 40% цинка, используют для ультразвукового или абразивного метода пайки, лужения.
При соединении меди добавление к составу сурьмы увеличивает прочность спая. При пайке латуни сурьма — не влияет на прочность спая. А железа — уменьшает прочность спая.
Иногда можно встретить пруток или проволоку для пайки без маркировки. Определить приблизительный химический состав такого изделия можно по следующим параметрам:
— пруток с содержанием олова выше 60% ярко блестит (возможно, это ПОС-90, ПОС-61);
— материал, в котором много свинца — темного серого цвета, матовый;
— пруток со значительным содержанием свинца пластичный (до 60%), его легко деформировать (ПОС-40, ПОС-30);
— пруток, где много олова, прочный и жесткий. Его нельзя согнуть руками;
— ПОС различных марок плавятся при температуре от 183 °C до 265 °C.
Марки оловянных и оловянно-свинцовых припоев
Для маркировки оловянных припоев используются буквы русского алфавита и цифры. Пример: ПОС-61, который еще именуют «третник» из-за содержания в нем 1/3 Pb. Буквы: П — это припой, О — оловянный, С — свинцовый. Число 61 — процент содержания Sn.
Рассмотрим наиболее востребованные марки оловянных припоев.
ПОС 90
Применяется для пайки таких металлов, как латунь, медь, сталь, бронза. Химический состав: 9 – 11% Pb и 89 – 91% Sn. Плавиться в интервале температур 183 – 220 ºС. Характеризуется высокой теплопроводностью, пластичностью, имеет выраженный металлический блеск. Также изделию присущ высокий коэффициент ударно вязкости, хорошо сопротивляется разрывам. Не имеет зарубежных аналогов. Производится в соответствии с ГОСТ 21930-76. Кроме основных элементов в состав сплава (по ГОСТ 21930-76) могут входить: медь – 0,05%, сурьма – 0,1%, висмут – 0,1%, мышьяк – 0,01%. Указанные примеси не влияют на эксплуатационные и физико-химические показатели ПОС 90.
ПОС 90 – востребованное изделие. Элементы, соединенные данным оловянным припоем, можно в дальнейшем подвергать гальваническому покрытию другими металлами, эксплуатировать в контакте с продуктами питания. Данным сплавом паяют медицинские инструменты, оборудование. Полученные спаи – качественные, долговечные.
ПОС 63
Широко используется для пайки микросхем, печатных плат, пружин, важных узлов различных высокоточных приборов и измерительного оборудования из таких металлов, как сталь, медь, бронза, латунь. ПОС 63 востребован при групповой пайке на окунанием с протяжкой, соединении волной припоя на автоматических линиях. Плавиться при 183 ?С. Характеризуется небольшой плотностью, хорошей пластичностью, коррозионной стойкостью, высоким показателем текучести. В состав ПОС 63 входит 62,5 – 63,5% олова, около 37% свинца. Содержит примеси висмута (0,1%), Cu, сурьмы (по 0,05%), Ni, As, Fe, S (не более 0,02% каждого), Al, Zn (0,002%). Они оказывают непосредственное влияние на технические характеристики.
ПОС 61 и ПОС 61М
ПОС 61 – универсальный оловянный припой, применяемый во многих отраслях. Им паяют детали из нержавейки, стали, латуни, меди, олова, бронзы, свинца. Для соединения меди, стали, латуни, бронзы припой ПОС 61 – наилучший выбор. Плавиться при 183-190 градусов Цельсия. Химсостав содержит: 59 – 61% олова, около 39% свинца, 0,1% сурьмы, 0,2% висмута, 0,05% Cu, 0,02% As. В состав ПОС 61М входит 1,2 – 2% Cu, которые оказывают влияние на свойства. Прекрасно подойдет для пайки проводов, микросхем, фольги, печатных плат, радио, электроаппаратуры, высокоточных приборов, которые чувствительны к перегреву. В сравнении с другими видами оловянных припоев, которые можно купить, ПОС 61 отличается более высокой химической чистотой. Для пайки используется помимо профессионального оборудования, традиционные паяльники. А благодаря вхождению в состав ПОС 61М Cu, возрастает износостойкость стержней из меди в электропаяльниках.
ПОС 50
Сплав содержи 50% олова, около 50% свинца, незначительные доли примесей. Используется для соединения деталей из железа, латуни, стали, меди, бронзы. Плавиться при 209 градусах по Цельсию. Применяется в самых разных сферах. Прочность на растяжение – 3,6 кгс/мм 2 .
ПОС 40
Состоит из 39 – 40% Sn, около 60% свинца и примесей: сурьмы (0,1%), меди (0,5%), мышьяка (0,02%). Используется для меди, стали, бронзы, латуни, оцинкованных изделий (в том числе, методом горячего цинкования). ПОС 40 соединяют детали радиаторов, трубопроводов, аппаратуры. Спай полностью герметичен. Формирует прочный шов, электроконтакт с малым переходным сопротивлением. Оловянно-свинцовый припой совместим со всеми видами оборудования, поэтому широко востребован не только в бытовых ремонтах, но и на крупных заводах.
ПОС 35
Используется в машиностроении, монтажных и ремонтных работах, для соединения деталей электрооборудования, гибких шлангов, изделий из белой жести и пр. Аналоги – ПОС 40, ПОС 30. Свойства и характеристики очень схожи.
ПОС 30
Содержит в составе 29 – 31% олова, 0,1% сурьмы, 0,02% мышьяка и 0,05% меди, остальное – свинец. Применяется для пайки деталей в машиностроении, изделий из оцинкованного железа, латуни, меди, бронзы, стали, лужения. Обеспечивает высокую герметичность швов. Популярный среди радиолюбителей. Из-за высокого содержания свинца пруток с диаметром до 10 мм можно легко согнуть руками. Плавиться при более высоких температурах (около 250 градусов по Цельсию), чем рассмотренные ранее оловянные прутки. При работе с данным материалом температуру плавления необходимо учитывать, чтоб не повредить спаиваемые элементы.
ПОС 20
Используется при высокотемпературной пайки, ввиду относительной тугоплавкости. Большая часть в составе (около 80%) приходится на свинец. Применяется при ремонте радиаторов, спайке крупных проводов и пр.
ПОСу 95-5
Сурьмянистый припой, в химсоставе которого 4 – 5% сурьмы, остальное — Sn. Допускаются примеси Cu – 0,05%, висмута – 0,1%, не более 0,02% железа, мышьяка, серы, никеля, не больше 0,002% алюминия, цинка. Используется для спаивания элементов трубопроводов, в электропромышленности, для соединения деталей, эксплуатирующихся при повышенной температуре. Бессвинцовый припой ПОСу 95-5 пригоден для пайки нержавейки, бронзы, меди, латуни, свинца, олова. Примеси в составе продукта оказывают значительное влияние на его технические характеристики, свойства.
ПОССу 40-2
В составе данного материала 39 – 41% олова, 1,5 – 2% сурьмы, около 58% свинца. Также присутствуют примеси 0,08% Cu, 0,2% висмута, 0,02% мышьяка и 0,08% никеля, каждая из которых оказывает непосредственное влияние на свойства ПОССу 40-2. Плотность соединения (спая) – 9,2 г/см 3 . Применяется для пайки тонколистовых материалов, лужения, скрепления некоторых деталей холодильного оборудования. Хорошо спаивает медь, латунь, бронзу. Достаточно широко применяется в разных сферах. Начинает плавиться при температуре 185 ºС, сохраняет свойства до 229 ºС.
ПОССу 30-2
Содержит 29 – 31% олова, 1,5 – 2% сурьмы, 0,08% Cu, 0,02% мышьяка, остальное – свинец. Начало плавления – 185 ºС, а конечная температура – 250 ºС. Плотность – 9,6 г/см 3 . Применяется ПОССу 30-2 для абразивной пайки, на электроламповом производстве, для проведения процессов лужения, пайки холодильного оборудования, в автомобилестроении.
Процесс пайки
Объединение 2-х или более деталей с помощью пайки осуществляется для:
— получения электроконтакта с малым сопротивлением;
— получения прочного шва (иногда термического, абсолютно герметичного).
Процесс пайки основан на различии температур плавления у припоя и соединяемых металлов. Тогда как мягкий сплав плавится, становится жидким и текучим, соединяемые металлы остаются твердыми. Расплавленный металл течет по соединяемым деталям, заполняя пустоты между ними. В процессе пайки формируется промежуточный слой, который включает в себя объединенные части припоя и материала объединяемых элементов. С ее помощью из двух или более деталей образуется единая конструкция. Канифоль или спиртовой раствор канифоли выступают в качестве флюса при пайке ПОС.
Перед началом работы требуется правильно выбрать припой, исходя из:
— свойств объединяемых материалов;
— требования к прочности соединения;
— коррозийной устойчивости спая;
А при спаивании деталей, проводящих ток, учитывают еще коэффициент удельной проводимости.
Для пайки проводов из меди используют ПОС-40 на канифольной основе. Нержавеющую сталь можно соединить обычными ПОС, но для флюса используют специальный материал, отличающейся большей активностью, чем канифоль.
Применение
Область эксплуатации достаточно широка.
ПОС 4-6 (заменяет ПОС-30) — для спайки железа, меди, свинца, жести белой при наличии клепанных замочных швов;
ПОС-18 (заменяет ПОС-40) — лужение перед пайкой дерева, спайка латуни, меди, железа оцинкованного, свинца;
ПОС-30 — спайка латуни, цинка и оцинковки, железа, жести белой, меди. Выполнение работ по пайке гибких шлангов, электромоторов, радиоаппаратуры;
ПОС-40 — пайка железных, медных, латунных проводов;
ПОС-90 — пайка внешних поверхностей посуды для употребления пищи, медицинских инструментов. Содержание 10% вредного свинца, делает его применение допустимым, для использования на поверхностях, которые контактируют с пищей и водой.
Для соединения различных металлических деталей между собой часто применяется пайка. Этот вид соединения популярен в различных сферах жизни и производства. Чаще им пользуются радиолюбители и домашние мастера.
Пайка может выручить как при ремонте компьютера, телевизора, радиотехники, так и в промышленности, ремонте холодильников. Пайка хороша в создании герметичности соединения. А некоторые материалы по-другому просто невозможно соединить.
Не все металлы можно соединить сваркой. А чтобы пайка получилась качественной и герметичной, необходимы навыки работы, хорошие инструменты и соответствующие припои для пайки и флюсы.
Составы и виды припоев и флюсов выбирают в соответствии с материалами, из которых изготовлены соединяемые материалы. Например, для алюминия нужен совсем другой флюс, нежели чем для меди. Рассмотрим основные свойства припоев, их применяемость, особенности использования.
Основные свойства
В качестве припоя применяют разные сплавы металлов. Есть сплавы на одном чистом металле, обычно это олово. Металлы, входящие в состав припоя, отличаются между собой разными параметрами.
Смачиваемость
Любые припои для пайки в обязательном порядке должны обладать свойством смачиваемости, иначе соединяемые детали невозможно будет соединить качественной пайкой.

Смачиваемостью называется явление, при котором надежность связи между молекулами твердого вещества с жидкостью больше, чем у жидкости. При наличии хорошей смачиваемости жидкость расходится по поверхности, при этом заполняет все ее полости. Когда припой недостаточно смачивает металл, его не применяют для этого металла. Для пайки меди чистый свинец не используют, он не смачивает медь.
Температура плавления
Несмотря на вид припоя, у любого вида температура плавления не должна быть больше, чем температура спаиваемых деталей. Однако она должна быть больше рабочих температур материалов, чтобы при работе спаянного устройства припой не расплавился.
В этом вопросе есть два порога температуры. Первый – это температура, во время которой только начинается плавление самых легкоплавких составляющих припоя, а второй – это когда весь припой превратился в жидкость. Интервал между этими двумя значениями называется интервалом кристаллизации припоя.
Если соединенное пайкой место будет находиться при температуре кристаллизации, то место пайки может быстро разрушиться, даже от небольшой нагрузки, так как соединение будет иметь повышенное электрическое сопротивление и хрупкость. Во время пайки нужно знать, что пока припой окончательно не затвердел, нельзя прикладывать к нему какие-либо нагрузки.
Свойства припоев
В любом составе припоя не должны содержаться вещества, обладающие токсичными свойствами для человека, выше нормы. Припои для пайки должны иметь свойства термостабильности и электростабильности. При выборе припоя учитывается теплопроводность припоя и его тепловое расширение. Они должны быть на уровне с паяными деталями.
Виды припоев
Все припои для пайки разделяются на твердые и мягкие. Температура плавления твердых припоев составляет более 450 градусов, а мягких – до этого значения.
Мягкие припои для пайки
Наиболее популярные из них являются сплавы олова и свинца с различным процентным соотношением. Для придания особых свойств припою, в него могут добавить вспомогательные составляющие. Кадмий и висмут используются для уменьшения температуры плавления. Сурьма повышает прочность пайки.
Припой на олове и свинце имеют малую температуру плавления и низкую прочность. Для ответственных деталей такой припой лучше не применять. Если приходится паять мягким припоем детали, подверженные серьезным нагрузкам, то рекомендуется повысить площадь пайки деталей.
Наиболее популярными припоями мягкого типа стали от ПОС – 18 до ПОС – 90. Цифры в маркировке обозначают процентное содержания олова в припое. Эти марки припоев применяют в производстве приборов, а также электронных устройств. ПОС-90 служит для пайки деталей, подвергающихся в дальнейшем гальванике. ПОС-61 применяется для пайки точных устройств, особо ответственных деталей из различных материалов. Им осуществляют пайку латуни, меди, когда нужна прочность соединения и повышенная электропроводность.
ПОС-40 применяется для неответственных деталей, для которых не нужна особая точность. Зону пайки можно нагревать до высокого значения температуры. ПОС-30 хорошо сочетается с латунью и медью, а также стальными сплавами.
Твердые припои для пайки
Среди твердых припоев с большой температурой плавления имеется две группы: сплавы меди и серебра. К медным видам припоев можно отнести припои, созданные на основе цинка и меди, которые хорошо сочетаются для соединений, предназначенных для статической нагрузки. Эти сплавы хрупкие, поэтому их не нужно применять для пайки материалов с ударной или вибрационной нагрузкой.
Другие виды припоя
Имеются и другие виды припоя, которые редко применяются. Они необходимы для пайки редких металлов, либо для особых специальных условий. Есть припои на основе никеля, служащие для деталей, работающих при высоких температурах, либо изготовленных из нержавеющей стали. Золотые припои используют для вакуумных трубок. Имеются также припои магния.
Форма выпуска
Припои выпускают в виде различных форм и упаковок. Чаще припои изготавливают в виде проволоки, фольги, либо порошка или таблеток. Также бывают гранулированные припои, паяльные пасты. Форма припоя выбирается в зависимости от вида зоны пайки.
Пайка алюминия
Алюминиевые детали соединяют с помощью пайки, при этом используют специальные припои. Пайку алюминия используют в промышленности, бытовых условиях.
Вообще, пайку алюминия считают сложной работой. Так получается, когда неправильно выбирают вид припоя. Берут совсем не тот припой, какой нужно, предназначенный для других металлов. Причина трудной пайки заключается в образовании оксидной пленки, которая не позволяет создать хорошую смачиваемость алюминия.
Чтобы запаять алюминиевую деталь, применяется припой, содержащий цинк, серебро, медь, алюминий и кремний. В торговой сети имеется множество припоев с такими составляющими в разных пропорциях. При выборе следует учесть, что наибольшая коррозионная стойкость и прочность соединения достигается припоем с значительным содержанием цинка.
Алюминий можно также спаять и обычным припоем из свинца и олова, но для этого нужна качественная подготовка поверхности, которая включает в себя зачистку металлической щеткой из нержавеющей стали. При пайке нужно использовать активный флюс. Но такой способ редко применяется.
Пайку алюминия производят при высокой температуре. Наиболее применяемые припои для пайки алюминия – это алюминиево-медно-кремниевые составы.
Пайка меди
Медь паять легче всего. С ней сочетаются практически все виды припоев. Применяются как мягкие легкоплавкие припои, так и твердые виды, а также сплавы олова, свинца, серебра, цинка и т. д.
Для ремонта компьютера или телевизора подходят любые мягкие припои. Для пайки труб, водопровода, холодильника применяют твердые припои. Соблюдая эти простые правила можно получить хороший результат.
Пайка нержавейки
Для соединения пайкой деталей, изготовленных из нержавеющей стали, специалисты рекомендуют применять припой, состоящий из свинца и олова. Неплохой результат получается с припоем, содержащим кадмий. Можно использовать мягкие припои на основе цинка.
Их нельзя применять совместно с низколегированными сталями, а также углеродистыми сплавами. Наиболее оптимальный вариант припоя для нержавеющей стали – это припой из чистого олова, тем более, если пайка будет соприкасаться с пищевыми продуктами.
При проведении пайки в сухом месте или в печи, используют марганец с серебром, чистую медь или припои на никеле и хроме. Во время пайки в условиях коррозии, применяют тиноли на основе серебра с частью никеля.
Пайка стали
Эффективным припоем для соединения деталей из стали является ПОС-41. Другие припои для пайки также можно применять, но они не совсем подходят для этих целей. Припой на основе цинка плохо сочетается со сталью, особенно низколегированных и углеродистых сплавов.
Как самому приготовить припой
Для приготовления припоя своими руками составляющие части (обычно это свинец и олово) взвешивают на весах. Эту смесь плавят в тигле на газовой горелке. Расплавленный состав перемешивают металлическим стержнем.
Далее, небольшой пластинкой из стали снимают шлак с поверхности расплавленного припоя, затем аккуратно разливают его в формочки, сделанные из жести, либо гипса.
Плавку осуществляют в проветриваемом помещении, с соблюдением мер безопасности, то есть, надевают очки, фартук, перчатки.
Виды флюсов
Ни одна пайка не обходится без флюса, так же как без припоя. Это химическое вещество, растворяющее и поглощающее окислы. Флюс осуществляет защиту металла от окисления и способствует смачиванию соединяемых деталей.
Для процесса пайки припоем на основе олова и свинца используют флюс на основе соляной кислоты, либо хлористого цинка. Флюсом может служить также хлористый аммоний или бура. Эти флюсы являются активными. Пассивные флюсы состоят из канифоли, масла, вазелина и других подобных веществ.
Например, с мягкими видами припоев можно применять раствор соляной кислоты. Со сталью, медью и латунью используют хлористый цинк. Жирные вещества способен растворять нашатырный спирт. Для пайки алюминиевых сплавов в качестве флюса применяют смесь из тунгового масла, хлористого цинка, канифоли. Имеет свое применение и фосфорная кислота.

Температура плавления и другие свойства припоев на основе олова и свинца
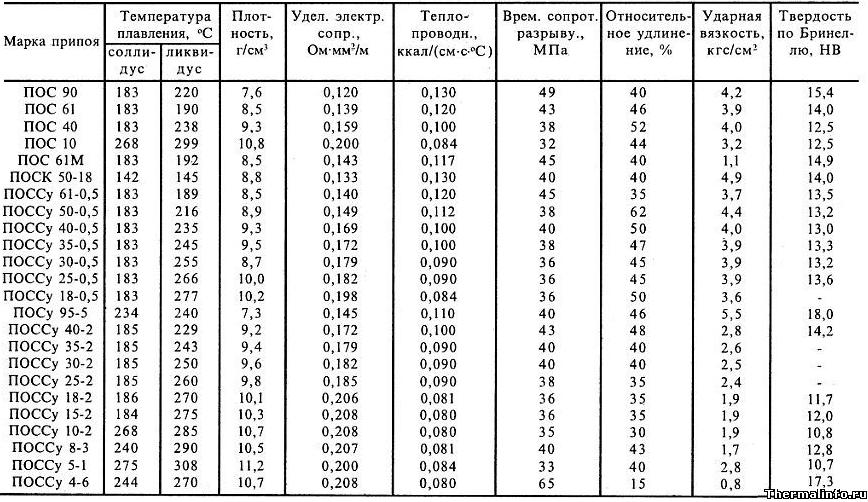
В таблице представлена температура плавления припоев распространенных марок на основе олова и свинца, а также их теплофизические и механические свойства. Свойства припоев даны при комнатной температуре.
В таблице приведены следующие свойства: температура плавления припоев (солидус и ликвидус) в градусах Цельсия, плотность припоев, удельное электрическое сопротивление, коэффициент теплопроводности, временное сопротивление разрыву, относительное удлинение, ударная вязкость, твердость по Бринеллю, HB.
Температура плавления припоев (ликвидус — жидкое состояние припоя) на основе свинца и олова находится в диапазоне от 145 до 308°С. Следует отметить, что температура плавления припоя, равная 145°С, соответствует припою ПОСК 50-18, который относится к категории легкоплавких припоев. При температуре 308 градусов Цельсия в жидком виде находится припой ПОССу 5-1.
Рассмотрены свойства следующих припоев: ПОС 90, ПОС 61, ПОС 40, ПОС 10, ПОС 61М, ПОСК 50-18, ПОССу61-0,5, ПОССу 50-0,5, ПОССу 40-0,5, ПОССу 35-0,5, ПОССу 30-0,5, ПОССу 25-0,5, ПОССу 18-0,5, ПОСу 95-5, ПОССу 40-2, ПОССу 35-2, ПОССу 30-2, ПОССу 25-2, ПОССу 18-2, ПОССу 15-2, ПОССу 10-2, ПОССу 8-3, ПОССу 5-1, ПОССу 4-6.
По данным таблицы видно, что плотность припоев меняется в пределах от 7300 до 11200 кг/м 3 . Припоем с минимальной плотностью является оловянно-свинцовый припой ПОСу 95-5. Наиболее тяжелым из рассмотренных припоев является припой ПОССу 5-1 — плотность такого припоя имеет величину 11200 кг/м 3 .
Теплопроводность припоев в таблице дана в размерности ккал/(см·с·град). Припоями с максимальной теплопроводностью являются ПОС 90 и ПОСК 50-18 — их теплопроводность равна 0,13 ккал/(см·с·град).
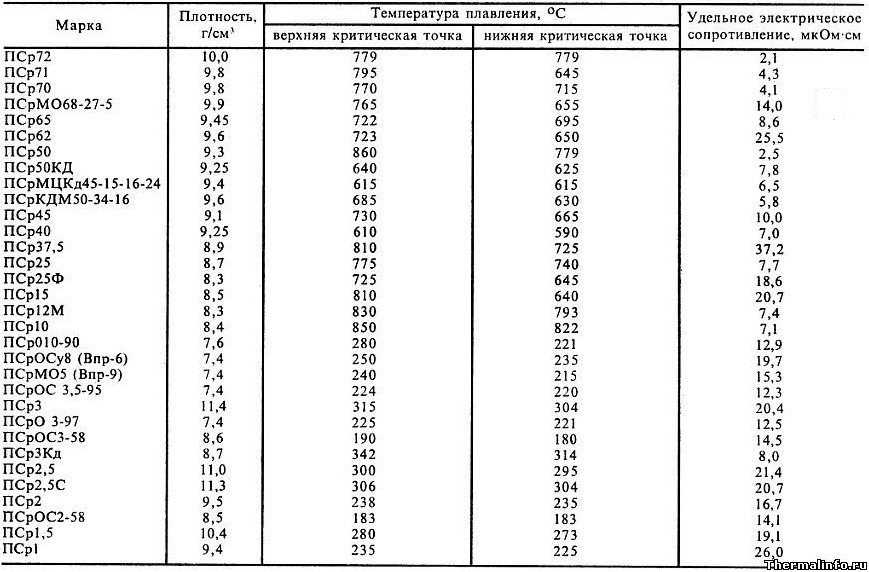
Температура плавления припоев на основе серебра, их плотность и удельное электрическое сопротивление
К серебряным припоям относятся такие припои, как ПСр72, ПСр71, ПСр70, ПСрМО68-27-5, ПСр65, ПСр62, ПСр50, ПСр50КД, ПСрМЦКд45-15-16-24, ПСрКДМ50-34-16, ПСр45, ПСр40, ПСр37,5, ПСр25, ПСр25Ф, ПСр15, ПСр12М, ПСр10, ПСр010-90, ПСрОСу8 (Впр-6), ПСрМО5 (Впр-9), ПСрОС 3,5-95, ПСр3, ПСрО 3-97, ПСрОС3-58, ПСр3Кд, ПСр2,5, ПСр2,5С, ПСр2, ПСрОС2-58, ПСр1,5, ПСр1.
Плотность припоев на основе серебра изменяется в пределах от 7400 до 11400 кг/м 3 . Низкая плотность припоя, содержащего серебро, свойственна таким припоям, как: ПСрОСу8, ПСрМО5, ПСрОС 3,5-95 и ПСр010-90. Наиболее тяжелый припой — это ПСр3, его плотность равна 11,4 г/см 3 .
Температура плавления припоев на основе серебра находится в диапазоне от 183 до 860°С. Припоем с наименьшим удельным электрическим сопротивлением является серебряный припой ПСр72 — его электросопротивление равно 2,1 мкОм·см.
Удельное электрическое сопротивление припоев значительно изменяется в зависимости от марки припоя. Оно может иметь значение в интервале от 2,1 (у припоя ПСр72) до 37,2 мкОм·см — у ПСр37,5.
Примечание: плотность и удельное электрическое сопротивление припоев указаны при комнатной температуре.
Температура плавления припоев и легкоплавких сплавов
В таблице даны значения температуры плавления припоев и легкоплавких сплавов на основе ртути Hg, цезия Cs, калия K, висмута Bi, таллия Tl, индия In, олова Sn, свинца Pb, кадмия Cd, сплав Вуда, сплавы Роуза (Розе), золота Au, магния Mg, цинка Zn, серебра Ag.
Значения температуры плавления припоев и сплавов в таблице приведены начиная с самых легкоплавких сплавов и находятся в диапазоне от -48,2 до 262°С. В сплавах с отрицательной температурой плавления (от минус 48,2°С) преобладает содержание ртути и щелочных металлов. Легкоплавкие сплавы с температурой плавления от 200 до 260°С имеют в своем составе преимущественное содержание висмута и таллия.
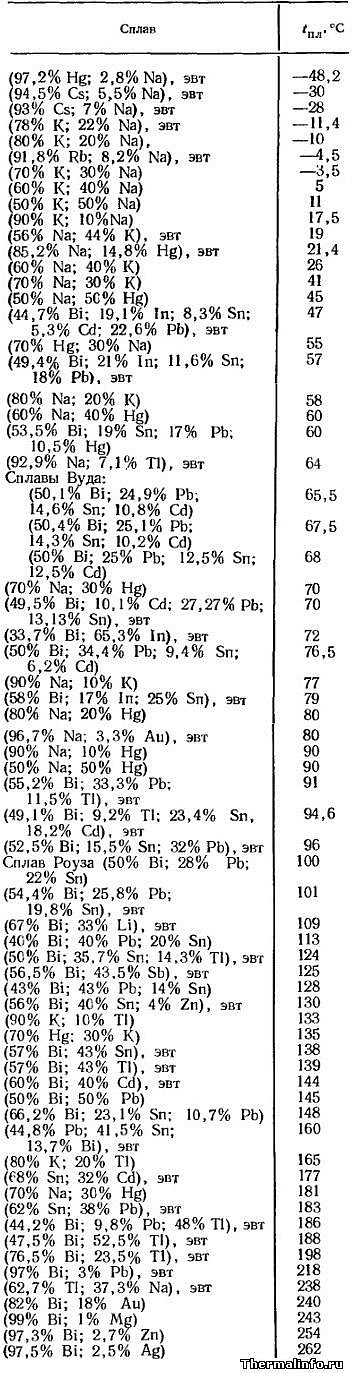 Примечание: эвт — эвтектические сплавы или близкие к ним; для неэвтектических сплавов приводятся значения температуры солидуса.
Примечание: эвт — эвтектические сплавы или близкие к ним; для неэвтектических сплавов приводятся значения температуры солидуса.
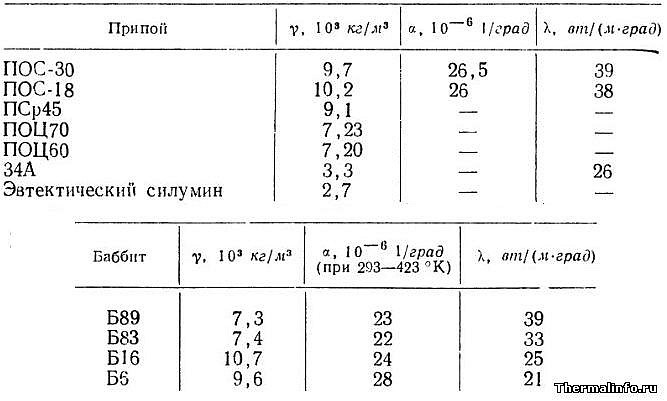
Плотность припоев и баббитов, их теплопроводность и КТлР
В таблицах даны теплофизические свойства некоторых припоев и баббитов (антифрикционных подшипниковых материалов) при комнатной температуре. Представлены такие свойства, как: плотность, коэффициент температурного расширения и теплопроводность.
Указаны свойства следующих припоев и баббитов: ПОС-30, ПОС-18, ПСр45, ПОЦ70, ПОЦ60, 34А, эвтектический силумин; баббиты, Б83, Б16, БКА, Б88, Б89, Б6.
Следует отметить, что плотность припоев, коэффициент температурного расширения (КТлР) и теплопроводность припоев и баббитов имеют близкие значения, за исключением припоя 34А и эвтектического силумина, которые в 2-4 раза легче.
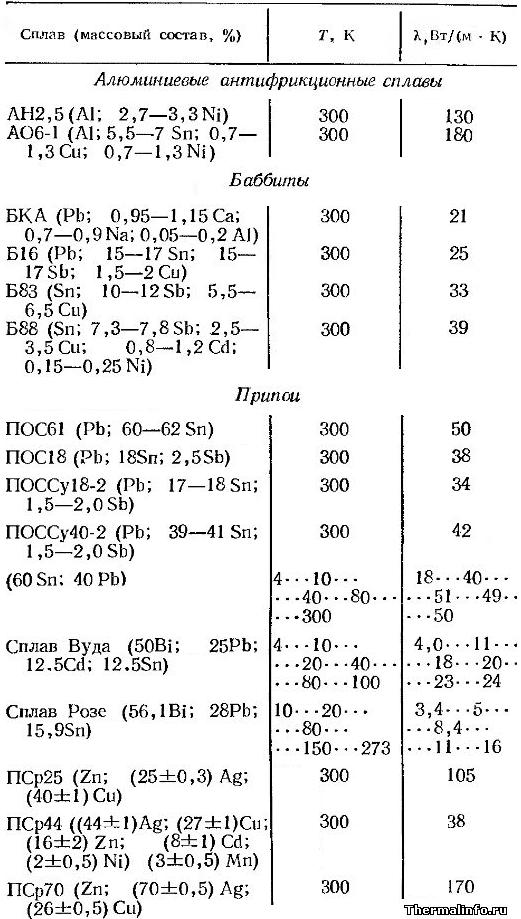
Состав и теплопроводность припоев и баббитов при различных температурах
В таблице представлен состав и значение коэффициента теплопроводности алюминиевых антифрикционных сплавов, баббитов и припоев при температуре от 4 до 300 К (от -269 до 27°С).
Рассмотрены следующие припои и подшипниковые материалы: АН2,5, АО6-1, БКА, Б16, Б83, Б88, ПОС61, ПОС18, ПОССу18-2, ПОССу40-2, сплав Вуда, сплав Розе, ПСр25, ПСр44, ПСр70.
Наиболее теплопроводным антифрикционным сплавом, по данным таблицы, является сплав АО6-1 — его теплопроводность равна 180 Вт/(м·град). Наибольшую теплопроводность среди рассмотренных припоев имеет серебряный припой ПСр70 (на основе серебра и меди) — теплопроводность этого припоя равна 170 Вт/(м·град).
 Источники:
Источники:
- Физические величины. Справочник. А.П. Бабичев, Н.А. Бабушкина, А.М. Братковский и др.; Под ред. И.С. Григорьева, Е.З. Мейлихова. — М.:Энергоатомиздат, 1991. — 1232 с.
- Чиркин В.С. Теплофизические свойства материалов ядерной техники.
- Таблицы физических величин. Справочник. Под ред. акад. И.К. Кикоина. М.: Атомиздат, 1976. — 1008 с.
- Цветные металлы. Справочник. — Нижний Новгород: «Вента-2», 2001. — 279 с.


Отправить ответ