
Ток при точечной сварке
Содержание:
- 0.1 Заслуженная популярность
- 0.2 Последовательность процессов при контактной точечной сварке
- 0.3 Основные параметры контактной точечной сварки
- 0.4 Подготовка деталей к сварке
- 0.5 Оборудование для точечной сварки
- 0.6 Дефекты контактной точечной сварки
- 1 Общая информация
- 2 Достоинства и недостатки
- 3 Технология сварки
- 4 Подготовка металла
- 5 Оборудование для сварки
- 6 Возможные дефекты сварки
- 7 Вместо заключения
Особенностями контактной точечной сварки являются: малое время сварки (от 0,1 до нескольких секунд), большой сварочный ток (более 1000А), малое напряжение в сварочной цепи (1-10В, обычно 2-3В), значительное усилие сжимающее место сварки (от нескольких десятков до сотен кг), небольшая зона расплавления.
Точечную сварку чаще всего применяют для соединения листовых заготовок внахлестку, реже — для сварки стержневых материалов. Диапазон толщин, свариваемых ею, составляет от нескольких микрометров до 2-3 см, однако чаще всего толщина свариваемого металла варьируется от десятых долей до 5-6 мм.
Кроме точечной, существуют и другие виды контактной сварки (стыковая, шовная и пр.), однако точечная сварка является наиболее распространенной. Она применятся в автомобилестроении, строительстве, радиоэлектронике, авиастроении и многих других отраслях. При строительстве современных лайнеров, в частности, производится несколько миллионов сварных точек.
Заслуженная популярность
К недостаткам можно отнести отсутствие герметичности шва и концентрацию напряжений в точке сварки. Причем последние могут быть значительно уменьшены или вообще устранены особыми технологическими приемами.
Последовательность процессов при контактной точечной сварке
- Сжатие деталей, вызывающее пластическую деформацию микронеровностей в цепочке электрод-деталь-деталь-электрод.
- Включение импульса электрического тока, приводящего к нагреву металла, его расплавлению в зоне соединения и образованию жидкого ядра. По мере прохождения тока ядро увеличивается по высоте и диаметру до максимальных размеров. Происходит образование связей в жидкой фазе металла. При этом продолжается пластическая осадка контактной зоны до окончательного размера. Сжатие деталей обеспечивает образование уплотняющего пояса вокруг расплавленного ядра, который препятствует выплеску металла из зоны сварки.
- Выключение тока, охлаждение и кристаллизация металла, заканчивающаяся образованием литого ядра. При охлаждении объем металла уменьшается, и возникают остаточные напряжения. Последние являются нежелательным явлением, с которым борются различными способами. Усилие, сжимающее электроды, снимается с некоторой задержкой после отключения тока. Это обеспечивает необходимые условия для лучшей кристаллизации металла. В некоторых случаях в заключительной стадии контактной точечной сварки рекомендуется даже увеличивать усилие прижима. Оно обеспечивает проковывание металла, устраняющее неоднородности шва и снимающее напряжения.
При следующем цикле все повторяется снова.
Основные параметры контактной точечной сварки
Различают жесткий и мягкий режимы сварки. Первый характеризуется большим током, малой продолжительностью токового импульса (0,08-0,5 секунд в зависимости от толщины металла) и большой силой сжатия электродов. Его применяют для сварки медных и алюминиевых сплавов, обладающих большой теплопроводностью, а также высоколегированных сталей для сохранения их коррозионной стойкости.
При мягком режиме производится более плавный нагрев заготовок относительно небольшим током. Продолжительность сварочного импульса составляет от десятых долей до нескольких секунд. Мягкие режимы показаны для сталей, склонных к закалке. В основном именно мягкие режимы используются для контактной точечной сварки в домашних условиях, поскольку мощность аппаратов в этом случае может быть ниже, чем при жесткой сварке.
Размеры и форма электродов. С помощью электродов осуществляется непосредственный контакт сварочного аппарата с деталями, подвергаемыми сварке. Они не только подводят ток в зону сварки, но и передают сжимающее усилие и отводят тепло. Форма, размеры и материал электродов являются важнейшими параметрами аппаратов для точечной сварки.
В зависимости от их формы электроды подразделяются на прямые и фигурные. Наиболее распространены первые, они применяются для сварки деталей, допускающих свободный доступ электродов в свариваемую зону. Их размеры стандартизованы ГОСТом 14111-90, который устанавливает такие диаметры электродных стержней: 10, 13, 16, 20, 25, 32 и 40 мм.
По форме рабочей поверхности существуют электроды с плоскими и сферическими наконечниками, характеризуемыми соответственно значениями диаметра (d) и радиуса (R). От величины d и R зависит площадь контакта электрода с деталью, влияющая на плотность тока, давление и величину ядра. Электроды со сферической поверхностью имеют большую стойкость (способны сделать больше точек до переточки) и менее чувствительны к перекосам при установке, чем электроды с плоской поверхностью. Поэтому со сферической поверхностью рекомендуется изготовлять электроды, используемые в клещах, а также фигурные электроды, работающие с большими прогибами. При сварке легких сплавов (например, алюминия, магния) применяют только электроды со сферической поверхностью. Использование для этой цели электродов с плоской поверхностью приводит к чрезмерным вмятинам и подрезам на поверхности точек и повышенным зазорам между деталями после сварки. Размеры рабочей поверхности электродов выбирают в зависимости от толщины свариваемых металлов. Следует отметить, что электроды со сферической поверхностью могут быть использованы практически во всех случаях точечной сварки, электроды же с плоской поверхностью очень часто неприменимы.
Посадочные части электродов (места соединяемые с электродержателем) должны обеспечивать надежную передачу электрического импульса и усилие прижима. Часто они выполняются в виде конуса, хотя существуют и другие виды соединений — по цилиндрической поверхности или резьбе.
Очень важное значение имеет материал электродов, определяющий их электрическое сопротивление, теплопроводность, термостойкость и механическую прочность при высоких температурах. В процессе работы электроды нагреваются до больших температур. Термоциклический режим работы, совместно с механической переменной нагрузкой, вызывает повышенный износ рабочих частей электродов, результатом чего становится ухудшение качества соединений. Чтобы электроды были в состоянии противостоять тяжелым условиям работы, их делают из специальных медных сплавов, обладающих жаропрочностью и высокой электро- и теплопроводностью. Чистая медь также способна работать в качестве электродов, однако она обладает низкой стойкостью и требует частых переточек рабочей части.
Сила сварочного тока. Сила сварочного тока (IСВ) — один из основных параметров точечной сварки. От нее зависит не только количество тепла, выделяющегося в зоне сварки, но и градиент его увеличения по времени, т.е. скорость нагрева. Напрямую зависят от IСВ и размеры сварного ядра (d, h и h1), увеличивающиеся пропорционально увеличению IСВ.
Необходимо отметить, что ток, который протекает через зону сварки (IСВ), и ток, протекающий во вторичном контуре сварочной машины (I2), различаются между собой — и тем больше, чем меньше расстояние между сварными точками. Причиной этого является ток шунтирования (Iш), протекающий вне зоны сварки — в том числе и через ранее выполненные точки. Таким образом, ток в сварочной цепи аппарата должен быть больше сварочного тока на величину тока шунтирования:
Для определения силы сварочного тока можно пользоваться разными формулами, которые содержат различные эмпирические коэффициенты, полученные опытным путем. В случаях, когда точное определение сварочного тока не требуется (что и бывает чаще всего), его значение принимают по таблицам, составленным для разных режимов сварки и различных материалов.
Увеличение времени сварки позволяет сваривать токами намного меньшими, чем приведенные в таблице для промышленных аппаратов.
Время сварки. Под временем сварки (tСВ) понимают продолжительность импульса тока при выполнении одной сварной точки. Вместе с силой тока, оно определяет количество теплоты, которое выделяется в зоне соединения при прохождении через нее электрического тока.
При увеличении tСВ повышается проплавление деталей и растут размеры ядра расплавленного металла (d, h и h1). Одновременно с этим увеличивается и теплоотвод из зоны плавления, разогреваются детали и электроды, происходит рассеивание тепла в атмосферу. При достижении определенного времени может наступить состояние равновесия, при котором вся подводимая энергия отводится из зоны сварки, не увеличивая проплавление деталей и размер ядра. Поэтому увеличение tСВ целесообразно только до определенного момента.
При точном расчете продолжительности сварочного импульса должны учитываться многие факторы — толщина деталей и размер сварной точки, температура плавления свариваемого металла, его предел текучести, коэффициент аккумуляции тепла и пр. Есть сложные формулы с эмпирическими зависимостями, по которым при необходимости осуществляют расчет.
На практике чаще всего время сварки принимают по таблицам, корректируя при необходимости принятые значения в ту или иную сторону в зависимости от полученных результатов.
Усилие сжатия. Усилие сжатия (FСВ) оказывает влияние на многие процессы контактной точечной сварки: на пластические деформации, происходящие в соединении, на выделение и перераспределение тепла, на охлаждение металла и его кристаллизацию в ядре. С увеличением FСВ увеличивается деформация металла в зоне сварки, уменьшается плотность тока, снижается и стабилизируется электрическое сопротивление на участке электрод-детали-электрод. При условии сохранения размеров ядра неизменными, прочность сварных точек с ростом усилия сжатия возрастает.
При сварке на жестких режимах применяют более высокие значения FСВ, чем при мягкой сварке. Это связано с тем, что при увеличении жесткости возрастает мощность источников тока и проплавление деталей, что может приводить к образованию выплесков расплавленного металла. Большое усилие сжатия как раз и призвано воспрепятствовать этому.
Как уже отмечалось, для проковки сварной точки с целью снятия напряжений и повышения плотности ядра, технология контактной точечной сварки в некоторых случаях предусматривает кратковременное увеличение силы сжатия после отключения электрического импульса. Циклограмма в этом случае выглядит следующим образом.
При изготовлении простейших аппаратов контактной сварки для домашнего пользования нет большого резона заниматься точными расчетами параметров. Ориентировочные значения диаметра электродов, сварочного тока, времени сварки и усилия сжатия можно взять из таблиц, имеющихся во многих источниках. Нужно только понимать, что данные в таблицах являются несколько завышенными (или заниженными, если иметь в виду время сварки) по сравнению с теми, которые подойдут для домашних аппаратов, где обычно используются мягкие режимы.
Подготовка деталей к сварке
Высокие требования предъявляются к качеству поверхности деталей из алюминиевых и магниевых сплавов. Целью подготовки поверхности под сварку является удаление без повреждения металла относительно толстой пленки окислов с высоким и неравномерным электрическим сопротивлением.
Оборудование для точечной сварки
- машины для сварки переменным током;
- аппараты низкочастотной точечной сварки;
- машины конденсаторного типа;
- машины сварки постоянным током.
Каждый из этих типов машин имеет свои преимущества и недостатки в технологическом, техническом и экономическом аспектах. Наибольшее распространение получили машины для сварки переменным током.
Машины контактной точечной сварки переменного тока. Принципиальная схема машин для точечной сварки переменным током представлена на рисунке ниже.
Напряжение, при котором осуществляется сварка, формируется из напряжения сети (220/380В) с помощью сварочного трансформатора (ТС). Тиристорный модуль (КТ) обеспечивает подключение первичной обмотки трансформатора к питающему напряжению на необходимое время для формирования сварочного импульса. С помощью модуля можно не только управлять продолжительностью времени сварки, но и осуществлять регулирование формы подаваемого импульса за счет изменения угла открытия тиристоров.
Если первичную обмотку выполнить не из одной, а нескольких обмоток, то, подключая их в различном сочетании друг с другом, можно менять коэффициент трансформации, получая различные значения выходного напряжения и сварочного тока на вторичной обмотке.
Кроме силового трансформатора и тиристорного модуля, машины контактной точечной сварки переменного тока имеют набор управляющего оборудования — источник питания для системы управления (понижающий трансформатор), реле, логические контроллеры, панели управления и пр.
Конденсаторная сварка. Сущность конденсаторной сварки заключается в том, что сначала электрическая энергия относительно медленно накапливается в конденсаторе при его зарядке, а затем очень быстро расходуется, генерируя токовый импульс большой величины. Это позволяет производить сварку, потребляя из сети меньшую мощность по сравнению с обычными аппаратами для точечной сварки.
Кроме этого основного преимущества, конденсаторная сварка имеет и другие. При ней происходит постоянное контролируемое расходование энергии (той, которая накопилась в конденсаторе) на одно сварное соединение, что обеспечивает стабильность результата.
Сварка происходит за очень короткое время (сотые и даже тысячные доли секунды). Это дает концентрированное выделение тепла и минимизирует зону термического влияния. Последнее достоинство позволяет использовать её для сварки металлов с высокой электро- и теплопроводностью (медных и алюминиевых сплавов, серебра и др.), а также материалов с резко различающимися теплофизическими свойствами.
Жесткая конденсаторная микросварка используется в радиоэлектронной промышленности.
Количество энергии, накопленное в конденсаторах, можно рассчитать по формуле:
где С — емкость конденсатора, Ф; W — энергия, Вт; U — зарядное напряжение, В. Изменяя величину сопротивления в зарядной цепи, регулируют время зарядки, зарядный ток и потребляемую из сети мощность.
Дефекты контактной точечной сварки
Качество сварки зависит от приобретенного опыта, который сводится в основном к выдерживанию необходимой продолжительности токового импульса на основании визуального наблюдения (по цвету) за сварной точкой.
Правильно выполненная сварная точка расположена по центру стыка, имеет оптимальный размер литого ядра, не содержит пор и включений, не имеет наружных и внутренних выплесков и трещин, не создает больших концентраций напряжения. При приложении усилия на разрыв, разрушение конструкции происходит не по литому ядру, а по основному металлу.
Дефекты точечной сварки подразделяются на три типа:
- отклонения размеров литой зоны от оптимальных, смещение ядра относительно стыка деталей или положения электродов;
- нарушение сплошности металла в зоне соединения;
- изменение свойств (механических, антикоррозионных и др.) металла сварной точки или прилегающих к ней областей.
Наиболее опасным дефектом считается отсутствие литой зоны (непровар в виде "склейки"), при котором изделие может выдерживать нагрузку при невысокой статической нагрузке, но разрушается при действии переменной нагрузки и колебаниях температуры.
Прочность соединения оказывается сниженной и при больших вмятинах от электродов, разрывах и трещинах кромки нахлестки, выплеске металла. В результате выхода литой зоны на поверхность, снижаются антикоррозионные свойства изделий (если они были).
Непровар полный или частичный, недостаточные размеры литого ядра. Возможные причины: мал сварочный ток, слишком велико усилие сжатия, изношена рабочая поверхность электродов. Недостаточность сварочного тока может вызываться не только его малым значением во вторичном контуре машины, но и касанием электрода вертикальных стенок профиля или слишком близким расстоянием между сварными точками, приводящим к большому шунтирующему току.
Дефект обнаруживается внешним осмотром, приподниманием кромки деталей пробойником, ультразвуковыми и радиационными приборами для контроля качества сварки.
Наружные трещины. Причины: слишком большой сварочный ток, недостаточная сила сжатия, отсутствие усилия проковки, загрязненная поверхность деталей и/или электродов, приводящая к увеличению контактного сопротивления деталей и нарушению температурного режима сварки.
Дефект можно обнаружить невооруженным глазом или с помощью лупы. Эффективна капиллярная диагностика.
Разрывы у кромок нахлестки. Причина этого дефекта обычно одна — сварная точка расположена слишком близко от края детали (недостаточна нахлестка).
Обнаруживается внешним осмотром — через лупу или невооруженным глазом.
Глубокие вмятины от электрода. Возможные причины: слишком малый размер (диаметр или радиус) рабочей части электрода, чрезмерно большое ковочное усилие, неправильно установленные электроды, слишком большие размеры литой зоны. Последнее может являться следствием превышения сварочного тока или длительности импульса.
Определяется внешним осмотром.
Внутренний выплеск (выход расплавленного металла в зазор между деталями). Причины: превышены допустимые значения тока или длительности сварочного импульса — образовалась слишком большая зона расплавленного металла. Мало усилие сжатия — не создался надежный уплотняющий пояс вокруг ядра или образовалась воздушная раковина в ядре, вызвавшая вытекание расплавленного металла в зазор. Неправильно (несоосно или с перекосом) установлены электроды.
Определяется методами ультразвукового или рентгенографического контроля или внешним осмотром (из-за выплеска может образоваться зазор между деталями).
Наружный выплеск (выход металла на поверхность детали). Возможные причины: включение токового импульса при несжатых электродах, слишком большое значение сварочного тока или продолжительности импульса, недостаточное усилие сжатия, перекос электродов относительно деталей, загрязнение поверхности металла. Две последние причины приводят к неравномерной плотности тока и расплавлению поверхности детали.
Определяется внешним осмотром.
Внутренние трещины и раковины. Причины: слишком велики ток или продолжительность импульса. Загрязнена поверхность электродов или деталей. Мала сила сжатия. Отсутствует, опаздывает или недостаточно ковочное усилие.
Усадочные раковины могут возникать во время охлаждения и кристаллизации металла. Чтобы воспрепятствовать их возникновению, необходимо повышать силу сжатия и применять проковывающее сжатие в момент охлаждения ядра. Дефекты обнаруживаются методами рентгенографического или ультразвукового контроля.
Смещение литого ядра или его неправильная форма. Возможные причины: неправильно установлены электроды, не очищена поверхность деталей.
Дефекты обнаруживаются методами рентгенографического или ультразвукового контроля.
Прожог. Причины: наличие зазора в собранных деталях, загрязнение поверхности деталей или электродов, отсутствие или малое усилие сжатия электродов во время токового импульса. Во избежание прожогов ток должен подаваться только после приложения полного усилия сжатия. Определяется внешним осмотром.
Исправление дефектов. Способ исправления дефектов зависит от их характера. Самым простым является повторная точечная или иная сварка. Дефектное место рекомендуется вырезать или высверлить.
При невозможности сварки (из-за нежелательности или недопустимости нагрева детали), вместо дефектной сварной точки можно поставить заклепку, высверлив место сварки. Применяются и другие способы исправления — зачистка поверхности в случае наружных выплесков, термическая обработка для снятия напряжений, правка и проковка при деформации всего изделия.
Контактная точечная сварка — один из самых популярных методов сварки. Он позволяет быстро и качественно соединить тонкие металлы. В этой статье мы расскажем, что такое точечная сварка, какова технология контактной точечной сварки и какие дефекты могут получиться, если выполнить сварку неправильно.

Общая информация
Точечная контактная сварка — это одна из разновидностей контактной сварки. Помимо точечной есть еще стыковая, шовная и прочие типы контактной сварки, но именно точечная получила наибольшее распространение, так что о ней и поговорим в этой статье. Точечная контактная сварка применяется во многих сферах: от строительства до авиастроения. Так, например, при конструировании современных лайнеров на корпусе располагаются миллионы точек, образующих прочный шов.

Принцип работы прост: с помощью электрического разряда металл нагревается в определенной точке до температуры своего плавления. Одновременно с этим две детали прижимаются друг к другу с определенной силой. Под действием температуры и механической нагрузки детали соединяются между собой. Образуется очень эстетичный и надежный шов.
Многоточечная сварка отличается от других видов контактной сварки некоторыми особенностями. Прежде всего, точечный метод позволяет существенно сократить время сварки (одна «точка» шва формируется за долю секунды), при этом в работе используют большие значения сварочного тока (более 1000 ампер), также устанавливают маленькое напряжение (не более 10 ватт), зона плавления небольшая (от нескольких мм до 1-2 сантиметров), используется значительная механическая нагрузка, которая может доходить до нескольких сотен килограмм.

В большинстве случаев точечная сварка применяется, когда нужно внахлест соединить тонкий листовой металл или стержневые материалы. Точечная сварка способна соединить металл толщиной от 1 миллиметра до 3 сантиметров, но такие показатели избыточны и на практике вам не придется сваривать детали толще 5-7 миллиметров. По этой причине точечная сварка отлично подходит для кузовных работ.
Достоинства и недостатки
Большая популярность точечной сварки своими руками обуславливается множеством достоинств. Для работы вам не нужны электроды, проволока, флюсы и так далее. А это экономит не только время, но и финансы. Также деформация металла незначительная и то лишь в местах «точек», аппаратом для точечной сварки очень удобно работать, с этой задачей справится даже новичок. Сам шов получается очень аккуратным, рабочий процесс дешевле аналогов, его можно легко автоматизировать. Именно многоточечная сварка способна выполнять огромный объем работы, формируя до нескольких сотен сварных «точек» в минуту.

Недостатки незначительные и их немного. Швы, выполненные методом точечной сварки, не обладают такой хорошей герметичность, как соединения, выполненные с помощью электродов, например. Также в зоне формирования «точки» может быть избыточное напряжение, за этим нужно следить.
Технология сварки
Технология контактной точечной сварки состоит из трех этапов, которые мы подробно опишем. Сначала детали подготавливают (об этом мы поговорим далее более подробно). Затем детали располагаются под жалом сварочного аппарата и подвергаются сжатию, в итоге поверхность металла деформируется, образуется небольшое углубление — точка. Затем подается электрический ток, металл нагревается, плавится и в «точке» образуется так называемое жидкое ядро. Постепенно ток проникает через все ядро, и оно увеличивается в размерах. «Точка» становится частью сварного шва. А благодаря предварительной деформации деталей металл не разбрызгивается при плавлении и шов получается аккуратным, его не нужно зачищать.

Затем подача тока приостанавливается, металл охлаждается и кристаллизируется. Жидкое ядро становится литым. Но есть нюанс: при охлаждении ядро может несколько уменьшиться в размере и образуется остаточное напряжение. Оно нежелательно, с ним можно бороться разными методами. Мы рекомендуем перед завершением процесса сварки прижать детали посильнее друг к другу, чтобы как следует их прокалить и сделать шов более однородным. В остальном точечная сварка своими руками очень проста и не требует от сварщика высокой квалификации.
Подготовка металла
Точечная сварка своими руками, как и любой другой метод сварки, требует предварительной подготовки металла. Для этого нужно зачистить места будущего шва от загрязнений, коррозии и окисной пленки (если имеется). Если этого не сделать, то мощность будет утеряна при сварке и увеличится степень износа сварочного аппарата. Чтобы зачистить металл используйте метод пескоструйной очистки, болгарку с металлической щеткой или наждачкой. Также можно деталь небольшого размера травить в специальном растворе.
Отдельно обратите внимание на подготовку алюминия и его сплавов. На поверхности этого металла есть толстая оксидная пленка, которая препятствует полного прогреву и провару детали. Так что тщательно удалите ее перед началом работ. Это особенно важно, если предстоит сварка особо важных конструкций.
Оборудование для сварки
Для точечной сварки своими рукамивам понадобится оборудование. Можно использовать аппарат, работающий на постоянном или переменном токе, аппарат конденсаторного типа или оборудование, работающее на низкой частоте. Все эти типы отличаются силовым электрическим контуром и формой сварочного тока. Также у каждого типа есть свои плюсы и минусы, не слушайте тех, кто говорит вам о превосходстве того или иного оборудования. Мы в своей практике используем аппарат, работающий на переменном токе, это самый распространенный вариант. Вы можете выбрать и другой тип оборудования.
Обратите внимание на современную сварку TIG LORCH, она очень технологична.
Возможные дефекты сварки
При должном опыте и наличии знаний в голове точечная контактная сварка не должна получиться плохой. Тем более, она не так сложна и ее основам можно довольно быстро обучиться. Но если были допущены ошибки или работу поручили неопытному мастеру, то возможны различные дефекты. При этом они образуются не в месте точек, а по основному металлу.

Дефекты могут быть различных типов. Зачастую литое ядро получается слишком большим или маленьким, или же оно смещается в сторону от центра стыка. Также расстояния между точками бывают слишком большими и шов получается не сплошным. Иногда во время работы новички могут неправильно настроить аппарат, что приводит к избыточной деформации металла.
Но самый опасный дефект — это не проваренное литое ядро или вовсе его отсутствие. Такая деталь, конечно, сможет выдержать небольшие нагрузки, но вскоре просто сломается в месте стыка. При этом дефект может обнаружиться при самых необычных условиях, например, при перепадах температур (деталь вынесли из теплого цеха зимой на улицу).
Если была допущена ошибка, но деталь не сломалась, то не думайте, что вам повезло. Скорее всего, в месте непровара или любого другого типа дефектов уже начала образовываться коррозия. Так что разрушение детали — это лишь дело времени.
Чтобы выполнить сварку правильно, придерживайтесь наших рекомендаций: точка должна располагаться посередине стыка, литое ядро не должно быть слишком большим или слишком маленьким, не должно быть пористым и не должно содержать шлаковых включений, нет трещин, нет слишком большого напряжения в зоне сварки. Не спешите, больше практикуйтесь. Только с опытом вы сможете понять все особенности точечной сварки.
Вместо заключения
Контактная сварка — очень удобная технология. Она не требует применения проволоки и флюса, также существует ручная и автоматическая контактная сварка, вы можете выбрать оборудование для своих потребностей и бюджета. На видео ниже самодельная точечная сварка для сварки авто. Чтобы ее сделать вам не нужны знания в электротехнике и схема точечной сварки, достаточно 15 минут свободного времени и ваш аппарат будет готов. Оставляйте комментарии, делитесь статьей в социальных сетях. Желаем удачи!
Исходными данными для расчёта точечной сварки являются:
-толщина свариваемого металла S;
-марка свариваемого металла.
Основными расчётными параметрами режима точечной сварки являются:
-величина сварочного тока Iсв;
-усилие на электродах Fсв;
-время сварки (протекания сварочного тока) tсв;
-диаметр контактной поверхности электрода dэ.
Дополнительными расчётными параметрами являются:
-минимальная величина нахлёстки деталей bн;
-минимальный шаг точек Hтм;
-величина тока шунтирования Iш;
-время предварительного сжатия деталей tсж;
-время проковки сварной точки tпр;
-время цикла сварки tц;
-режим работы машины ПВ.
Расчёты начинают с определения диаметра контактной поверхности электрода dэ, который зависит от толщины свариваемого металла S(мм):
dэ=2·S+3 при S  3 (2.1)
3 (2.1)
dэ=1,5·S+5 при S>3 (2.1.1)
Диаметр ядра точки dя(мм):
Остальные размеры электродов рекомендуется определить по таблице 3.3. источника [1].
Время сварки определяется в зависимости от жёсткости режима. Для алюминиевых и медных сплавов требуются жёсткие режимы, а низкоуглеродистые стали можно сваривать на мягких и жёстких режимах. Жёсткость режима учитывается с помощью коэффициента сварки Кt, зависящего от материала и толщины (таблица 2.1).
Тогда время сварки:
Для толщин 0,5–1,5 мм величину Кt следует выбирать по верхним пределам, а для толщин 2-5 мм – по нижним.
Усилие сжатия электродов зависит от типа материала, его толщины, жесткости режима сварки и определяется по формуле:
Таблица 2.1 – Значение коэффициента времени сварки
| Материал | Kt, c |
| Низкоуглеродистые стали | 80-300 |
| Нержавеющие стали | 80-160 |
| Жаропрочные стали | 150-300 |
| Алюминий и его сплавы | 70-100 |
| Титан и его сплавы | 100-160 |
| Латуни | 80-160 |
Коэффициент Кр зависит от материала и жёсткости режима и выбирается по таблице 2.2. Большие значения – для жёстких режимов.
Таблица 2.2 – Значение коэффициента давления
| Материал | Кр, Н/м |
| Низкоуглеродистые стали | (1,2…2,5)10 |
| Нержавеющие стали | (3,5…4,0)10 |
| Сплав АМг6 | (2,5…2,5)10 |
| Титан и его сплавы | (1,2…2,5)10 |
| Латуни | (1,2…2,5)10 |
Величину сварочного тока можно определить на основании уравнения теплового баланса смотреть (рисунок 2.1):
где Qээ— выделяющаяся в зоне сварки энергия;
q1— теплота, расходуемая на нагрев и плавление металла;
q2— теплота, расходуемая на нагрев металла, окружающего ядро;
q3— теплота, идущая на нагрев электродов.
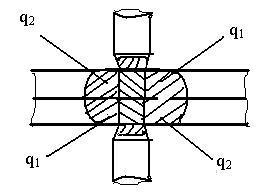
Рисунок 2.1 – Распределение тепла при точечной сварке
Сварочный ток рассчитывается по Закону Джоуля-Ленца:
Iсв=  , (2.6)
, (2.6)
где mr– коэффициент, учитывающий изменение общего сопротивления деталей между электродами rээ:
mr =1 для низкоуглеродистых сталей;
mr =1,15 для Al и Mg сплавов;
mr =1,2 для нержавеющих сталей;
mr=1,4 для Ti – cплавов.
rd.k– cопротивление деталей к концу процесса сварки, определяемое по таблице 1.2 источника [1].
Энергия q1, затрачиваемая на нагрев до Тпл столбика металла высотой 2 S и диаметром dэ:
q1=  , (2.7)
, (2.7)
где с – объёмная теплоёмкость металла.
Теплота х2 расходуется на нагрев металла в виде кольца шириной х2, окружающего ядро. Значение х2 определяется временем сварки tсв и температуропроводностью материала:
х2=4  . (2.8)
. (2.8)
Для сталей и сплавов х2=1,2  ;х2=3,1 и меди. Если площадь кольца
;х2=3,1 и меди. Если площадь кольца  ·х2 (dэ+х2) и высота его 2∙S, средняя температура нагрева
·х2 (dэ+х2) и высота его 2∙S, средняя температура нагрева  , тогда:
, тогда:
q2= k1 π∙х2(dэ+ х2) 2∙с∙S∙ , (2.9)
где k1 – коэффициент, равный 0,8.
Потери теплоты в электроды qв учитываются нагревом условного цилиндра в электродах высотой х3 до средней температуры Тэ=Тпл/8.
х3= 4  , (2.10)
, (2.10)
 .
.
Коэффициент k2 = 1 для цилиндрического электрода; k2= 1,5 для электрода с конической рабочей частью и плоской рабочей поверхностью;
k2 =2 для электрода со сферической рабочей поверхностью.
q3=2 k2  х3∙Сэ·
х3∙Сэ·  ∙
∙  (2.11)
(2.11)
где Сэ – теплоёмкость плотности металла электрода кДж/(кг∙°С);
 — плотность кг/м 3 [1].
— плотность кг/м 3 [1].
Зная все составляющие формулы 2.6, вычисляют действующее значение сварочного тока.
Силу сварочного тока можно определить по формуле, предложенной К. А. Кочергиным [1]:
I=(120…170) dT 
 , (2.12)
, (2.12)
где dт-диаметр ядра, см;
ρт-удельное электрическое сопротивление, Ом∙см.
Затем определяются остальные параметры режима точечной сварки.
Минимальная величина нахлёстки:
Минимальный шаг точек:
Нтм=14+S 2 , мм . (2.14)
При постановке ряда точек часть токов протекает через ранее сваренные токи, т. е. Возникает шунтирование тока (рисунок 2.2).

Рисунок 2.2 – Схема шунтирования тока
Значение тока шунтирования Iш вычисляется через соотношение электрических сопротивлений зоны сварки rээ и щунта rш:
где  (кА) (2.15)
(кА) (2.15)
где bпр – приведённая с учётом растекания тока ширина шунта, равная:
Кэ  0,4
0,4
Сопротивление rээ вычисляется по формуле:
rээ=  , (2.18)
, (2.18)
где h =0,5·S – средняя величина проплавления детали;
а – коэффициент температуропроводности металла.
После вычисления тока шунтирования определяют суммарный ток I2:
В заключении проводятся расчёты времени предварительного сжатия tсж, времени проковки tпр и времени цикла tц:
Время паузы зависит от веса, габаритов деталей и выбирается по (таблице 2.3) или экспериментально.
Время цикла определяется как сумма:
Режим работы машины характеризуется соотношением ПВ в %:
ПВ=  % . (2.23)
% . (2.23)
Таблица 2.3 – Время паузы при точечной сварке
| Кантов-ка (мм) | Масса узла (кг) | ||||||||
| 0,5 | |||||||||
| Время паузы tп (с) | 0,03 | 0,042 | 0,054 | 0,066 | 0,078 | 0,09 | 0,096 | 0,102 | 0,114 |
| 0,042 | 0,054 | 0,072 | 0,084 | 0,096 | 0,108 | 0,114 | 0,12 | 0,132 | |
| 0,072 | 0,084 | 0,096 | 0,108 | 0,12 | 0,132 | 0,138 | 0,15 | 0,168 | |
| 0,108 | 0,120 | 0,144 | 0,102 | 0,18 | 0,198 | 0,21 | 0,222 | 0,246 | |
| 0,144 | 0,168 | 0,192 | 0,216 | 0,24 | 0,284 | 0,296 | 0,302 | 0,324 |
Все полученные значения расчётных параметров сводятся в таблицу 2.4 и строится циклограмма сварки
Таблица 2.4 – Параметры режима точечной сварки
| Параметры режима | Сила тока, Ка | Усилие на электродах, Кн | Время сварки, сек | Время сжатия, сек | Время Проковки, сек | Диаметр элект- рода, мм | Ток шунтирования, Ка | Минимальный шаг точек, мм |
| Численные значения |
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Сдача сессии и защита диплома — страшная бессонница, которая потом кажется страшным сном. 8624 —  | 7077 —
| 7077 —  или читать все.
или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно


Отправить ответ