
Угловое сварное соединение это
Сварн о е соедин е ние, участок конструкции или изделия, на котором сваркой соединены между собой составляющие их элементы, выполненные из однородного или разнородных материалов.
Классификация С. с. и швов. По взаимному расположению соединяемых элементов различают стыковые, тавровые, нахлёсточные и угловые С. с. Каждое из них имеет специфические признаки в зависимости от выбранного способа сварки — дуговой (рис. 1), электрошлаковой (рис. 2), контактной (рис. 3) и др. Участок С. с., непосредственно связывающий свариваемые элементы, называются сварным швом. Швы всех типов различают: по технике наложения — выполненные «напроход», от середины к концам, обратноступенчатым способом; по положению в пространстве при сварке — вертикальные, горизонтальные, нижние, потолочные; по технике образования сечения — однослойные и многослойные и т. д. Основные виды С. с., конструктивные элементы кромок и швов, предельные отклонения и рациональные диапазоны толщин соединяемых элементов для швов всех типов регламентированы государственными стандартами и отраслевыми нормалями.
Характеристика С. с. Для С. с. свойственна совокупность зон, образующихся в материале соединённых сваркой элементов. Зоны отличаются от основных материалов и между собой по химическому составу, структуре, физическим и механическим свойствам, микро- и макронапряжённости. К С. с., выполненному сваркой плавлением, относят зоны (рис. 4, а) материала шва (сварной шов), сплавления, термического влияния, прилегающего основного материала, сохраняющего свои свойства и структуру. С. с., выполненное сваркой давлением, зон материала шва и сплавления не имеет и состоит (рис. 4, б) из зоны соединения, в которой образовались межатомные связи соединённых элементов, зоны механического влияния, зоны прилегающего основного материала. В сварном шве материал представляет собой сплав, образованный переплавленными основными материалами и дополнительными электродным и присадочным материалами или только переплавленными основными материалами. В зоне термического влияния основной материал не претерпевает расплавления, но на отдельных участках в результате воздействия нагрева и охлаждения по-разному изменяет свойства и структуру. В наиболее общем случае сварки плавлением низкоуглеродистой стали зона термического влияния С. с. состоит из участков, показанных на рис. 5. Участок перегрева I примыкает непосредственно к зоне сплавления. Материал на этом участке перегрева нагревается выше 1100 °С и приобретает крупнозернистую структуру, что обусловливает понижение его вязкости. На участке перекристаллизации (нормализации) II материал нагревается в интервале температур от 900 до 1100 °С, что вызывает значительное измельчение зерна и повышение вязкости. На участке частичной перекристаллизации III металл нагревается в интервале температур от 700 до 900 °С и характеризуется неравномерностью структуры или частичным измельчением зерна. На участке рекристаллизации IV при нагреве материала от 500 °С до температуры, соответствующей критической точке A1, наблюдается снижение прочности, в некоторых случаях — уменьшение пластичности. На участке старения V при нагреве от 100 до 500 °С материал не имеет видимых изменений структуры, но отличается от исходного основного материала пониженной вязкостью, наиболее резко выраженной в интервале 100—300 °С. Ширина зоны термического влияния при сварке стали зависит от способа сварки, технологического процесса, теплового режима сварки, теплофизических свойств основного металла.
Свойства С. с. Качество С. с. определяется их работоспособностью, сопротивляемостью хрупким и усталостным разрушениям. Работоспособность С. с. характеризуется комплексной совокупностью свойств чередующихся зон — прослоек, отличающихся от основного материала и между собой прочностными свойствами. Прослойки с более высокими прочностными свойствами условно называют твёрдыми, а смежные с ними прослойки с более низкими прочностными свойствами — мягкими. В зависимости от свойств основного материала, сварочных материалов, способа и режима сварки и термообработки, а также температурно-скоростных условий нагружения мягкими прослойками могут быть сварной шов, зона сплавления, разупрочнённый участок зоны термического влияния, промежуточные вставки других (разнородных с основным) материалов. Мягкие прослойки — локализаторы деформаций: при весьма малой относительной толщине они не снижают несущей способности С. с., при сравнительно большой толщине их свойства ограничивают несущую способность С. с. При расчёте, проектировании и изготовлении сварных конструкций учитывают степень влияния напряжённо-деформационного состояния на работоспособность С. с., точность их размеров и формы, а также на стабильность этих качеств при эксплуатации. При этом различают зону пластических деформаций, зону упругих деформаций, собственные остаточные напряжения (растягивающие и сжимающие). Эпюры, на которых показаны временные и остаточные продольные деформации и напряжения в стыковом соединении пластины из углеродистой стали, представлены на рис. 6.
Сопротивляемость С. с. хрупким и усталостным разрушениям зависит от свойств материала и наличия в них концентраторов напряжений и деформаций. Концентраторы бывают конструктивного происхождения (участок резкого изменения сечения С. с., например переход от шва к основному металлу в тавровом и нахлёсточном соединениях), технологического происхождения (неплавные переходы с входящими углами в месте усиления шва, непровары, несплавления и подрезы), физико-химического происхождения (поры, шлаковые включения, трещины в швах и зоне термического влияния).
Образованию С. с. сопутствует термопластический процесс деформирования основного материала, который наиболее ярко выражен для стальных сварных соединений. Этот процесс обусловливает появление хрупкости на некоторых участках зоны термического влияния. Наиболее хрупким становится металл вследствие старения, протекающего в процессе деформирования металла при температурах 150—300 °С. На этих участках С. с. имеют ограниченную сопротивляемость хрупким разрушениям.
Образование С. с. сопровождается уменьшением размеров соединяемых элементов в продольном и поперечном направлениях, т. е. продольной и поперечной усадкой, что учитывается при проектировании и изготовлении изделий.
Принципы расчёта С. с. В СССР применяют два метода расчёта С. с. на прочность при статическом нагружении: по предельному состоянию (в строительных конструкциях) и по допускаемым напряжениям (в машиностроении). Для С. с. из сталей различной прочности расчётные сопротивления на растяжение Rp cв , сжатие Rc cв , срез в стыковых швах Rcp cв , срез в угловых швах Ry св , а также допускаемые напряжения на растяжение и сжатие [ s св ] и срез [ t св ] установлены отраслевыми правилами и нормами проектирования конструкций. Расчёт на усталость С. с. машиностроительных металлоконструкций выполняется согласно общепринятым методам расчёта на усталость деталей машин. Влияние низких температур на работоспособность соединения может быть учтено при проектировании и изготовлении С. с. выбором основных и сварочных материалов, конструктивных и технологических решений, методов контроля качества материалов и т. п. В расчётах С. с. на прочность при статической нагрузке влияние концентраторов напряжений и температуры для обычных углеродистых и низколегированных сталей не учитывают. В расчётах С. с. на усталостную прочность влияние концентраторов и остаточных напряжений учитывают при установлении допускаемых напряжений. С. с. пролётных строений мостов и стальных конструкций промышленных сооружений рассчитывают на выносливость по предельному состоянию.
Лит.: Николаев Г. А., Сварные конструкции, 3 изд., М., 1962; Окерблом Н. О., Конструктивно-технологическое проектирование сварных конструкций, М. — Л., 1964; Николаев Г. А., Куркин С. А., Винокуров В. А., Расчет, проектирование и изготовление сварных конструкций, М., 1971; Труфяков В. И., Усталость сварных соединений, К., 1973.

Рис. 1. Виды сварных соединений и типы швов при дуговой сварке: а — стыковое; б — тавровое; в, г, д — нахлёсточные; е — угловое; 1 — стыковой шов; 2 — угловой шов таврового соединения; 3 — фланговый угловой шов нахлёсточного соединения; 4 — лобовой угловой шов нахлёсточного соединения; 5 — электро-заклёпочный шов нахлёсточного соединения; 6 — шов углового соединения.

Рис. 5. Схемы зоны термического влияния: I — участок перегрева; II — участок перекристаллизации (нормализации); III — участок частичной перекристаллизации; IV — участок рекристаллизации; V — участок старения; 1 — металл шва; 2 — зона сплавления.

Рис. 6. Временные и остаточные продольные деформации и напряжения в стыковом соединении пластины из углеродистой стали: а — пластина; б — эпюра временных деформаций при Eмакс. Eт; г — эпюра остаточных деформаций Eост; д — эпюра остаточных напряжений s т; 1 — зона пластических деформаций сжатия; 2 — зона упругих деформаций; 3 и 4 — растягивающие и сжимающие напряжения и деформаций.
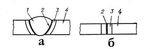
Рис. 4. Сварное соединение: 1 — сварной шов; 2 — зона сплавления (а) или соединения при сварке давлением (б); 3 — зона термического влияния; 4 — прилегающий основной материал.
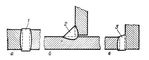
Рис. 2. Виды сварных соединений и типы швов при электрошлаковой сварке: а — стыковое; б — тавровое; в — угловое; 1 — стыковой шов; 2 — угловой шов; 3 — шов углового соединения.

Рис. 3. Виды сварных соединений и типы швов при контактной сварке: а — стыковое при сварке сопротивлением; б — стыковое при сварке плавлением; в — нахлёсточное, выполненное однорядным точечным швом; г — нахлёсточное, выполненное многорядным точечным швом; д — нахлёсточное, выполненное однорядным роликовым швом.
Основными видами сварных соединений являются стыковые, угловые, тавровые и внахлестку:
— стыковые (С) – детали соединяются встык по торцевым поверхностям (рис. 1а);
— угловые (У) – детали располагаются под углом и соединяются по кромкам снаружи угла (рис. 1б);
— тавровое (Т) – детали образуют форму буквы Т (рис.1в);
— внахлестку (Н) – детали частично перекрывают друг друга (рис. 1г).
Швы этих соединений обозначают буквой с индексом, соответствующим определенному характеру выполнения шва (табл. 3). Выполняются швы сварных соединений без скоса кромок, со скосом одной кромки, со скосом двух кромок и в стыковых соединениях с отбортовкой двух кромок.




Рисунок 1 – Основные типы сварных соединений:
а) стыковое; б) угловое; в) тавровое; г) внахлестку
3 Условные изображения и обозначения сварных швов
Для каждого способа сварки разработаны стандарты, в которых указаны конструктивные элементы швов, их условные изображения и обозначения.
По характеру выполнения швы могут быть точечными, прерывистыми, непрерывными, т.е. сплошными. Прерывистый шов выполняется либо цепным, либо в шахматном порядке.
Сплошные видимые швы сварных соединений изображаются сплошной основной линией (рис. 2а); а невидимые – штриховой (рис. 2б). При этом за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают ту, с которой производят сварку основного шва. За лицевую сторону двустороннего шва с симметрично подготовленными кромками может быть принята любая сторона.

Рисунок 2 – Условные изображения швов:
а) видимый; б) невидимый
Видимые одиночные сварные точки независимо от способа сварки условно изображают пересекающимися тонкими сплошными линиями длиной 5…10мм (рис. 2а). Невидимые одиночные точки не изображают на чертежах.
При наличии на чертеже нескольких одинаковых швов условные обозначения наносят у одного изображения, а от остальных — проводят линии-выноски с полками (рис. 3а, б).
Одинаковым швам присваивают один номер, который наносят на линии-выноске с полкой, на которой находится обозначение шва, и указывают число швов (рис. 3а).
У остальных швов наносят только номер шва соответственно над полкой или под полкой линии-выноски, в зависимости от видимости сварного шва (рис. 3б).

Рисунок 3 – Условные изображения при наличии на чертеже одинаковых швов:
а) у одного изображения; б) у одинаковых изображений; в) упрощенное или все швы на чертеже одинаковые.
Если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или обратной), порядковый номер им не присваивается, а швы без обозначения отмечают линиями-выносками, без полок (рис. 3в).
Линия-выноска для обозначения сварного шва наносится со стороны ведения сварки и предпочтительно на том изображении детали, где сварной шов вычерчен в натуральную величину.
На чертеже симметричного изделия допускается отмечать швы только на одной части изображения.
Условное обозначение шва наносят:
— на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис 3а);
— под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис. 3б). При этом предпочтительно линию-выноску проводить от изображения видимого шва.
Линия-выноска, проведенная от изображения шва или одиночной сварной точки, всегда заканчивается односторонней стрелкой (рис. 3). Если сварной шов невидимый, то односторонняя стрелка наносится сверху линии-выноски, если шов невидимый – снизу (рис. 3а, б).
Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз в технических требованиях или таблице швов (рис.4). В этом случае на изображении указывают только порядковый номер сварного шва.

Рисунок 4 – Таблица швов
Условное обозначение стандартных сварных соединений по ГОСТ 2.312-72 наносится по схеме, в соответствии с рисунком 5.

Рисунок 5 – Схема условного обозначения стандартных сварных швов.
В условное обозначение швов сварных соединений через знаки «дефис» входят:
1. Вспомогательные знаки шва по замкнутой линии и монтажного шва (см. табл. 2).
2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений (например, ГОСТ 5264-80; см. табл. 1).
3. Буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений (например С2, см. табл.3).
4. Условное обозначение способа сварки по стандарту на типы и конструктивные элементы швов сварных соединений (например, А, но можно и не указывать).
Таблица 2 — Вспомогательные знаки для обозначения сварки швов
Нанесение знака в обозначении шва на чертеже

Шов прерывистый или точечный с цепным расположением.
Угол наклона линии 60
Шов прерывистый или точечный с шахматным расположением
Шов по замкнутой линии. Диаметр знака – 3…5мм
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте его применения
Усиление шва снять
Наплывы и неровности шва обработать с плавным переходом к основному металлу

5. Знак катета сварного шва (равнобедренный прямоугольный треугольник) и размер катета (толщины) шва, согласно стандарту, на типы и конструктивные элементы швов сварных соединений (например, 5, табл. 3). Толщина шва должна находиться в пределах от 4мм до 1,2 толщины соединяемых элементов или равна. Знак выполняется сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
6. Для прерывистого шва – размер длины провариваемого участка, знак / или Z и размер шага (например, 5/40; 6 Z 70).
Для одиночной сварной точки – размер расчетного диаметра точки (например, 6).
Для шва контактной точечной электросварки или электрозаклепочного – размер расчетного диаметра точки или электрозаклепки; знак / или Z и размер шага (например, 5/60; 4 Z 80).
Для шва контактной роликовой электросварки – размер расчетной ширины шва (например, Кр-5).
Для прерывистого шва контактной роликовой электросварки – размер расчетной ширины шва, знак умножения «», размер длины провариваемого участка, знак / и размер шага (например, 5 10/60).
Таблица 3 – Буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений
Классификация сварных соединений и швов
Термины и определения основных понятий в области сварки устанавливает ГОСТ 2601-84 (в ред. 1992 г.). Термины, установленные стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе.
Сварное соединение — неразъемное соединение, выполненное сваркой. Сварное соединение (рис. 1.1) включает три образующиеся в результате сварки характерные зоны металла в изделии: зону сварного шва 1, зону сплавления 2, зону термического влияния 3, а также часть основного металла 4, прилегающую к зоне термического влияния.

Рис. 1.1. Сварное соединение
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Металл шва — сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом.
Основной металл — металл подвергающихся сварке соединяемых частей.
Зона сплавления — зона, где находятся частично оплавленные зерна металла на границе основного металла и металла шва. Эта зона нагрева ниже температуры плавления. Нерасплавленные зерна в этой зоне разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны и в эти прослойки имеют возможность проникать элементы, введенные в ванну с дополнительным металлом или сварочными материалами. Поэтому химический состав этой зоны отличен от химического состава основного металла.
Зона термического влияния — участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке, наплавке или резке.
Тип сварного соединения определяет взаимное расположение свариваемых элементов. Различают: стыковые, угловые, тавровые, нахлесточные и торцовые сварные соединения.
Стыковое соединение — сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности (рис. 1.2). Поверхности элементов могут быть несколько смещены при соединении листов разной толщины (см. рис. 1.2, б).

Рис. 1.2. Стыковые соединения
Угловое соединение — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев (рис. 1.3).

Рис. 1.3. Угловые соединения
Тавровое соединение — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис. 1.4).

Рис. 1.4. Тавровые соединения
Нахлесточное соединение — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга (рис. 1.5, а, б). Отсутствие опасности прожогов при сварке облегчает применение высокопроизводительных режимов сварки. Применение нахлесточных соединений облегчает сборку и сварку швов, выполняемых при монтаже конструкций (монтажных швов).
Торцовое соединение — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу (рис. 1.5, е).

Рис. 1.5. Нахлесточные (а, б) и торцовое соединения (в)
Сварные швы подразделяют по разным признакам: по типу шва, по протяженности, по способу выполнения, по пространственному положению и по форме разделки кромок.
По типу сварные швы делят на стыковые, угловые и прорезные.
Стыковой шов — сварной шов стыкового соединения. Угловой шов — сварной шов углового, нахлестанного или таврового соединений. Прорезной шов (рис. 1.6) получается в результате полного проплавления верхнего, а иногда и последующих листов, и частичного проплавления нижнего листа (детали). Частным случаем прорезного шва является точечный или пробочный шов (электрозаклепка — при дуговой сварке) (рис. 1.6, г). Прорезные швы при приварке толстого листа (рис. 1.6, д) могут выполняться по заранее выполненным отверстиям в верхнем листе (при точечном шве) или прорези (при непрерывном шве).
Различают следующие характеристики сварного шва: ширину, выпуклость, вогнутость и корень шва.

Рис. 1.6. Прорезные швы
Ширина шва е — расстояние между видимыми линиями сплавления сварного шва (см. рис. 1.2, а). Выпуклость шва g определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости (см. рис. 1.2, а; 1.4, а). Вогнутость шва T определяется расстоянием между плоскостью, проходящей через видимые линии границы шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости (см. рис. 1.2, в; 1.3, в). Вогнутость корня стыкового шва является дефектом обратной стороны одностороннего шва. Корень шва — часть сварного шва, наиболее удаленная от его лицевой поверхности (см. рис. 1.2, б; 1.4, а). По существу это обратная сторона шва, в которой различают ширину е1 и высоту g1 обратного валика (см. рис. 1.2, а).
Угловой шов имеет следующие размерные характеристики: катет, толщину, расчетную высоту. Катет углового шва к определяется кратчайшим расстоянием от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (см. рис. 1.3, в; 1.4, а). Катет задается в качестве параметра режима, который нужно выдерживать при сварке. Толщина углового шва а — наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла (см. рис. 1.4, а). Для оценки прочности сварного соединения используют расчетную высоту углового шва — р (см. рис. 1.4, а). Для угловых швов более благоприятна вогнутая форма поверхности шва с плавным переходом к основному металлу (см. рис. 1.3, в).
По протяженности сварные швы подразделяют на непрерывные и прерывистые. Стыковые сварные швы, как правило, выполняют непрерывными. Угловые швы могут быть непрерывными (рис. 1.7, а) и прерывистыми (рис. 1.7, б), с шахматным (рис. 1.7, в) и цепным (рис. 1.7, г) расположением отрезков шва. Угловые швы могут быть выполнены и точечными швами (рис. 1.7, б, д).

Рис. 1.7. Угловые швы тавровых соединений
По способу выполнения различают сварку: одностороннюю и двустороннюю, однослойную и многослойную. Одностороннюю сварку стыкового сварного соединения выполняют со сквозным проплавлением кромок на подкладке или без подкладки (на весу). Двустороннюю сварку выполняют с зачисткой (удалением) корня шва (механической обработкой) перед сваркой обратной стороны сварного соединения или без зачистки корня шва. При двусторонней сварке зачастую приходится кантовать изделие или вести сварку в трудном потолочном положении.
Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Под слоем сварного шва (I—IV на рис. 1.8) понимают часть металла сварного шва, которая состоит из одного или нескольких валиков (1-5 на рис. 1.8), располагающихся на одном уровне поперечного сечения шва. Валик — металл сварного шва, наплавленный за один проход. Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке.

Рис. 1.8. Многослойный шов
По пространственному положению с учетом требований международных стандартов различают следующие сварные швы: горизонтальные (на вертикальной плоскости), вертикальные, потолочные и швы, сваренные в нижнем положении (рис. 1.9, 1.10). На рисунках даны русские и в скобках международные обозначения. Схемы сварки, стыков труб с горизонтальной, вертикальной или наклоненной осью показаны на рис. 1.10.

Рис. 1.9. Положение шва при сварке стыковых (а) и тавровых (б) соединений листов:
HI — нижнее; Н2 — нижнее тавровых соединений; B1 — вертикальное (сварка низу вверх); B2 — вертикальное (сварка сверху вниз); Г — горизонтальное; П1 — потолочное; П2 — потолочное тавровых соединений

Рис. 1.10. Положение шва при сварке стыковых (а) и угловых (б) соединений труб:
HI — нижнее при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) с поворотом; Н2 — нижнее при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом; В1 — переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота "на подъем"; В2 — переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота "на спуск"; Г — горизонтальное при вертикальном расположении осей труб, свариваемых без поворота или с поворотом; Н45 — переменное при наклонном расположении осей труб (трубы), свариваемых (привариваемой) без поворота; П2 — потолочное при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом
Источник: Технология и оборудование сварки плавлением и термической резки: Учебник для вузов. А.И.Акулов, В.П. Алехин, С.И.Ермаков и др. М.: Машиностроение, 2003


Отправить ответ