
Токарно револьверные автоматы модели
Содержание:
 Автоматы — это такие станки, где все вспомогательные и основные операции автоматизированы, включая установку, подачу, закрепление заготовки, а также освобождение и выдачу обработанного изделия. Функции оператора при обслуживании автомата сводятся к таким процессам: периодическая загрузка, выборочный контроль и наблюдение за общей работой станка (может включаться и его подналадка).
Автоматы — это такие станки, где все вспомогательные и основные операции автоматизированы, включая установку, подачу, закрепление заготовки, а также освобождение и выдачу обработанного изделия. Функции оператора при обслуживании автомата сводятся к таким процессам: периодическая загрузка, выборочный контроль и наблюдение за общей работой станка (может включаться и его подналадка).
Отличие автоматов и полуавтоматов
Различие между автоматами и полуавтоматами заключается в том, что на полуавтомате оператор выполняет такие действия:
- установка и закрепление заготовки;
- пуск оборудования;
- освобождение и снятие готового изделия.
 Прутковые токарные автоматы предназначены для их эксплуатации в серийном и массовом производствах. Объясняется это тем, что устройство таких автоматов предполагает использование достаточно сложных инструментальных наладок, которые занимают много времени для подготовки. Их рентабельность достигается только тогда, когда обработать нужно большую партию деталей.
Прутковые токарные автоматы предназначены для их эксплуатации в серийном и массовом производствах. Объясняется это тем, что устройство таких автоматов предполагает использование достаточно сложных инструментальных наладок, которые занимают много времени для подготовки. Их рентабельность достигается только тогда, когда обработать нужно большую партию деталей.
Классификация
Токарные автоматы и полуавтоматы классифицируют следующим образом:
- по режиму холостых и рабочих ходов;
- по количеству и расположению шпинделей;
- по роду заготовок;
- по назначению.
По назначению
- Универсальные. Они предназначаются для выполнения токарных и прочих операций над разнообразными элементами.
- Специализированные. Используются для выполнения некоторых операций над определёнными элементами.
 Полуавтомат предназначается для изготовления элементов только из штучных заготовок. В основном, в патроне (полуавтоматы патронные), в центре — реже.
Полуавтомат предназначается для изготовления элементов только из штучных заготовок. В основном, в патроне (полуавтоматы патронные), в центре — реже.
В автоматах прутковых пруток вводится в полый шпиндель, а в дальнейшем для каждой изготовляемой детали подаётся и зажимается автоматически.
В автоматах магазинных заготовки загружаются в бункер или магазин, а уже оттуда подаются автоматически к зажимному приспособлению станка.
По расположению шпинделей
- Устройства с вертикальным шпинделем.
- Устройство с горизонтальным шпинделем.
По количеству шпинделей
- Одношпиндельные. Могут одновременно обрабатывать только один элемент.
- Многошпиндельные. Могут обрабатывать несколько элементов одновременно. Количество элементов равняется числу шпинделей или на один меньше.
Одношпиндельные автоматы
Автоматы одношпиндельные имеют разновидности. Наиболее распространены автоматы одношпиндельные прутковые. К ним относят:
- токарно-револьверные автоматы;
- продольного точения;
- фасонно-отрезные.
Фасонно-отрезные
 Предназначены фасонно-отрезные автоматы для изготовления деталей коротких с малым диаметром, которые имеют простую форму. Материал закрепляется в шпинделе, который вращается при помощи цангового патрона. У станка имеется 2 или 4 суппорта, которые перемещаются только в поперечном направлении и несут отрезные и фасонные резцы. Чтобы получить деталь необходимой длины, в станке есть подвижный упор, который автоматически устанавливается после окончания цикла по оси шпинделя. Подаётся материал при помощи механизма подачи до соприкосновения с упором.
Предназначены фасонно-отрезные автоматы для изготовления деталей коротких с малым диаметром, которые имеют простую форму. Материал закрепляется в шпинделе, который вращается при помощи цангового патрона. У станка имеется 2 или 4 суппорта, которые перемещаются только в поперечном направлении и несут отрезные и фасонные резцы. Чтобы получить деталь необходимой длины, в станке есть подвижный упор, который автоматически устанавливается после окончания цикла по оси шпинделя. Подаётся материал при помощи механизма подачи до соприкосновения с упором.
Основным движением таких станков является вращение шпинделя и движене подачи — перемещения суппортов поперечных. У некоторых моделей фасонно-отрезных оборудований имеется продольный суппорт, который перемещается вдоль оси шпинделя и позволяет сверлить отверстия.
Продольного точения
 Это оборудование предназначено для изготовления в большом количестве элементов из бунта или прутка малого диаметра, но длинных. Используется такое оборудование на предприятиях точной индустрии (приборостроение, часовое производство и прочие). Высокие требования к чистоте поверхности и точности деталей обусловили ряд конструктивных особенностей таких автоматов. Во вращающемся шпинделе закрепляется заготовка при помощи цангового патрона. По направляющим станины перемещается шпиндельная бабка, сообщая движение подачи заготовке относительно неподвижного резца, который закреплён в суппорте.
Это оборудование предназначено для изготовления в большом количестве элементов из бунта или прутка малого диаметра, но длинных. Используется такое оборудование на предприятиях точной индустрии (приборостроение, часовое производство и прочие). Высокие требования к чистоте поверхности и точности деталей обусловили ряд конструктивных особенностей таких автоматов. Во вращающемся шпинделе закрепляется заготовка при помощи цангового патрона. По направляющим станины перемещается шпиндельная бабка, сообщая движение подачи заготовке относительно неподвижного резца, который закреплён в суппорте.
Суппорт резцу установочные перемещения при переходе на обработку ступени иного диаметра и движение поперечной подачи при фасонном обтачивании и отрезке. В станке есть суппорт сбалансированного типа и два или три вертикальных суппорта. Суппорт сбалансированного типа несёт два резца и совершает вокруг оси, которая закреплена в кронштейне, качательное движение. Чтобы увеличить жёсткость системы, пруток (заготовка) перемещается в люнетной втулке. Нарезание резьбы, развёртывание, зенкерование, сверление могут осуществляться с помощью специальных приспособлений, которые устанавливаются напротив обрабатываемой заготовки.
Часто шпиндели этих приспособлений имеют независимый привод для поступательного и вращательного движений.
Токарно-револьверные
 Эти приспособления представляют собой токарно-револьверные станки, которые предназначаются для производства деталей сложной формы. Эти автоматы в основном рассчитаны на выполнение работ из прутка, но некоторые модели могут выполнять и обработку штучных изделий. Пруток закрепляется во вращательном шпинделе.
Эти приспособления представляют собой токарно-револьверные станки, которые предназначаются для производства деталей сложной формы. Эти автоматы в основном рассчитаны на выполнение работ из прутка, но некоторые модели могут выполнять и обработку штучных изделий. Пруток закрепляется во вращательном шпинделе.
Револьверная головка совершает автоматические перемещения, которые связаны с подачей продольной, включая автоматические повороты для замены инструментов. Поперечная подача осуществляется двумя или тремя суппортами. Принцип работы и конструкция такого оборудования изучается в лабораторных условиях.
Многошпиндельные автоматы
Это оборудование подразделяется на два вида:
- параллельного действия;
- последовательного действия.
 Распределительный вал является характерной деталью в токарных полуавтоматах и автоматах. На нём монтируются кулачки различной формы и конструкции (в зависимости от назначения). Они управляют всеми вспомогательными и рабочими движениями станков через систему механических и иных связей.
Распределительный вал является характерной деталью в токарных полуавтоматах и автоматах. На нём монтируются кулачки различной формы и конструкции (в зависимости от назначения). Они управляют всеми вспомогательными и рабочими движениями станков через систему механических и иных связей.
Наиболее употребительными исполнениями кулачков являются такие:
- барабанные. Они предназначены для управления вспомогательными и рабочими движениями станков. Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками;
- дисковые. Нужны для приведения рабочих органов полуавтоматов и автоматов в движение — суппортов и револьверных головок.
Диски с торцевыми накладными кулачками используются только для включения движений вспомогательных (поворотов револьверной головки, зажима и движения прутка и других). Диски имеют раздельную шкалу. Чаще всего она разделяется на сотые доли оборотов. Эта шкала необходима для установки кулачков в нужном месте.
Многошпиндельные горизонтальные
Они нужны для обработки элементов из калиброванных прутков шестигранного, квадратного и круглого профилей, а также из труб при массовом и крупносерийном производстве различных отраслей машиностроения.
Основными технологическими операциями, которые выполняются на этом оборудовании, являются:
 фасонное обтачивание;
фасонное обтачивание;- накатывание резьбы;
- отрезка;
- нарезание резьбы;
- развёртывание;
- сверление;
- обтачивание.
Все нужные движения в оборудовании происходят автоматически при помощи кулачков, которые располагаются на распределительном валу. При одном его обороте происходит полный комплекс движений механизмов устройства, который необходим для производства одного обрабатываемого элемента. Такой комплекс определяет цикл обработки, а время цикла — это период, за который производится один оборот распределительного вала.
 В многошпиндельном горизонтальном прутковом устройстве шпиндели располагаются в шпиндельном блоке по окружности. Поперечные суппорты находятся с торца шпиндельного блока, а продольный суппорт может перемещаться на центральной гильзе. Шпиндели устройства получают через зубчатые колёса вращение от центрального вала. После того как готовое изделие отрезается, шпиндельный блок разворачивается на угол, который соответствует количеству шпинделей.
В многошпиндельном горизонтальном прутковом устройстве шпиндели располагаются в шпиндельном блоке по окружности. Поперечные суппорты находятся с торца шпиндельного блока, а продольный суппорт может перемещаться на центральной гильзе. Шпиндели устройства получают через зубчатые колёса вращение от центрального вала. После того как готовое изделие отрезается, шпиндельный блок разворачивается на угол, который соответствует количеству шпинделей.
Через направляющие трубы вводится прутковый материал в отверстия шпинделей и закрепляются в цанговых патронах устройства. На каждой позиции последовательно осуществляется обработка каждого элемента. Все заготовки находятся в обработке одновременно. На последней позиции производят отрезку готового изделия. Поперечные суппорты обслуживают каждую позицию. Суппорт продольный может обслуживать все позиции. Могут на нём находиться державки с независимым друг от друга и от продольного суппорта приводом продольной подачи.
А ещё на нём могут размещаться инструментальные шпиндели для сверлильного инструмента с независимой скоростью вращения от рабочих шпинделей. Бесступенчато осуществляется регулирование величины ходов поперечных и продольного суппортов.
 Токарные многошпиндельные полуавтоматы изготавливают аналогично многошпиндельным автоматам в вертикальном и горизонтальном положениях. Отличаются такие полуавтоматы тем, что на них штучные заготовки обрабатываются в патронах, а загрузка заготовок производится при помощи загрузочного устройства или вручную. У полуавтомата многошпиндельного имеется гидропривод, который нужен для зажима в патронах заготовок. В полуавтоматах шести- и восьмишпиндельных поперечных суппортов установлено только пять, а на загрузочных позициях суппорты отсутствуют.
Токарные многошпиндельные полуавтоматы изготавливают аналогично многошпиндельным автоматам в вертикальном и горизонтальном положениях. Отличаются такие полуавтоматы тем, что на них штучные заготовки обрабатываются в патронах, а загрузка заготовок производится при помощи загрузочного устройства или вручную. У полуавтомата многошпиндельного имеется гидропривод, который нужен для зажима в патронах заготовок. В полуавтоматах шести- и восьмишпиндельных поперечных суппортов установлено только пять, а на загрузочных позициях суппорты отсутствуют.
В позициях загрузочных установлены приспособления для выключения и включения вращения шпинделя и зажима в патроне заготовки. В полуавтоматах нет механизма зажима прутка и его подачи.
Многошпиндельные вертикальные полуавтоматы необходимы для обработки в патронах, а реже — в центрах, элементов сравнительно небольшого размера в крупносерийном производстве. Вертикальные многошпиндельные полуавтоматы по принципу работы могут подразделяться на такие типы:
- параллельного действия;
- последовательного действия.
В шестишпиндельном полуавтомате с последовательным действием на основании установлена колонна, около которой стол с шестью шпинделями периодически поворачивается. Пять шпинделей одновременно обслуживают пять суппортов с режущим инструментом. Готовую деталь снимают в загрузочной позиции, а вместо неё ставят новую. Шпиндели получают вращение после поворота стола на шестую часть оборота, а готовую деталь вновь снимают на исходной позиции и устанавливают новую.
Время цикла работы подобных полуавтоматов состоит из времени, которое требуется для выполнения холостых ходов и обработки самой трудоёмкой позиции (установка новой заготовки, фиксация детали и стола, поворот).
В полуавтоматах параллельного действия установлена вертикальная неподвижная колонна на основании. Около неё вращается непрерывно стол, несущий шпиндели и шестигранная гильза с шестью суппортами, которая представляет собой карусель — единое целое. Суппорты при повороте гильзы перемещаются по направляющим, установленным вертикально, от неподвижного барабана, с которым их связывают тяги. На каждом шпинделе, который проходит загрузочную зону, за один оборот завершается обработка детали. Здесь выключается автоматически вращение шпинделя, деталь освобождается от зажима, суппорт уходит в верхнее положение, готовая деталь снимается, а новая вставляется.
Автоматами называются станки, на которых все основные и вспомогательные движения автоматизированы, включая подачу, установку и закрепление заготовки, освобождение и выдачу обработанного изделия. При обслуживании автомата функции оператора сводятся к периодической загрузке, выборочному контролю и общему наблюдению за работой станка (иногда с мелкой подналадкой его). Вследствие этого при организации работ на автоматах учитываются условия многостаночного обслуживания.
Полуавтоматы отличаются от автоматов тем, что при работе на них установку и закрепление заготовки, очередной пуск станка, освобождение и снятие изделия производит оператор.
Токарные прутковые автоматы предназначаются для эксплуатации их в массовом и крупносерийном производствах. Это объясняется тем, что устройство подобных автоматов предполагает применение довольно сложных инструментальных наладок, со значительными затратами подготовительного времени, рентабельность которых достигается только в условиях обработки больших партий деталей.
Автоматы и полуавтоматы токарной группы могут быть классифицированы по следующим признакам: по назначению, роду заготовок, расположению шпинделей, количеству шпинделей, режиму рабочих и холостых ходов.
По назначению различают автоматы и полуавтоматы универсальные, применяемые для выполнения разнообразных токарных и иногда других операций над различными деталями, и специализированные, предназначаемые для выполнения узкого круга операций над определенными деталями. Полуавтоматы служат для изготовления деталей только из штучных заготовок, главным образом, в патроне (патронные полуавтоматы), реже – в центрах. В прутковых автоматах пруток вводится в полый шпиндель и в дальнейшем автоматически подается и зажимается для каждой изготовляемой детали. В магазинных автоматах заготовки загружаются в магазин или бункер, откуда также автоматически подаются к зажимному приспособлению станка.
По расположению шпинделей автоматы и полуавтоматы бывают с горизонтальными и вертикальными шпинделями.
По количеству шпинделей различают одно- и многошпиндельные автоматы и полуавтоматы. Первые обрабатывают одновременно лишь одну деталь; вторые одновременно обрабатывают несколько деталей в количестве, равном числу шпинделей или числу шпинделей минус один.
Одношпиндельные автоматы имеют ряд разновидностей. Из них наиболее распространенными являются прутковые одношпиндельные автоматы, к которым относятся: фасонно-отрезные автоматы, автоматы продольного точения и токарно-револьверные автоматы.
Фасонно-отрезные автоматы предназначаются для изготовления коротких деталей малого диаметра простой формы (рис.23). Материал закрепляется во вращающемся шпинделе 1 с помощью цангового патрона. Станок имеет два-четыре суппорта 2, перемещающихся только в одном поперечном направлении и несущих фасонные и отрезные резцы. Для получения детали заданной длины станок снабжен подвижным упором 3, автоматически устанавливающимся по оси шпинделя после окончания цикла. Материал подается с помощью механизма подачи до соприкосновения с упором. Главным движением в этих станках является вращение шпинделя, движения подачи (S) – перемещения поперечных суппортов. Некоторые модели фасонно-отрезных автоматов имеют продольный суппорт, перемещающийся вдоль оси шпинделя, позволяющий производить сверление отверстий.

Рис.23. Схема работы фасонно-отрезного автомата
Автоматы продольного точения предназначены для изготовления длинных деталей малого диаметра из прутка или бунта в условиях массового производства. Эти автоматы используются на предприятиях точной индустрии, например в часовой промышленности, приборостроении и т.п. Высокие требования к точности и чистоте поверхности деталей обусловили ряд конструктивных особенностей этих автоматов. На рис.24 дана схема работы автомата. Заготовка закрепляется во вращающемся шпинделе 1 при помощи цангового патрона. Шпиндельная бабка 2 перемещается по направляющим станины, сообщая заготовке движение подачи (S1) относительно неподвижного резца 8, закрепленного в суппорте 9. Суппорт сообщает резцу установочные перемещения при переходе на обработку ступени другого диаметра и движение поперечной подачи (S2) при отрезке и фасонном обтачивании. Станок имеет два-три вертикальных суппорта и суппорт балансирного типа 4, несущий два резца и совершающий качательное движение вокруг оси 5, закрепленной в кронштейне 3. Для увеличения жесткости системы заготовка (пруток) перемещается в люнетной втулке 6. Сверление, зенкерование, развертывание, нарезание резьбы могут производиться при помощи специальных приспособлений 7, устанавливаемых напротив обрабатываемого прутка. Шпиндели этих приспособлений часто имеют независимый привод для вращательного и поступательного движений.

Рис.24. Схема работы автомата фасонно-продольного точения
Токарно-револьверные автоматы представляют собой автоматизированные токарно-револьверные станки и предназначаются для изготовления деталей сложной формы. Большинство этих автоматов рассчитано на выполнение работ из прутка, но в некоторых моделях имеется возможность загрузки и штучных заготовок. Пруток (заготовка) крепится во вращающемся шпинделе. Автоматические перемещения, связанные с продольной подачей, включая и автоматические повороты для смены инструмента, совершает револьверная головка. Поперечная подача осуществляется двумя-тремя суппортами. Конструкция и принцип работы такого автомата изучаются при выполнении лабораторной работы.
Многошпиндельные автоматы производятся двух разновидностей: автоматы последовательного действия и автоматы параллельного действия.




 Характерной деталью в токарных автоматах и полуавтоматах является распределительный вал. На распределительном валу монтируются различной конструкции и формы (в зависимости от назначения) кулачки, которые через систему механических или других связей управляют всеми рабочими и вспомогательными движениями станков.
Характерной деталью в токарных автоматах и полуавтоматах является распределительный вал. На распределительном валу монтируются различной конструкции и формы (в зависимости от назначения) кулачки, которые через систему механических или других связей управляют всеми рабочими и вспомогательными движениями станков.
Ниже приводятся наиболее употребительные исполнения кулачков и указывается их назначение.
Барабанные кулачки предназначаются для управления рабочими и вспомогательными движениями станков. Барабанный кулачок представляет собой цилиндр, снабженный выфрезерованными фасонными канавками или накладными кулачками (рис.25, а и б).
Дисковые кулачки – применяются главным образом для приведения в движение рабочих органов автоматов и полуавтоматов – револьверных головок и суппортов (рис.25, в).
Диски с накладными торцевыми кулачками применяются исключительно для включения вспомогательных движений, например, движения и зажима прутка, поворотов револьверной головки и т.д. Диски имеют разделенную, чаще всего на сотые доли оборота, шкалу, которая необходима для установки кулачков в нужном месте (рис.25, г).

Рис.25. Типы кулачков токарных автоматов
Горизонтальные многошпиндельные прутковые автоматы предназначены для обработки деталей из калиброванных прутков круглого, квадратного и шестигранного профилей, а также из труб в условиях крупносерийного и массового производств разных отраслей машиностроения.
К основным технологическим операциям, выполняемым на станке, следует отнести: обтачивание, сверление, развертывание, нарезание резьбы, отрезку, накатывание резьб и фасонное обтачивание. Все необходимые движения в станке осуществляются автоматически с помощью кулачков, расположенных на распределительном валу. За один его оборот осуществляется полный комплекс движений механизмов автомата, необходимых для изготовления одной обрабатываемой детали. Этот комплекс определяет цикл обработки, а время, за которое совершается один оборот распределительного вала, – время цикла.
Схема работы многошпиндельного горизонтального пруткового автомата приведена на рис.26. Шпиндели 6 расположены по окружности в шпиндельном блоке 1. С торца шпиндельного блока расположены поперечные суппорты 2, а на центральной гильзе 4 может перемещаться продольный суппорт 5. Шпиндели автомата получают вращение от центрального вала 3 через зубчатые колеса 7 и 8. После отрезки готовой детали шпиндельный блок поворачивается на угол, соответствующий количеству шпинделей.
Прутковый материал через направляющие трубы вводят в отверстия шпинделей и закрепляют в цанговых патронах автомата. Обработка каждой детали осуществляется последовательно на каждой позиций. В обработке одновременно находятся все заготовки. Отрезку готовой детали производят на последней позиции. Каждую позицию обслуживают поперечные суппорты. Продольный суппорт 5 может обслуживать все позиции. На нем могут быть установлены скользящие державки с независимым от продольного суппорта и друг от друга приводом продольной подачи. Кроме того, на нем могут быть размещены инструментальные шпиндели для сверлильного инструмента с независимой от рабочих шпинделей скоростью вращения. Регулирование величины рабочих ходов как продольного, так и поперечных суппортов осуществляют бесступенчато.

Рис.26. Схема работы многошпиндельного горизонтального автомата
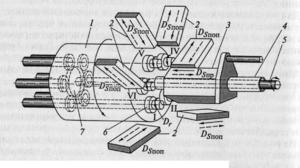
Рассмотрим компоновку горизонтального автомата (рис.27). На станине 23 размещены шпиндельный блок 21 и коробка передач 13. В шпиндельном блоке смонтированы шпиндельный барабан 7, механизмы поворота, фиксации и подъема, механизм зажима и подачи прутка, приводы нижних и средних суппортов, упоров суппортов и упора 9 подачи материала. На корпусе шпиндельного блока расположены четыре поперечных суппорта: отрезной 20, нижний передний 19, нижний задний и задний средний. В коробке скоростей 13 расположены привод главного движения, приводы рабочего, быстрого и наладочного вращения распределительного вала, устройства для нарезания резьбы, развертывания, а также для смазки автомата. Два верхних поперечных суппорта 8 расположены на траверсе 2. Внутри станины находятся главный электродвигатель 16, насос 24 охлаждения, резервуар для масла и охлаждающей жидкости. Внутри траверсы 2 расположены распределительный вал, командоаппарат, наладочный электродвигатель 12, лубрикатор 10. Слева от станка имеется стойка с направляющими трубами 1, ящик 26 для стружки и шнековый транспортер 25, справа – шкаф 14 с электроаппаратурой. Для обеспечения подачи державок с инструментом используют продольный суппорт 18 и рычаги 11 независимой подачи. В шпиндельном блоке также находятся механизм 4 регулировки длины подачи прутка и индикатор 6 контроля подъема барабана. Кнопкой 22 осуществляют толчковое вращение шпинделей при наладке. Счетчик 15 показывает число обработанных деталей. Рукояткой 5 вручную зажимают пруток. Автомат имеет два пульта управления: передний 17 и задний (на рисунке не показан).
Многошпиндельные токарные полуавтоматы изготавливают в горизонтальном и вертикальном исполнениях. Их создают на базе аналогичных моделей многошпиндельных автоматов. Основное отличие многошпиндельных горизонтальных полуавтомотов от многошпиндельных автоматов заключается в том, что на них обрабатывают штучные заготовки в патронах, загрузку заготовок производят вручную или с помощью загрузочного устройства. Кроме этого многошпиндельные полуавтоматы имеют гидропривод, служащий для зажима заготовок в патронах. В шести- и восьмишпиндельных полуавтоматах установлено только пять поперечных суппортов, отсутствуют суппорты на загрузочных позициях. В загрузочных позициях установлены устройства для включения и выключения вращения шпинделя и зажима заготовки в патроне. У многошпиндельных горизонтальных полуавтоматов отсутствуют механизмы подачи и зажима прутка.

Рис.27. Горизонтальный многошпиндельный автомат
Вертикальные многошпиндельные полуавтоматы служат для обработки в патронах, реже в центрах, деталей сравнительно больших размеров в условиях массового производства. По принципу своей работы вертикальные многошпиндельные полуавтоматы могут быть последовательного и параллельного действия.
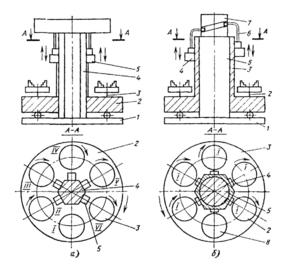
На рис.28, а показана схема шестишпиндельных полуавтоматов последовательного действия. На основании 1 установлена колонна 4, вокруг которой периодически поворачивается стол 2 с шестью шпинделями 3. Пять суппортов 5 с режущими инструментами обслуживают одновременно пять шпинделей. В загрузочной позиции I снимают готовую деталь и устанавливают новую заготовку. После поворота стола на 1/6 оборота шпиндели получают вращение, а на позиции I снова снимают готовую деталь и устанавливают новую заготовку и т.д. Время одного цикла работы таких полуавтоматов складывается из времени обработки наиболее трудоемкой позиции и времени, необходимого для выполнения холостых ходов (поворот, фиксация стола, детали и установка новой заготовки).
На рис.28, б показана принципиальная схема шестишпиндельных полуавтоматов параллельного действия. Эти полуавтоматы представляют собой как бы блок нескольких одношпиндельных полуавтоматов. На основании 1 установлена неподвижная вертикальная колонна 5, вокруг которой непрерывно вращается стол, несущий шпиндели 2, и шестигранная гильза 3 с шестью суппортами 4, представляющая собой единое целое – карусель. При повороте гильзы 3 суппорты перемещаются по вертикальным направляющим от неподвижного барабана 7, с которым они связаны тягами 6. За один полный оборот карусели 3 на каждом шпинделе, проходящем загрузочную зону 8, заканчивается обработка детали, в этой зоне автоматически выключается вращение шпинделя, освобождается от зажима деталь, суппорт отходит в верхнее положение, снимают готовую деталь и устанавливают новую заготовку. Затем заготовка зажимается, шпиндель получает вращение, суппорт подводится к заготовке и начинает обработку.
По сравнению с полуавтоматами последовательного действия эти полуавтоматы имеют меньшие технологические возможности.

Рис.28. Принципиальные схемы вертикальных многошпиндельных автоматов

Автоматы токарно — револьверные одношпиндельные прутковые повышенной точности моделей 1И125П,1И140П,1И165П (в дальнейшей автоматы) предназначены для изготовления различных деталей типа тел вращения и наибольшей длиной 105 мм из калиброванного круглого прутка не ниже II квалитета точности диаметром:
— для автоматов модели 1И125П — 25 мм,
— для автоматов модели 1И140П — 40 мм,
— для автоматов модели 1Й265П — 65 мм.
На автоматах поставляемых по спецзаказу, могут обрабатываться прутки многогранного сечения не ниже II квалитега точности и штучные заготовки с применением загрузочных автоматических устройств.
При соответствующих режимах резания на автоматах возможна обработка различных материалов: от цветных металлов до нержавеющих сталей.
Шероховатость обработанных поверхностей при обточке и расточке на 1,6 мкм по ГОСТ 89-9.
Класс Точности автоматов — 13 по ГОСТ 8-82.
Автоматы предназначены для работы в условиях массового к крупносерийного производства в различных отраслях промышленности. При пользовании метода групповой обработки деталей, автоматы могут эффективно использоваться в серийном и мелкосерийном производстве.
Автомат в основном исполнении поставляется:
— с револьверной головкой на 8 позиций (поворот через позицию не осуществляется);
— с охлаждением маслом индустриальным;
— двумя поперечными суппортами;
— вертикальным суппортом ;
Кинематическая схема

Кинематика автоматов имеет две основные цепи: привод вращения шпинделя и привод подачи и вспомогательных перемещений.
Привод вращения шпинделя осуществляется от асинхронного электродвигателя, вращающего через клиновые ремни и сменные шкивы входной вал коробки АКП-209
Привод главного движения позволяет получить в одном цикле шесть левых и три правых скорости шпинделя и "перевернутый’’ диапазон (реверсирование) левых и правых оборотов. Переключение скоростей осуществляется’ электромагнитными муфтами.
Вращение на шпиндель от входного вала коробки передач передается через шкивы поликлиновым ременем, возможна передача клиновыми ремнями .
Командоапарат позволяет получить в одном цикле 8 скоростей, среди которых могут быть задействованы в любых комбинациях
— нулевая скорость (шпиндель при этом освобожден).
Для фиксирования шпинделя, необходимого, например, при
поперечном сверлении,- используется "Устройство для ориентирования
шпинделя" (поставляемый за отдельную плату)
Привод вспомогательного вала Вспомогательный вал получает вращение от асинхронного электродвигателя 4А80В6УЗ (1,1 кВт; 920 мин-1) через цепную передачу с передаточным числом 2,3 и зубчатую передачу с передаточным числом 3,5.
Основание
Основание представляет собой корпус коробчатого типа с шестью отверстиями на нижней плоскости, для фундаментных и отжимных болтов.
На верхней плоскости основания устанавливается и крепиться гайками станина.
На левой стенке основания размещен флангевый электо-двигатель привода шпинделя со шкивами и ременной передачей и плита с электроприводом вспомогательного зала. В левом переднем отсеке располагается смазочная система дозированной подачи масла.
правый отсек служит резервуаром для охлаждающей жидкое ти. Сверху отсека закрепляется поддон с окном, через которое охлаждающая жидкость поступает в отстойник и возвращается в резервуар. Для очистки отработавшей СОЖ в корпусе установлены три магнитных уловителя, которые периодически должны очищаться. При замене СОЖ слив из резервуара осуществляется через сливные отверстия, расположенные в дне отсека. Очистка резервуара от грязи производится через окна, закрытые крыжками. Б занижении правого заднего угла основания установлен насос системы охлаждения.
На задней стенке основания расположен указатель уровня охлаждающей жидкости.
Станина, вспомогательный и распределительный валы
Станина представляет собой L — образную отливку коробчатого сечения. Узел установлен на верхнем платике основания автомата на шпильках и закреплен гайками.
Сверху на станине устанавливаются шпиндельная бабка, поперечные и револьверный суппорты. Слева на станине устанавливается командоаппарат, справа — коробка подач.
В станине не подшипниках качения установлены: вспомогательный вал, промежуточный вал, вал барабанов, продольный к поперечны: червячные валы, соединенные между собой конической зубчатой передачей ( i = 1:1); поперечный и продольный распределительные валы.
Вспомогательный вал установлен на задней стороне станины. Он приводится от отдельного электродвигателя через цепную передачу с передаточным числом 2,3 и зубчатую передачу (i=26:90).
На вспомогательном валу расположены: быстродействующая муфта с шестерней привода зала барабанов, быстродействующая муфта с щестерней привода поворота револьверной головки, шестерня привода коробки подач, подпружиненная самовыключающаяся рукоятка вращения вспомогательного вала вручную. На промежуточном валу размещены: промежуточная шестерня, кулачок с одним вырезок для отвода р/чага муфты вспомогательного вала, кулачок отвода качающегося упора. На валу барабанов имеется барабан подачи прутка, кулачок остановки автомата с открытой цангой при окончании прутка, соединительная муфта, ведомая шестерня, барабан зажима прутка.

Поперечный распределительный, вал имеет: кулачок подачи револьверного суппорта, червячную шестерню привода вала, кулачок перемещения блока двух кулачков К12 (си.рис.6.2 к табл.6.3.), кулачок привода лозите.тя, кулачок устройства для многократного отводе револьверного суппорта без поворота головки.
Продольный распределительный вал имеет: ригельннй барабан переключения конечных выключателей командоаппарата, червячную шестерню привода вала, блок кулачков подачи поперечных и вертикальных суппортов.
На кулачках привода суппорта при переходе ролика с кривой подъема на кривую спада изменяется направление момента силы на кулачке. При повышенных зазорах в червячных передачах это обстоятельство вызывает неустойчивую работу суппортов. Для возможности уменьшения зазоров, червяки выполнены с переменной толщиной витка.
Коробка подач

Детали коробки подач собраны е литом корпусе, который прифлангован к правом торцу станины.
Привод коробки подач производится от шестерни вспомогательного вала. Выходная шестерня коробки подач связана с шестерней продольного червячного вала в станине автомата.
На свободных концах валов коробки подач установлены 3 пары сменных шестерен. Набор сменных шестерен состоит из 28 шт.
Смазка узла осуществляется от централизованной системы.
Смазка втулок сменных шестерен — через пресс-масленки.
Револьверный суппорт

Револьверный суппорт скомпанован в литом корпусе, установленном на стальной призматической направляющей. В направляющей зазор регулируется клиньями (2шт.). В переднем отверстии корпуса, располагается револьверная головка, базирующаяся на зубчатые венцы с торцевыми зубьями.
Подвижный венец жестко закреплен на торце револьверной головки, неподвижный венец — на корпусе револьверного суппорта. С целью повышения жесткости и тонкости установки револьверной головке, в процессе фиксации производится натяжка головки, путем приложения осевого усилия, прижимающего подвижный венец к неподвижному. Это осевое усилие около 7000Н создается блоком тарельчатых пружин.
Шпиндельная бабка

Шпиндельная бабка предназначена для базирования, зажима и вращения обрабатываемого прутка. Шпиндельная бабка установлена на станине на шпильках и крепится гайками.
В качестве передней опоры шпинделя используются: подшипник шариковый радиально-упорный сдвоенный класса 2 по ГОСТ . Сдвоенный подлинник воспринимает осевые нагрузки, он расположен со стороны торца шпинделя.
В качестве задней опоры шпинделя используется два подшипника .шариковых .радиально-упорных однорядных класса 4.
Командоаппарат

Командоаппарат установлен с левой стороны станины автомата. Электрооборудование командоаппарата построено по контактной схеме.
На кронштейне установлены два конечных выключателя. Команды выдаются при нажатии ригелей распредвала на конечные выключатели поочередно. Выдача команд сигнализируется зажиганием светодиодов на наладочном пульте и дублируется блоком индикации команд. Команды выдаются только при поочередном нажатии конечных выключателей. Последовательное многократное нажатие на один и тот же конечный выключатель не реализуется в новую команду. В наладочном и аварийном режиме команды подаются ручным воздействием на конечные выключатели.
Передаваемые устройством команды преобразуются в любой предварительно заданный режим работы станка с соответствующим включением оборотов главного привода, ускоренного хода распредвалов,привода дополнительных устройств. Для этого на наладочном пульте имеются восемь вертикальных рядов переключателей режимов работы.


Отправить ответ