
Точилка для шашки своими руками
Содержание:
Восточное направление Традиционной Школы БИ Рационального Фехтования и Рукопашного Боя
Заточка клинка
Упрощённо: имеется вид заточки лезвия рассчитанный на рез, а другой вид на “грубую” работу – рубить кости, колышки…
Заточка бывает кустарная, уставная и индивидуально профессиональная.
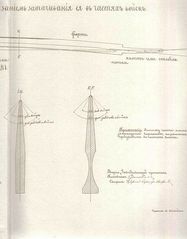
Заточка уставная была разнопериодная (то есть в хронологическом порядке несколько изменялась), кроме того она разделялась на заточку лезвия клинка и заточку обуха в верхней части боевого конца. Клинок имел несколько зон уставной заточки с разными её углами в каждой из зон. Затачивались с помощью прибора и контролировались лекалами. Источник Т.Н.Ильина “Военные агенты и русское оружие” 2008 г., это документальный труд старшего научного сотрудника ВИМАИВиВС на основе архивных документов.
Уставная шашка не имела в заточке линзы, и бритвенной заточки в особенности, так как данные виды банально выкрашиваются в тонкой части лезвия при соприкосновении с другим оружием и твёрдыми предметами амуниции противника.
Кустарная заточка делалась, как правило, на глаз, и углы менялись лишь примерно, и на разных шашках, затачиваемых кустарно, эти зоны заточки точно (или её отсутствия) не совпадают, как и углы заточки. Линза кустарная имеет гораздо меньший разваливающий эффект…, т.к. площадь соприкосновения клинка заточкой линзы с предметом больше нежели у клинка с уставной заточкой.
На Кавказе до 1864 года точили как кто захочет, ведь основная масса горцев имевших шашки была простыми специалистами, поэтому и техсредства у них были из подручного обихода, да и понятия, о прочности и сроке службы армейского оружия им не нужны были, тем более в строю состояние оружия включая заточку у них никто не проверял.
Так, что не нужно путать кустарную разнообразную заточку (как и кустарную заточку современных спецов рубильщиков) с уставной, делаемой либо на фабрике, либо в полковой или частной специализированной мастерской. Как не нужно и шашки кустарные и фабричные смешивать, рассматривая у них заточку.
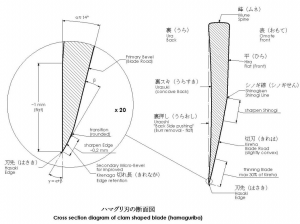
Чертёж уставной заточки для шашки М1881.
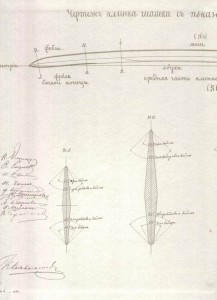
 У шашки складского хранения, в т.ч. и М1927 с нетронутой заводской заточкой заточка примерно такая же как на чертеже М1881, т.е. гранёная и на линзу не похожа.
У шашки складского хранения, в т.ч. и М1927 с нетронутой заводской заточкой заточка примерно такая же как на чертеже М1881, т.е. гранёная и на линзу не похожа.Современные рубильщики шашками и катанами не фехтуют, поэтому для увеличения зрительного эффекта от рубки могут затачивать лезвие в бритву, но это годится для лозы, и не годится для более толстой ветки, ведь топор, например, в линзу и бритву никто не точит, иначе просто каждый день его точить пришлось бы из за выкрашивания и заворота тонкой кромки, да и увязал бы он в древесине. Хотя, колун имеет именно линзу для раскалывания. Грань у заточки для того и нужна, что бы “раздвигать” то что рубится, не давая ей прижаться к плоскости клинка и затормозить его. Поэтому и рубят правильно заточенные шашки на большую глубину, чем те, что в бритву затачивались.
В общем линза имеет тот же разваливающий эффект что и граненная форма, даже в большей степени. Единственно, ее сложнее точить, поэтому массово делали граненную заточку – не до жиру.
Геометрия клинков.
Если клинок разрезать поперек и рассмотреть его сечение, то мы найдем всего несколько стандартных вариантов.
Линза, или «чечевица» округлая, выпуклые спуски.
Линза граненая.

Прямые спуски, клиновидная заточка.
Бритвенная заточка.
Односторонние клинки являются сочетанием каких-либо двух вариантов.
Например: Если рассматривать сечение клинка на всем его протяжении от пятки до мысика, то геометрия этого сечения может быть одинаковой (равномерно-монотонно убывающей), либо разной, интегрированной.
Глава: Одинаковая геометрия (дистально сужающийся профиль).
К примеру, рыцарских мечей всего два типа: рубящие и колющие, 13 видов в их развитии по годам (типология Эварта Оукшотта, принятая за международный стандарт).
Рубящие: Колющие:

Самурайский меч (один из десятка вариантов)
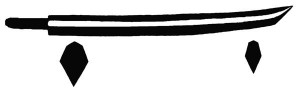 После закаливания проводится тщательная проверка клинка. Затем его чрезвычайно осторожно шлифуют и полируют (что длится почти две недели), в то время как другие ремесленники изготовляют монтировку. Здесь возникает путаница в терминах – «шлифовка» и «полировка» в Японии значат одно и то же,
После закаливания проводится тщательная проверка клинка. Затем его чрезвычайно осторожно шлифуют и полируют (что длится почти две недели), в то время как другие ремесленники изготовляют монтировку. Здесь возникает путаница в терминах – «шлифовка» и «полировка» в Японии значат одно и то же,  и это нераздельный процесс.
и это нераздельный процесс.
Ещё одна разница в геометрии клинка. Если европейские клинки чаще всего состоят из двух фасок, причем настоящее лезвие образует чрезвычайно узкая внешняя фаска, то японский клинок имеет только одну фаску. Таким образом, при “затачивании” необходимо обрабатывать всю поверхность клинка. Затачивание и полировка являются единым процессом. Этот принцип является преимущественным для изготовления действительно острого лезвия и придания клинку геометрии, великолепно подходящей для резки. Но у него есть и один большой недостаток: при каждом затачивании снимается большое количество стали, клинки с каждым разом становятся все тоньше (говорят, что меч становится «усталым»).Точно также дифференцировано подходили к выбору цели: режущие приёмы применялись против крупных групп мышц (например, груди), а рубящие приёмы – против костей (например, по ключице).
Глава: Интегрированная геометрия
Нож «Кхукри» (Непал) Сабля

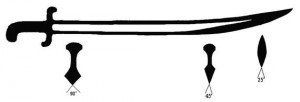
Попутное замечание: благодаря этой геометрии сабля основанием перерубала гвоздь, средней частью – серебряный рубль (проверяли глазомер, а не саблю), а ельманью можно было бриться. Поэтому и появилась присказка: «Бритва остра, да сабле она не сестра». Требовать таких свойств от ножа с одним углом заточки – все равно, что от паровоза хороших летных качеств. Нож обязан брить, чтобы хорошо резать, а с маленьким углом заточки он может только рубить кость, но не гвоздь. Если ножу по силам гвоздь и консервная банка, значит он не бреет.
Таким образом, различные части клинка выполняют разные функции.
Мысики «Хайбера», «Карда» и «Камы» – колющие.
Мысик сабли – режущий, а область пяты тупая, служит для отражения ударов.
Небольшой участок «Кхукри» имеет бритвенную заточку и хорошо режет, а основная часть тяжелая, линзообразная, рубящая.
Интегрированная геометрия клинка имеет преимущества даже на небольшом охотничьем ноже. Первоначальная обработка на наждаке, потом все выводится камнями вручную. Результат:

Очередь просмотра
Очередь
- Удалить все
- Отключить
YouTube Premium

Хотите сохраните это видео?
- Пожаловаться
Пожаловаться на видео?
Понравилось?
Не понравилось?
Текст видео
Краткое описание станка для заточки шашки, шашек, сабель, мачете.
Станок позволяет заточить шашку или саблю с изменяемым углом от ручки к острию.Здравствуйте, меня зовут Евгений.
Я произвожу различные устройства для заточки ножей, ножниц, шашек, сабель, мечей, топоров, стамесок, ножей рейсмусов и всего остального, что требует заточки.
Все мои модели и описание к ним, фотографии, видео и цены вы можете посмотреть по ссылке:Если будут вопросы, вы можете их задавать в Viber, WatsApp, в Telegram или смс.
+7 (999) 318-0-318
e-mail:
KakBritvaMaster@gmail.comЕсли вы в другом городе, я могу отправить изделие почтой России. Примерная стоимость отправки 600р.
Напишите мне, если у вас возникнут вопросы.Появление заточных станков Edge Pro без преувеличения совершило революцию. Цены действительно высокие, но ведь никто не мешает скопировать принцип и самому создать подобное устройство. Мы предлагаем конструкцию простого станка для заточки ножей, стамесок и любых других лезвий, который вы сможете сделать своими руками.

Основание станка
Большинство деталей для заточного станочка можно изготовить буквально из чего угодно, следуя общему принципу устройства. Как пример возьмём ламинированную или полированную ящичную фанеру толщиной 8–12 мм, которая повсеместно применялась при изготовлении корпусов советской радиотехники.
Основание должно быть тяжёлым — около 3,5–5 кг — иначе станок будет неустойчивым и непригодным для заточки тяжелого рубящего инструмента. Поэтому приветствуется включение в конструкцию стальных элементов, например, основание корпуса можно «подковать» уголком 20х20 мм.
Из фанеры нужно выпилить лобзиком две детали в форме прямоугольной трапеции с основаниями 170 и 60 мм и высотой 230 мм. При резе оставляйте припуск 0,5–0,7 мм на обработку торцов: они должны быть прямыми и точно соответствовать разметке.

Третья деталь — наклонная плоскость из фанерной дощечки размерами 230х150 мм. Она устанавливается между наклонными сторонами боковых стенок, при этом трапеции боковинок опираются на прямоугольную боковую сторону.
Другими словами, основание станка — это своего рода клин, но наклонная плоскость должна выступать в передней части на 40 мм. По торцам боковых стенок отложите рейсмусом две линии с отступом вполовину толщины фанеры. Просверлите в каждой дощечке по три отверстия для скрепления деталей шурупами. Перенесите сверловку на торцы наклонной части, временно соедините детали основания.

В задней части боковые стенки соединяются бруском 60х60 мм, который крепится в торец двумя шурупами с каждой стороны. В бруске нужно изготовить 10 мм вертикальное отверстие с отступом в 50 мм от центра, то есть 25 мм от края. Чтобы быть уверенным в вертикальности, лучше сперва сверлить тонким сверлом с обеих сторон, а затем расширять. Сверху и снизу вкрутите в отверстие две футорки с внутренней резьбой М10, а в них — 10 мм шпильку длиной 250 мм. Здесь может потребоваться немного подрегулировать нижнюю футорку, если её резьба не совпадает со шпилькой.

Устройство подручника
Снимите с основания плоскую наклонную часть — её нужно доработать, снабдив устройством фиксации и прижима обрабатываемого инструмента.
Сперва отложите от переднего края 40 мм и по этой линии припасовочной ножовкой запилите паз глубиной около 2 мм. Секционным или сапожным ножом с торца дощечки сколите два верхних слоя шпона, чтобы образовалась выборка, в которую можно вложить 2 мм стальную пластину заподлицо с общей плоскостью.

Подручник состоит из двух стальных планок 170х60 мм и 150х40 мм. Их нужно сложить вместе по длинному торцу с равномерными отступами по краям и изготовить три сквозных отверстия на 6 мм. Планки по этим отверстиям нужно стянуть болтами, располагая шляпки со стороны верхней, более крупной пластины. Дуговой сваркой пропеките каждую шляпку, сваривая её с пластиной, затем снимите наплывы металла и зашлифуйте пластину до получения идеально ровной плоскости.

Приложите более узкую ответную планку к выборке на краю и перенесите отверстия сверлом, затем закрепите подручник болтами. Перед установкой его также можно намагнитить постоянным током, это поможет в заточке мелких лезвий.
Механизм фиксации
Вторая часть подручника — прижимная планка. Она также изготавливается из двух деталей:
- Верхняя Г-образная планка 150х180 мм с шириной полок около 45–50 мм.
- Нижняя ответная планка прямоугольной формы 50х100 мм.
Детали нужно сложить наподобие того, как складывались части подручника, располагая ответную планку у дальнего края верхней прижимной. По центру проделываем два отверстия с отступом в 25 мм от краёв маленькой детали, через них стягиваем детали двумя 8 мм болтами. Заводить их нужно в противоположных направлениях, при этом шляпка верхнего (ближнего) болта располагается со стороны прижимной планки. Шляпки болтов также привариваются к пластинам и предварительно шлифуются до получения аккуратных скруглений.

На наклонной дощечке с отступом в 40 мм от края проведите рейсмусом линию, и изготовьте по одному 8 мм отверстию в 25 мм от верхнего и нижнего краев. Соедините разметкой края отверстий и лобзиком сделайте пропил с припуском. Полученный паз доведите напильником до ширины 8,2–8,5 мм.

Скрепите прижимную и ответную планку через паз в дощечке. Выступающий сверху болт затяните гайкой так, чтобы планка сохраняла минимальную подвижность, затем законтрите соединение второй гайкой. Для прижима или отпуска планки снизу (в нише основания) накрутите на второй болт гайку-барашек.
Регулировка угла заточки
На шпильку, вкрученную в брусок основы, набросьте широкую шайбу и затяните гайку, чтобы стержень не проворачивался в футорках.
Регулировочную колодку нужно изготовить из небольшого бруска твёрдого материала размерами примерно 20х40х80 мм. Берите карболит, текстолит или древесину твёрдых пород.
В 15 мм от края колодка сверлится в 20 мм торец с двух сторон, отверстие расширяется до 9 мм, затем внутри нарезаем резьбу. С отступом в 50 мм от оси проделанного отверстия сверлится второе, но в плоской части детали, то есть перпендикулярно предыдущему. Это отверстие должно иметь диаметр около 14 мм, кроме того, его нужно сильно развальцевать круглым рашпилем.

Колодка накручивается на шпильку, так есть возможность относительно точно регулировать высоту проушины без сложной системы винтовых фиксаторов как в оригинальном станке, что на практике реализовать чуть труднее. Чтобы колодка была неподвижной при работе, её с обеих сторон нужно контрить гайками-барашками М10.
Каретка и сменные бруски
Для точильной каретки понадобится соосно сварить 30 см отрезки шпильки М10 и гладкого ровного прутка толщиной 10 мм. Также необходимы два твёрдых брусочка размерами примерно 50х80 мм толщиной до 20 мм. В каждом бруске по центру и с отступом в 20 мм от верхнего края следует проделать 10 мм отверстие.

На штангу сперва накручивается гайка-барашек, затем широкая шайба и два бруска, снова шайба и гайка. Между брусочками можно зажать прямоугольные точильные камни, но лучше изготовить несколько сменных точильных брусков.
В качестве основы для них берите лёгкий алюминиевый профиль с плоской частью шириной 40–50 мм. Это может быть профильная прямоугольная труба или отрезки старого карнизного профиля.

Плоскую часть шкурим и обезжириваем, «Моментом» наклеиваем на неё полоски наждачной бумаги разной зернистости от 400 до 1200 грит. Выбирайте наждачку на тканевой основе, а на один из брусков приклейте полосу замшевой кожи для правки лезвий абразивной пастой.
Как правильно точить
Для правильной заточки изготовьте из фанеры несколько шаблонов с углами 14–20º для режущих и 30–37º для рубящих кромок, точный угол зависит от марки стали. Зафиксируйте лезвие параллельно кромке подручника и прижмите его планкой. По шаблону отрегулируйте угол между плоскостями точильной колодки и наклонной дощечки стола.

Начинайте заточку крупным (Р400) бруском, если кромка не имеет правильного угла. Добивайтесь, чтобы полоса спуска приняла форму прямой полосы без извилин и волн. Снижайте зернистость и пройдите по обеим сторонам лезвия сперва бруском Р800, а затем Р1000 или Р1200. При заточке лезвия проводите бруском с небольшим усилием в обоих направлениях.

После заточки лезвие нужно поправить «кожаным» бруском, на который нанесено небольшое количество пасты ГОИ. При правке лезвий рабочее движение направляется только в сторону кромки (на себя), но не против неё. И, напоследок, небольшой совет: если затачиваете ножи с полированными лезвиями и гравировкой, оклеивайте их малярным скотчем, чтобы осыпающийся абразив не оставлял царапин. Также не помешает оклеить поверхность подручника виниловой самоклейкой.




Отправить ответ