
Требования к подготовке кромок под сварку
Содержание:
- 1 Особенности подготовительного этапа перед сваркой
- 2 Правка и резка металлического полотна
- 3 Зачистка деталей
- 4 Проработка кромок перед сварными работами
- 5 Гибка металла
- 6 Сборка изделия
- 7 Термообработка металла
- 8 Подготовка кромок под сварку
- 9 Правка металла – особенности процесса
- 10 Особенности разметки заготовок
- 11 Резка металла
- 12 Этапы подготовки кромок
- 13 Сборка изделий под сварку
Чтобы получить крепкий шов, соответствующий нормативам ГОСТов, нужна соответствующая подготовка металла под сварку. Так как именно от степени проработки металла зависит качество изготовляемого изделия, то подготовительный этап можно назвать важной составляющей сварных работ.
Особенности подготовительного этапа перед сваркой
Металл находится в постоянном взаимодействии с воздухом, что приводит к его окислению, образованию ржавчины. На листах железа образуются загрязнения, кроме того, сам край листа может быть недостаточно ровным. Все эти нюансы влияют на образование дефектов при сварных работах. Поэтому особое внимание нужно уделять правильной подготовке сырья.
Подготовительно-сварочные работы подразумевают правку, зачистку, наметку, разметку, резку, подогрев, холодную или горячую гибку и обработку кромок. Каждая из перечисленных процедур способствует улучшению соединения и условий свариваемости. При этом в отдельно взятом случае может понадобиться разный набор процедур, но все они в целом относятся к этапу подготовки металла и регулируются согласно ГОСТ 5264-80.
Правка и резка металлического полотна
Первый этап подготовки металла – это правка. Производить ее можно двумя способами:
- автоматический – с использованием листоправных вальцов. Способ подходит для правки угловой стали;
- ручной – с помощью винтового пресса либо кувалды. Вручную можно править швеллеры или двутавры.
После того, как завершен этап правки, можно приступать к разметке и наметке. Эти действия нужны для того, чтобы определить контуры среза и форму изготовляемой детали. Для нанесения разметки используют мел или металлические абразивы.
Процесс резки в зависимости от поставленных целей может быть выполнен как в автоматическом, так и в ручном режиме с применением различных средств:
- механическая резка, в основном, применяется для прямого реза и реже для придания изделию изогнутых форм. Производить ее можно с помощью гильотины или ножниц по металлу. Если нужно сделать изогнутые резы, то применяют роликовые ножницы с дисковыми ножами;
- к автоматическим методам можно отнести резку с помощью сварки или болгарки. Болгарку удобнее использовать для резки тонких листов, а сварка хорошо подойдет для особо прочных и толстых листов.
Зачистка деталей
Особое внимание при подготовке металла необходимо уделять этапу зачистки. Зачистка производиться по краю металлического листа. Приступают к ней после того, как изделию придали необходимую форму.
Зачистка производится как на основном, так и на присадочном материале. Рабочую поверхность необходимо обезжирить, удалить с нее лишнюю влагу и всевозможные неметаллические предметы, окалины, отчистить от ржавчины и прочих загрязнений. При этом особенное внимание нужно уделить зачистке кромок свариваемых деталей, по которым будет свариваться изделие. Обрабатывать кромки нужно с обеих сторон на расстояние 20 см от края детали. Тщательно прорабатываются торцы, скосы и притупления.
ВАЖНО! «Подготовку кромок нужно производить до сварных работ. Если детали собраны в узел, разработка кромок не принесет пользы».
Существуют следующие типы зачистки:
- вручную с использованием металлических щеток, напильников, наждачной бумаги и химической обработки;
- в полуавтоматическом режиме, с применением шлифовальной машины.

Производить зачистку необходимо с особой тщательностью, так как любое мелкое загрязнение может привести к образованию пор и трещин, появлению напряжения в металле, а качество соединений потеряет надежность.
Проработка кромок перед сварными работами
Подготовительно-сварочные работы не обходятся без грамотной разделки кромок под сварку. Чтобы шов получился максимально надежным и аккуратным, после зачистки кромке детали необходимо придать правильную геометрическую форму. Разделка кромок под сварку подразумевает следующие виды обработки:
- Зазор. От того насколько тщательно он сделан зависит провар деталей на стыке.
- Притупление. Выполнение сборки под сварку предусматривает притупление кромки детали. В особенности важно проводить притупление при сваривании закладных деталей. Дело в том, что если сваривать острые кромки, то это приведет к созданию неустойчивых конструкций: детали нередко съезжают, образуются прожоги, происходит деформация швов, создается дополнительное напряжение и соединение в целом получается менее прочным. Главное правило, которое нужно соблюсти – величина притупления не может быть меньше 1 и больше 3 мм. Рассчитывается она исходя из толщины детали изделия.
- Длина скоса. Скосы помогают сгладить переходы между деталями разной толщины. Если длинна скоса подобрана не правильно, в готовой конструкции может возникнуть напряжение. В зависимости от формы разделки существуют кромки с прямолинейным односторонним, с криволинейным, с прямолинейным двусторонним, с прямолинейным двусторонним симметричным, с комбинированным прямолинейным двусторонним или с комбинированным (криволинейным и прямолинейным) скосами.
- Угол разделки. Угол кромки разделывают в том случае, если толщина металлического полотна более 3 мм. Пренебрежение разделкой углов приведет к непровару или перегреву (пережогу) металлических деталей.
ВАЖНО! «Разделку кромок под углом делают только если для сварки используют листы толщиной больше 3 мм. Если толщина листа составляет более 20 мм, необходимо использовать разделку кромок с двух сторон».
Существуют разные способы подготовки кромок под сварку. К примеру, с применением фрезерных, продольнострогательных и кромкострогательных станков или с использованием газокислородного пламени. Небольшие по объему работы можно произвести пневматическим зубилом. Получить скос кромок под сварку можно с помощью токарного станка (помогает подготовить кромку с торца трубы). Если необходимо обработать цветные металлы или нержавеющую сталь используют плазменную резку.
Если нет возможности произвести описанные выше работы с кромками, то при изготовлении шва нужно увеличить силу сварочного тока. Сварка при этом производится послойно с маленьким сечением. Это позволит получить более качественную структуру, минимизировать деформацию и напряжение в металле.
Гибка металла
Гибка – это еще один важный этап подготовительных работ. Суть процесса в том, что подготовленные металлические сырцы пропускают через листогибочные агрегаты. Если гибка производится после того, как кромки были обработаны, можно прибегнуть к холодной гибке. При этом способе деталь сгибается под воздействием специального пресса. Однако у холодной гибки есть некоторые ограничения:
- строго определенный угол сгиба, превышение которого приведет к деформации и появлению трещин;
- толщина сгибаемого листа.
Для того, чтобы согнуть лист большой толщины прибегают к горячему методу гибки, так как при нагреве материал становится более мягким и податливым, а для его сгибания нужно меньше усилий.
ВАЖНО! «Если изделие предполагает наличие крупных отверстий, то их лучше делать уже после процедуры гибки»
Сборка изделия
Когда все описанные выше этапы выполнены, можно преступать к сборке изделия. Для того, чтобы сборочно-сварочные работы были произведены правильно нужно учесть ряд моментов:
- Сварщик должен иметь свободный доступ к рабочему месту.
- Отдельные детали изделия нужно хорошо закрепить, выдерживая заданную форму и размеры. При необходимости можно прибегнуть к точечному прихвату. Выполняется в том случае, если надежно зафиксировать деталь в нужном положении не представляется возможным. Прихватывают детали только в начале и в конце сварочного шва.
- Чтобы исключить возможные смещения и перекосы, любые перемещения в пространстве во время сварочных работ должны свестись к минимуму.
- Для того, чтобы получить изделие высокого качества, соответствующее установленным стандартам и ГОСТам необходимо на каждом этапе производить контроль сборки.
- Собранное изделие не должно затруднять последующую работу. Поэтому перед началом работ нужно продумать габариты и размещение готового изделия.
Термообработка металла
Если в производстве используются металлы с повышенной чувствительностью температурному режиму, то подготовка и сборка деталей под сварку обязательно должна включать этап прогрева металла. Кроме того, это своеобразная закалка, которая сделает сырец более устойчивым к деформации. Производят прогрев металла, чаще всего, с использованием газовой горелки.
Прогрев метала можно производить и после сваривания. На этом этапе он поможет снять напряжение металла, если оно возникло из-за повышенного содержания водорода. Нагрев позволяет выпарить лишний газ.
Выбор необходимых подготовительно-сварочных работ во многом определяется типами производимых изделий, а также используемым материалом. Однако, какой бы метод обработки и соединения не был выбран, производить его нужно в точном соответствии с установленными нормативами. Только в таком случае можно говорить о качестве швов и изделия в целом.
Main Menu
Подготовка кромок под сварку
Подготовка кромок металла под сварку делается с целью обеспечения полного провара металла по всей его толщине и получения: доброкачественного сварного соединения.
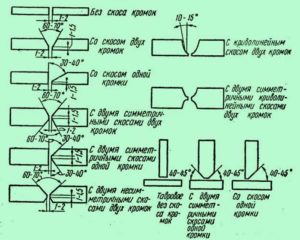
Различные виды подготовки кромок металла при сварке стыковых швов показаны на фиг. 49. Скос кромок делается для металла толщиной свыше 5 мм. Угол скоса 70—90° выбирают из расчета возможности свободного доступа к вершине шва и ее проварки.
Скос кромок можно производить различными способами. Самым грубым и малопроизводительным из них является срубание кромок ручным или пневматическим зубилом. При этом способе края кромок получаются неровные. Наиболее ровные и чистые кромки получаются при изготовлении их на специальных кромкострогальных или фрезерных станках. Применение кислородной резки, ручной или механизированной, для скоса кромок является самым экономичным. Шлаки и окалина, остающиеся после кислородной резки, должны быть удалены с помощью зубила и стальной щетки.
Следует уделять большое внимание чистоте кромок, так как загрязненная поверхность кромок металла приводит к плохому провару и образованию в сварном шве неметаллических включений. Поэтому перед сваркой кромки, а также соседние с каждой кромкой участки на ширину 20—30 мм должны очищаться до металлического блеска от окалины, ржавчины, масла, краски и других загрязнений. Очистка от окалины, краски и масла может осуществляться непосредственно пламенем сварочной горелки. При этом окалина отстает от металла, а масло и краска сгорают. После нагрева пламенем поверхность зачищается стальной щеткой.
При сборке деталей под сварку нужно следить за тем, чтобы кромки правильно располагались одна относительно другой, чтобы выдерживались установленные зазоры, не было перекосов и т. д.
Для того чтобы в процессе сварки установленные зазоры и положение деталей не изменялись, перед сваркой делают предварительную прихватку деталей, т. е. свариваемые детали соединяют друг с другом в нескольких местах короткими швами. Длину прихваток и расстояние между ними выбирают в зависимости от толщины свариваемого металла и длины шва. При сварке тонкого металла и коротких швах длина прихваток может быть не более 5 мм. При сварке толстого металла и значительных длинах швов длина прихватки может быть 20—30 мм при расстоянии между ними 300—500 мм. Прихватку следует производить на тех же режимах сварки, что и сварку самого шва, тщательно проваривая участок прихватки. В случае сварки деталей значительной толщины прихватка может заполнять разделку примерно на 2/3 ее глубины.
Порядок постановки прихваток имеет важное значение, особенно при сварке длинных швов.

Прежде, чем приступить к свариванию металлических изделий, необходимо их подготовить. Непосредственно подготовка металла под сварку состоит из нескольких этапов. Вначале металл подвергается правке, затем осуществляется разметка и резка изделия, его зачистка и подогрев. На заключительной стадии производятся гибка и обработка кромок. Эти процедуры необходимы для того, чтобы добиться качественного соединения элементов конструкции.
Стоит помнить: ржавчина, частички металла, прочие элементы, оставшиеся на поверхности, препятствуют качественной сварке.
Поэтому важна правильная подготовка деталей к сварке, которая позволяет улучшить свариваемость. Количество процедур, которые необходимо выполнить при подготовке деталей под сварку, может различаться в зависимости от конкретной ситуации – степени загрязненности, деформации заготовок, объема работ и прочее. При этом все этапы подготовки регулируются согласно ГОСТ 5264-80.
Правка металла – особенности процесса
Металлические заготовки при транспортировке или по иной причине могут деформироваться. В этом случае возникают сложности с их стыковкой в области сваривания, что приводит к снижению качества сварного шва.
Поэтому подготовительно выполняется правка изделия. В зависимости от размеров заготовок и сложности искривленных участков применяется холодная или горячая правка. Она выполняется вручную или специальными приспособлениями. Плиты из чугуна и стали вручную исправляют молотком или кувалдой. При необходимости создать большее давление применяется ручной пресс. Он представляет собой винтовой аппарат с двумя плитами, между которыми укладывают детали с деформированными участками, и выправляют их под высоким давлением.
Если вручную исправить деформацию невозможно, используются специальные приспособления – в частности, листоплавильные станки или прессы различных типов. Данные устройства работают на электродвигателях, вырабатывающих необходимую для работы мощность, для передачи которой используются редукторы. Таким образом удается увеличить давление на искривленные участки.
Особенности разметки заготовок
 Подготовка деталей под сварку включает в себя такой важный этап, как разметка заготовок. Необходимость его выполнения связана с несовпадением размеров профилей с параметрами деталей, которые будут использованы в конструкции. Поэтому профиль необходимо подрезать. А перед этим – разметить, задав необходимые размеры.
Подготовка деталей под сварку включает в себя такой важный этап, как разметка заготовок. Необходимость его выполнения связана с несовпадением размеров профилей с параметрами деталей, которые будут использованы в конструкции. Поэтому профиль необходимо подрезать. А перед этим – разметить, задав необходимые размеры.
Выделяют несколько способов разметки: ручная, оптическая, мерная резка. При ручной разметке используются простые инструменты для измерений – например, линейка или штангенциркуль. Если размечается небольшая партия однотипных заготовок, применяются изготовленные из алюминия или профилируемых листов шаблоны. Ручной способ отличается трудоемкостью и низкой скоростью выполнения работы.
При оптическом способе нанесения разметки применяются разметно-маркировочные машины. Их преимущество заключается в высокой скорости – до 10 метров в минуту. Чтобы разметить заготовку, необходимо запрограммировать аппарат под установленные параметры. Для нанесения разметки в данных устройствах используется пневматический крен.
Технология мерной резки не предполагает нанесение разметки на профили – в этом случае в специальные машины закладывается программа с указанием конфигурации и размеров заготовок. В результате аппарат сразу режет изделие под заданную форму.
Резка металла
Это один из важнейших этапов, который предполагает подготовку металла под сварку, поскольку иначе не получится добиться нужного размера заготовок. Выделяют механическую и термическую резку. При механической резке используются ручные и механические инструменты. Процесс термической резки представляет собой плавление металла по предварительно нанесенным отметкам. Этот тип работ также может быть ручным и автоматизированным. Для выполнении операции применяются кислородный резак, дуговая сварка, плазматрон. Также термическая резка осуществляется с применением станков, аппаратов, работающих в полу- или в автоматическом режиме.
Процесс термической резки представляет собой плавление металла по предварительно нанесенным отметкам. Этот тип работ также может быть ручным и автоматизированным. Для выполнении операции применяются кислородный резак, дуговая сварка, плазматрон. Также термическая резка осуществляется с применением станков, аппаратов, работающих в полу- или в автоматическом режиме.
Стоит отметить, что термическая резка – это универсальная технология, которая позволяет разрезать изделия в различных направлениях, как прямолинейно, так и криволинейно.
Этапы подготовки кромок
Зачистка изделия
Сварочные работы необходимо проводить на предварительно подготовленных поверхностях – очищенных от механических загрязнений, и химических пленок. Присутствие даже небольших частичек загрязнений может привести к растрескиванию конструкции, пористости, напряжению в металле. В результате сварное соединение утрачивает свои качественные  характеристики.
характеристики.
Не стоит забывать об оксидной пленке, которая образуется на поверхности металлов при их контакте с воздухом. Она является жаростойкой, препятствует качественной сварке. Удалить ее можно как болгаркой, так и вручную, щеткой из металла.
На производстве детали зачищаются пескоструйными и дробеструйными аппаратами. Также производится химическая чистка – путем погружения изделий на определенное время в ванну с химическими реагентами. Этот тип очистки в основном используется при подготовке деталей из цветных металлов, а черные, стальные заготовки зачищаются вручную.
Подготовка кромок под сварку
Кромки заготовок, особенно большой толщины, предварительно необходимо зачистить и придать им нужную геометрическую форму. Выделяют плоские, V-образные и Х-образные кромки. Плоские кромки используются при соединении тонких изделий, вторые два вида – при стыковке толстых заготовок.
Важно: кромки не обрабатываются, если толщина детали не более 3 мм.
 Подготовка кромок под сварку состоит из обработки ширины зазора, угла разделки, регулировки длины откоса. При подготовке кромок под сварку труб различной толщины их обработка особенно актуальна – в противном случае металл не провариться. Поэтому важно подобрать правильный скос, благодаря которому переход между деталями будет плавным. А это снимет напряжение нагрузки во время использования готового изделия.
Подготовка кромок под сварку состоит из обработки ширины зазора, угла разделки, регулировки длины откоса. При подготовке кромок под сварку труб различной толщины их обработка особенно актуальна – в противном случае металл не провариться. Поэтому важно подобрать правильный скос, благодаря которому переход между деталями будет плавным. А это снимет напряжение нагрузки во время использования готового изделия.
Для подрезки кромок при подготовке труб к сварке холодным способом используются станки или ручные инструменты. Термический способ предполагает использование горелок – ручных или автоматических.
Холодная подготовка металла к сварке считается более качественной. В этом случае в разы повышается точность сборки конечного изделия. А после термической обработки фаски зачастую нужно довести до правильных размеров и формы, особенно когда осуществляется подготовка труб под сварку.
Сборка изделий под сварку
 Сборка под сварку – это заключительный этап подготовки. В этом случае отдельные детали фиксируются, чтобы они после сварки остались в нужном положении. Зачастую недостаточно просто расположить их рядом или зафиксировать специальным устройством – необходимо выполнить точечную приварку двух деталей. Это обеспечивает надежность конструкции и сохраняет ее форму. Такую заготовку можно расположить так, чтобы было удобно сделать горизонтальный шов.
Сборка под сварку – это заключительный этап подготовки. В этом случае отдельные детали фиксируются, чтобы они после сварки остались в нужном положении. Зачастую недостаточно просто расположить их рядом или зафиксировать специальным устройством – необходимо выполнить точечную приварку двух деталей. Это обеспечивает надежность конструкции и сохраняет ее форму. Такую заготовку можно расположить так, чтобы было удобно сделать горизонтальный шов.
К сборке изделий предъявляются следующие требования:
Сборка осуществляется после того, как полностью завершена подготовка поверхности металла под сварку. К местам соединения деталей нужно обеспечить свободный доступ. Все заготовки должны быть надежно скреплены, чтобы избежать деформации при сварке.
Особенности подготовки труб к сварке
Подготовка труб к сварке требует ответственного отношения. Так, трубы, изготовленные из низколегированной и углеродистой стали обрабатываются только вручную холодным способом. Марка стали влияет на глубину снятия металла. При подготовке труб к сварке нужно обязательно проверять толщину стенок: по всей окружности торцов в месте соединения она должна быть одинаковой. А сами торцы – перпендикулярными.
После того, как изделия подготовлены, можно переходить к сварочным работам. Для этого может использоваться полуавтоматический инвертор. И подготовка к работе сварочного полуавтомата – не менее важный аспект работы. Необходимо выставить силу тока, скорость подачи сварочной проволоки, расход защитного газа.
Таким образом, подготовка металла под сварку – один из важнейших этапов работы. Времени она занимает много, однако при соблюдении всех правил гарантирует высокое качество конечного результата.
Подробнее с подготовкой металла можно ознакомиться на видео:


Отправить ответ