
Угол заточки ручного рубанка по дереву
Содержание:
- 1 Условия работы ножа
- 2 Конструкция ножа
- 3 Заточка ножей для ручных рубанков
- 4 Заточка ножей электрорубанков
- 5 Разновидности ножей для электрорубанков
- 6 Когда нужна регулировка или замена ножей электрорубанка
- 7 Как правильно отрегулировать ножи
- 8 Алгоритм замены ножей на электрорубанке
- 9 Заточка ножей электрорубанка в домашних условиях
Купили не очень дорогой ручной рубанок, и естественно, быстро притупился нож. Как заточить нож в домашних условиях? Нужен ли специальный инструмент?

Методов заточки ножей рубанка довольно много.
Есть более дорогостоящие, к примеру специальный станок для заточки ножей рубанка и стамесок.
Станок малооборотный, но мощный, камни съёмные, правда стоимость такого станка гораздо выше стоимости самого рубанка.
Есть совсем "древние" приспособления, их использовали во времена Союза.
Кустарщина конечно, да и не стоят они возни с изготовлением.
Выглядят просто, это брусок по ширине ножа рубанка, сверху металлическая, или деревянная планка которая зажимается шурупами.
Нужный угол заточки ножа, "вылавливается" за счёт высоты бруска.
Приспособление рабочее, но качество заточки так себе.
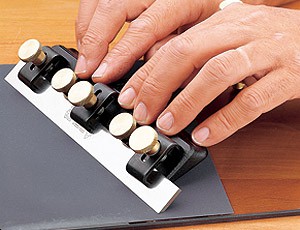
Советую приобрести вот такой, или подобный набор.

Как видите в нём есть всё необходимое, это жидкость для смазки, специальное приспособление на котором выставляется нужный угол (три варианта, 30-ь градусов, 35-ь и 25-ь).
И собственно сам брусок, брусок двухсторонний, с одной стороны мелкое зерно, с другой крупное.
Тем более Вы пишите о дорогом рубанке, к нему просто необходим такой набор, цена набора не большая, до 800-т рублей.
Работу по заточки надо начинать с крупного зерна, мелкое для финишной доводки.
Работать просто, зажимаем нож в приспособлении, выставляем нужный угол, далее смачиваем камень жидкостью из комплекта.
Теперь сама заточка, "протягиваем" нож на себя, без усилий, просто чуть прижимаем.
В общем-то всё, через минут двадцать, нож как только с магазина.

Затачивая в домашних условиях нож рубанка, соблюдайте меры безопасности. Для этого подготовьте деревянную колодку (рамку), в которой следует зафиксировать абразивный брусок.
После этого освободите из рубанка нож.
Заточите фаску ножа на крупнозернистом бруске, располагая нож под углом 10 градусов к стороне бруска, на которую направляется рабочее движение заточки. Соблюдайте 30-градусный угол фаски.
Сточите на оселке образованный заусенец.
Теперь следует править на оселке саму фаску. Эту операция чередуйте с повторными удалениями заусенцев.
Проверьте вид режущей кромки (лезвия) рубаночного ножа; кромка должна быть перпендикулярной его боковой грани и соответствовать красной линии на рисунке.


Для тех кто делает это впервые, заточка ножа рубанка может показаться несколько сложноватой. Точнее не само точение, а сохранение при этом правильного угла и геометрии режущей кромки. Кромка должна быть перпендикулярная краю ножа, и создавать с нею прямой угол.
Лучше сразу оценить степень затупления ножа и правильность угла. Если угол имеет правильный градус, а лезвие лишь слегка "замылено" то к электроточилу лучше не обращаться. Немного поправить нож можно и на бруске. Я на электроточиле вывожу только правильный угол (фаску) и то после пары-тройки правлений руками на бруске.
Камень электроточила, должен быть ровным, а его ребро чем толще тем лучше. Однако бытовые точила имеют обычно круги около 2-3 сантиметров, что заставляет двигать нож из стороны в сторону, что бы брать по всей плоскости. Точило обязательно должно быть оснащено подручником. Не включая точило приложите нож фаской к ребру камня. Камень должен вращаться на вас, а нож стоять против вращения. Меняйте угол и чувствуйте в каком положении ножа фаска начинает прижиматься то носком (режущей кромкой) то пяткой (это тем место где она переходит в ровное полотно железки)
Проверьте имеющийся угол по шаблону. Угол заточки может быть разным, от 25 до 45. Это зависит от твердости и свилеватости обрабатываемого дерева, от угла "завала" ножа рубанка относительно его подошвы. В среднем угол на рубанке общего применения делают около 35 градусов.

Если градус фаски (подвода) вашего ножа не требует корректировки, то выбирайте положение ножа на камне, когда и носок и пятка, опираются на камень Соответственно, если градус нужно сделать меньше, то больше прижимаем пятку, а если больше — носок. Поймав угол, включаем точило, и начинаем перемещать нож по камню. Сделайте несколько проходов и посмотрите в каком месте берет больше, в каком меньше. Откорректируйте нажим.
После того как фаска пройдена вся, проверьте прямой угол по угольнику. При необходимости выровняйте перпендикуляр, проточив "взлетевший" угол сильнее. В процессе точения постоянно охлаждайте нож.
Заточка на точиле окончена, когда фаска равномерно снята по всей своей плоскости, её угол соответствует, и на режущей кромке появился небольшой заусенец.
Этот заусенец лучше убирать на мелком ровном точильном камне. Некоторые правят на мелкой наждачке, но я не делаю этого. Наждачка все таки материал не жоский, и при точении о нее режущая кромка "заваливается" потому что нож идет как бы по волнам. Точильный камень имеет постоянную форму, и выгнать на нем острейшее жало железки намного легче. После правки, фаску желательно шлифануть.
Кто то скажет что заусенец убирать не нужно. Ни чего подобного! Да, на ноже или на топоре, заусенец на режущей кромке даже полезен, потому как улучшает "цепкость" режущей кромки и лучшему резанию. Однако между ножом рубанка и обычным ножом есть принципиальная разница в способах резки. Кухонный нож водится вдоль реза возвратно-поступательными движениями, рож рубанка просто поднимает слой дерева, и заусенец на нем просто подворачивается, делая нож тупее.

Рубанок – едва ли не самый популярный инструмент в арсенале домашнего мастера, занимающегося плотницкими работами. Именно поэтому, нужно знать всё о замене ножей рубанка их правильной заточки и эксплуатации. И как правильно выбрать ножи для рубанка, как ручного, так и электрического, обеспечить им максимальную стойкость – эти вопросы будут рассмотрены далее.
Условия работы ножа
Все ножи для ручных рубанков (у электрических есть некоторые нюансы, но об этом позже) работают в условиях значительных нагрузок на лезвие, что проявляется в повышенных напряжениях среза, которые испытывает металл.
Динамика работы ножа рубанка следующая. При возвратно-поступательном перемещении инструмента нож врезается в древесину на определённую глубину. Поскольку дерево не обладает сколько-нибудь заметной пластичностью, происходит скалывание определённого слоя с образованием стружки. Сама стружка также редко когда имеет большую протяжённость, и быстро раскалывается на более мелкие фрагменты. Происходит это в момент «наползания» срезанной от заготовки древесины на наклонную кромку лезвия. При дальнейшем движении рубанка возникает трещина в следующем слое и т. д.
Если не принимать во внимание индивидуальные особенности материала, обработка которого производится, то на стойкость ножа для рубанка влияет размер прохода – предельной длины сломавшегося фрагмента стружки. С уменьшением пролёта и снижением глубины строгания поверхность заготовки становится чище и ровнее, одновременно снижаются и срезающие нагрузки на лезвие.

Поскольку стружка при изгибе с выходом вверх ломается, то наибольшие напряжения вызываются в колодке рубанка. Поэтому её изготавливают из наиболее твёрдых древесных пород. Однако стойкость колодки, как правило, намного превышает стойкость ножа. Объясняется это:
- Более благоприятной геометрией колодки, где отсутствуют концентраторы напряжения;
- Ситуативным желанием плотника (особенно малоопытного) увеличить глубину врезания, вследствие чего толщина прохода увеличивается;
- Повышенным трением между контактными поверхностями лезвия ножа и стружкой, в результате чего температура на рабочей кромке ножа возрастает.
Указанные факторы приводят к быстрому затуплению лезвия. Поэтому важен правильный выбор геометрии ножа для рубанка, а также материала, из которого изготавливается инструмент.

Конструкция ножа
Нож ручного рубанка состоит из рабочей и опорной части. В конфигурации рабочей части ножа различают:
- Фаску, которая образуется на тыльной части лезвия. Она обеспечивает снижение усилия врезания ножа в древесину за счёт исключения трения тыльной части о материал заготовки.
- Передний угол, который в большинстве случаев совпадает с принятым наклоном ножа в корпусе рубанка.
- Задний угол самой фаски.
- Рабочий угол заострения, который равен разности значений угла фаски и угла наклона ножа в рубанке.
Для долговечности рассматриваемого инструмента наибольшее значение имеет передний угол: именно он определяет гладкость простроганной поверхности, условия удаления стружки из зоны обработки и нагрузку на лезвие.

При выборе оптимального значения для данного угла учитываются следующие факторы:
- Физико-механические свойства обрабатываемого материала. В частности, с повышением твёрдости угол необходимо увеличивать. Для обработки мягкой древесины (липа, осина, сосна, лиственница) рекомендуется устанавливать нож под углом 45±5°, для работ по более твёрдому дереву (граб, дуб, груша) — 60±5°, а при обработке ещё более твёрдых материалов – даже до 80°. Такие рекомендации связаны с абразивным действием, которое производит проход стружки при его подъёме из зоны строгания;
- Вид строгания. Практически каждый вид древесины требует определённого угла наклона рубанка к плоскости обрабатываемой заготовки. Например, сосна лучше всего строгается при наклоне инструмента на угол заточки ножей ручного рубанка 40…50 ° от оси доски. Менее мягкие сорта обрабатываются под углами заточки 25…30°. Этот приём обеспечивает лучшее качество строгания, но нож при этом сильнее нагревается, и, следовательно, быстрее затупиться;
- Материал и твёрдость ножа. Более всего для этих целей подходят быстрорежущие стали Р12 или даже Р18 (по этой причине некоторые домашние мастера для изготовления ножей рубанков используют части пильных дисков фрикционных пил, которые работают в схожих условиях). Менее стойкими будут ножи для рубанков, изготовленные из обычной инструментальной стали типа У7 или У8.
Заточка ножей для ручных рубанков
Рабочая кромка ножа представляет собой ребро, которое всё-таки имеет незначительный радиус закругления. Перед заточкой визуально проверяют целостность кромки: на ней не должно быть местных вырывов металла. При их наличии ножи для рубанка придётся укоротить.
Для максимального уменьшения радиуса закругления на кромке, заточку рекомендуется проводить в два этапа. Вначале производится первичная заточка: затупившийся нож со стороны фаски подносят к периферии точильного круга и сильно прижимают. Число оборотов точила не должно превышать 600…700 мин -1 , иначе съём металла окажется значительным. Важно и не переусердствовать с силой нажатия, поскольку на стали могут появиться сине-фиолетовые цвета побежалости – неприятный признак отпуска металла. Твёрдость ножа для рубанка при этом снизится, и придётся путём довольно сложной термообработки (отжиг+закалка+отпуск) восстанавливать прочностные характеристики материала.

При отсутствии точила поступают следующим образом. Заточка ножа для ручного рубанка производится крупнозернистым точильным бруском, который необходимо зафиксировать на рабочем верстаке (обе руки должны оставаться свободными). Заточку выполняют круговыми перемещениями фаски по поверхности бруска. При этом желательно периодически смачивать нож водой либо мыльным раствором. Это не только очищает затачиваемую поверхность от мельчайших частиц металла ножа, но и позволяет равномерно охлаждать инструмент.

Появление на лезвии тонкого заусенца по всей его длине – признак перехода ко второму этапу заточки. Здесь инструмент затачивается с использованием более мелкозернистого бруска, который снимет заусенец. Общепринятая градация брусков по их зернистости следующая:
- Высокая зернистость (30…180 мкм): бруски/точила из карбида кремния или корунда. Применяются для удаления крупных дефектов на ножах, изменения угла фаски и т. п.
- Средняя зернистость (7…20 мкм): бруски/точила из электрокорунда или диоксида хрома. Подходят для предварительной заточки.
- Малая зернистость (3…5 мкм). Материалы те же, инструмент используется для окончательной заточки ножей.
После окончания заточки лезвием ножа проводят по куску дерева твёрдых пород, который окончательно снимет фрагменты заусенца.
Заточка ножей электрорубанков
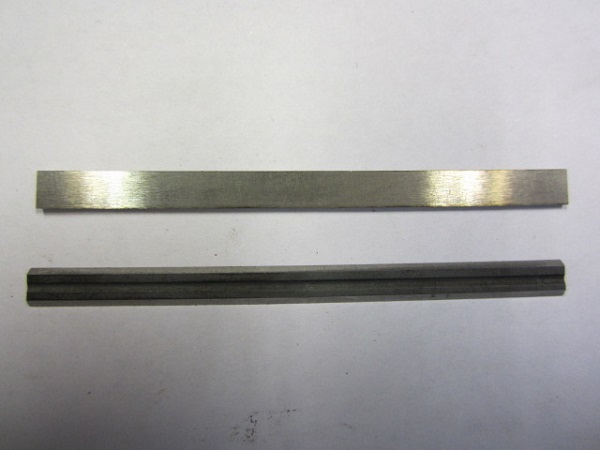
Основными особенностями ножей для рубанков приводного типа является их двухсторонность, а также работа исключительно вдоль волокон древесины. Если ножи выполнены из инструментальных сталей, то они поддаются заточке, в то время как твердосплавные ножи придётся заменять. При затуплении одной части ножа, его переворачивают на противоположную сторону и продолжают эксплуатировать.
Различают следующие исполнения ножей электрорубанков:
- Прямые – они используются для работ с узкими пазами изделиями;
- Закруглённые – подходят при строгании более широких поверхностей;
- Фигурные или волнообразные, которые применяются для образования фактурных поверхностей на изделии.
Ножи отличаются и своими размерами, в частности, длиной. У импортного инструмента стандартным считается размер 82 мм, такие ножи в практике именуются «пластинами». Впрочем, некоторые отечественные производители изготавливают ножи, совместимые с инструментами зарубежного производства. Электрорубанки повышенной мощности (предназначенные для работ с более прочной древесиной) комплектуются более толстыми ножами шириной 110 мм. Особенность таких ножей – наличие крепёжных отверстий.

Чем длиннее нож, тем легче его заточить. Как и в предыдущем случае, важно знать материал, из которого изготовлен нож. Процесс заточки ножей для электрорубанков заключается в следующем.
Вначале определяют текущее состояние режущей кромки. Если на фаске ножа отчётливо видна блестящая полоска, то такой инструмент нуждается в заточке. Её проводят под углом заточки в 30 ° , используя шлифовальный круг с направляющим кондуктором, предварительно смоченный водой. Шлифовку можно выполнять как возвратно-поступательными, так и круговыми перемещениями ножа. В первом варианте движения должны выполняться поперёк рабочей поверхности лезвия. Охлаждение в процессе шлифовки обязательно: ножи электрорубанков работают при гораздо более высоких скоростях, а потому крайне чувствительны к уменьшению твёрдости. Именно это и произойдёт, если шлифовку вести на обычном воздухе: сталь отпускается, и её твёрдость падает.

Следует отметить, что все модели электрорубанков комплектуются специальными держателями. Закрепив в таком держателе нож, можно сравнительно удобно затачивать его и на обычном шлифовальном бруске. В процессе заточки визуально контролируют состояние поверхности лезвия: рабочая кромка должна иметь зеркальную поверхность.
После окончания работ поверхность шлифовального круга или бруска следует тщательно очистить от жировых загрязнений.
Электрические рубанки – это неотъемлемый инструмент современных плотников, столяров, а также всех специалистов, занимающихся обработкой пиломатериалов. Их распространенность вызвана практической эффективностью и наличием у данного оборудования значительных преимуществ по сравнению с ручными аналогами. Чтобы полностью использовать потенциал устройства, ножи для электрорубанка необходимо предварительно регулировать перед обработкой древесины. Также лезвия должны быть острыми. Это позволит вместе с правильной настройкой их положения обрабатывать значительные объемы досок или брусьев без особых проблем и усилий со стороны пользователя.
Разновидности ножей для электрорубанков
Ножи на электрорубанке являются расходным материалом. С их помощью обеспечивается обработка деревянных поверхностей.
Часто ножи идут в комплекте с электроинструментом в количестве 2-х штук.
Ножи для электрорубанка классифицируются по следующим критериям:
- возможности повторного практического использования;
- форме лезвий;
- размерам ножевых полотен;
- стоимости.

Покупая электрический рубанок, кроме проверки его работоспособности и комплектации следует уделять внимание качеству установленных на барабане ножей, их заточке. Лезвия должны быть острыми, с ровной кромкой, не содержащей изгибов или выбоин. Проверять следует и запасные ножи. От правильного подбора режущих насадок зависит конечное качество обработки пиломатериалов.
Одноразовые ножи
Ножи, предназначенные для одноразового использования, делают из твердых сплавов на основе стали в виде острых с двух сторон пластин. Затачиванию такие режущие части не подлежат. После того, как используемая кромка полностью изнашивается, ножевое полотно переворачивают и устанавливают на барабане другой стороной. При этом инструментом продолжают работать. Если и вторая режущая кромка затупляется, то лезвие просто выбрасывают.
Одноразовые ножи предназначены только для выполнения работ, которые не требуют высокой точности и качества обработки заготовок. Но они удобны в практическом использовании: при установке их не надо точно настраивать и балансировать.

По форме одноразовые изделия бывают:
- прямыми;
- волнистыми;
- прямыми, но закругленными с концов.
У первой разновидности изделий прямая режущая часть. Такие расходные материалы удобно применять, чтобы выполнять обработку деталей, имеющих меньшую ширину, чем длина у установленного лезвия, выбирать четверти. Волнистые ножи используют при необходимости проведения грубой обработки пиломатериалов. С их помощью можно придавать деревянной поверхности различную текстуру, например, сымитировать «старение». Прямые режущие кромки, закругленные по краям, хороши тем, что не оставляют следов (борозд, ступенек) на поверхности обрабатываемой древесины. Это подходящий вариант при необходимости работы с широкими деревянными заготовками.
Одноразовые лезвия имеют больший срок службы, но могут достаточно легко сломаться при случайном столкновении с металлом (например, гвоздем, болтом). Являются оптимальным вариантом насадок при необходимости работы с заготовками из твердого дерева.

Многоразовые режущие насадки
Изделия, которые предназначены для многоразового использования, отличаются как своей формой, так и размерами от одноразовых режущих насадок. Их изготавливают, используя сталь высокого качества, что обеспечивает легкость и качественность обработки деревянных поверхностей.
С помощью многоразовых ножей можно добиться такой степени гладкости поверхности заготовки, что шлифование не потребуется. Они имеют маркировку HSS (полностью High-Speed Steel, что переводится как быстрорежущая сталь). Такие лезвия считаются профессиональными. Их установка сопровождается высокоточной балансировкой и регулировкой. Заточка также должна быть отличного качества. При этом инструментальную быстрорежущую сталь можно наточить так, чтобы она была очень острой.

Многоразовые режущие насадки покупать выгоднее, потому что есть возможность их многократного затачивания. Но обрабатывать древесину твердых пород (например, лиственницу или дуб) изделия из быстрорежущей стали не позволяют.
На рабочие барабаны большинства моделей электрических рубанков можно устанавливать как одноразовые, так и многоразовые режущие насадки. Но встречаются также устройства, которые возможно оснастить только лезвиями, не предназначенными для затачивания. По этой причине при покупке электрорубанка рекомендуется отдавать предпочтение универсальным электроинструментам.
Классификация по размерам
Ножи для электрорубанка могут быть стандартного или нестандартного размера. Изделия первого вида, называемые «пластинами», имеют длину 82 мм, ширину 5,5 мм, а толщину 1,2 мм. Такие режущие насадки подходят на большинство моделей электрических рубанков от иностранных фирм Макита, Skil, Бош, Black&Dekker.
Ножи прямые для электрорубанков Bosch, SKIL
Нестандартные режущие насадки с большей шириной и толщиной лезвий характерны для электрорубанков от фирм Байкал и Интерскол. Из-за своих параметров они прочнее и качественнее стандартных пластин. При попадании на металл такие ножи не ломаются. Их можно затачивать с помощью наждака. Ширина насадок составляет около 1 см. Длина может быть 82 мм, 102 мм, а у изделий фирмы Ребир она достигает 110 мм.

Ножи прямые для электрорубанка Rebir ИЭ-5709
Цена режущей насадки зависит от фирмы производителя. Также этим фактором часто определяется качество изделия. Если приобретать ножи известных компаний (например, Бош), то можно рассчитывать на долгий срок их службы.
Некоторые модели электрорубанков комплектуются режущими насадками необычной формы и конструкции. Чтобы не ошибиться с размерами, рекомендуется перед покупкой старое лезвие брать с собой для сравнения.
Когда нужна регулировка или замена ножей электрорубанка
Ножи на электрорубанке со временем изнашиваются. Их требуется снять и наточить либо вовсе заменить, а после обратно установить на барабан. Вновь поставленные режущие насадки требуется отрегулировать, чтобы обрабатывать пиломатериалы максимально качественно. В предварительной настройке нуждаются также лезвия нового электроинструмента перед началом использования.
Появление следующих признаков указывает на то, что регулировка необходима:
- изменение звука при обработке заготовок;
- вибрация инструмента во время работы;
- ухудшение качества строгания пиломатериалов (образование волн, сколов, бороздок, торчащих волокон и прочих дефектов);
- возрастание усилий, затрачиваемых на работу.
Изменение звука характерно не для всех моделей. Данный признак может свидетельствовать также о ряде других неполадок.

Если после выполнения регулировки ножевых полотен рассмотренные признаки не исчезнут, то понадобится производить более серьезный ремонт электроинструмента.
Настройка правильного положения режущих насадок выполняется по таким параметрам:
- высоте части лезвия, которая выступает над подошвой электроинструмента;
- размеру бокового выступа ножа, предназначенного для выборки четвертей.
С помощью правильной регулировки положения ножевых полотен на барабане достигается высокое конечное качество обработки пиломатериалов.
Как правильно отрегулировать ножи
Выполнить регулировку ножей на барабане самостоятельно не составляет особых проблем. Чтобы выставить положение лезвий инструмента перед работой, понадобится:
- шестигранный ключ, идущий в комплекте с рубанком;
- металлическая линейка или кусок стекла подходящего размера.

Настройку производят, выполняя все операции в такой последовательности.
- Переворачивают электрорубанок, располагая его вверх барабаном на столе либо верстаке.

- Если необходимо, то с помощью растворителя стирают с насадок смоляные наслоения.
- Выставляют положение передней части подошвы в положение, обеспечивающее минимальную глубину строгания.
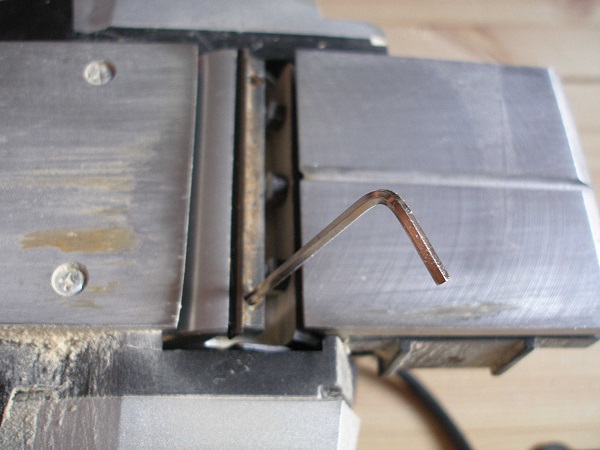
- Поворачивают любое лезвие, располагая его в прорези между плитами.
- На поверхность опорной плиты кладут линейку.

- Если режущая кромка не касается ее, то ножевую планку поднимают до нужного уровня, послабляя для этого (незначительно) крепежные болты с помощью шестигранника.
- После выставления затягивают крепеж.
- Процедуру повторяют со всеми насадками, устанавливая при этом зазоры одинаковых размеров, чтобы не допустить разбалансировки барабана и появления вибрации электроинструмента во время работы.
- Проворачивая барабан рукой, определяют легкость его вращения.
- Проверяют правильность проведения настройки на ненужной заготовке.
В рассмотренной последовательности проводят регулировку рабочего положения режущих кромок у моделей электрорубанков с одним, двумя или тремя ножами.
Следует учитывать, что рабочие части прямых по форме ножей должны выступать примерно на 0,5 мм, а закругленных – на 1 мм или больше.
Если регулировка проведена правильно, то режущие кромки на барабане должны стоять без перекосов параллельно к подошве электроинструмента. Ряд новых моделей содержит регулировочные винты, которые требуется просто подкручивать, чтобы установить ножевые пластины в нужном положении. Чтобы настроить инструмент, его обязательно нужно отключить от питающей сети, а в беспроводных моделях следует снять аккумулятор. Это позволит гарантировать, что электроинструмент самопроизвольно не включится.
Алгоритм замены ножей на электрорубанке
Чтобы снять ножи с электрорубанка и заменить их новыми (или правильно заточенными) понадобится набор гаечных ключей, а также, в некоторых случаях, отвертка. Собрать и разобрать электрорубанок полностью, чтобы поменять рабочие насадки, не потребуется. Замена выполняется в такой последовательности:
- проворачивают барабан, выставляя его в такое положение, чтобы получить доступ к болтам крепления ножей;
- ослабляют, но не полностью, эти болтовые фиксаторы;
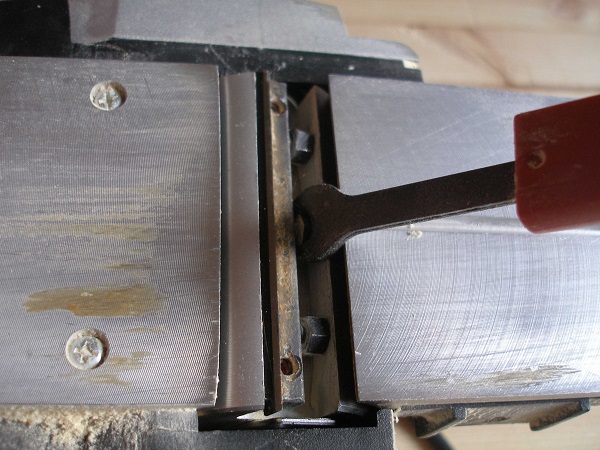
- вручную или с использованием плоской отвертки снимают рабочую насадку;
- с остальными лезвиями поступают аналогичным способом;
- ставят новые ножи в гнезда, фиксируя их болтами;
- выставляют их в правильном положении.
Основным моментом является необходимость поставить лезвия точно в гнезда и надежно зафиксировать их, чтобы они не выпали во время работы инструментом. Из-за того, что у разных моделей электрорубанков крепления рабочих насадок могут отличаться, то рекомендуется предварительно прочитать инструкцию по эксплуатации к используемому оборудованию.
В продаже можно встретить ножи, лезвия которых поворачиваются. Это очень удобно, потому что достаточно просто перевернуть затупившуюся кромку, заменив ее острой.
Когда на барабане электрического рубанка установлены две режущие насадки, менять нужно сразу обе. Это предотвратит возникновение дисбаланса, следствием которого является снижение качества обработки пиломатериалов и выход из строя электрического рубанка.
Заточка ножей электрорубанка в домашних условиях
При регулярном применении электрорубанка для обработки деревянных поверхностей (строгания, выборки четверти, снятия фаски), его режущие кромки затупляются. Если ножи предназначены для многоразового использования, то их можно самостоятельно наточить. Заточка осуществляется по такому же принципу, как и у ручных рубанков. Различия заключаются лишь в числе режущих кромок, которые требуется точить.
Использовать электроинструмент с затупленными лезвиями нельзя по таким причинам:
- возрастает нагрузка на электродвигатель, вследствие чего ускоряется его износ;
- значительно снижается качество обработки поверхности пиломатериалов.
Правильно наточить режущие кромки рабочих насадок помогут специалисты сервисных центров либо специальных мастерских. Если нет возможности обратиться к профессионалам, то можно всю работу проделать в домашних условиях. Чтобы заточить лезвия самостоятельно, можно использовать следующие приспособления:
- станок для заточки ножей;
- обычный точильный брусок (абразивный камень, оселок);

- наждак;
- напильник по металлу;
- шлифовального круга.
Также потребуется специальный зажим, чтобы держать затачиваемую деталь.
Затачивание лезвия с помощью абразивного камня выполняют так.
- Снимают рабочие насадки, которые требуется наточить, с барабана электрорубанка.
- Закрепляют ножи с помощью специальных винтов в зажиме таким образом, чтобы их режущие кромки лежали в одной плоскости.
- Зафиксированные лезвия с легким нажимом, плавно водят по поверхности абразива, следя за тем, чтобы они затачивались одновременно.
- Осматривают наточенные детали на наличие отклонений, повторяя весь процесс при их обнаружении.
- Проверяют остроту на любом куске доски.
- Устанавливают ножевые пластины на барабан, настраивая их положение.
Перед выполнением работы абразивный камень рекомендуется предварительно смочить водой. Следует учитывать, что крупнозернистый абразив предназначен для первичной обработки, а мелкозернистый – для доводки. Рекомендуется сохранить первоначальный угол заточки у лезвия (примерно 30 градусов).
Рассмотренный ручной способ хорошо подходит для правки заточки. Если кромки сильно затуплены либо имеют зазубрины, то точим их на станке. При этом следует внимательно следить за тем, чтобы не снять лишнего металла с лезвий.
Если применяется шлифовальный круг, снятую с барабана деталь водят по его поверхности поступательными движениями.
Своими руками все действия следует проводить осторожно, аккуратно обращаясь с лезвиями, чтобы избежать травмирования. Высокое качество выполнения затачивания появится с опытом и навыками.
Состояние ножей электрорубанка — их регулировку и остроту — следует проверить перед началом обработки пиломатериалов. От этого зависит не только качество строгания, но и личная безопасность. Все операции по замене, заточке, настройке рабочих насадок необходимо выполнять только с отключенным от сети электроинструментом. Для придания первоначальной остроты режущим кромкам достаточно воспользоваться обычным оселком.


Отправить ответ