
Точечная сварка из сварочного аппарата своими руками
Содержание:

Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.

Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.

Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.

Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные. Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
- Ручные. Основной функцией служит передача электротока на электроды.
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.

Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
Температура плавления, Сᵒ
Железо (низкоуглеродистая сталь)
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.

Контактная сварк а позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.

Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
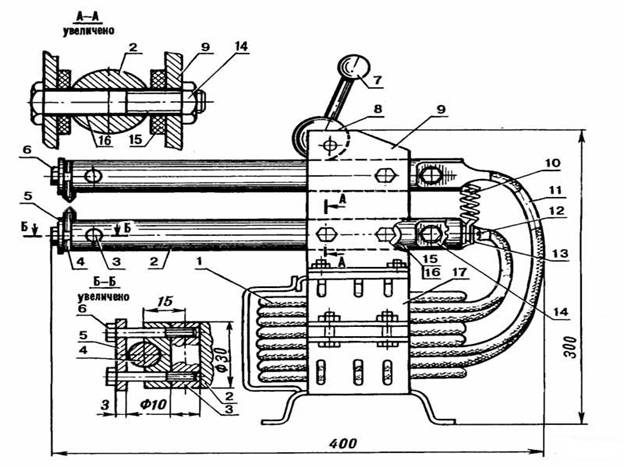
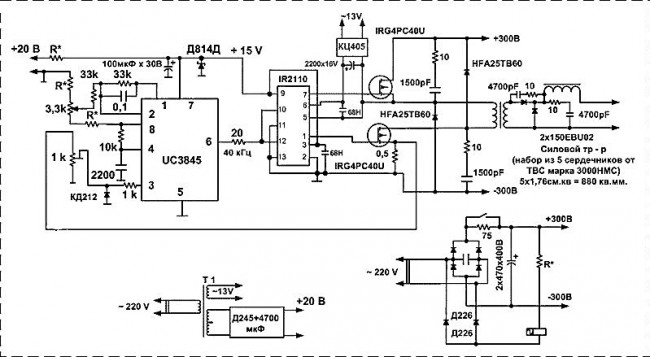
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
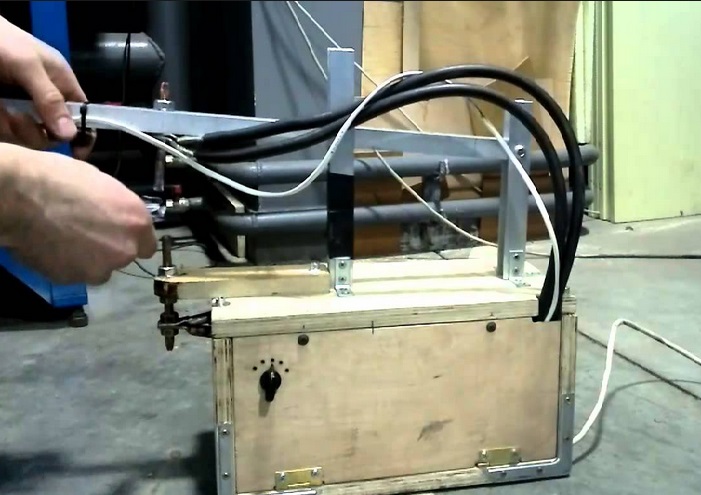
Споттер – это сварочный агрегат, используемый специально для организации точечной сварки, а также позволяющий заниматься работами по рихтовке тонких листовых заготовок. Особо распространен этот вид сварки в мастерских, сотрудники которых занимаются рихтовочными работами, требующими предварительной разборки кузова. Использование споттера позволяет избежать обязательного демонтажа несущих частей автомобиля и выполнять рихтовку поверхностей, обходясь без обратного молотка (рисунок далее по тексту).

В данном случае сварочная процедура применяется с целью точечного закрепления на восстанавливаемой поверхности дополнительного держателя, потянув за который удаётся выправить имеющуюся вмятину.
Свойства точечной сварки
Конструкция этого устройства несколько отличается от типовых агрегатов с непрерывно горящей дугой. Изготовить споттер из сварочного аппарата своими руками можно лишь при условии знания основных принципов формирования рабочего тока. Дело в том, что при контактном методе сваривания разогрев происходит не путём расплавления металла, а путём концентрации тепла в точечной зоне между заготовкой и электродом.
В случае ошибочно выбранного режима контактного сваривания (при недостатке опыта у оператора) нередко наблюдается залипание электрода, что может привести к неприятным последствиям в виде КЗ или даже к поломке агрегата. Именно поэтому точечный сварочный аппарат изготавливается с тем расчётом, чтобы время сваривания было строго ограничено и не превышало секунды.
Помимо этого, такое устройство рассчитывается на небольшие значения действующего напряжения (поскольку розжига дуги в данном случае не требуется) и на значительные по величине рабочие токи. В связи с этим входящий в его состав трансформатор (ТТ) также должен выдерживать большие токовые нагрузки, достаточные для качественного прогрева места сварки.
Особенности переделки
Изготовить аппарат точечной сварки своими руками удаётся без излишних усилий, если воспользоваться вариантом переделки его из ненужного сварочного устройства. При подготовке к работам необходимо будет обратить внимание на следующие моменты:
- Для рядового ТТ напряжение при работе на холостом ходу (х. х.), как правило, выбирается не более 70 Вольт;
- В ситуации с агрегатом для точечной сварки этот показатель не должен превышать 6-ти Вольт;
- Для реализации данного условия потребуется новая вторичная обмотка, рассчитанная на пониженное значение выходного напряжения.
Обратите внимание! Изготовить новую низковольтную катушку можно и путём её намотки поверх имеющейся вторичной обмотки (если место позволяет).
В противном случае лучше размотать прежнюю «вторичку» и воспользоваться её проводом для формирования новой рабочей обмотки.
Перед тем, как сделать точечную сварку с обновлённым трансформатором, желательно ознакомиться с существующими типами этих электротехнических изделий и постараться выбрать наиболее подходящий из них.
Типы сердечников
Сердечники, используемые в сварочных трансформаторах, могут иметь несколько различных исполнений (рисунок ниже).
Среди них особо выделяются следующие типы ТТ:
- С так называемым «Ш-образным» или броневым сердечником;
- Со стержневым основанием (в виде буквы «О»);
- И, наконец, с сердечником, выполненным в виде тора.
Из всех перечисленных вариантов самым подходящим для рассматриваемых целей является трансформатор с тороидальным сердечником, имеющий небольшие габариты и сравнительно малый вес (смотрите рисунок далее по тексту).
Дополнительная информация. Сечение такой жилы в любом трансформаторе будет определяться предполагаемым током сварки.
Чтобы точечная сварка своими руками работала нормально, выходной ток агрегата должен быть не менее 1000 Ампер. Последнее означает, что в выходной обмотке ТТ должен использоваться достаточно толстый провод. Данному требованию полностью удовлетворяет выбранный вариант тороидального сердечника, поскольку места для размещения выходной обмотки в нём имеется предостаточно.
Вторичная обмотка
Выбор параметров
При переделке ТТ основное внимание следует уделить параметрам вторичной обмотки, определяющим выходные характеристика аппарата (его нагрузочный ток, в частности). При этом важно подобрать такое сечение шины, которое бы обеспечивало плотность тока порядка 8 А/мм² (при площади сечения около 120 мм²). Поскольку при намотке на тор обращаться с такой толстой шиной очень трудно, чаще всего ограничиваются значением в 80 мм².
Обратите внимание! Указанное сечение удаётся получить, если сложить вместе несколько проводов чуть меньшей толщины.
Для облегчения условий переделки ТТ под точечный агрегат желательно предварительно рассчитать требуемое для его перемотки количество провода. После этого можно будет (исходя из занимаемого обмоткой места) определиться с тем, войдет ли она в оставшееся на торе свободное пространство или нет.
Важно! В том случае, когда новая намотка не вмещается в тор, старую вторичную катушку придется полностью разобрать (демонтировать).
Для удобства обращения с новыми проводами в процессе намотки их рекомендуется обмотать изоляционной лентой на основе ткани. Для определения точного числа витков, влияющих на величину выходного напряжения, советуем воспользоваться методом пробной намотки проводом небольшого сечения в изоляции.
Поскольку обмотка в этом случае не подключается к нагрузке, сечение пробного провода большого значения не имеет. Опыт показал, что при прикидочных испытаниях достаточно использовать не более 10-ти витков. После их намотки трансформатор следует включить в сеть и измерить выдаваемое пробной катушкой напряжение, после чего оно делится на число витков. В результате получается цифра, показывающая количество витков, необходимых для получения на выходе одного вольта.
Так как в данном случае необходимо получить 6 Вольт, умножив полученное по итогам пробного подключения число на 6, получим требуемое количество витков.
Для того чтобы изготовить новый аппарат своими руками, предварительно следует рассчитать нужное для перемотки ТТ количество провода. После этого можно будет (исходя из занимаемого шинной обмоткой места) определяться с тем, войдет ли она в оставшееся на торе свободное пространство.
Схемы обмотки и её размещение
Схема включения и порядок размещения «вторички» зависят от типа выбранного сердечника. При заявленном нами тороидальном основании ТТ её удобнее разделить на две половинные обмотки, включаемые последовательно (по 3 Вольта каждая).
С целью повышения нагрузочной способности (увеличения сварочного тока) можно сделать две обмотки по 6 Вольт каждая и соединить их параллельно. Выходное напряжение в этом случае не изменится, а нагрузочный ток может быть увеличен вдвое. Такой вариант исполнения позволяет решить вопрос большого сечения вторичной шины, которое после этого может быть уменьшено наполовину.
Различные виды соединений таких обмоток показаны на картинке, размещённой ниже по тексту.
Порядок их подключения очень важен для получения требуемых выходных параметров, а допущенные при этом ошибки могут привести к совсем другим показателям. Так, в частности, если ошибиться при монтаже и включить две обмотки встречно, в результате они окажутся замкнутыми одна на другую и на выходе выдадут нулевое напряжение, что равнозначно КЗ.
На концах уже готовых вторичных обмоток следует обустроить методом обжима специальные наконечники.
Схема управления
Для управления сварочным процессом используются короткие импульсы, формируемые в специальной электронной схеме. При изготовлении споттера на основе старого агрегата также необходимо предусмотреть блок управления, позволяющий коммутировать значительный по величине выходной ток.
Для решения этой задачи сформированные вручную импульсы подаются на первичную обмотку ТТ (простейшая управляющая схема изображена на рисунке ниже).
К недостаткам такого управления следует отнести:
- Посредством приведённой на рисунке кнопки коммутируется сетевое напряжение, что крайне опасно;
- При размыкании механических контактов происходит сильное искрообразование;
- Даже если заменить включатель сети тяговым реле от стартера, управляемым кнопочным механизмом, то такая схема, несмотря на усовершенствование, всё равно будет недоработанной.
Обратите внимание! Для реализации тягового принципа допускается использование комбинации «мощный пускатель плюс автомобильное реле» (причем последнее может быть любой марки).
При выборе этого сочетания реле срабатывает при подаче напряжения 12 Вольт, а его переключение вызывает срабатывание силового контактора. Однако и данный вариант управления не лишён недостатков, поскольку в этом случае не удаётся точно задавить интервал воздействия (ширину импульса).
Для тех, кто владеет азами электроники и умеет обращаться с паяльником, подойдёт более сложная в исполнении, но зато надёжная в эксплуатации электронная схема управления (смотрите фото ниже).
Здесь на входную обмотку ТТ рабочие импульсы поступают с электронного прибора – тиристора, открываемого при воздействии напряжением на его управляющий электрод. Включённый в его цепь конденсатор (С1) при разомкнутом кнопочном контакте заряжается через элементы V1-V4 диодного моста. При нажатии кнопки емкость разряжается через резистор R1 и непосредственно через цепь управляющего электрода тиристора, что приводит к его включению.
Находиться во включённом состоянии электронный прибор будет до тех пор, пока конденсатор полностью не разрядится (этот интервал можно подстроить переменным резистором R1). Для последующей операции запуска кнопку нужно сначала отпустить, а затем опять нажать (её выдержкой и определяется сварочный интервал).
Трансформатор T1 может быть любого типа (с напряжением на вторичной обмотке 12 Вольт). Параметры тиристора должны удовлетворять условиям эксплуатации, то есть допускать его работу при напряжениях до 400 Вольт и токах не менее 50 Ампер. Для этих целей вполне подойдёт электронное изделие марки Т132-50.
В заключительной части обзора напомним, что сварочное оборудование типа «споттер» чаще всего востребовано при кузовном ремонте и подобных ему работах с листовым металлом. В связи с этим при выборе выходной мощности самодельного агрегата обязателен учёт толщины листового материала, с которым преимущественно предстоит работать.
Видео
Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает, что на 1 мм 2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм 2 . При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:

Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.

Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Сечение провода вторичной обмотки должно быть не менее 1,8 см 2 . Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
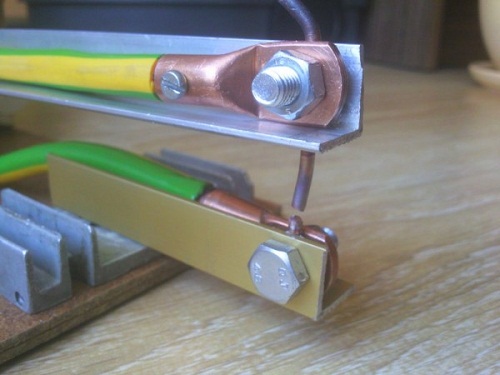
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.

Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечная сварка из аккумулятора
В интернете встречается информация о том, как сделать точечную сварку своими руками, используя обычный автомобильный аккумулятор на 12 В. Выполнять с ее помощью можно соединение небольших деталей, которые обычно соединяются пайкой. Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Простенькое приспособление для выполнения сварочных работ состоит из двух медных проводков сечения не менее 1,5 мм 2 , закрепленных в контактной колодке. Расстояние между зачищенными концами электродов 2-3 мм. Конечно, как и в любой самодельной конструкции, вариантов может быть множество, но как базовый лучше всего использовать именно этот тип конструкции. Как работает такая мини установка показано на видео :
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.


Отправить ответ