
Установка плазменно порошковой наплавки
Содержание:
- 1 Содержание
- 2 Технология [ править | править код ]
- 3 Применение [ править | править код ]
- 4 Общие положения
- 5 Подготовка к работе
- 6 Технология плазменно-дуговой наплавки
- 7 Плазменное напыление
- 8 Получение открытой плазменной струи
- 9 Закрытая плазменная струя
- 10 Преимущества плазменной технологии наплавки
- 11 Оборудование для наплавки
- 12 Устройство для подачи материала
- 13 Подготовка поверхностей
- 14 Важные особенности наплавки металлов
- 15 Наплавочный порошок
- 16 YouTube Premium
- 17 Текст видео
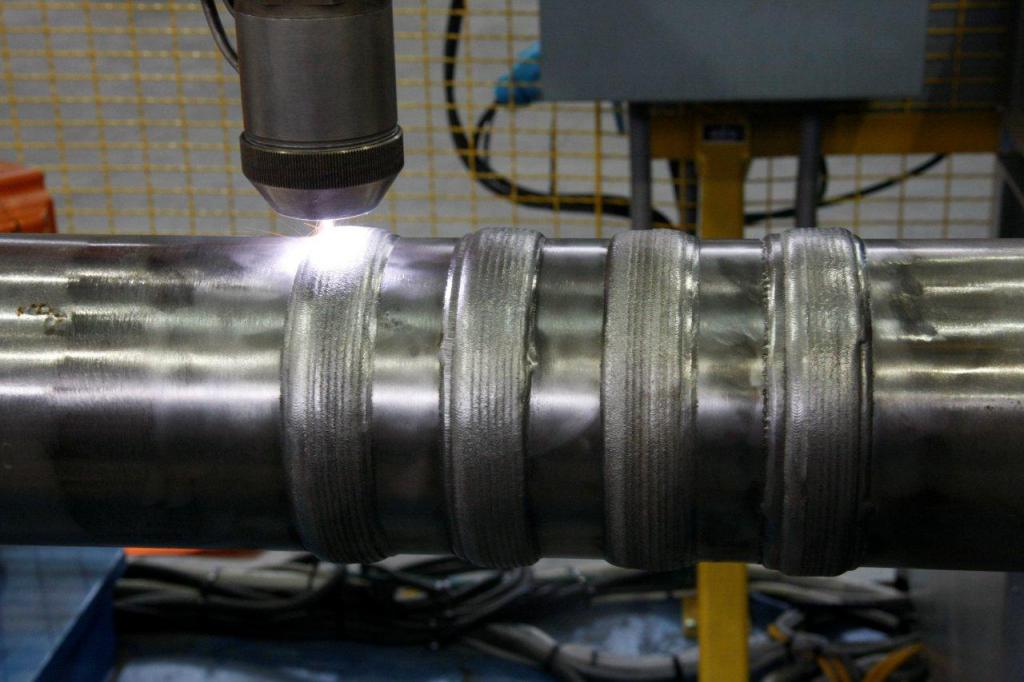
Плазменная наплавка (Plasma transfer Arc, PTA) является современным способом нанесения износостойких покрытий на рабочую поверхность при изготовлении и восстановлении изношенных деталей машин.
Содержание
Технология [ править | править код ]

Плазмой называется высокотемпературный сильно ионизированный газ, состоящий из молекул, атомов, ионов, электронов, световых квантов и др. При дуговой ионизации газ пропускают через канал и создают дуговой разряд, тепловое влияние которого ионизирует газ, а электрическое поле создаёт направленную плазменную струю. Газ может ионизироваться также под действием электрического поля высокой частоты. Газ подаётся при давлении в 2 …3 атмосферы, возбуждается электрическая дуга силой 400 … 500 А и напряжением 120 … 160 В Ионизированный газ достигает температуры 10 … 18 тыс. С, а скорость потока — до 15000 м/сек. Плазменная струя образуется в специальных горелках — плазмотронах. Катодом является неплавящий вольфрамовый электрод.
В зависимости от компоновки различают:
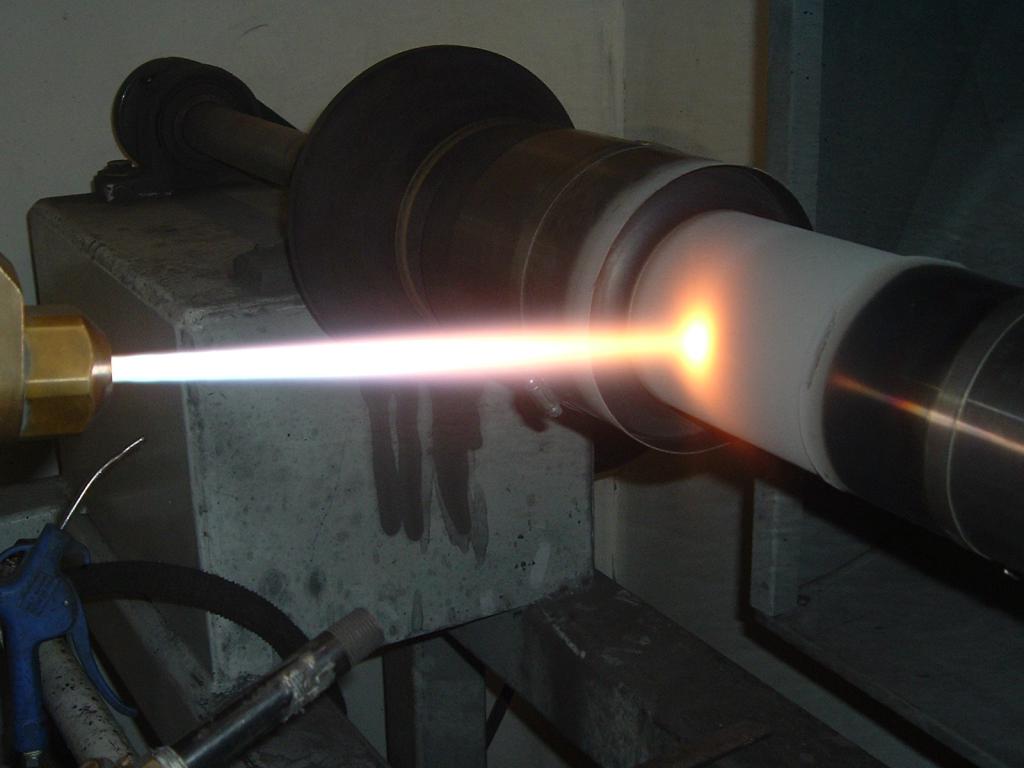
- Открытую плазменную струю (анодом является деталь или пруток). В этом случае происходит повышенный нагрев детали. Используется эта схема для резки металла и для нанесения покрытий.
- Закрытую плазменную струю (анодом является сопло или канал горелки). Хотя температура сжатой дуги на 20 …30% в этом случае выше, но интенсивность потока ниже, т. к. увеличивается теплоотдача в окружающую среду. Схема используется для закалки, металлизации и напыления порошков.
- Комбинированная схема (анод подключается к детали и к соплу горелки). В этом случае горят две дуги. Схема используется при наплавке порошком.
Плазменную наплавку металла можно реализовать двумя способами:
- Струя газа захватывает и подаёт порошок на поверхность детали;
- В плазменную струю вводится присадочный материал в виде проволоки, прутка, ленты.
В качестве плазмообразующих газов можно использовать аргон, гелий, азот, кислород, пар, водород и воздух. Наилучшие результаты наплавки получаются с аргоном и гелием.
Достоинствами плазменной наплавки являются:
- Высокая концентрация тепловой мощности и минимальная ширина зоны термического влияния.
- Возможность получения толщины наплавляемого слоя от 0,1 мм до нескольких миллиметров.
- Возможность наплавления различных износостойких материалов (медь, латунь, пластмасса) на стальную деталь.
- Возможность выполнения плазменной закалки поверхности детали.
- Относительно высокий КПД дуги (0.2 …0.45).
- Малое (по сравнению с другими видами наплавки) перемешивание наплавляемого материала с основой, что позволяет достичь необходимых характеристик покрытий.
Поверхность детали необходимо готовить к наплавке более тщательно, чем при обычной электродуговой или газовой сварке, т. к. посторонние включения уменьшают прочность наплавленного слоя. Для этого производится механическая обработка поверхности (проточка, шлифование, пескоструйная обработка..), иногда обезжиривание. Мощность электрической дуги подбирают такой, чтобы сильно не нагревалась деталь, и чтобы основной металл был на грани расплавления.
Применение [ править | править код ]
Плазменная наплавка широко применяется для защиты от высокотемпературного износа формокомплектов стекольной промышленности, для защиты от коррозии и износа деталей запорной и запорно-регулирующей арматуры, для упрочнения поверхности деталей, работающих при высоких нагрузках.
Эффективность и проблемы плазменной наплавки стоят перед инженерами-материаловедами чрезвычайно остро. Благодаря этой технологии можно не только значительно увеличить срок эксплуатации и надежность высоконагруженных деталей и узлов, но восстановить, казалось бы, на сто процентов изношенные и разрушенные изделия.
Внедрение плазменной наплавки в технологический процесс значительно повышает конкурентоспособность машиностроительной продукции. Процесс не является принципиально новым и используется уже достаточно давно. Но он постоянно совершенствуется и расширяет технологические возможности.

Общие положения
Плазмой называется ионизированный газ. Достоверно известно, что плазму можно получить различными методами в результате электрического, температурного или механического воздействия на молекулы газа. Для ее образования необходимо оторвать отрицательно заряженные электроны от положительных атомов.
В некоторых источниках можно встретить информацию о том, что плазма является четвертым агрегатным состоянием вещества наряду с твердым, жидким и газообразным. Ионизированный газ обладает рядом полезных свойств и применяется во многих отраслях науки техники: плазменная наплавка металлов и сплавов с целью восстановления и упрочнения высоконагруженных изделий, испытывающих циклические нагрузки, ионно-плазменное азотирование в тлеющем разряде для диффузионного насыщения и упрочнения поверхностей деталей, для осуществления процессов химического травления (используется в технологии производства электроники).
Подготовка к работе
Прежде чем приступить к наплавке, нужно настроить оборудование. В соответствии со справочными данными, необходимо подобрать и установить правильный угол наклона сопла горелки к поверхности изделия, выверить расстояние от торца горелки до детали (оно должно составлять от 5 до 8 миллиметров) и вставить проволоку (если осуществляется наплавка проволочного материала).
Если наплавка будет осуществляться путем колебаний сопла в поперечных направлениях, то необходимо выставить головку таким образом, чтобы сварной шов находился ровно посередине между крайними точками амплитуд колебания головки. Также необходимо отрегулировать механизм, который задает частоту и величину колебательных движений головки.

Технология плазменно-дуговой наплавки
Процесс наплавки довольно прост и может с успехом выполняться любым опытным сварщиком. Однако он требует от исполнителя максимальной концентрации и внимания. В противном случае можно запросто испортить заготовку.
Для ионизации рабочего газа используется мощный дуговой разряд. Отрыв отрицательных электронов от положительно заряженных атомов осуществляется за счет теплового воздействия электрической дуги на струю рабочей газовой смеси. Однако при соблюдении ряда условий возможно протекание не только под влиянием тепловой ионизации, но и за счет воздействия мощного электрического поля.
Газ подается под давлением 20-25 атмосфер. Для его ионизации необходимо напряжение 120-160 вольт с силой тока порядка 500 ампер. Положительно заряженные ионы захватываются магнитным полем и устремляются к катоду. Скорость и кинетическая энергия элементарных частиц настолько велика, что при соударении с металлом они способны сообщать ему огромную температуру – от +10. +18 000 градусов по Цельсию. При этом ионы движутся со скоростью до 15 километров в секунду (!). Установка плазменной наплавки оборудована специальным устройством под названием «плазмотрон». Именно этот узел отвечает за ионизацию газа и получение направленного потока элементарных частиц.
Мощность дуги должна быть такой, чтобы исключить оплавление основного материала. В то же время температура изделия должна быть максимально высокой, чтобы активизировать диффузионные процессы. Таким образом, температура должна приближаться к линии ликвидус на диаграмме железо-цементит.
Мелкодисперсный порошок специального состава или электродная проволока подается в струю высокотемпературной плазмы, в которой материл расплавляется. В жидком состоянии наплавка попадает на упрочняемую поверхность.
Плазменное напыление
Для того чтобы реализовать плазменное напыление, необходимо существенно увеличить скорость потока плазмы. Этого можно добиться регулировкой напряжения и силы тока. Параметры подбираются опытным путем.
Материалами при плазменном напылении служат тугоплавкие металлы и химические соединения: вольфрам, тантал, титан, бориды, силициды, окись магния и оксид алюминия.
Неоспоримым преимуществом напыления по сравнению с наплавкой является возможность получения тончайших слоев, порядка нескольких микрометров.
Данная технология применяется при упрочнении режущих токарных и фрезерных сменных твердосплавных пластин, а также метчиков, сверл, зенкеров, разверток и другого инструмента.
Получение открытой плазменной струи
В этом случае в роли анода выступает непосредственно сама заготовка, на которую осуществляется плазменная наплавка материала. Очевидный недостаток данного метода обработки – нагрев поверхности и всего объема детали, что может привести к структурным превращениям и нежелательным последствиям: разупрочнению, повышению хрупкости и так далее.
Закрытая плазменная струя
В этом случае в роли анода выступает непосредственно газовая горелка, точнее — ее сопло. Данный способ используется для плазменно-порошковой наплавки с целью восстановления и повышения эксплуатационных характеристик деталей и узлов машин. Особую популярность данная технология завоевала в сфере сельскохозяйственного машиностроения.
Преимущества плазменной технологии наплавки
Одним из основных преимуществ является концентрация тепловой энергии в небольшой зоне, что позволяет уменьшить влияние температуры на исходную структуру материала.
Процесс хорошо поддается управлению. При желании и соответствующих настройках аппаратуры слой наплавки может варьироваться от нескольких десятых долей миллиметра до двух миллиметров. Возможность получения контролируемого слоя особенно актуальна на данный момент, так как позволяет значительно увеличить экономическую эффективность обработки и получить оптимальные свойства (твердость, коррозионная стойкость, износостойкость и многие другие) поверхностей стальных изделий.
Еще одно не менее важное преимущество – возможность осуществлять плазменную сварку и наплавку самых разных материалов: медь, латунь, бронза, драгоценные металлы, а также неметаллы. Традиционные методы сварки далеко не всегда могут позволить это сделать.

Оборудование для наплавки
Установка для плазменно-порошковой наплавки включает в себя дроссель, осциллятор, плазмотрон и источники питания. Также она должна быть оснащена устройством автоматической подачи гранул металлического порошка в рабочую зону и системой охлаждения с постоянной циркуляцией воды.

Источники тока для плазменной наплавки должны удовлетворять строгим требованиям постоянства и надежности. С этой ролью как нельзя лучше справляются сварочные трансформаторы.
При наплавке порошковых материалов на металлическую поверхность используется так называемая комбинированная дуга. Одновременно используются открытая и закрытая плазменная струя. Регулируя мощность этих дуг, можно менять глубину проплавления заготовки. При оптимальных режимах коробление изделий не будет проявляться. Это важно при изготовлении деталей и узлов точного машиностроения.
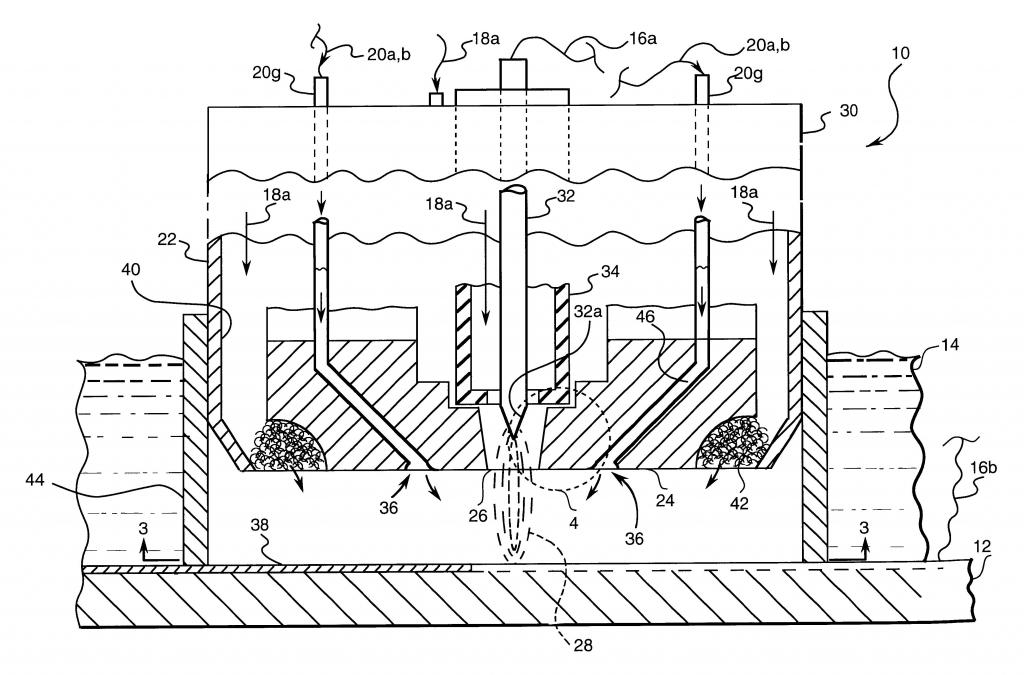
Устройство для подачи материала
Металлический порошок дозируется специальным устройством и подается в зону оплавления. Механизм, или принцип действия питателя, заключается в следующем: лопатки ротора выталкивают порошок в газовый поток, частицы разогреваются и прилипают к обрабатываемой поверхности. Подача порошка осуществляется через отдельное сопло. Всего в газовой горелке установлено три сопла: для подачи плазмы, для подачи рабочего порошка и для защитного газа.
Если вы используете проволоку, целесообразно использовать стандартный механизм подачи сварочного автомата для сварки под флюсом.
Подготовка поверхностей
Плазменной наплавке и напылению материалов должна предшествовать тщательная очистка поверхности от жировых пятен и других загрязнений. Если при обычной сварке позволительно производить только грубую, поверхностную очистку стыков от ржавчины и окалины, то при работе с плазмой газа поверхность обрабатываемого изделия должна быть идеально (насколько это возможно) чистой, без посторонних включений. Тончайшая пленка окислов способна значительно ослабить адгезионное взаимодействие наплавки и основного металла.
С целью подготовки поверхности под наплавку рекомендуется снять незначительный поверхностный слой металла посредством механической обработки резанием с последующим обезжириванием. Если габариты детали позволяют, то рекомендуется провести промывку и очистку поверхностей в ультразвуковой ванной.
Важные особенности наплавки металлов
Существует несколько вариантов и способов осуществления плазменной наплавки. Применение проволоки в качестве материала для наплавки значительно повышает производительность процесса по сравнению с порошками. Это объясняется тем, что электрод (проволока) выступает в роли анода, что способствует значительно более быстрому нагреву наплавляемого материала, а значит позволяет скорректировать режимы обработки в сторону увеличения.
Однако качество покрытия и адгезионные свойства явно на стороне порошковых присадок. Использование мелких частиц металла позволяет получать на поверхности равномерный слой любой толщины.
Наплавочный порошок
Использование порошковой наплавки является предпочтительным с точки зрения качества получаемых поверхностей и износостойкости, поэтому на производстве все чаще используют именно порошковые смеси. Традиционный состав порошковой смеси – кобальтовые и никелевые частицы. Сплав данных металлов обладает хорошими механическими свойствами. После обработки таким составом поверхность детали остается идеально гладкой и не возникает необходимости в ее механической доводке и устранении неровностей. Фракция частиц порошка – всего несколько микрометров.
Очередь просмотра
Очередь
- Удалить все
- Отключить
YouTube Premium
![]()
Хотите сохраните это видео?
- Пожаловаться
Пожаловаться на видео?
Понравилось?
Не понравилось?
Текст видео
Добрый день, дорогие друзья! В рамках уникального проекта «Российское арматуростроение» мы продолжаем рассказывать о «Барнаульском котельном заводе» — российском предприятии, выпускающим энергетическую трубопроводную арматуру.
Сегодня мы покажем обзор о наплавочных и сварочных технологиях на ООО «БКЗ». Мы перешли к участку, где осуществляет свою рабочую деятельность установка плазменно-порошковой наплавки.
Наш собеседник – ведущий инженер-технолог «Барнаульского котельного завода» Дмитрий Степанов рассказывает об этой технологии так: «Данная установка является автоматической установкой плазменно-порошковой наплавки. Суть установки в том, что она автоматически наплавляет порошок с помощью плазмы и обеспечивает стабильную, качественную и автоматизированную наплавку. Это исключает любой брак изделия, в том числе брак по причине человеческого фактора».
Как известно, многие конечные потребители и не только сетуют на то, что российское оборудование не всегда такое качественное, как европейское. По словам Дмитрия Степанова, эта установка гарантирует высокое качество изделия. «Установку можно охарактеризовать, как надежную и неприхотливую. Она требует минимум обслуживания и является долговечным оборудованием, по сравнению с ее аналогами», — делится с нами свойствами установки ведущий инженер-технолог.
Более подробно об оборудовании, модернизации предприятия, текущих проектах обновления существующей линейки продукции и разработках будущих видов наплавок вы можете в шестой части серии видеорепортажей с производственной площадки ООО «БКЗ».


Отправить ответ