
Условные обозначения швов для ручной дуговой сварки
Содержание:
Обозначение сварных соединений на чертежах
Общие сведения о сварке
В современном машиностроении широко применяют соединения деталей, выполненные с помощью сварки. Сварка успешно заменяет поковки, отливки, клепаные соединения, упрощая технологию изготовления деталей и узлов, снижает трудоемкость и стоимость изготовления изделия, а также уменьшает его вес.

В зависимости от процессов, происходящих при сварке, различают сварку плавлением и сварку давлением.
Сварка плавлением характеризуется тем, что поверхности кромок свариваемых деталей плавятся, взаимно перемешиваются и, остывая, образуют прочный сварной шов неразъемного соединения. К такой сварке относятся газовая и электродуговая сварки.
При газовой сварке горючий газ (например, ацетилен), сгорая в атмосферном кислороде, образует пламя, используемое для плавления. В зону плавления вводится присадочный пруток, в результате плавления которого образуется сварной шов (рис. 2, а).
Газовая сварка применяется для сварки, как металлов, так и пластмасс (полимеров).
При электродуговой сварке источником тепла является электрическая дуга, которая возникает между кромками свариваемых деталей и электродом. Дуговая сварка может осуществляться неплавящимися (угольными или вольфрамовыми) электродами (рис. 2, б), либо плавящимися (рис. 2, в) электродами.

В случае использования неплавящихся электродов в зону возникающей дуги вводится присадочный пруток, который плавится и образует сварной шов.
Дуговая сварка плавящимися электродами не требует введения присадочного металла — сварной шов образуется в результате плавления самого электрода.
Электродуговая сварка применяется только для сварки металлов и их сплавов.
Сварка давлением осуществляется при совместной пластической деформации предварительно нагретых поверхностей свариваемых деталей. Деформация происходит за счет воздействия внешней силы, прижимающей участки поверхности свариваемых деталей друг к другу.
Сварка давлением осуществляется, как правило, одним из видов контактной электросварки: точечной (рис. 3, а), шовной – роликовой (рис. 3, б) и др.

Помимо упомянутых способов в современном машиностроении применяются и другие способы сваривания деталей (электрошлаковая, в инертном газе, ультразвуковая, лазерная, индукционная и др.).
По способу осуществления механизации технологического процесса различают ручную, механизированную (полуавтоматическую) и автоматическую сварку.
Для пояснения способов сварки и параметров сварных соединений на чертежах стандарты ЕСКД устанавливают соответствующие условные обозначения.
Условные обозначения сварных швов
ГОСТ 2.312-72 устанавливает условные изображения и обозначения на чертежах швов сварных соединений.
В случае необходимости показать форму и размеры сварного шва (например, нестандартного шва) поперечное сечение шва выполняется в соответствии с рис. 4.
Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва сплошными тонкими линиями.
Штриховка свариваемых деталей выполняется в разные стороны. При необходимости на чертеже указываются размеры конструктивных элементов швов (рис. 4, а).

Сварные швы делятся на однопроходные и многопроходные в зависимости от числа проходов сварочной дуги. На изображении сечения многопроходного шва допускается наносить контуры отдельных проходов, обозначая их прописными буквами кириллицы (например, А, Б, В на рис. 4, б).
Независимо от способа сварки видимый шов изображается условно сплошной основной линией, а невидимый – штриховой линией (рис. 4, в). От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой.
Стандартные сварные швы
В сварочном производстве применяют, как правило, стандартные сварные швы, параметры которых определяются соответствующими стандартами.
Наиболее часто на чертежах приходится наносить подробное обозначение сварки деталей из углеродистых сталей с применением швов, выполняемых автоматической дуговой сваркой, поскольку при использовании ручной сварки соблюсти требования стандартов очень сложно. Поэтому ручная сварка в промышленном машиностроении используется редко.
Типы сварных швов определяет ГОСТ 5264-80. Сварные соединения из алюминия и алюминиевых сплавов выполняются швами по ГОСТ 14806-80.
Кроме того, существует еще ряд стандартов, определяющих типы и конструктивные элементы швов иных сварных соединений, а также способы их сварки.
Каждый стандартный шов имеет буквенно-цифровое обозначение, полностью определяющее конструктивные элементы шва.
Буквенная часть обозначения определяется видом сварного соединения. Различают следующие виды сварных соединений:
- Стыковое соединение (С) – свариваемые детали соединяются своими торцовыми поверхностями (рис. 5, а).
- Угловое соединение (У) – свариваемые детали расположены под углом и соединяются по кромкам (рис. 5, б).
- Тавровое соединение (Т) – торец одной детали соединяется с боковой поверхностью другой детали (рис. 5, в).
- Соединение внахлестку (Н) – поверхности соединяемых деталей частично перекрывают друг друга (рис. 5, г).
Между кромками свариваемых деталей предусматривается зазор величиной 0…5 мм. В зависимости от требований, предъявляемых к сварному соединению, кромки свариваемых деталей подготавливаются по-разному.
Сварка может выполняться во всех четырех видах сварного соединения без скоса кромок (С2) и со скосом одной или двух кромок (С5, Т9). Скосы могут быть симметричными и ассиметричными, прямолинейными и криволинейными.

По расположению швы делятся на односторонние и двухсторонние.
Шов выполняется сплошным (рис. 6, а и б) или прерывистым (рис. 6, в и г), характеризуемым длиной l провариваемых участков, которые расположены с определенным шагом t .
Двухсторонние прерывистые швы выполняются с цепным или шахматным расположением проваренных участков.
Швы сварных соединений могут выполняться усиленными (рис. 7).
Усиление (выпуклость) шва определяется величиной q . Некоторые типы швов (отдельные швы тавровых, нахлесточных и угловых соединений) характеризуются величиной К (рис. 7, а), называемой катетом шва.

Совокупность всех конструкторских особенностей стандартного шва обозначается цифрой, которая совместно с буквенным обозначением вида сварного соединения определяет буквенно-цифровое обозначение типа шва по соответствующему стандарту, например, С1, С2, С3…, У1, У2, У3…, Т1, Т2, Т3…, Н1, Н2…, (см. рис. 8).
Обозначение на чертежах стандартных сварных швов
На изображении сварного шва различают его лицевую и оборотную сторону, при этом лицевой стороной считают ту сторону, с которой производится сварка (рис. 7, а); лицевой стороной двустороннего шва с несимметричной подготовкой (скосом) кромок деталей считают сторону, с которой производится сварка основного шва А (рис. 7, б).
При симметричной подготовке кромок двустороннего шва за лицевую сторону можно принять любую сторону шва (рис. 7, в).

Каждый шов сварного соединения имеет определенное условное обозначение, которое наносят на чертеже в соответствии с рис. 7:
- на полке линии-выноски, проведенной от изображения шва с лицевой стороны;
- под полкой линии-выноски, проведенной от изображения шва с обратной стороны.
ГОСТ 2.312-72 устанавливает вспомогательные знаки, входящие в обозначение шва и характеризующие его (табл. 1).
Таблица 1. Вспомогательные знаки, характеризующие сварной шов
и входящие в его обозначение (выдержка из ГОСТ 2.312-72)

Знаки выполняются сплошными тонкими линиями. Знаки (за исключением знака 5) должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Структура условного обозначения стандартного сварного шва (рис. 9):
1. Вспомогательные знаки шва по замкнутой линии ○ и монтажного шва ┐ (см. таблицу 1 и рис. 9).
2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений.
3. Буквенно-цифровое обозначение шва.
4. Условное обозначение способа сварки (допускается не указывать).
5. Для швов, тип которых характеризуется катетом шва (рис. 8, а), проставляют: знак 1 (табл. 1) и размер катета в миллиметрах.
6. Для прерывистого шва – размер длины провариваемого участка, знак / и знак Z (размер шага).
7. Вспомогательные знаки (усиление шва снять, наплывы, неровности) (см. таблицу 1).
8. Шероховатость механической обработки поверхности шва.

В обозначении шва проставляются только те параметры и знаки, которыми характеризуется обозначаемый шов. Учитывая, что условное обозначение стандартного шва дает исчерпывающие сведения о нем, на поперечных сечениях сварных швов подготовка кромок, зазор между ними и контур шва не изображаются, а свариваемые детали штрихуются в разные стороны (см. рис. 5 и 9).
На рис. 10 и 11 приведены изображения сварных швов с условными обозначениями, которые расшифровываются с учетом того, что ГОСТ 2.312-72 допускает не указывать способ сварки. На этих рисунках в качестве примера дано условное изображение шва как на лицевой стороне, так и на его обратной стороне.
Очевидно, что на рабочих чертежах условное изображение шва должно находится только на одной стороне (предпочтительно на лицевой).

Условное изображение шва, изображаемого на рис. 10, расшифровывается следующим образом:
1) ┐ – шов выполняется при монтаже изделия;
2) ГОСТ 5264-80 – шов для сварки деталей из углеродистой стали дуговой сваркой (в условном обозначении шва способ сварки не указан);
3) С18 – стыковой двусторонний шов со скосом двух кромок. Размеры скоса кромок приведены в ГОСТ 5264-80, который устанавливает форму кромок;
4) знаки 7 (табл. 1) указывают, что усиление снято с обеих сторон;
5) шероховатость поверхности шва: с лицевой стороны – Rz20, с обратной стороны – Rz80.
На рис. 11, а представлен сварной шов, характеризуемый следующими данными:
1) ○ – шов выполнен по замкнутой линии;
2) ГОСТ 14806-80 – шов для сварки алюминия;
3) Т3 – тавровый двусторонний шов без скоса кромок (любая сторона принимается за лицевую);
4) РИНп – сварка ручная дуговая в инертных газах неплавящимся электродом (допускается не указывать);
5) треугольник с цифрой 6 – катет шва 6 мм;
6) длина провариваемого участка 50 мм;
7) шаг 100 мм;
Рис. 11, б иллюстрирует изображение и обозначение шва со следующими характеристиками:
1) ГОСТ 14806-80 – шов для сварки алюминия;
2) Н2 – шов соединения внахлестку без скоса кромок, односторонний, прерывистый. Шов выполняется полуавтоматической сваркой в инертных газах плавящимся электродом (в обозначение сварного шва способ сварки не внесен);
3) треугольник с цифрой 6 – катет шва 6 мм;
4) длина провариваемого участка 100 мм;
5) шаг 200 мм;
6) ﬤ – шов выполняется по незамкнутой линии.
Упрощения обозначений сварных швов
На рис. 11, в представлено изображение и обозначение сварного шва при сварке полимеров (пластмасс). Параметры шва:
1) ГОСТ 16310-80 – шов сварных соединений из винипласта или полиэтилена;
2) С10 – двусторонний шов стыкового соединения с двумя симметричными скосами одной кромки; ГОСТ 16310-80 устанавливает форму кромок (рис. 11, г), за лицевую сторону можно принять любую сторону шва;
3) НГП – сварка нагретым газом с присадкой (допускается не указывать).
При выполнении сварных соединений все швы могут быть одинаковыми. При этом одинаковыми считаются швы, если:
— их типы и размеры конструктивных элементов в поперечном сечении одинаковы;
— к ним предъявляются одинаковые технические требования;
— они имеют одинаковое условное обозначение.
Когда на чертеже имеются изображения нескольких одинаковых швов, то условное обозначение шва наносят у одного из них, а от остальных проводят только линии-выноски с полками (рис. 12).

Всем одинаковым швам присваивается один порядковый номер. Этот номер наносится:
- на линии-выноске, имеющей полку с нанесенным условным обозначением шва (перед этим номером допускается указывать число одинаковых швов);
- на полке линии-выноски, проведенной от изображения шва с лицевой стороны;
- под полкой линии-выноски, проведенной от изображения шва с обратной стороны (на рис. 12 не показано).
Если на чертеже все швы одинаковые и изображены с одной стороны (лицевой или обратной), то им допускается не присваивать порядковые номера. При этом швы, не имеющие обозначения, отмечаются только линиями-выносками без полок (рис. 13).

На изображении изделия, имеющего ось симметрии, разрешается отмечать линиями-выносками и обозначать швы только с одной из симметричных частей изображения.
Допускается швы сварных соединений на чертежах не отмечать линиями-выносками, а приводить указания по сварке в технических требованиях чертежа. Эти указания должны определять места сварки, способы сварки, типы швов сварных соединений, их конструктивные элементы и расположение.
Изображение и обозначение нестандартных сварных швов
В ряде случаев применяются нестандартные швы, конструктивные размеры которых не установлены стандартом. Пример изображения и нанесения условного обозначения нестандартного шва представлен на рис. 14. Конструктивные размеры нестандартного шва указываются на его поперечном сечении.

Для простейших нестандартных швов сварки плавлением в их условные обозначения записывают:
1. Для прерывистого шва:
— размер длины провариваемого участка;
— знак 2 или 3 (см. табл. 1);
— размер шага;
— знаки 4, 5 и 6 (см. табл. 1).
Расположение условного обозначения относительно полки-выноски, применение знаков 5 и 6 (см. табл. 1) и обозначение шероховатости поверхности нестандартного шва (при его механической обработке) осуществляется по аналогии со стандартным швом.
В технических требованиях необходимо указать способ сварки, которым должен быть выполнен нестандартный шов.
На учебных чертежах обозначения стандартных и нестандартных швов можно значительно упростить, указывая только буквенно-цифровое обозначение типа шва, номер стандарта и величину катета.
Условные изображения швов сварных соединений. Основные типы, конструктивные элементы, размеры и условные обозначения сварных соединений и швов на чертежах, а также форма и размеры подготовки свариваемых кромок из различных конструкционных материалов, применяемых при дуговой сварке, регламентируются стандартами.
На чертежах сварных изделий применяют условные изображения и обозначения швов, приведенные в ГОСТ 2.312-72.
Шов сварного соединения, независимо от способа сварки, условно изображают: видимый – сплошной основной линией (рисунок 17 а, в), невидимый — штриховой (рисунок 17 г). Видимую одиночную сварную точку, независимо от способа сварки, условно обозначают знаком «+» (рисунок 17 б).
От изображения шва или одиночной точки проводят линию-выноску с односторонней стрелкой, указывающей место расположения шва (см. рисунок 17). Линию-выноску предпочтительно выполнять от изображения видимого шва.
На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (рисунок 18 а).
Нестандартные швы (рисунок 18 б) изображают с указанием конструктивных элементов, необходимых для выполнения шва по данному чертежу.
На чертежах поперечных сечений границы шва наносят сплошными основными линиями, а конструктивные элементы кромок в границах шва — сплошными тонкими линиями.

Рисунок 17 — Изображение сварных швов

Рисунок 18 — Изображение сечения многопроходного шва (а) и
нестандартных швов (б)
3.3 Условные обозначения швов сварных соединений
Вспомогательные знаки для обозначения сварных швов приведены в таблице 1.
В условном обозначении шва (рисунок 19) вспомогательные знаки выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Структура условного обозначения стандартного шва или одиночной сварной точки приведена на рисунке 19 а.
1. Первыми в обозначении располагают вспомогательные знаки –«шов по замкнутой линии» и «выполнить при монтаже изделия» (таблица 1).
2. Указывают номер стандарта на типы и конструктивные элементы швов сварных соединений. Например: ГОСТ 5264-80 – Ручная дуговая сварка.
3. Приводят буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений. Например, стыковой шов без скоса кромок, односторонний, обозначают С2.
4. На этой позиции указывают условное обозначение способа сварки по стандарту на типы и конструктивные элементы швов. Стандарт допускает не указывать способ сварки.
5. Знак и размер катета для угловых, тавровых соединений и внахлестку, для которых стандартом предусмотрено указание катета шва, например, 5.
6. В данной позиции проставляют: для прерывистого шва –размер длины провариваемого участка, знак/илиZи размер шага, например, 50Z 100;
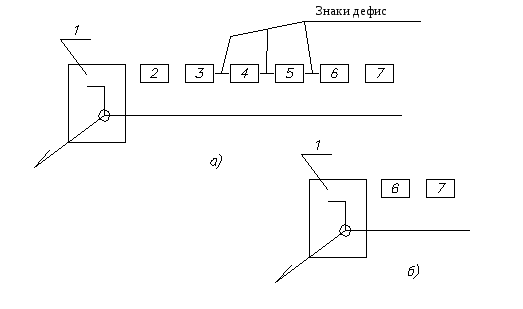
Рисунок 19 –Структура условного обозначения сварного шва
для одиночной сварной точки –размер расчетного диаметра точки;
для шва контактной точечной сварки или электрозаклепочного шва –размер расчетного диаметра точки или электрозаклепки; знак/ илиZ и размер шага, например, 10/80;
для шва контактной шовной сварки –размер расчетной ширины шва;
для прерывистого шва контактной шовной сварки –размер расчетной ширины, знак умножения, размер длины провариваемого участка, знак/ и размер шага, например, 5×40/200.
7. На последнем месте обозначения располагают вспомогательные знаки –усиление шва снять и др. (таблица 1).Если шов нестандартный, то в его условном обозначении (рисунок 19 б) из рассмотренных выше частей сохраняются только вспомогательные знаки (1 и 7) и часть обозначения, касающаяся конструктивных элементов прерывистого либо точечного шва (6). В технических требованиях чертежа или таблице швов при этом указывают способ сварки, которым выполняется нестандартный шов.
Условное обозначение шва наносят:
на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рисунок 20 а);
— под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рисунок 20 б).
Таблица 1 – Вспомогательные знаки для обозначения сварных швов
Расположение вспомогательного знака относительно полки линии выноски, проведенной от изображения шва.
с лицевой стороны
с оборотной стороны



Усиление шва снять



Наплывы и неровности шва обработать с плавным переходом к основному металлу


Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения



Шов прерывистый или точечный с цепным расположением. Угол наклона линии »60 0



Шов прерывистый или точечный с шахматным расположением


Шов по замкнутой линии. Диаметр знака 3. 5мм



Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа
За лицевую сторону одностороннего шва принимают сторону, с которой производят сварку. За лицевую сторону двустороннего шва с несимметрично подготовленными кромками принимают ту, с которой сваривают основной шов. Если двусторонний шов имеет симметричные кромки, то за лицевую может быть принята любая сторона шва.
Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (рисунок 20 а, б), указывают в таблице швов или приводят в технических требованиях чертежа, например: параметр шероховатости поверхностей сварных швов Rz 80 мкм.
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской (рисунок 20). В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
Сварочные материалы указывают на чертеже в технических требованиях или таблице швов. Допускается сварочные материалы не указывать.
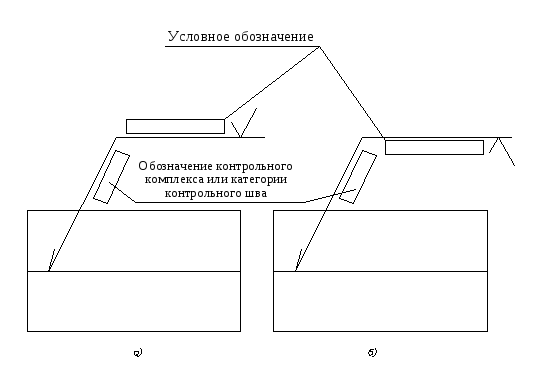
Рисунок 20 – Нанесение условного обозначения шва на лицевой
и оборотной сторонах
При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один и тот же номер, который наносят:
на линии-выноске, имеющей полку с нанесенным обозначением шва (рисунок 21 а);
на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (рисунок 21 б);
под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (рисунок 21 в).
Допускается указывать количество одинаковых швов на линии-выноске, имеющей полку с нанесенным обозначением (рисунок 21 а).
Если все швы на чертеже одинаковы и изображены с одной стороны, то порядковый номер швам не присваивают и отмечают их только линиями-выносками без полок (рисунок 21 г), кроме шва на котором нанесено условное обозначение.
На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только одной из симметричных частей изображения изделия.
На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, допускается отмечать линиями-выносками и обозначать швы только на одной из одинаковых изображенных частей.
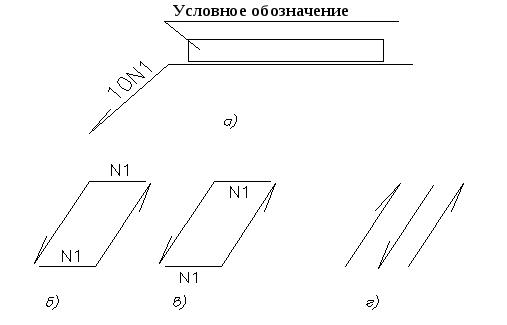
Рисунок 21 – Упрощения в обозначении швов сварных
Если все швы на данном чертеже выполнены по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (записью по типу: «Сварные швы по. ») или в таблице.
Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположении швов.
Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз – в технических требованиях или в таблице.
Примеры условных обозначений стандартных швов сварных соединений. На рисунке 22 (а, б) приведены форма поперечного сечения шва и условное обозначение стандартного стыкового шва соответственно. Данный шов имеет следующую характеристику: шов стыкового соединения сV-образным скосом одной кромки, двусторонний, выполняемый ручной дуговой сваркой при монтаже изделия; усиление снято с обеих сторон; параметр шероховатости поверхностей шва: с лицевой стороны–Rz 20мкм;
Чертежи, изображающие сварные изделия, сварные узлы и т.п., которые содержат необходимые данные для сборки, сварки и контроля, называют сборочными. Сборочные чертежи дают возможность определить, как спроектировано и работает изделие, какие детали в него входят, какими должны быть типы сварных соединений, какой следует применить способ сварки для соединения деталей между собой, каким способом контроля нужно подвергнуть сварные соединения и швы, каким техническим требованиям должны соответствовать сварные швы и т.д.
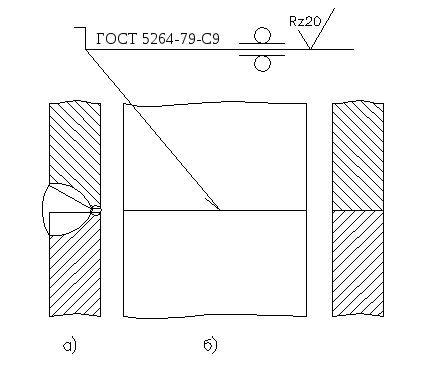
Рисунок 22 –Условное изображение и обозначение
Приступая к работе, сварщик должен, прежде всего изучить чертеж: все надписи, изображаемые виды, условные обозначения, материал деталей, технические требования, предъявляемые к сварным швам.
Вспомогательные знаки для обозначения сварных швов приведены в табл. 3.4.
В условном обозначении шва (рис. 3.18) вспомогательные знаки выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Обозначения сварных швов наносят над полкой линии- выноски для лицевой стороны шва (рис. 3.19, а) и под полкой — для обратной (рис. 3.19, б).
При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивается один порядковый номер, который наносят:
Табл. 3.4. Вспомогательные знаки для условного обозначения сварных швов

Усиление шва снять


Наплывы и неровности шва обработать с плавным переходом к основному металлу




Шов по замкнутому контуру


Шов по незамкнутому контуру


Шов прерывистый или точечный с цепным расположением участков


Шов прерывистый или точечный с шахматным расположением участков

- а) на линии-выноске, имеющей полку с нанесенным обозначением шва (рис. 3.20, а);
- б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (рис. 3.20, б);
- в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (рис. 3.20, в).
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением (рис. 3.20, а).
Швы считаются одинаковыми, если одинаковы их типы и размеры конструктивных элементов в поперечном сечении и если к ним предъявляют одни и те же требования.
Примеры условных обозначений швов сварных соединений даны в табл. 3.5.

Рис. 3.18. Структура условного обозначения сварного шва
Рис. 3.19. Обозначения сварных швов


Рис. 3.20. Обозначение одинаковых швов
Табл. 3.5. Обозначение сварных швов
Стыковой односторонний на остающейся подкладке, со скосом двух кромок, выполняемый дуговой сваркой покрытыми электродами

Стыковой двусторонний, с криволинейным скосом двух кромок, выполняемый дуговой сваркой покрытыми электродами

Стыковой двусторонний, с двумя симметричными скосами двух кромок, выполняемый дуговой сваркой покрытыми электродами. Участки перехода от шва к основному металлу дополнительно обработаны

Стыковой односторонний, со скосом двух кромок, по замкнутому контуру, выполняемый дуговой сваркой покрытыми электродами. Выпуклость шва снята механической обработкой

Стыкового соединения с криволинейным скосом одной кромки, двусторонний, монтажный, выполняемый дуговой сваркой покрытыми электродами



Углового соединения односторонний со скосом двух кромок, выполняемый дуговой сваркой покрытыми электродами. Катет шва 5 мм. Выпуклость шва снята механической обработкой

Стыковой двусторонний, с двумя симметричными скосами двух кромок, выполняемый дуговой сваркой покрытыми электродами. Обозначение упрощенное, если стандарт указан в примечании чертежа

Одинаковые швы при условии полного обозначения одного из них под № 3

То же, если все швы на чертеже одинаковы

На чертежах допускаются упрощения обозначений швов сварных соединений:
- ? при наличии на чертеже швов, выполняемых по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (запись по типу: «Сварные швы . по . ») или в таблице;
- ? если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или оборотной), одинаковым швам не присваивают порядковый номер. При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок;
- ? на чертеже симметричного изделия при наличии на изображении оси симметрии можно отмечать линиями- выносками и обозначать швы только на одной из симметричных частей изображения изделия;
- ? одинаковые требования, предъявляемые ко всем швам или группе швов, приводят только один раз — в технических требованиях или таблице швов.
Чертежи, изображающие сварные изделия, сварные узлы ит.п., которые содержат необходимые данные для сборки, сварки и контроля, называют сборочными. Сборочные чертежи дают возможность определить, как спроектировано и работает изделие, какие детали в него входят, какими должны быть типы сварных соединений, какой следует применить способ сварки для соединения деталей между собой, каким способом контроля нужно подвергнуть сварные соединения и швы, каким техническим требованиям должны соответствовать сварные швы и т.д.
Приступая к работе, сварщик должен прежде всего изучить чертеж: все надписи, изображаемые виды, условные обозначения, материал деталей, технические требования, предъявляемые к сварным швам.


Отправить ответ